Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Atualizado em junho de 2026 · Avaliado pela equipe técnica da Le Creator Technology Co., Ltd
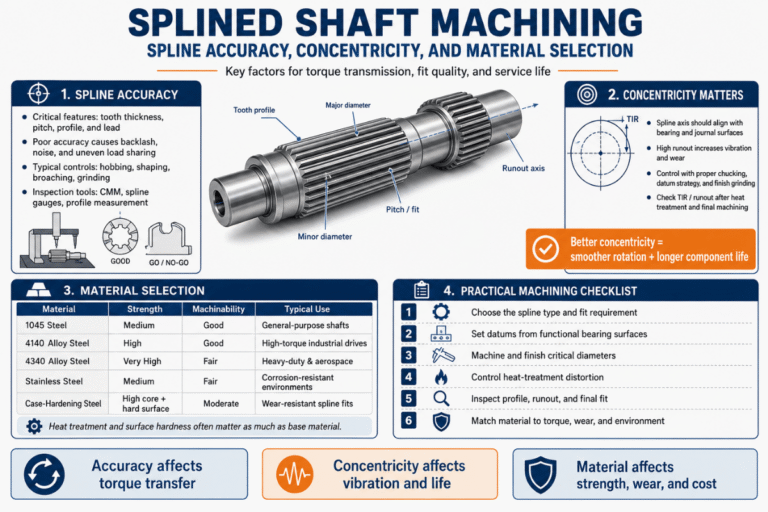
A usinagem de rolos cobre uma família surpreendentemente ampla de peças Um rolo transportador em um armazém, um rolo guia em uma linha de corte e um seguidor de came dentro de uma máquina de embalagem são todos cilindros torneados, retificados e tratados na superfície, ainda que cada um carregue uma carga diferente, corra a uma velocidade diferente e falhe de uma maneira diferente Este guia caminha sobre como todos os três são feitos, quais tolerâncias e tratamentos de superfície realmente importam e para onde a indústria está indo, pois o cromo duro está sob pressão regulatória.
Resposta rápida: A usinagem de rolos é o torneamento, retificação e acabamento de rolos cilíndricos, rolos transportadores, rolos guia e seguidores de came, para alvos controlados de diâmetro, concentricidade e acabamento superficial, geralmente seguidos por um tratamento de superfície, como cromo duro, nitretação ou um revestimento por pulverização térmica de carboneto de tungstênio. O processo certo depende do dever do rolo, não de uma receita padrão.
| Famílias de rolos cobertas | Transportador (ocioso /acionamento /gravidade), Guia (V-ranhura /plana /flangeada), Seguidor de cames (pila /jugo) |
| Materiais típicos | Aço 1045 /4140 /4150, aço inoxidável 304 /316, aço com rolamento 52100, ferro fundido, alumínio |
| Faixa diâmetro | ~1000 mm OD (dependente do processo) |
| Melhor tolerância | ±0,005 mm (capacidade Le Creator) |
| Concentricidade/esgotamento | até ~5 µm TIR em rolos de precisão |
| Acabamento superficial | Ra 0.10,8 µm (terra/superacabado) |
| Tratamentos superficiais | Cromo duro, nitretação, carboneto de tungstênio HVOF, níquel sem eletrólito, óxido preto, tampa de PU/borracha |

“Roller usinagem” aciona motores de busca porque a palavra rolo aponta duas maneiras Um significado é o laminador ou máquina de dobra de placas que forma chapas metálicas O outro, o assunto deste guia, é o cilíndrico usinado com precisão componenteum grampo da oficina de metalurgia, que rola, guia ou segue uma came Estamos falando do segundo tipo: peças que você aparafusar em uma estrutura transportadora, uma cortadora ou um mecanismo de came.
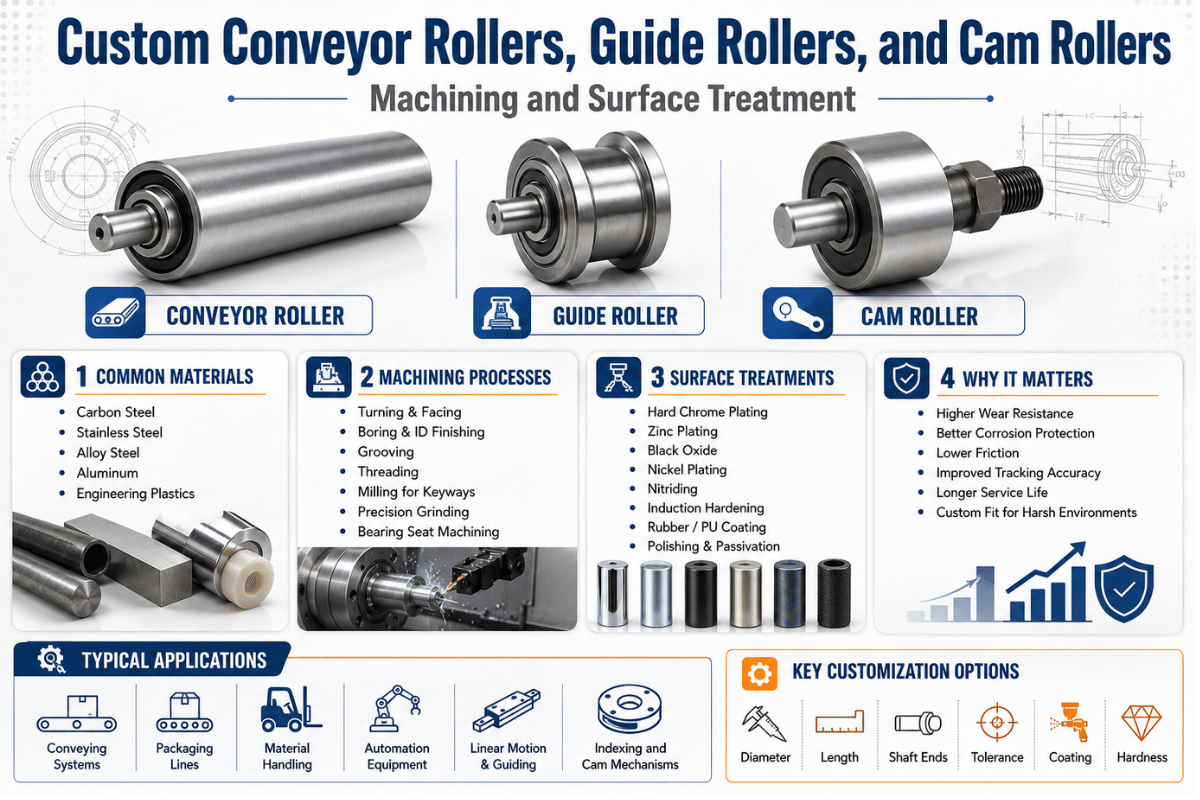
Três famílias cobrem a maior parte da demanda Os rolos transportadores movem o produto Os rolos guia mantêm uma correia, teia ou fio rastreando em linha reta Os seguidores de came (também chamados de rolos de came ou rolos de esteira) montam um perfil de came ou trilho e transformam o movimento rotativo em movimento linear preciso Eles compartilham um corpo cilíndrico, mas divergem acentuadamente na forma como são usinados e acabados.
Os três tipos de rolos são rolos transportadores, rolos guia e seguidores de came Os rolos transportadores são conjuntos de tubo e eixo que transportam e movem cargas Os rolos guia são rodas perfiladas, muitas vezes ranhuradas em V ou flangeadas, que restringem uma correia ou fio móvel Os seguidores de came são rolamentos de pino ou garfo resistentes com um anel externo grosso e coroado que anda diretamente em um came ou pista.
Este perfil mapeia como os rolos transportadores, guias e cames divergem em doze atributos de usinagem e acabamento, a visualização de uma tabela que nenhuma página de produto oferece.
| Atribuir | Rolo transportador | Rolo guia | Seguidor CAM |
|---|---|---|---|
| Função primária | Carregar/mover carga | Constranger/faixa | Siga a câmera, carregue o choque |
| Material típico | 1045 /tubo de aço macio, inoxidável | 4140, inoxidável, náilon/UHMW | 52100 /liga endurecida |
| Preparação em branco | Corte do tubo, chanfro | Barra serrada cortada no comprimento certo | Barra/forjamento em branco |
| Principais recursos virados | OD, furo, assentos do rolamento | V-ranhura /flange /coroa | OD coroado, pino, linha |
| Furo/assento de rolamento | Carcaça de encaixe por pressão em ambas as extremidades | Único furo ou rolamento selado | Assento porta-agulha integral |
| Moagem necessidade | Acabamento leve | Perfil dependente | Pesado solo + lapidado |
| Grau tolerância | É 9 | É 8 | É 6 |
| Acabamento superficial (Ra) | 0.81,6 µm | 0.40,8 µm | 0.10,4 µm |
| Tratamento de superfície comum | Zinco, tampa de PU/borracha, cromo | Cromo duro, nitreto, anodizar | Através de /endurecimento da caixa |
| Equilibrando | Dinâmico à velocidade da correia | Geralmente não é necessário | Não aplicável |
| Modo de falha dominante | Desgaste do rolamento, fora de casa | Desgaste do sulco, mistracking | Spalling, brinelling |
| Indústria típica | Logística, alimentação, mineração | Convertendo, aço, fio | Embalagem, automação |
Seguem-se graus de tolerância ISO 286-1:2010; bandas de acabamento superficial são valores típicos de oficina de usinagem.
Se você só se lembra de uma coisa: um rolo transportador é um problema de balanceamento, um rolo guia é um problema de perfil, e um seguidor de came é um problema de tensão de contato Essa única distinção aciona cada escolha de usinagem que se segue, e é por isso que uma cotação CNC de tamanho único raramente se encaixa em todos os três A maioria deste trabalho é executada através de um serviço feito sob encomenda da usinagem do CNC em vez de um catálogo pronto para uso.
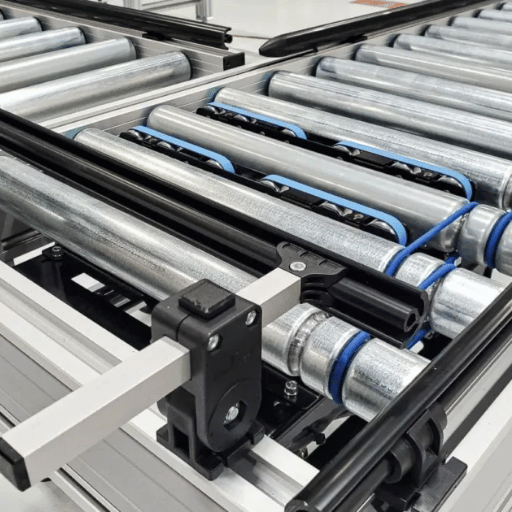
Um rolo transportador parece simples, um tubo girando em um eixo, mas correndo silenciosamente sob carga é mais duro do que parece Os rolos transportadores são usinados como um conjunto de tubo e eixo: um tubo de aço ou inoxidável é cortado no comprimento e chanfrado, as caixas de rolamento são pressionadas ou soldadas em cada extremidade e um eixo é girado para caber nos furos da carcaça O recurso de fazer ou quebrar é a concentricidade entre o furo do rolamento e a superfície externa do tubo.
Em projetos fabricados o tubo é soldado às tampas de extremidade, e o eixo muitas vezes carrega uma extremidade perfurada e roscada para um parafuso de retenção Quando essa concentricidade deriva, o sintoma aparece em velocidade: o rolo desenvolve um escoamento mensurável, a carga bate uma vez por revolução, e em uma linha motorizada a correia começa a vagar em direção ao lado alto Os rolos de acionamento adicionam outra restrição, eles geralmente precisam de uma superfície serrilhada, com bandeira de borracha ou coberta de poliuretano para aderência, de modo que a sequência de usinagem tem que deixar estoque para essa cobertura Os rolos gravitacionais e intermediários, por outro lado, são otimizados para baixa resistência ao rolamento, o que significa que o ajuste do rolamento e a matéria de arrasto mais do que a própria superfície Para os intermediários de manuseio em massa, os padrões da indústria, como CEMA 502, padronizam diâmetros de rolo, tamanhos de rolamento e classificações de carga, de modo que um rolo transportador “custom” geralmente significa corresponder a uma definição definida CEMA ajuste de classe e eixo/rolamento em vez de inventar a geometria do zero.
Nota de Engenharia
Para velocidades de correia acima de ~ 2 m/s, especifique o balanceamento dinâmico e mantenha a concentricidade do furo ao OD firme (pense em IT8 no furo da carcaça).Abaixo de ~ 1 m/s em uma linha de gravidade, esse gasto é desperdiçado, a qualidade do rolamento e o atrito da vedação governam a sensação, não o equilíbrio.
Cenário: Um centro de distribuição regional continuou substituindo os rolamentos em um transportador de zona de gravidade a cada poucos meses Os rolos não estavam falhando no rolamento, eles eram tubos ligeiramente fora de rodada cuja costura nunca havia sido usinada verdadeira, então cada revolução carregou por choque o rolamento Re-usinando o furo concêntrico ao tubo fixou tanto o ruído quanto a vida útil do rolamento em uma única passagem A conclusão: nos rolos transportadores, o rolamento geralmente paga por um erro de usinagem em outro lugar.
Essa lógica de tubo e eixo é transportada diretamente para outras peças cilíndricas longas. A mesma disciplina de fixação e concentricidade usada aqui é a finalidade da loja usinagem de eixo de precisão, onde o runout aciona a vida útil do rolamento e da engrenagem.
Os rolos de guia são usinados para permanecer em um perfil Um rolo de guia de ranhura em V que corre em um fio ou trilho vive ou morre por duas coisas: a precisão do ângulo da ranhura e a dureza da superfície de rolamento A ranhura é girada em um único ponto, ou forme-terra para peças endurecidas, em um ângulo incluído definido que deve corresponder ao perfil de acoplamento, com o furo e o munhão mantidos ISO 286 tolerâncias ajuste.
Um ângulo incluído comum é 90° para o trabalho do fio e do trilho; se ele deriva fora, o contato colapsa a uma linha e usa um passo no rolo A escolha material divide o campo Onde o guia monta uma teia limpa, de baixa carga, os rolos usinados do nylon ou do UHMW correm quietos e não precisam nenhum endurecimento Onde o guia toma a lateral-carga contra um trilho de aço abrasivo ou um cabo movente, o rolo é girado de 4140 ou inoxidável e superfície-endurecido assim que o sulco mantém sua forma Um erro comum, caro é under-especificando essa dureza: um rolo macio do guia em um trilho abrasivo pode desgastar fora do perfil em semanas, e uma vez que o ângulo de V abre-se, a precisão de seguimento está desaparecida.
Como o dever do rolo-guia varia tão amplamente, de um gabarito carregado à mão a uma cortadora de alta tensão, as figuras publicadas de dureza e vida útil devem ser tratadas como pontos de partida A resposta honesta é que o ângulo, a dureza e o material da ranhura corretos dependem do trilho, da tensão e da contaminação específicos em sua linha; uma peça de amostra executada em seu trilho real supera qualquer mesa genérica Os rolos de trilhos flangeados seguem as mesmas regras, apenas com a superfície guia movida para a face do flange em vez de uma ranhura.
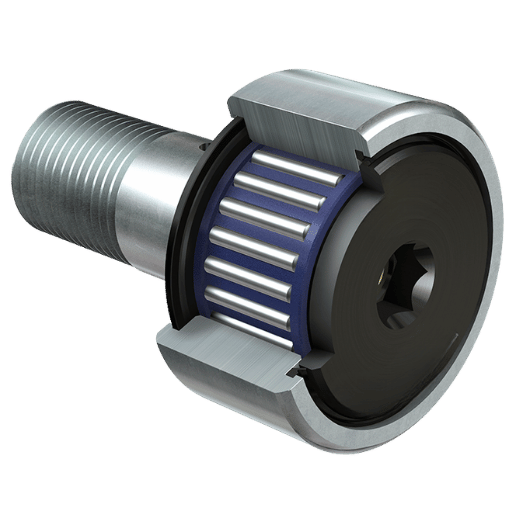
Aqui está a suposição que vale a pena se aposentar: um seguidor de cames não é “apenas um rolamento que você compra.” É um p
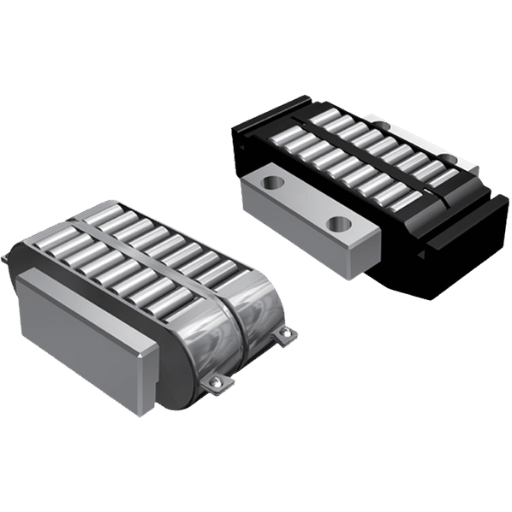
componente usinado por recisão Um seguidor de came carrega um anel externo grosso com um diâmetro externo coroado (ligeiramente radiado), um pino ou cubo com uma pista endurecida e uma agulha interna ou rolamento de rolos O anel grosso é o que o deixa andar diretamente em um came ou pista e absorver o impacto que um rolamento de esferas de paredes finas não poderia.
Usinar um seguidor de came é exigente Seu anel externo é girado, então o OD é moído e frequentemente lapidado para um acabamento fino porque ele é a superfície de rolamento, não há pista separada protegendo-o A pista é endurecida (52100 ou aço de liga endurecida) e moída fiel ao furo O pino é girado e rosqueado para montagem, e em tipos de forquilha o furo de montagem correspondente é perfurado e dimensionado com uma torneira Aquela terra, coroada, superfície externa endurecida é por que as tolerâncias de OD do seguidor de came pousam em IT5IT6, muito mais apertado do que um rolo transportador.
Um seguidor de came tipo pino tem um pino roscado integral e monta de um lado, rápido de instalar onde você pode alcançar apenas uma face Um seguidor de came tipo jugo tem um furo passante e monta um pino de manilha separado apoiado em ambos os lados, por isso carrega cargas mais altas em cisalhamento duplo sem furo de pino reduzindo a seção Escolha o tipo de pino para acessibilidade e cargas mais leves; escolha o tipo de jugo quando a capacidade de carga for mais importante.
A geometria da coroa importa mais do que a maioria dos compradores espera Um OD coroado distribui o contato e tolera um pequeno desalinhamento entre o seguidor e sua pista; um seguidor perfeitamente cilíndrico em uma pista ligeiramente inclinada concentra a carga em uma borda e brinells cedo A decisão de coroar, e por quanto, é uma especificação de usinagem, não uma reflexão tardia Patentes recentes confirmam o quão projetadas essas peças são, de conjuntos oscilantes de cam-roller (US 11.969.988 B2, 2024) para rolamentos de seguimento de came de várias linhas Muitos desses seguidores começam a vida nos mesmos centros de torneamento usados para Torneamento CNC de peças redondas.

Cada partida de rolo em um torno O giro CNC estabelece os diâmetros, faces, furos e quaisquer ranhuras, e para muitos rolos transportadores e guias o suficiente, um rolo girado e balanceado atende ao dever O giro normalmente pousa em torno do IT7IT9 com um acabamento superficial Ra 1,6 µm, o que é bom para um tubo montado em seus próprios rolamentos, mas não para uma superfície de contato rolante.
Quando o OD em si é a superfície de trabalho, um seguidor de came, um intermediário de precisão, um rolo de aterramento para uma linha de impressão ou revestimento, a retificação assume Duas rotas competem:
Moagem cilíndrica (entre centros)
️ Moagem sem centro
Fontes revisadas por pares estão alinhadas aqui: moagem centerless é um processo rápido e eficiente para produção em lote e massa de precisão, enquanto a retificação cilíndrica entre centros fornece o tamanho definido mecanicamente mais apertado em uma única peça. Um maquinista da Practical Machinist colocou a compensação claramente, o centerless pode oferecer melhores acabamentos de superfície, mas um toque menos controle de tamanho do que o cilíndrico entre os centros. Para um acabamento espelhado final, a retificação OD é seguida de superalimentação ou aperfeiçoamento. Rolos tubulares ou ocos adicionam perfuração profunda e planos ou rasgos fresados saem de um Fresagem CNC configuração. rolos de precisão pequenos e delgados geralmente funcionam Usinagem CNC suíça para apoio contra deflexão.
Se o OD é uma superfície montada no rolamento → gire somente Se o OD é o contato de rolamento → moer. Alto volume → centerless. Tamanho mais apertado da único-parte → cilíndrico Acabamento do espelho → adicione o superfinish/hone.
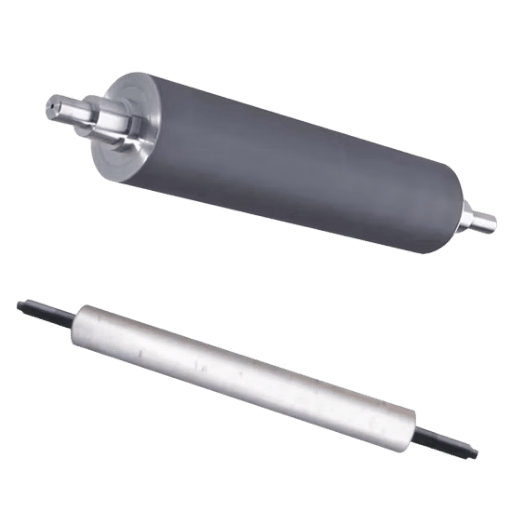
A seleção de materiais segue o dever. 1045 máquinas de aço de médio carbono facilmente e se adequa aos corpos gerais do transportador e do intermediário. O aço de liga 4140 adiciona resistência e temperabilidade para rolos de guia e acionamento. O aço de rolamento 52100, rico em carbono e cromo, resiste à fadiga sob contato pesado e de alto ciclo, razão pela qual as pistas de seguimento de came são construídas a partir dele. O inoxidável (304/316) lida com a lavagem e o dever alimentar ao custo da usinabilidade, e os rolos de haste de cilindro hidráulico emprestam a mesma lógica resistente à corrosão e de superfície dura.
O endurecimento converte uma peça bruta usinável em uma superfície de desgaste. O endurecimento por passagem adapta-se a pequenos rolos de rolamento; o endurecimento por indução ou caixa (carbonetação) coloca uma pele dura em um núcleo resistente onde você precisa de durabilidade superficial sem tornar toda a peça quebradiça. O alvo de dureza é uma decisão de estresse por contato, não um “harder é melhor reflexo de”.
A tolerância ao runout deve rastrear o dever do rolo, não o número mais apertado que a loja pode atingir Essas bandas definem uma janela realista por classe de rolo.
| Classe rolo | Executação típica (TIR) | Processo para alcançá-lo |
|---|---|---|
| Movimento de precisão (seguidor de cames, medição) | ~2 µm | Moer + volta/superalimentar |
| Web da qualidade/rolo de revestimento | ~5 µm | Moagem cilíndrica/sem centro |
| Transportador motorizado/drive | ~1530 µm | Virar + equilíbrio dinâmico |
| Gravidade em massa/ocioso | ~2050 µm | Vire para o ajuste do rolamento |
A tolerância do diâmetro segue ISO 286 graus de TI: girar atinge aproximadamente IT7 e para baixo IT9 aperta que para IT, moagem de aproximadamente IT6 e para baixo em direção a ±0.005 mm em equipamentos capazes O ponto prático, reforçado pela janela de runout acima, é que over-toleracting um ocioso em massa para cam-seguidor números compra nada além de custo Esta mesma lógica de tolerância-a-processo aparece em usinagem eixo motor, onde os diários são retificados enquanto os diâmetros não críticos são simplesmente girados.

O tratamento de superfície é onde a usinagem de rolos fica interessante, porque a resposta “obvious” está mudando Durante décadas o padrão foi o cromo duro Ainda é comum, mas não é mais automático, e escolhê-lo por reflexo pode ser tanto um erro técnico quanto regulatório.
Nem é universalmente melhor, eles resolvem problemas diferentes O cromo duro adiciona uma camada banhada dura e resistente à corrosão e reconstrói diâmetros desgastados, o que se adapta a rolos hidráulicos-haste e superfície de desgaste A nitretação endurece a superfície existente difundindo nitrogênio, adicionando quase nenhuma espessura e muito pouca distorção, o que se adapta a rolos que devem manter dimensões apertadas Para abrasão severa, um revestimento térmico-pulverização de carboneto de tungstênio agora supera ambos Combine o tratamento com o modo de falha dominante: corrosão, fadiga, abrasão ou aderência.
Dez tratamentos abrangem o menu realista para rolos usinados, desde coberturas de cromo chapeado até elastômero, com a dureza e espessura que os separam.
| Tipo de tratamento | Espessura da camada | Dureza superficial | Melhor para |
|---|---|---|---|
| Cromo duro (ASTM B650) | 2.5 µm (Cl.1), >25 µm (Cl.2) | ~800 HV | Desgaste + corrosão, reconstrua |
| Cromo denso fino | 2 µm | ~85000 HV | Superfícies de desgaste de tolerância apertada |
| Carboneto de tungstênio HVOF | 100300 µm | ~100 HV | Abrasão severa, substituição do cromo |
| Níquel eletrolítico | 50 µm | ~5000 HV (tratável térmico mais alto) | Resistência à corrosão uniforme |
| Gás/nitretação a plasma | caso ~0.10.5 mm (difusão) | ~9000 HV 100 (aço nitretando) | Fadiga + estabilidade dimensional |
| Indução/endurecimento da caixa | caso 0.53 mm | ~5562 HRC | Núcleo resistente + pele dura |
| Spray cerâmico (óxido de cromo) | 100300 µm | ~110 HV | Aperto da teia, anilox, desgaste alto |
| Óxido preto | <1 µm | dureza base | Corrosão leve, baixo brilho |
| Cobertura poliuretano | 2 mm | ~6095 Costa A | Aperto, manuseio silencioso e suave |
| Cobertura borracha | 3mm5 | ~4090 Costa A | Conduza a tração, marcação baixa |
Dureza/espessura são faixas típicas publicadas; classes de espessura de cromo duro por ASTM B650 e NASA PRC-5003.
Hard chrome on an impact-loaded surface. Hard chrome carries an inherent micro-crack network, the same structure that makes it hard makes it prone to spall and peel under shock or when plated too thick. Failure analyses of chrome-plated rods trace peeling to those micro-cracks and pores. On a cam follower that hammers a cam lobe, that’s exactly the wrong property; case hardening or a thermal-spray carbide hold up better. Properly processed chrome does manage that crack network, a post-plate hydrogen bakeout relieves embrittlement and shot peening adds compressive stress that resists crack propagation. The failures show up when chrome is run too thick, skips those steps, or sits on a shock-loaded surface.
Os dados de abrasão favorecem os revestimentos mais recentes Comparações de reman e da indústria de revestimento relatam que os revestimentos de carboneto de tungstênio HVOF e HVAF são marcadamente mais duros que o cromo duro e perdem muito menos volume em testes de abrasão padronizados, e trabalhos revisados por pares mostraram que o WC-CoCr HVOF supera o cromo duro em hastes hidráulicas AISI 1045. Essa borda de desempenho, combinada com a pressão regulatória coberta a seguir, está afastando as superfícies dos rolos de alto desgaste do cromo. Uma advertência mantém o cromo e o níquel sem eletrólito firmemente no jogo: o spray térmico é um processo de linha de visão, por isso reveste bem os diâmetros externos, mas luta em furos internos, pequenos diâmetros e superfícies blindadas, exatamente onde o revestimento ainda vence.
A maneira mais rápida de um rolo que funciona, e uma cotação que significa alguma coisa, é entregar à loja a informação certa na frente Um desenho com GD & T, o material, os alvos de tolerância e acabamento superficial, o tratamento de superfície, a quantidade e qualquer requisito de certificação transforma um jogo de adivinhação em uma construção.
Quatro questões movem um rolo de “achamos que precisamos de” para uma especificação edificável.
Uma loja capaz deve responder com um plano de primeiro artigo e um certificado de material, não apenas um preço Le Creator máquinas rolos em todas as três famílias sob ISO 9001:2015, IATF 16949, AS9100 D, e ISO 13485 sistemas de qualidade, detém tolerâncias a ±0,005 mm, e entregou 50.000 + projetos personalizados a uma taxa de tempo de 98,51TP3 T, o tipo de rastreável, capacidade multi-processo um rolo de catálogo de uma linha não pode corresponder O ponto das quatro perguntas é certificar-se de que a peça é especificada antes que ele é precificado.

A maior mudança na usinagem de rolos para 2026 não está no torno, está na oficina de chapeamento O cromo hexavalente, a química por trás do cromo duro, está diretamente na mira regulatória Sob a UE ALCANÇAR regulamento, o trióxido de crómio encontra-se no Anexo XIV com uma data de caducidade que já passou (21 de setembro de 2017), o que significa que a sua utilização requer agora uma autorização específica. Nos Estados Unidos, a pressão diz respeito ao controlo da exposição e não a uma proibição total: OSHA a exposição do trabalhador do caps a um limite de exposição permitido de 5 µg/m³ (8-hora TWA), de modo que o cromo duro permanece utilizável onde uma loja atende a esses controles, mas o custo de conformidade continua subindo A Agência Federal do Meio Ambiente da Alemanha observa que a dureza do cromo duro só pode ser alcançada com tratamento térmico que nem sempre é possível,“ e aponta para deposição de liga de níquel entre as alternativas.
Essa pressão regulatória está alinhada com a tendência tecnológica: o spray térmico de carboneto de tungstênio, o cromo fino e denso e o níquel sem eletrólito estão assumindo o controle dos rolos que o cromo duro costumava possuir. A atividade de patentes reflete isso, desde produtos químicos de revestimento por spray de arco sem cromo até rolos revestidos de cermet. O crescimento do mercado, por sua vez, permanece estável: analistas da indústria colocam o mercado de revestimentos industriais na casa das centenas de bilhões de dólares em 2025, com crescimento anual médio de um dígito, e o segmento de revestimentos por pulverização térmica está especificamente previsto para crescer cerca de 6% por ano até o início da década de 2030, com sustentabilidade e alternativas de cromo nomeadas como os temas que mais se movem.
O que fazer em 2026: se você executar ou comprar rolos cromados, especialmente qualquer coisa proveniente de ou para fora da UE, audite-os agora para um caminho de substituição Identifique quais rolos realmente precisam das propriedades específicas do cromo e quais podem se mover para carboneto HVOF, níquel sem eletrólito ou nitretação antes que a pressão de autorização aperte ou um fornecedor solte a linha Reespecificar em sua programação é mais barato do que reespecificar em um regulador.
“A dureza das camadas de cromo duro só pode ser alcançada por tratamento térmico, o que nem sempre é possível. ”, é exatamente por isso que os revestimentos de níquel-liga e de pulverização térmica continuam ganhando terreno para superfícies de rolos projetadas.
Este guia consolida a prática de usinagem de rolos e tratamento de superfície em peças transportadoras, guia e seguidoras de came, com base em padrões (ISO 286, ASTM B650), dados de exposição e substituição governamental (OSHA, NASA, Agência Federal Alemã do Meio Ambiente) e nossa própria loja experimenta usinagem e retificação de rolos de precisão até ±0,005 mm. Os números de dureza, espessura e tolerância são faixas típicas publicadas; seus resultados variam de acordo com o material, geometria e equipamento, por isso recomendamos uma amostra de sua aplicação real.