


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


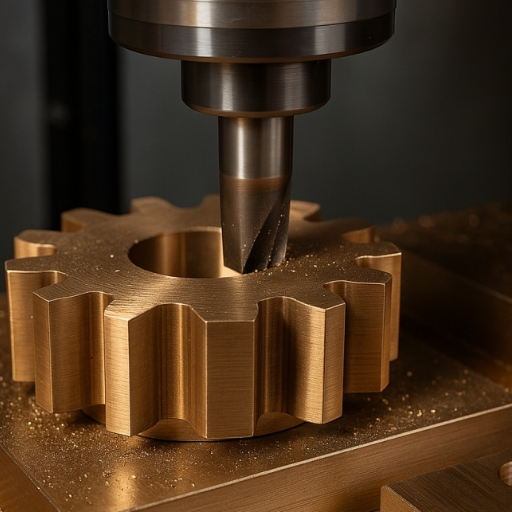
A fresagem CNC de latão é um processo cuidadoso que deve ter parâmetros específicos para usinagem com uma seleção adequada de ferramentas para alcançar os resultados certos Deve-se prestar atenção ao não superaquecimento da nossa máquina durante a realização do trabalho Algum entendimento em relação aos parâmetros de corte da máquina relacionados às taxas de alimentação, e velocidades do fuso com ferramentas apropriadas é crucial Estas são as questões que determinam a precisão, taxas e saída quando se trata de suavidade da superfície Este post irá, portanto, elucidar essenciais nus na fresagem CNC de latão e, em seguida, dar pontos práticos que permitirão otimizar as configurações da máquina para que as tarefas possam ser melhor realizadas naquele metal bastante maleável Ele irá movê-lo para o próximo nível, apresentando o know-how técnico para selecionar as peças certas a serem usadas neste momento ou como determinar a relação perfeita em um ritmo e linha Reproduzindo a qualidade de suas peças de fresagem de forma consistente.

CNC ou Computer Numerical Control usinagem é um tipo de caso baseado em fábrica que faz uso de máquinas-ferramentas operadas por computador para cortar e moldar vários materiais físicos de uma forma e tamanho desejados Máquinas-ferramentas CNC, guiadas por programas, corte, face, broca, moinho, girar, ou de outra forma moldar o material em peças acabadas ou outras peças de trabalho Tais materiais podem ser de metal, alumínio, plástico, madeira, e assim por diante A automação e detalhe de uma máquina CNC permitem uma produção repetível e econômica super-precisa.
A operação de usinagem CNC começa com a produção de um projeto digital preparado usando o software CAD (Computer-Aided Design).A seguir, o projeto é frequentemente convertido usando software de computador em código G. O código G irá, por sua vez, regular os movimentos da direção de usinagem, ferramenta e dados de corte Como as máquinas CNC funcionam com pouca ou nenhuma intervenção humana, elas são menos propensas a cometer erros enquanto produzem peças intrincadas que não podem ser feitas manualmente.
A usinagem CNC está entre as tecnologias mais impressionantes do mundo da manufatura Não há como negar que a tecnologia pode reduzir os custos iniciais, muito menos fornecer uma saída para produzir um produto em massa.=fopen; base URL_IGNORE k Além disso, com a usinagem CNC em particular, não há como errar Se os planos exigem cem peças para ter tolerâncias específicas, então, independentemente da quantidade, tudo resistirá aos níveis de precisão especificados Flexibilidade, consistência e precisão - por isso merece tal lugar em nosso mundo moderno de fabricação.
A usinagem CNC de latão usa precisão, eficiência e vantagens de material: é uma escolha preferida entre os processos de fabricação mais atualizados Esta liga de cobre-zinco possui uma excelente usinabilidade, resistência à corrosão e condutividade elétrica Além disso, essas propriedades tornam o latão um material adequado para uma série de aplicações em indústrias como encanamento, automotivo e até mesmo aplicações eletrônicas.
A sinergia entre o latão como material e a tecnologia de usinagem CNC promove não apenas a fabricação de precisão, mas também a produção eficiente, Dada a perspectiva de fornecer melhoria implacável na qualidade e adaptabilidade, e sustentabilidade, a usinagem de latão CNC continua sendo um jogador fundamental para impulsionar a concorrência em muitas indústrias.
Diferentes ligas de latão são utilizadas na usinagem CNC devido às suas características como usinabilidade, resistência à corrosão e durabilidade. Esses materiais de latão são capazes de atender a uma ampla variedade de requisitos de serviço e, assim, permitir o projeto e a produção de componentes.
Estes são os diversos tipos de latão fabricados para atender a diversas demandas em diversos setores industriais na usinagem CNC. Com mais propriedades e características que os tornam industriosos e confiáveis na fabricação, seu comportamento os mostra como ligas frequentemente altamente apropriadas para trabalhos de tolerância próxima.

Quando se trata de usinagem de latão, deve-se considerar a liga de latão, o material da ferramenta, a velocidade do fuso e o tipo de acabamento superficial para que o cálculo das taxas de alimentação ideais possa ser feito A taxa de alimentação reflete o ritmo no qual a ferramenta de corte se move gradualmente através do material, o que é necessário para despertar a usinagem e melhorar a vida útil da ferramenta, reduzir discrepâncias de qualidade, etc.
Para realizar o cálculo necessário para determinar as taxas de alimentação ideais para usinagem de latão, a velocidade de corte atribuída para latão deve primeiro ser conhecida No entanto, isso difere muito de acordo com a liga de latão específica, em geral, estando dentro de 300-500 (SFM) para ferramentas de aço de alta velocidade Para maior aplicação, como com ferramentas de metal duro, velocidades de corte mais altas podem ser consideradas A velocidade do fuso é, portanto, calculada pela fórmula:
Velocidade do fuso (RPM) = (Velocidade de corte × 12) / (π × Diâmetro da ferramenta)
Uma vez que eles sabem a velocidade do fuso, o maquinista calcula a taxa de alimentação a partir do FPT específico de latão A fórmula para determinar a taxa de alimentação é a seguinte:
Taxa de Alimentação (IPM) = Velocidade do Fuso (RPM) × Número de Flautas × Alimentação por Dente (FPT)
Se não da taxa de alimentação conservadora assumir tal valor, este valor deve ser ajustado com base em como a ferramenta atua, qualidade da peça e capacidades da máquina Pelo contrário, porque alguns cortes de acabamento poderiam abusar da vida útil da ferramenta para alcançar o acabamento necessário, componente esotérico e conhecimento da máquina, um bom julgamento é destinado a aumentar a produtividade de mãos dadas com a consistência.
As taxas de alimentação, dependentes de muitos fatores modais indispensáveis, marcam o ponto principal para a produção operacional e a usinagem fina. O tipo de material seria o primeiro determinante. Com materiais mais macios como o alumínio, as taxas de alimentação poderiam ser superiores às de materiais mais duros, como aço inoxidável ou titânio, onde poderiam ser mantidos mais baixos para evitar desgaste grave da ferramenta e para manter precisões de usinagem.
Há mais um fator causando qualquer comprometimento na seleção das taxas de alimentação: a geometria da ferramenta de corte As flautas, a geometria e o material da ferramenta governam completamente como ela funciona na peça de trabalho As ferramentas destinadas à usinagem de alta eficiência suportarão taxas de alimentação mais altas, enquanto certas ferramentas delicadas e especiais podem exigir uma velocidade rebaixada para mantê-las viáveis.
Em última análise, as capacidades da máquina também desempenham um papel definido A rigidez, a potência e a precisão das peças da máquina limitam a taxa máxima de alimentação que pode ser alcançada Em termos gerais, quanto mais antiga for uma máquina ou com a menor rigidez, mais poucas taxas de alimentação terão que ser reduzidas para garantir a precisão da peça e evitar a deformação da máquina. Os sistemas de usinagem CNC avançados serão capazes de permitir maiores taxas de alimentação com a mesma precisão e repetibilidade.
Revoluções por minuto (RPM) serve como uma métrica essencial que os operadores de máquinas precisam avaliar ao trabalhar com materiais de latão A configuração de RPM controla a velocidade de rotação do fuso e da ferramenta de corte, o que afeta diretamente os resultados do processo de usinagem para qualidade e precisão e produtividade operacional A seleção correta de RPM permite um desempenho de corte ideal, ao mesmo tempo que diminui os danos à ferramenta e protege a integridade da peça de trabalho.
Para determinar a RPM correta para usinagem de latão, os operadores precisam estabelecer a velocidade de corte adequada A velocidade de corte descreve a velocidade na qual a aresta de corte se move através da superfície do material que os padrões da indústria medem usando medições de pés por minuto (FPM) e metros por minuto (MPM).A fórmula a seguir permite que os usuários calculem a RPM com base neste valor:
RPM = (Velocidade de corte × 12) / (π × Diâmetro da ferramenta)
O termo “Tool Diameter” descreve o tamanho real da ferramenta de corte, enquanto “π” (pi) se aproxima de 3,1416. O cálculo garante que a máquina opere a uma velocidade adequada que corresponda tanto ao material de latão quanto aos requisitos da ferramenta.
A usinagem de latão na faixa correta de RPM leva a níveis de produtividade aumentados que produzem resultados de trabalho uniformes O processo experimenta corte ineficiente e resultados de superfície abaixo da média quando os operadores definem RPM abaixo dos níveis ideais, enquanto valores excessivos de RPM levam à rápida deterioração da RPM adequada permite que os maquinistas produzam resultados de alta qualidade, preservando a vida útil da ferramenta e atingindo o pico de capacidade operacional durante os processos de usinagem de latão.
A velocidade do fuso funciona como um elemento de usinagem vital que estabelece a rapidez com que a ferramenta de corte e a peça de trabalho girarão O cálculo da velocidade ideal do fuso fornece precisão de medição e vida útil prolongada da ferramenta A fórmula mais comum para o cálculo da velocidade do fuso é:
Velocidade do fuso (RPM) = (Velocidade de corte × 4) /Diâmetro
Velocidade de corte indica a velocidade de operação apropriada que as especificações do material fornecem em pés por minuto (ft/min) ou metros por minuto (m/min).O diâmetro indica a peça de trabalho ou o diâmetro da ferramenta que depende do contexto específico de usinagem.É medido em polegadas ou milímetros. A fórmula pode ser expressa em cálculos do sistema métrico como:
Velocidade do fuso (RPM) = (velocidade de corte × 1000) / (π × Diâmetro)
Suponha que você esteja fazendo à máquina latão com uma velocidade de corte recomendada de 300 ft/min e o diâmetro da peça de trabalho é de 2 polegadas O cálculo da fórmula padrão produz os seguintes resultados:
Velocidade do fuso (RPM) = (300 × 4) /2 = 600 RPM
Este cálculo fornece a rotação ideal do fuso em rotações por minuto para alcançar resultados consistentes e eficientes de usinagem de latão A aplicação dessas fórmulas permite que os maquinistas encontrem velocidades precisas do fuso que melhoram a durabilidade da ferramenta e melhoram os resultados do trabalho enquanto sustentam a eficácia operacional completa Os melhores resultados exigem que os usuários verifiquem gráficos de velocidade de corte que se aplicam a materiais específicos, ao mesmo tempo que avaliam como fatores como o desempenho de impacto da aplicação de refrigerante.
Com o toque do latão sendo sacudido pela rigidez; isso quer dizer que se move livremente A composição específica das ligas de latão leva a mudanças em seus atributos, como dureza, usinabilidade e condutividade térmica. Na usinabilidade, as ligas de latão de corte livre alertam para o corte em altas velocidades, desde que sejam tão aptas a fazer observações positivas de usinabilidade; entretanto, as ligas mais duras, as mais fortes, apresentam resistência à tração incrivelmente aumentada e devem ser cortadas em baixas velocidades para evitar o desgaste excessivo da ferramenta e manter o resultado desejado de maneira deteriorante.
O gráfico de velocidade de corte para a liga específica precisa ser consultado para determinar a velocidade correta do fuso que deve usar os valores do gráfico para calcular a fórmula de velocidade do fuso ligas de latão mais macias permitem velocidades operacionais mais altas, mas ligas mais duras precisam de velocidades reduzidas para evitar o superaquecimento da ferramenta que pode levar à falha do equipamento A correspondência rápida com os requisitos de material permite um melhor controle sobre questões que incluem criação de rebarbas, danos à ferramenta através de lascas e problemas de qualidade da superfície.
Todos os aspectos da avaliação da necessidade da operação porque contêm fatores importantes As ferramentas do carboneto fornecem aos usuários a capacidade de operar em velocidades mais altas do que as ferramentas de aço de alta velocidade porque as ferramentas do carboneto mostram a melhor resistência ao calor A aplicação apropriada do líquido refrigerante permite o controle da temperatura que resulta na melhor qualidade da peça O processo de monitorar estes parâmetros traz duas vantagens que incluem manter operações seguras e usinagem eficiente ao estender a vida das ferramentas através de todos os processos da liga de latão.

A fresagem CNC de latão requer ferramentas que ofereçam precisão e durabilidade juntamente com eficácia operacional para alcançar resultados de desempenho ideais As ferramentas de corte mais comumente usadas para usinagem de latão incluem ferramentas de metal duro e ferramentas de aço rápido e ferramentas revestidas de diamante As três opções fornecem propriedades diferentes que as tornam adequadas para operar em condições particulares de fabricação.
Os maquinistas preferem ferramentas de metal duro para usinagem de latão porque as ferramentas oferecem dureza excepcional e proteção contra desgaste e danos em altas temperaturas. As ferramentas proporcionam desempenho eficiente para operações de corte que excedem os limites de alta velocidade, ao mesmo tempo que preservam sua capacidade de corte durante o uso prolongado em ambientes de produção. Ferramentas de aço de alta velocidade oferecem desempenho adequado para projetos menos exigentes, ao mesmo tempo que custam menos do que ferramentas de metal duro que proporcionam mais durabilidade.
As ferramentas revestidas com diamante oferecem capacidades de corte precisas e vida útil prolongada da ferramenta, o que as torna ideais para projetos complexos e aplicações exigentes. Os produtos são normalmente vendidos a preços mais elevados porque seu uso é limitado a tarefas especializadas que exigem extrema precisão ou vida útil prolongada da ferramenta. Os resultados ideais para projetos de fresagem CNC de latão dependem de dois aspectos de design e um elemento de produção que devem ser avaliados antes da escolha das ferramentas de corte.
O processo de seleção entre metal duro e aço rápido (HSS) para fresagem CNC de latão requer avaliação das características do material juntamente com especificações de aplicação e restrições orçamentárias A dureza excepcional juntamente com a resistência ao desgaste das ferramentas de metal duro as tornam adequadas para usinagem de alta velocidade porque permitem vida útil prolongada da ferramenta enquanto os operadores podem fazer cortes precisos em condições exigentes A capacidade de suportar condições extremas juntamente com o desempenho de corte preciso tornam as ferramentas de metal duro apropriadas para trabalhos que precisam tanto de durabilidade quanto de precisão.
A tenacidade das ferramentas HSS fornece uma alternativa econômica às ferramentas de metal duro que oferecem menos durabilidade O equipamento funciona melhor quando usado em velocidades mais lentas e em situações onde resultados precisos e vida útil prolongada do equipamento não são necessários As ferramentas HSS oferecem vantagens econômicas porque podem ser facilmente afiadas, o que as torna adequadas tanto para tarefas regulares de usinagem quanto para trabalhar com materiais e projetos de design menos complicados.
Os requisitos do projeto determinam se o metal duro ou o HSS se mantêm como a escolha superior do material Nos casos em que os requisitos de desempenho e as especificações de projeto caras exigem alta precisão durante todo o período de uso do equipamento, as ferramentas de metal duro se tornam a melhor escolha O projeto requer operações de usinagem padrão com HSS porque oferece desempenho adequado a um preço econômico A melhor seleção de material de ferramenta para os requisitos do projeto levará a resultados ideais através do processo de avaliação do projeto.

É necessário escolher a estratégia de usinagem certa para usinagem de latão, pois o latão tem características diferentes Isso porque o latão é uma barra de metal com propriedades macias onde é resistente à corrosão, e permite a produção de muitos itens, a fim de aumentar a precisão da máquina, a eficiência de desempenho e diminuir a qualidade do acabamento superficial, o processo de usinagem deve ter que ser perseguido.
Primeiro, a usinagem de alta velocidade serve como o método de usinagem mais bem-sucedido para latão porque esse método corta latão em altas velocidades sem danificar as ferramentas O uso de ferramentas afiadas que correspondem aos ângulos de corte corretos fornece remoção eficaz de material que reduz tanto a rebarba quanto a deflexão da ferramenta A usinagem adequada do latão exige que os operadores mantenham taxas e velocidades de alimentação específicas que correspondam às suas características de usinabilidade porque esse método produz resultados ideais, protegendo o desempenho da ferramenta.
Segundo, selecionar o sistema de refrigeração e lubrificação apropriado melhora ainda mais o desempenho de usinagem As operações de corte de latão produzem calor mínimo, o que torna os refrigerantes desnecessários, mas ainda ajudam a reduzir a adesão do material da ferramenta, mantendo a consistência do acabamento superficial A eficiência operacional e a qualidade dos componentes de latão atingem seu ponto mais alto através da combinação de manutenção regular da ferramenta e procedimentos de usinagem estabelecidos que ajudam os operadores a alcançar o sucesso do projeto.
A usinagem de latão requer acabamento superficial ideal para atingir necessidades funcionais e estéticas. A suavidade e a qualidade da superfície afetam diretamente o desempenho dos componentes em aplicações que necessitam de alta precisão e operação confiável. O acabamento superficial final de um material depende de três fatores que incluem nitidez da ferramenta e velocidade de corte e taxa de alimentação.
A nitidez da ferramenta é importante porque as ferramentas opacas produzem superfícies ásperas que criam mais calor que pode danificar o material Uma velocidade de corte consistente e moderada proporciona um acabamento mais uniforme porque reduz as irregularidades da superfície O processo de ajuste da taxa de alimentação ajuda os operadores a encontrar o equilíbrio certo entre a remoção do material e a qualidade da superfície, o que leva a menos defeitos na marca da ferramenta.
A manutenção e inspeção de ferramentas juntamente com técnicas de usinagem adequadas constituem os requisitos chave para alcançar um acabamento de alta qualidade Os operadores também devem considerar o uso de refrigerantes ou lubrificantes, mesmo que não estritamente necessários para o latão, pois podem minimizar ainda mais a adesão do material às ferramentas e manter a consistência na aparência da superfície Os maquinistas podem usar essas práticas para criar componentes de latão que atendam a todos os padrões exigidos para funcionalidade e design.
A execução de processos pós-usinagem estabelece a aparência estética e as capacidades funcionais que as peças de latão devem alcançar O processo de rebarbação serve como um procedimento padrão que elimina todas as arestas vivas e rebarbas que permanecem após o processo de usinagem O processo pode ser realizado através de métodos de arquivamento manual ou através de sistemas automáticos que utilizam técnicas de tombamento e acabamento vibratório As operações de rebarbação melhoram tanto a segurança do manuseio do produto acabado quanto a capacidade operacional do processo de fabricação do produto acabado.
O processo de limpeza de superfícies e polimento funciona como um procedimento vital entre as operações O processo de limpeza torna-se necessário para eliminar todos os resíduos de óleo e oxidação e todas as outras impurezas que existem após o término do processo de usinagem O processo de limpeza requer soluções de limpeza química ou métodos de limpeza ultrassônica de acordo com o nível de complexidade que existe no componente de latão O processo de polimento visa produzir uma superfície reflexiva brilhante que aumenta a atratividade visual do componente O processo pode ser realizado através de métodos mecânicos ou através de eletro-polimento que produz um resultado mais refinado.
As instalações industriais utilizam revestimentos protetores para melhorar sua resistência contra a corrosão e sua capacidade de suportar o desgaste A indústria geralmente depende de niquelagem e cromagem como seus métodos padrão de revestimento As peças de latão lacado fornecem uma solução eficaz para salvaguardar seu brilho original, oferecendo proteção contra manchas Os maquinistas empregam esses processos pós-usinagem para preparar componentes de latão para uma vida operacional prolongada, enquanto fornecem produtos que atendem a altos requisitos de qualidade.
R: A Fresagem CNC de Latão leva o estoque de latão e os moe com precisão por máquinas controladas numéricas por computador O latão é usado frequentemente devido à sua usinabilidade muito boa, alta estabilidade dimensional, boa resistência à corrosão e aparência atraente Isso torna o latão bom para a vida ao ar livre A Fresagem CNC de Latão é um método comum de usinagem, usado quando hardware, acessórios, instrumentos e similares são necessários para serem moldados.
R: A fresagem CNC de latão oferece alta precisão, repetibilidade e capacidade de criar peças com geometrias complexas e tolerâncias apertadas Comparando-a à usinagem manual, o CNC traz vários benefícios: diminuição de instâncias de erro humano e aumento da eficiência O latão, que é frequentemente empregado na fabricação de peças de precisão, tem uma vantagem de resolução, bem como a garantia de um bom acabamento superficial; criar roscas, furos e perfis perfeitos prova que a fresagem CNC é ainda mais útil.
R: As ligas de latão padrão usadas para fresagem CNC são C360 (latão de usinagem livre), C260 (latão de cartucho) e C464 (latão naval).O C360 deve sua popularidade ao bom controle de cavacos e maleabilidade A experiência de aplicação orienta o maquinista a escolher o C-aplicável - de acordo com a resistência desejada, resistência à corrosão e aparência.
R: Para a fresagem de latão, usando carboneto de tungstênio afiado, ou aço de alta velocidade de alto-rake com bons revestimentos são bons para a ferramenta de corte Mantendo uma faixa perto do meio para velocidades mais baixas, o chip está sempre em movimento; para uma boa remoção de cavacos, use apenas o corte suficiente; mantenha a profundidade de corte e a velocidade do fuso sob controle em relação à liga e ao diâmetro da ferramenta, uma vez que a estética desempenha um papel importante na aplicação de latão, é útil para garantir que a superfície do produto final seja boa e, portanto, necessária para gerar um bom acabamento superficial a partir de cortes finos.
R: Sim. latão é mais macio do que o aço e, portanto, a pressão DEVE ser distribuída em toda a braçadeira para evitar a deformação do latão mandíbulas macias com acessórios dedicados bem pensados ou placas de sacrifício são boas maneiras de proteger as características Um acessório seguro também reduz as vibrações e ajuda a garantir a precisão, o que é realmente crítico porque o latão é comumente usado para componentes de precisão com pequenas alças de tolerância.
A. É principalmente dependente do propósito da seção que está sendo atribuída, com acabamento superficial comumente sendo muito bom em peças fresadas de latão CNC, e pós-processamento sempre inclui rebarbação, polimento ou chapeamento/passivação Sendo uma liga com muitas peças decorativas polidas proeminentes é por isso que muitos usos de latão exigem polimento de soldagem ou cromo/níquel chapeamento para melhor brilho e proteção contra ferrugem quando necessário.
R: As questões podem estar relacionadas a tagarelice, acúmulo em ferramentas de borda, acabamentos ruins e processos de usinagem indiscriminados Uma boa maneira de cuidar disso é otimizando a geometria, a velocidade e a alimentação da ferramenta Preste atenção à aplicação de resfriamento nessas máquinas Outra medida preventiva seria garantir que as configurações de fixação de trabalho e as estratégias de caminho de ferramenta evitem vibrações. Como o latão é amplamente utilizado em componentes de precisão, a inspeção rotineira da ferramenta e o controle do processo são essenciais.
R: Definitivamente, pode ser econômico tanto para o estágio inicial quanto para a produção É uma redução no tempo de configuração e no custo de ferramentas da estampagem e fundição em tiragens menores Em tiragens maiores, a ênfase na automação e tempos de ciclo otimizados podem levar a uma redução no custo para cada peça Dependendo do recurso CNC-stretch e seu limite de capacidade, o latão é usado da tecnologia para as indústrias automotivas, onde a fresagem CNC pode ser expandida a partir de quantidades de protótipos, e em escalas médias, com um senso de qualidade.
Usinagem CNC no Mohawk Valley Community College
Este recurso discute a usinagem de metais ferrosos e não ferrosos, incluindo latão, em uma oficina mecânica totalmente equipada.
Leia mais aqui
Usinagem CNC de latão: soluções de precisão para todos os setores
Um guia detalhado sobre os benefícios da usinagem CNC de latão, incluindo usinabilidade, desgaste da ferramenta e acabamentos de superfície.
Leia mais aqui
Fresagem de 4 eixos no Laboratório de Fabricação Digital da Universidade do Texas
Informações sobre técnicas avançadas de fresagem CNC, incluindo o uso de fresadoras de bancada.
Leia mais aqui









