Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Aktualisiert im Juni 2026 · Bewertet vom technischen Team von Le Creator Technology Co., Ltd
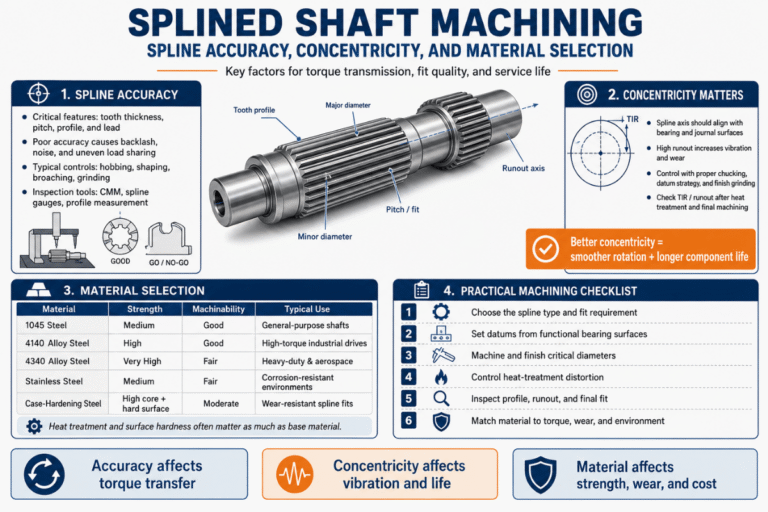
Die Walzenbearbeitung umfasst eine überraschend breite Familie von Teilen Eine Förderwalze in einem Lager, eine Führungswalze auf einer Schlitzlinie und ein Nockenstößel im Inneren einer Verpackungsmaschine sind alle gedrehte, geschliffene und oberflächenbehandelte Zylinder, dennoch trägt jeder eine andere Last, läuft mit einer anderen Geschwindigkeit und versagt auf eine andere Art. Diese Führung geht durch, wie alle drei hergestellt werden, welche Toleranzen und Oberflächenbehandlungen tatsächlich wichtig sind und wohin die Industrie geht, wenn harter Chrom unter regulatorischen Druck gerät.
Schnelle Antwort: Unter Walzenbearbeitung versteht man das Drehen, Schleifen und Bearbeiten von Zylinderwalzen, Förderwalzen, Führungswalzen und Nockenstößeln auf kontrollierte Durchmesser-, Rundlauf- und Oberflächenfinish-Ziele, gefolgt von einer Oberflächenbehandlung wie Hartchrom, Nitrieren oder einer Wolframcarbid-Wärmespritzbeschichtung. Der richtige Prozess hängt von der Pflicht der Walze ab und nicht von einem Standardrezept.
| Rollerfamilien gedeckt | Förderer (Leerlaufwerk/Antrieb/Schwerkraft), Führung (V-Nut/Flach-/Flansch), Nockenstößel (Stütz-/Joch) |
| Typische Materialien | 1045 / 4140 / 4150 Stahl, 304 / 316 Edelstahl, 52100 Lagerstahl, Gusseisen, Aluminium |
| Durchmesserbereich | ~10 –600 mm Außendurchmesser (prozessabhängig) |
| Beste Toleranz | ±0,005 mm (Le Creator-Fähigkeit) |
| Konzentration / Auslauf | Bis zu ~5 µm TIR auf Präzisionswalzen |
| Oberflächenbeschaffenheit | Ra 0,1 µm (geschliffen / superfertig) |
| Oberflächenbehandlungen | Hartchrom, Nitrieren, HVOF Wolframcarbid, stromloses Nickel, Schwarzoxid, PU / Gummiüberzug |

“Roller-Bearbeitung” stolpert über Suchmaschinen, weil das Wort Rolle Punkte zwei Wege Eine Bedeutung ist das Walzwerk oder die Blechbiegemaschine, die Blech bildet Die andere, Gegenstand dieser Führung, ist die feinbearbeitete zylindrische BauteilEin Grundnahrungsmittel der Schlosserei, das rollt, führt oder einer Nocke folgtWir sprechen hier von der zweiten Art: Teile, die man in einen Förderrahmen, einen Schlitzer oder einen Nockenmechanismus einbolzen.
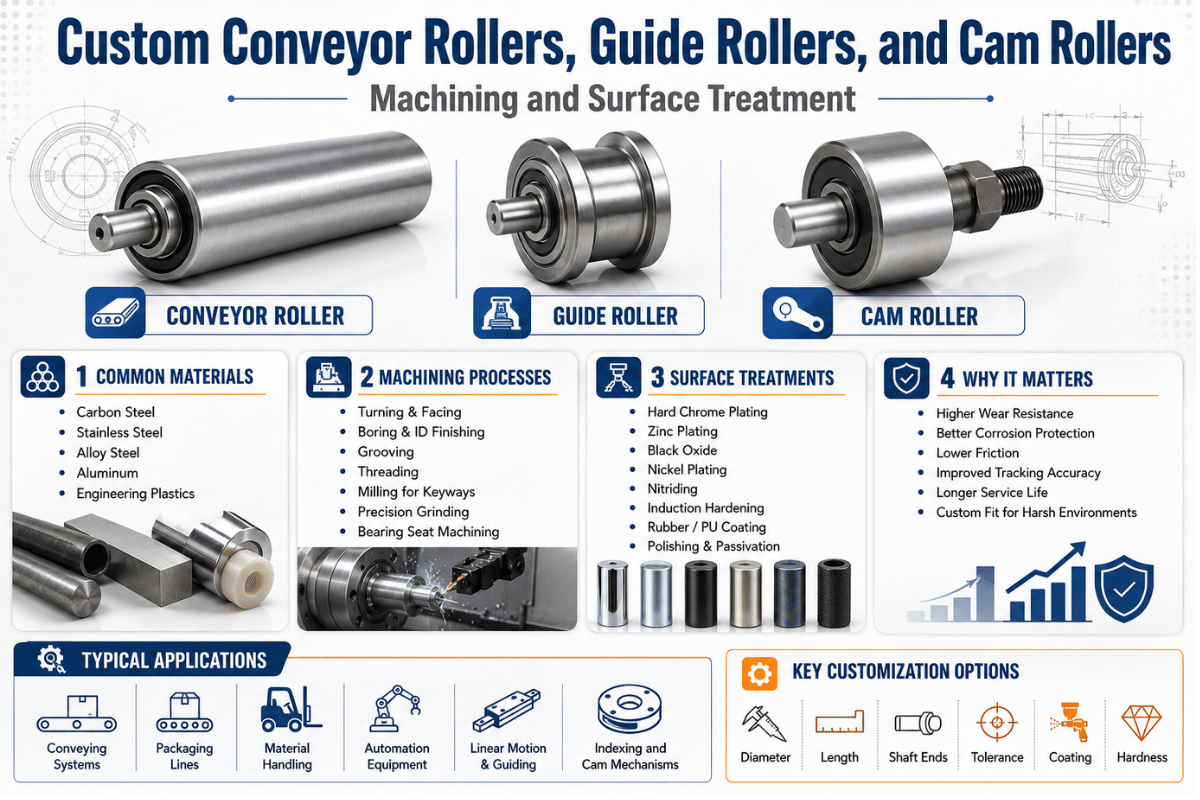
Drei Familien decken den größten Teil des Bedarfs Förderrollen bewegen Produkt Führungsrollen halten ein Band, Bahn, oder Drahtführung gerade Nockenstößel (auch Nockenrollen oder Spurrollen genannt) fahren ein Nockenprofil oder Schiene und drehen Drehbewegung in präzise lineare Bewegung Sie teilen sich einen zylindrischen Körper, weichen aber stark in der Bearbeitung und Fertigstellung voneinander ab.
Die drei Rollentypen sind Förderrollen, Führungsrollen, Nockenstößel Förderrollen sind Rohr-und-Welle-Baugruppen, die Lasten tragen und bewegen Führungsrollen sind profilierte Räder, oft V-gerillt oder geflanscht, die ein bewegliches Band oder einen Draht eingrenzen Nockenstößel sind Hochleistungsbolzen - oder Jochlager mit einem dicken, gekrönten Außenring, der direkt auf einer Nocke oder Schiene läuft.
Dieses Profil zeigt, wie Förder-, Führungs- und Nockenrollen über zwölf Bearbeitungs- und Endbearbeitungsattribute divergieren, die Ein-Tabellen-Ansicht, die keine Einzelproduktseite bietet.
| Attribut | Förderwalze | Führungsrolle | Nockenfolger |
|---|---|---|---|
| Primärfunktion | Last tragen / bewegen | Beschränken/verfolgen | Folgen Sie der Nocke und tragen Sie den Schock |
| Typisches Material | 1045 / Weichstahlrohr, rostfrei | 4140, Edelstahl, Nylon / UHMW | 52100 / gehärtete Legierung |
| Blankzubereitung | Rohrabtrennung, Fase | Stangensägen auf Länge geschnitten | Bar / Schmiederohling |
| Schlüsseldrehfunktionen | OD, Bohrung, Lagersitze | V-Nut / Flansch / Krone | Gekrönte OD, Bolzen, Gewinde |
| Bohrung / Lagersitz | Presssitzgehäuse an beiden Enden | Einzelbohrung oder abgedichtetes Lager | Integraler nadelgelagerter Sitz |
| Schleifbedarf | Licht über | Profilabhängig | Schwerer Boden + überrundet |
| Toleranzgrad | IT8 – 9 | IT7 8 | IT5 6 |
| Oberflächenbeschaffenheit (Ra) | 0,81,6 µm | 0,40,8 µm | 0,10,4 µm |
| Gemeinsame Oberflächenbehandlung | Zink, PU / Gummiüberzug, Chrom | Hartchrom, Nitrid, eloxieren | Durch / Fallhärtung |
| Ausgleichend | Dynamisch bei Riemengeschwindigkeit | In der Regel nicht erforderlich | Nicht anwendbar |
| Dominant-Ausfallmodus | Lagerverschleiß, unrund | Rillenverschleiß, Fehlspur | Abplatzend, brinellend |
| Typische Industrie | Logistik, Lebensmittel, Bergbau | Konvertieren, Stahl, Draht | Verpackung, Automatisierung |
Toleranzstufen folgen ISO 286-1:2010; Oberflächengütebänder sind typische Bearbeitungswerkstattwerte.
Wenn man sich nur an eines erinnert: Eine Förderrolle ist ein Auswuchtproblem, eine Führungsrolle ein Profilproblem, und ein Nockenfolger ein Kontakt-Spannungsproblem, dass eine einzige Unterscheidung jede folgende Bearbeitungswahl antreibt, und deshalb passt ein CNC-Zitat in Einheitsgröße selten auf alle drei Die meisten dieser Arbeiten laufen durch eine Kundenspezifischer CNC-Bearbeitungsservice Statt eines Katalogs von der Stange.
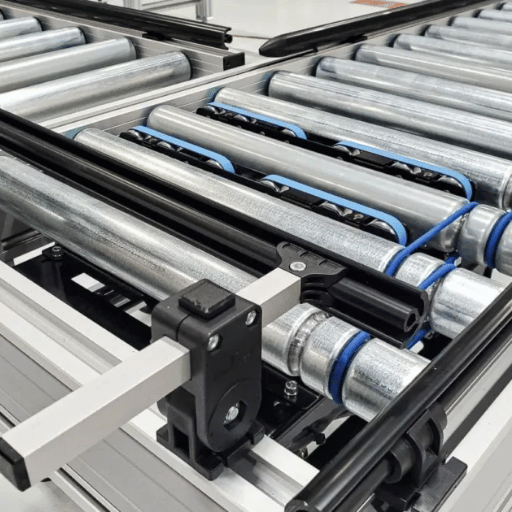
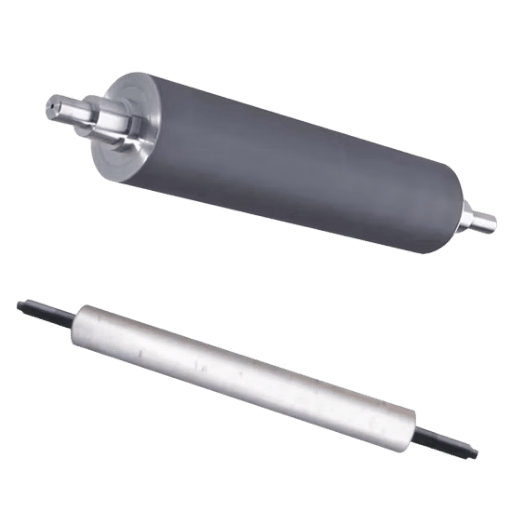
Eine Förderrolle sieht einfach aus, ein Rohr dreht sich auf einer Welle, läuft aber ruhig unter Last ist härter, als es scheint Förderrollen werden als Rohr-und-Welle-Baugruppe bearbeitet: ein Stahl - oder Edelstahlrohr wird auf Länge geschnitten und abgeschrägt, Lagergehäuse werden in jedes Ende gedrückt oder eingeschweißt, und eine Welle wird gedreht, um die Gehäusebohrungen zu passen Das Make-or-Break-Merkmal ist die Konzentrizität zwischen der Lagerbohrung und der Außenfläche des Rohrs.
Bei gefertigten Konstruktionen ist das Rohr an Endkappen angeschweißt, und die Welle trägt oft ein gebohrtes und mit Gewinde versehenes Ende für einen Haltebolzen Wenn diese Konzentrizität driftet, zeigt sich das Symptom mit hoher Geschwindigkeit: Die Rolle entwickelt einen messbaren Auslauf, die Last klopft einmal pro Umdrehung, und auf einer angetriebenen Linie beginnt das Band in Richtung der hohen Seite zu wandern Antriebsrollen fügen eine weitere Einschränkung hinzu, sie benötigen oft eine gerändelte, gummischlackige oder mit Polyurethan überzogene Oberfläche für den Halt, so dass die Bearbeitungssequenz das Material für diese Abdeckung verlassen muss Schwerkraft- und Umlenkrollen hingegen sind für geringe Rollwiderstände optimiert “undurchmesser, die Industriestandards C oft” CEMA Klasse und Welle/Lager passen, anstatt Geometrie von Grund auf neu zu erfinden.
Technische Anmerkung
Geben Sie für Bandgeschwindigkeiten über ~2 m/s den dynamischen Ausgleich an und halten Sie die Bohrung-zu-OD-Konzentrizität fest (denken Sie an IT8 an der Gehäusebohrung).Unter ~1 m/s auf einer Schwerkraftlinie werden diese Ausgaben verschwendet, Lagerqualität und Dichtungsreibung bestimmen das Gefühl, nicht das Gleichgewicht.
Szenario: Ein regionales Verteilzentrum tauschte immer wieder alle paar Monate die Lager auf einer Zone Schwerkraftförderer aus, die Rollen versagten nicht am Lager, es waren leicht unrunde Rohre, deren Naht noch nie richtig bearbeitet worden war, so dass jede Umdrehung das Lager schockbelastete, eine Nachbearbeitung der Bohrung konzentrisch zum Rohr fixierte sowohl das Geräusch als auch die Lagerlebensdauer in einem einzigen DurchgangDas Takeaway: bei Förderrollen zahlt das Lager meist woanders für einen Bearbeitungsfehler.
Diese Rohr-und-Welle-Logik trägt sich direkt auf andere lange zylindrische Teile Die gleiche Befestigung und Konzentrizitätsdisziplin verwendet hier ist, was ein Shop setzt für Präzisionswellenbearbeitung, wo Auslauf das Lager und die Lebensdauer des Getriebes antreibt.
Führungsrollen werden so bearbeitet, dass sie auf einem Profil bleiben Eine auf einem Draht oder einer Schiene laufende V-Nut-Führungsrolle lebt oder stirbt durch zwei Dinge: die Genauigkeit des Nutwinkels und die Härte der Lauffläche Die Nut ist einpunktig gedreht, oder formgeschliffen für gehärtete Teile, in einen definierten eingeschlossenen Winkel, der mit dem passenden Profil übereinstimmen muss, wobei Bohrung und Zapfen festgehalten werden ISO 286 Passformtoleranzen.
Ein üblicher eingeschlossener Winkel ist 90° für Draht - und Schienenarbeiten; wenn er abdriftet, der Kontakt zu einer Linie zusammenfällt und eine Stufe in die Walze verschleißt Materialwahl teilt das Feld, wo die Führung eine saubere, niedrig belastete Bahn fährt, laufen bearbeitete Nylon - oder UHMW-Walzen leise und brauchen keine Härtung, wo die Führung seitlich gegen eine abrasive Stahlschiene oder ein bewegliches Kabel belastet wird, wird die Walze von 4140 oder rostfrei und oberflächengehärtet, damit die Nut ihre Form behält Ein häufiger, teurer Fehler ist unterspezifizierend, dass die Härte: eine weiche Führungswalze auf einer abrasiven Schiene innerhalb von Wochen aus dem Profil verschleißen kann, und sobald sich der V-Winkel öffnet, ist die Spurführung.
Da die Leistung der Führungsrolle so stark variiert, von einer handbelasteten Vorrichtung bis hin zu einem Hochspannungsschneider, sollten veröffentlichte Härte- und Lebenszahlen als Ausgangspunkte betrachtet werden. Die ehrliche Antwort ist, dass der richtige Rillenwinkel, die richtige Härte und das richtige Material von der spezifischen Schiene, der Spannung und der Verunreinigung in Ihrer Linie abhängen; Ein Probenteil, das auf Ihrer eigentlichen Schiene läuft, schlägt jeden generischen Tisch. Flanschspurrollen folgen den gleichen Regeln, nur wenn die Führungsfläche anstelle einer Nut auf die Flanschfläche verschoben wird.
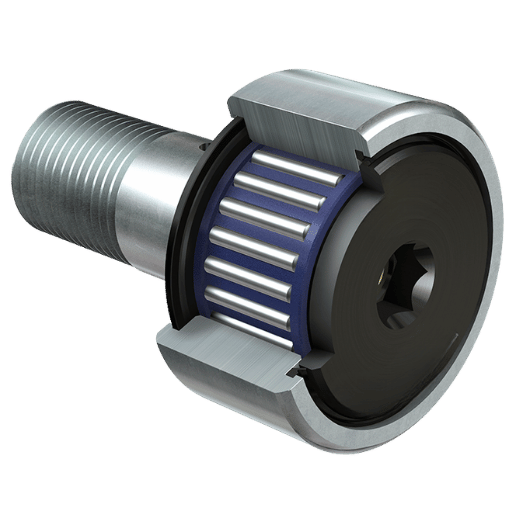
Hier die Annahme, die es wert ist, in Rente zu gehen: Ein Cam-Follower ist nicht “nur ein Lager, das man kauft” Es ist ein p
Feinbearbeitetes Bauteil Ein Nockenstößel trägt einen dicken Außenring mit gekröntem (leicht abgerundetem) Außendurchmesser, einen Bolzen oder eine Nabe mit gehärteter Laufbahn, und ein innenliegendes Nadel - oder Rollenlager, der dicke Ring lässt ihn direkt auf einer Nocke oder Schiene fahren und den Aufprall absorbieren, den ein dünnwandiges Kugellager nicht konnte.
Die Bearbeitung eines Nockenstößels ist anspruchsvoll, sein äußerer Ring wird gedreht, dann wird der OD geschliffen und häufig fein überlappt, weil er ist Die Rollfläche, es gibt keinen separaten Laufring, der sie schützt Die Laufbahn ist gehärtet (52100 oder gehärteter legierter Stahl) und bohrtreu geschliffen Der Bolzen wird gedreht und zur Montage mit einem Gewinde geschnitten, und bei Jochtypen wird das passende Befestigungsloch mit einem Hahn gebohrt und dimensioniert. Diese geschliffene, gekrönte, gehärtete Außenfläche ist der Grund, warum Nockenfolger-OD-Toleranzen bei IT5IT6 landen, weitaus enger als eine Förderrolle.
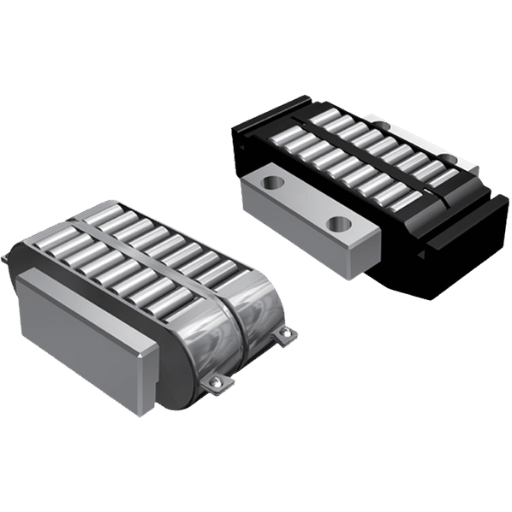
Ein Nockenstößel vom Bolzentyp hat einen integrierten Gewindebolzen und ist von einer Seite aus schnell zu installieren, wo Sie nur eine Seite erreichen können. Ein Nockenstößel vom Jochtyp verfügt über eine Durchgangsbohrung und fährt auf einem separaten Gabelkopfstift, der auf beiden Seiten getragen wird, sodass er höhere Lasten in Doppelscherung trägt, ohne dass das Bolzenloch den Abschnitt verringert. Wählen Sie den Bolzentyp für Zugänglichkeit und leichtere Lasten; Wählen Sie den Jochtyp, wenn die Tragfähigkeit am wichtigsten ist.
Kronengeometrie ist wichtiger, als die meisten Käufer erwarten Eine gekrönte OD verteilt den Kontakt und toleriert kleine Fehlausrichtung zwischen dem Mitnehmer und seiner Spur; ein perfekt zylindrischer Mitnehmer auf einer leicht schiefen Spur konzentriert die Last auf eine Kante und Brinellen früh Die Entscheidung, zu krönen, und um wie viel, ist eine Bearbeitungsspezifikation, kein nachträglicher Einfall Jüngste Patente bestätigen, wie konstruiert diese Teile sind, von Schwingende Nockenwalzenbaugruppen (US 11,969,988 B2, 2024) auf mehrreihige Nockenfolgerlager Viele dieser Anhänger beginnen ihr Leben auf denselben Drehzentren, die für verwendet werden CNC-Drehen von Rundteilen.

Jeder Rollenstart auf einer Drehmaschine CNC-Drehen stellt die Durchmesser, Flächen, Bohrungen, und alle Gewinde oder Nuten fest, und für viele Förder - und Führungsrollen reicht das, eine gedrehte und ausbalancierte Rolle erfüllt die Pflicht Drehen landet typischerweise um IT7IT9 mit einer Oberflächenbeschaffenheit nahe Ra 1,6 µm, was für ein Rohr, das auf eigenen Lagern, aber nicht für eine rollende Kontaktfläche fährt, in Ordnung ist.
Wenn die OD selbst die Arbeitsfläche, ein Nockenfolger, ein Präzisions-Leitrollen, eine Massewalze für eine Druck - oder Beschichtungslinie ist, übernimmt das Schleifen Zwei Wege konkurrieren:
Zylindrisches (zwischen den Zentren) Schleifen
️ Mittelloses Schleifen
Hier stellen sich von Experten begutachtete Quellen auf: Mittelloses Schleifen Ist ein schneller, effizienter Prozess für Präzisions-Chargen - und Massenproduktion, während zwischen den Zentren zylindrisches Schleifen die engere mechanisch-definierte Größe auf einem einzigen Teil ergibt Ein Maschinist auf Practical Machinist legte den Kompromiss klar, zentrenlos kann bessere Oberflächenbeschaffenheit bieten, aber eine Spur weniger Kontrolle der Größe als zylindrisch zwischen den Zentren Für eine endgültige Spiegeloberfläche wird OD-Schleifen durch Superfinishing bzw Honen. Kern- oder Hohlwalzen sorgen für Tieflochbohrungen und gefräste Ebenen oder Keilnuten lösen sich von einem CNC-Fräsen Setup. Oft laufen kleine, schlanke Präzisionsrollen weiter Schweizer CNC-Bearbeitung Unterstützung gegen Ablenkung.
Wenn die OD eine lagermontierte Fläche ist → nur drehen Wenn die OD der Rollkontakt ist → schleifen Hohes Volumen → zentrenlos Dichteste einteilige Größe → zylindrisch Spiegelfinish → Superfinish/Hone hinzufügen.
Die Materialauswahl folgt der Pflicht. 1045 Maschinen aus mittelkohlenstoffhaltigem Stahl sind einfach und passend zu allgemeinen Förder- und Spannrollen. 4140 Legierter Stahl sorgt für mehr Festigkeit und Härtbarkeit für Führungs- und Antriebsrollen. 52100 Lagerstahl mit hohem Kohlenstoff- und Chromgehalt widersteht Ermüdungserscheinungen bei starkem Kontakt mit hohem Zyklus, weshalb daraus Nockenfolgerbahnen gebaut werden. Edelstahl (304/316) übernimmt die Abwasch- und Verpflegungsleistung auf Kosten der Bearbeitbarkeit, und Hydraulikzylinder-Stangenrollen übernehmen die gleiche korrosionsbeständige Logik mit harter Oberfläche.
Durch das Härten wird ein bearbeitbarer Rohling in eine Verschleißfläche umgewandelt Durchhärten passt auf kleine Lagerrollen; Durch Induktion oder Gehäusehärtung (Aufkohlen) wird eine harte Haut auf einen zähen Kern gelegt, wo Sie Oberflächenbeständigkeit benötigen, ohne das ganze Teil spröde zu machen Das Härteziel ist eine Kontakt-Spannungs-Entscheidung, kein “Härter ist besser” Reflex.
Die Auslauftoleranz sollte die Pflicht der Walze verfolgen, nicht die engste Zahl, die der Laden erreichen kann. Diese Bänder stellen ein realistisches Fenster nach Walzenklasse ein.
| Walzenklasse | Typischer Auslauf (TIR) | Prozess, um es zu erreichen |
|---|---|---|
| Präzisionsbewegung (Nockenstößel, Dosieren) | ~2 µm | Schleifen + Runde / Superfinish |
| Qualitätsweb-/Beschichtungswalze | ~5 µm | Zylinder-/mittenloser Schleif |
| Angetriebener Förderer / Antrieb | ~15 µm | Drehen + dynamisches Gleichgewicht |
| Schüttgut/Lenkrolle | ~20 µm | Passend drehen |
Durchmessertoleranz folgt ISO 286 IT-Qualitäten: Drehen erreicht ungefähr IT7-A-IT9, Schleifen strafft das auf IT5-A-M-6 und nach unten in Richtung ±0,005 mm bei fähiger Ausrüstung Der praktische Punkt, verstärkt durch das Auslauffenster oben, ist, dass die Übertoleranz einer Massen-Leiter-zu-Nocken-Follower-Zahlen nichts als Kosten einkauft Dieselbe Toleranz-zu-Prozess-Logik zeigt sich in Motorwellenbearbeitung, bei dem Zapfen geschliffen werden, während unkritische Durchmesser einfach gedreht werden.

Bei der Oberflächenbehandlung wird die Rollenbearbeitung interessant, denn die “offensichtliche” Antwort ändert sich, jahrzehntelang war der Standard Hartchrom, ist immer noch üblich, aber nicht mehr automatisch, und die Wahl per Reflex kann sowohl ein technischer als auch ein regulatorischer Fehler sein.
Beides ist nicht universell besser, sie lösen unterschiedliche Probleme Hartchrom fügt eine harte, korrosionsbeständige plattierte Schicht hinzu und baut verschlissene Durchmesser wieder auf, was zu Hydraulik-Stab - und Verschleiß-Oberflächenwalzen passt Nitrieren härtet die vorhandene Oberfläche durch Streuung von Stickstoff, fügt fast keine Dicke und sehr wenig Verzug hinzu, was zu Walzen passt, die enge Abmessungen halten müssen Bei starkem Abrieb übertrifft eine Wolfram-Karbid-Wärmespray-Beschichtung jetzt beides. Passen Sie die Behandlung an den vorherrschenden Versagensmodus an: Korrosion, Ermüdung, Abrieb oder Griffigkeit.
Zehn Behandlungen umfassen das realistische Menü für bearbeitete Walzen, von plattiertem Chrom bis hin zu Elastomerabdeckungen, mit der Härte und Dicke, die sie trennen.
| Behandlungsart | Schichtdicke | Oberflächenhärte | Am besten für |
|---|---|---|---|
| Hartchrom (ASTM B650) | 2,5 µm (Cl.1), >25 µm (Cl.2) | ~800 – 1000 HV | Verschleiß + Korrosion, umbauen |
| Dünnes, dichtes Chrom | 2 µm | ~850 – 1000 HV | Verschleißflächen mit enger Toleranz |
| HVOF Wolframcarbid | 100 300 µm | ~1000 – 300 HV | Starker Abrieb, Chromaustausch |
| Elektroloses Nickel | 5 µm | ~500 – 700 HV (wärmebehandelbar höher) | Gleichmäßige Korrosionsbeständigkeit |
| Gas-/Plasmanitrieren | Fall ~0,1 – 5 mm (Diffusion) | ~900 – 1100 HV (Nitrierstahl) | Ermüdung + Dimensionsstabilität |
| Induktion / Fallhärtung | Fall 0,5 – 3 mm | ~5562 HRC | Harter Kern + harte Haut |
| Keramikspray (Chromoxid) | 100 300 µm | ~1100 – 1400 HV | Netzgriff, Anilox, hoher Verschleiß |
| Schwarzes Oxid | <1 µm | Grundhärte | Leichte Korrosion, geringe Blendung |
| Polyurethan-abdeckung | 2 25 mm | ~60 –95 Shore A | Griff, leise, schonende Handhabung |
| Gummideckel | 3 25 mm | ~40 –90 Shore A | Antriebsschlupf, geringe Markierung |
Härte/Dicke sind typische veröffentlichte Bereiche; Hartchromdickenklassen pro ASTM B650 und NASA PRC-5003.
Hard chrome on an impact-loaded surface. Hard chrome carries an inherent micro-crack network, the same structure that makes it hard makes it prone to spall and peel under shock or when plated too thick. Failure analyses of chrome-plated rods trace peeling to those micro-cracks and pores. On a cam follower that hammers a cam lobe, that’s exactly the wrong property; case hardening or a thermal-spray carbide hold up better. Properly processed chrome does manage that crack network, a post-plate hydrogen bakeout relieves embrittlement and shot peening adds compressive stress that resists crack propagation. The failures show up when chrome is run too thick, skips those steps, or sits on a shock-loaded surface.
Abriebdaten begünstigen die neueren Beschichtungen Reman und Vergleiche zwischen Beschichtung und Industrie berichten, dass HVOF- und HVAF-Wolfram-Karbid-Beschichtungen deutlich härter sind als Hartchrom und bei standardisierten Abriebtests weitaus weniger Volumen verlieren, und von Experten begutachtete Arbeiten haben gezeigt, dass WC-CoCr HVOF Hartchrom bei AISI 1045-Hydraulikstäben übertrifft. Diese Leistungskante, kombiniert mit dem als nächstes abgedeckten Regulierungsdruck, lenkt verschleißfeste Walzenoberflächen von Chrom weg. Eine Einschränkung hält Chrom und stromloses Nickel fest im Spiel: Thermisches Spritzen ist ein Linien-Sicht-Verfahren, sodass es die Außendurchmesser gut umhüllt, wenn Innenböden, kleine Innenböden, aber immer noch genau gewinnen.
Der schnellste Weg zu einer funktionierenden Walze und einem Angebot, das etwas bedeutet, besteht darin, dem Shop die richtigen Informationen im Voraus zu geben. Eine Zeichnung mit GD&T, dem Material, den Toleranz- und Oberflächengütezielen, der Oberflächenbehandlung, der Menge und einer etwaigen Zertifizierungsanforderung macht aus einem Ratespiel einen Build.
Vier Fragen bewegen eine Walze von “wir denken, wir brauchen” zu einer baubaren Spezifikation.
Ein fähiger Shop sollte mit einem ersten Artikelplan und einem Materialzertifikat antworten, nicht nur mit einem Preis. Le Creator maschinell walzt alle drei Familien unter ISO 9001:2015, IATF 16949, AS9100D und ISO 13485 Qualitätssysteme, hält Toleranzen auf ±0,005 mm, und hat 50.000+ kundenspezifische Projekte zu einem 98,51TP3 T-Pünktlichkeitssatz geliefert, die Art der rückverfolgbaren, multiprozessfähigen Fähigkeit eine einzeilige Katalogwalze kann nicht übereinstimmen Der Punkt der vier Fragen ist, sicherzustellen, dass der Teil angegeben wird, bevor er preislich ist.

Die größte Verschiebung der Walzenbearbeitung für 2026 gibt es nicht auf der Drehmaschine, sie ist in der Galvanisierungswerkstatt Sechswertiges Chrom, die Chemie hinter Hartchrom, steht eckig im regulatorischen FadenkreuzUnter der EU ERREICHEN Verordnung steht Chromtrioxid mit einem bereits abgelaufenen Verfalldatum (21. September 2017) auf Anhang XIV, was bedeutet, dass seine Verwendung nun einer spezifischen Genehmigung bedarf. In den Vereinigten Staaten geht es bei dem Druck eher um die Kontrolle der Exposition als um ein völliges Verbot: OSHA Begrenzt die Exposition der Arbeitnehmer auf einen zulässigen Expositionsgrenzwert von 5 µg/m³ (8-Stunden-TWA), sodass Hartchrom dort nutzbar bleibt, wo ein Geschäft diese Kontrollen erfüllt, aber die Compliance-Kosten steigen weiter Das Umweltbundesamt stellt fest, dass die Härte von Hartchrom nur mit einer Wärmebehandlung erreicht werden kann, die “nicht immer möglich”und weist auf eine Abscheidung von Nickellegierungen unter den Alternativen hin.
Dieser Regulierungsdruck passt zum Technologietrend: Wolfram-Karbid-Thermosprühstrahl, dünnflüssiges Chrom und stromloses Nickel übernehmen die Walzen, die früher Hartchrom besaß. Die Patentaktivität spiegelt dies wider, von chromfreien Lichtbogenspritzbeschichtungschemien bis hin zu Cermet-beschichteten Walzen. Das Marktwachstum bleibt unterdessen stabil: Branchenanalysten beziffern den Industriebeschichtungsmarkt im Jahr 2025 auf die niedrigen Hundert Milliarden Dollar mit mittlerem einstelligem Jahreswachstum, und das Segment der thermischen Sprühbeschichtungen wird in den frühen 2030er Jahren voraussichtlich um etwa 61 TP3 T pro Jahr wachsen, wobei Nachhaltigkeits- und Chromalternativen als schnellste genannt werden.
Was im Jahr 2026 zu tun ist: Wenn Sie verchromte Walzen laufen lassen oder kaufen, insbesondere alles, was in die EU oder aus der EU stammt, prüfen Sie sie jetzt auf einen Substitutionspfad Identifizieren Sie, welche Walzen die spezifischen Eigenschaften von Chrom wirklich benötigen und welche auf HVOF-Karbid, stromloses Nickel oder Nitrieren umsteigen können, bevor der Autorisierungsdruck enger wird oder ein Lieferant die Leitung fallen lässt. Eine Neuangabe Ihres Zeitplans ist günstiger als eine Neuangabe auf dem eines Reglers.
“Die Härte von harten Chromschichten kann nur durch Wärmebehandlung erreicht werden, was nicht immer möglich ist” Was genau der Grund ist, warum Nickel-Alle-Thermospray-Beschichtungen immer mehr für technische Walzenoberflächen an Boden gewinnen.
Dieser Leitfaden konsolidiert die Walzenbearbeitung und Oberflächenbehandlungspraxis in allen Förder-, Führungs- und Nockenfolgerteilen und stützt sich dabei auf Standards (ISO 286, ASTM B650), staatliche Expositions- und Substitutionsdaten (OSHA, NASA, das deutsche Umweltbundesamt) und unsere eigene Werkstatt Erfahrung mit Bearbeitungs- und Schleifpräzisionswalzen auf ±0,005 mm. Härte-, Dicken- und Toleranzzahlen sind typische veröffentlichte Bereiche; Ihre Ergebnisse variieren je nach Material, Geometrie und Ausrüstung. Daher empfehlen wir Ihnen ein Beispielteil für Ihre tatsächliche Anwendung.