


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


| Materiais comuns do corpo | Alumínio 6061-T6, ferro dúctil 65-45-12, aço 4140, aço inoxidável 316 |
| Pressão de trabalho típica | ~3.000 psi (210 bar) para alumínio 6061; ~5.000 psi (350 bar) para ferro dúctil |
| Padrões de interface de válvula | ISO 4401/NFPA3 SAE 08/CETOP 10; Portas de saliência de anel de vedação JAE J26 (ISO 6149) |
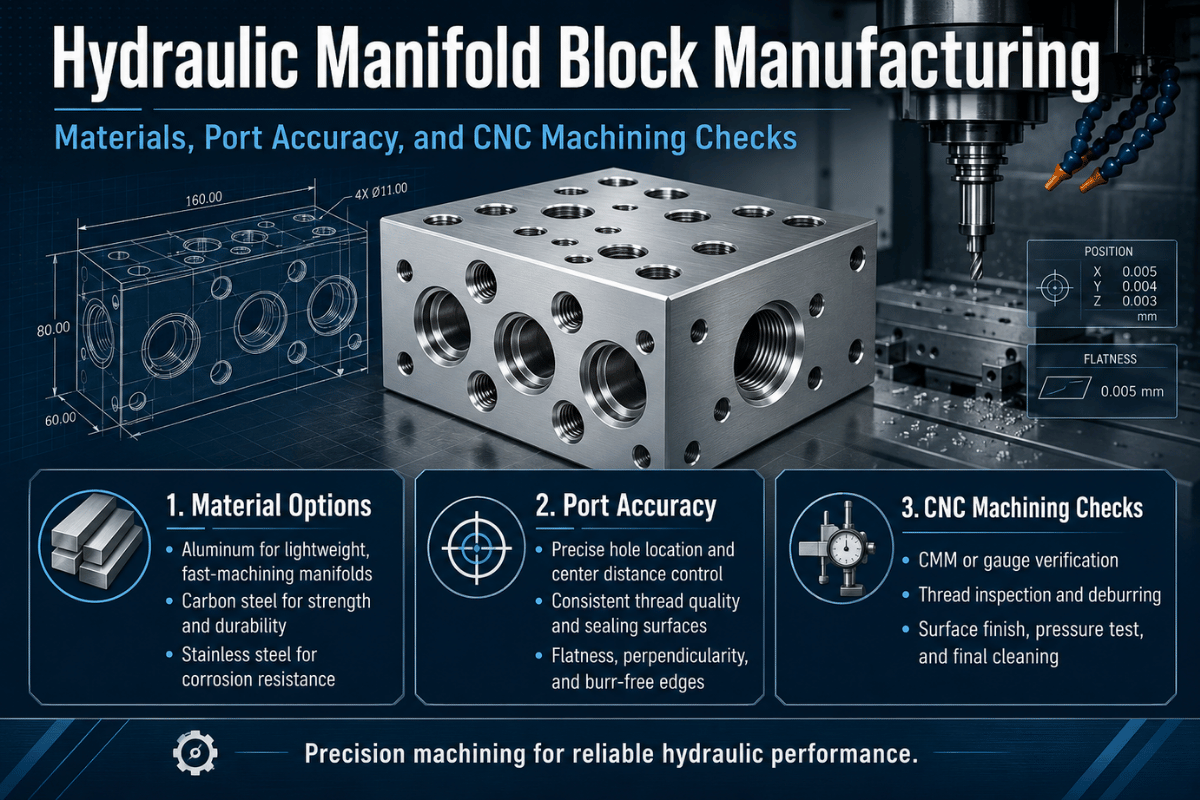
| Pontos críticos de precisão | Posição de intersecção do furo cruzado, concentricidade da cavidade do cartucho, planicidade da almofada da válvula, acabamento da face da vedação |
| Limpeza de fluidos alvo | ISO 4406 18/16/13 (geral) a 16/14/11 (servo/proporcional) após lavagem |
Tire o marketing e um coletor é um bloco sólido de alumínio ou ferro com furos perfurados. Alguns furos são portas onde mangueiras ou válvulas se conectam; outras são passagens internas que ligam essas portas a um trabalho circuito hidráulico. Monte as válvulas diretamente no bloco e você substituiu um emaranhado de T, acessórios e mangueira por uma peça usinada Os engenheiros chamam essa integração de circuito integrado hidráulico (HIC).
Então, por que escolher uma peça que é genuinamente difícil de fazer sobre componentes que você pode simplesmente encanar juntos? três razões que se sustentam no campo: menos juntas externas significam menos lugares para vazar; um bloco compacto sobrevive à vibração que solta as conexões de rosca; e consolidar válvulas em uma superfície de montagem tornam uma máquina mais fácil de atender As fontes da indústria comumente citam uma pegada 60% e uma gota de 2030 pontos de conexão externos para tão poucos quanto 24 quando um circuito de múltiplas válvulas se move para um coletor A captura é que cada caminho de vazamento que você removeu do exterior agora está vivo dentro o bloco, onde você não pode vê-lo, e é exatamente por isso que a qualidade de fabricação, não o conceito, decide a confiabilidade.
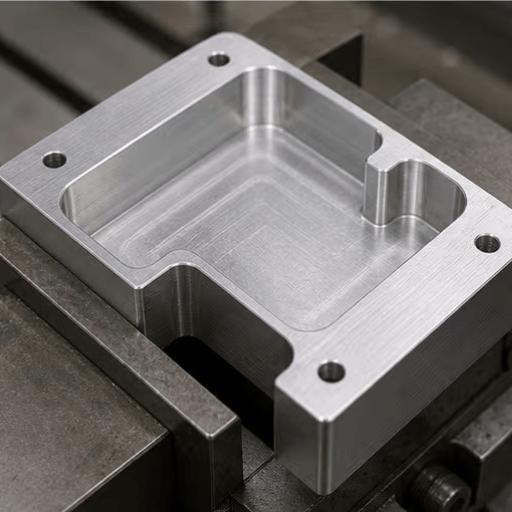
“A cavidade parece uma forma levemente cônica com degraus cilíndricos, e em cada etapa há uma perfuração cruzada correspondente a cada porta de válvula.”

Antes de uma loja citar um bloco, ela precisa saber qual construção você deseja, pois cada uma faz a máquina de maneira diferente.
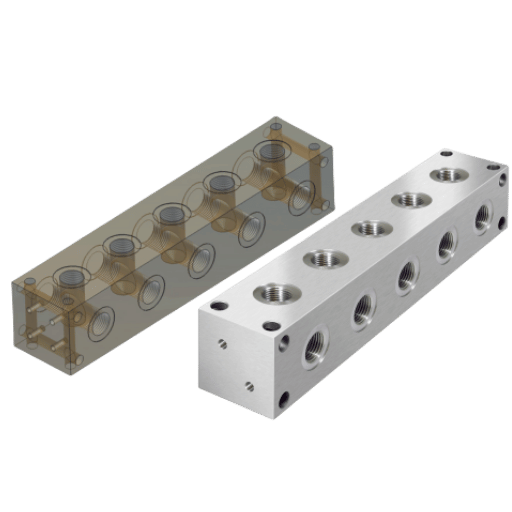
Um único tarugo com cada passagem e cavidade perfurada nele Esta é a opção mais densa, mais livre de vazamentos e a mais difícil de usinar, porque todo o roteamento interno é sob medida Os projetos monobloco lidam com as pressões mais altas e a embalagem mais apertada.
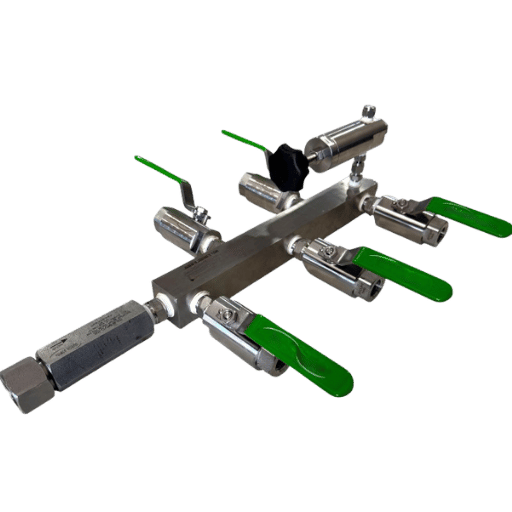
Estoque de barras usinadas que aceita válvulas padrão montadas em subplacas aparafusadas em pilha, com sanduíche (modular) válvulas cetop adicionando funções de pressão ou fluxo entre placas Os coletores de barras vão dos tamanhos D03 até D10 e são muito mais econômicos que os blocos personalizados porque a válvula faz interface e montagem os furos são padronizados. Como Mundo de energia fluida notas, a maior parte da perfuração é perpendicular à superfície, o único desafio real é a porta diagonal para cada interface de válvula.
As funções da válvula são construídas em cavidades usinadas dentro do bloco Parafuso-no válvulas cartucho lidar com controle direcional, de pressão e de fluxo; grandes cartuchos deslizantes, também chamados de elementos lógicos, passam o fluxo aos milhares de galões por minuto Os blocos de cartucho fornecem a um projetista combinações de controle quase infinitas de um catálogo de produtos de válvulas padrão, mas as cavidades são o recurso mais exigente de toda a peça.
| Tipo | Pontos de vazamento externos | Servibilidade | Melhor uso |
|---|---|---|---|
| Monobloco | Mais baixo (24 pontos) | Substitua o bloco inteiro | Embalagem de alta pressão, apertada |
| Sanduíche/barra modular | Médio | Troque uma válvula na pilha | Circuitos industriais padrão |
| Cartucho /HIC | Baixo | Desparafuse um cartucho em menos de um minuto | Lógica compacta e complexa |

Aqui está o resultado que surpreende os compradores que esperam um longo menu de material: na produção, quase todo coletor hidráulico é um dos dois materiais, e a pressão de trabalho escolhe o que. Uma ressalva primeiro, sob NFPA T3.5.1, a pressão máxima de trabalho de um coletor é definida pelo fabricante para o projeto específico e método de teste, não apenas pelo metal, e ISO 10771-1 enquadra o teste de fadiga ao redor do envelope contendo pressão da peça Os números abaixo são as classificações que os fabricantes publicam para graus de coletores padrão, portanto, trate-os como exemplos calibrados, não leis de materiais Com isso dito: os fabricantes classificam o padrão alumínio 6061-T6 (ASTM B221) possui cerca de 3.000 psi (210 bar) trabalhando com uma classificação de prova próxima de 6.000 psi, enquanto ferro dúctil 65-45-12 (ASTM A536) dobra aproximadamente isso para cerca de 5.000 psi (350 bar) funcionando, com classificações de prova e explosão próximas de 10.000 e 20.000 psi. Todo o resto do gráfico é a exceção que você alcança quando a corrosão, o peso ou a pressão extrema forçam sua mão.
| Material | Pressão de trabalho típica | Por que você escolhe | Nota usinagem |
|---|---|---|---|
| Alumínio 6061-T6 | ~3.000 psi (210 bar) | Leve, baixo custo, anodiza; padrão para celular | Mais fácil à máquina; perfuração rápida |
| Alumínio 7075-T6 | Maior resistência, limite de fluido semelhante | Aeroespacial crítico de força e sensível ao peso | Menos tolerante à corrosão; não para soldagem |
| Ferro dúctil 65-45-12 | ~5.000 psi (350 bar) | Pressão mais alta, amortecimento da vibração | Corte mais resistente; precisa de revestimento para corrosão |
| Dúctil de alto grau (por exemplo, Dura-Bar) | Até ~6.500 psi (NFPA T2.6.1) | Circuitos móveis de alta pressão | Grão consistente, perfurável |
| 4140 liga de aço | Acima de ~5.000 psi (varia) | Muito alta pressão, alta resistência | Difícil de perfurar passagens longas; mais lento |
| inoxidável 17-4 PH | Alto (resistência + corrosão) | Força mais resistência à corrosão | Hortos de trabalho; alimentações controladas |
| 316 inoxidável | Moderado (conduzido por corrosão) | Marinho, submarino, alimento, produto químico | Goma; ferramentas afiadas, líquido de arrefecimento de inundação |
| Latão C360 | Baixo | Instrumentação, piloto de baixa pressão | Corte livre; excelente acabamento |
| Alumínio 5052/2024 | Inferior (situacional) | Placas formadas, nicho aeroespacial | Raro para variedades monobloco |
As classificações refletem os graus padrão do coletor (ASTM A536 ferro dúctil, ASTM B221 6061 alumínio, NFPA T2.6.1 dúctil de alta resistência).Trate-os como um ponto de partida e confirme a pressão nominal para sua geometria exata da peça e espessura da parede.
Uma nota de campo de nossa própria loja: o alumínio de maior resistência nem sempre é sobre pressão Em um programa de coletor de resfriamento de bateria que executamos em 7075-T6 a 2.500 unidades por mês, a liga foi escolhida para rigidez e estabilidade dimensional em paredes finas, segurando ±0,001 em (0,025 mm) concentricidade em uma capacidade de processo acima de Cpk 1,67, a resistência nos comprou repetibilidade, não uma classificação de fluido mais alta Se o seu coletor é de alumínio e você quer a superfície e a história de corrosão, veja nossas notas em usinagem CNC alumínio; para blocos conduzidos por corrosão, usinagem aço inoxidável abrange compensações de grau.

A precisão da porta começa na interface da válvula Se um bloco vai aceitar válvulas direcionais prontas para uso, o padrão de montagem tem que corresponder a um internacional padrão assim, o círculo do parafuso, a portabilidade e o pino de localização pousam onde a válvula espera deles Os três nomes que você veráISO 4401, NFPA T3.5.1 (os códigos “D”) e CETOP descrevem o mesmo interfaces sob diferentes corpos Um pad D05 é um pad ISO 4401-05 é um pad CETOP 5.
| NFPA (T3.5.1) | ISO 4401 | CETOP | Aprox. fluxo nominal* |
|---|---|---|---|
| D02 | ISO 4401-02 | CETOP 2 | ~ até 15 L/min |
| D03 | ISO 4401-03 | CETOP 3 | ~ até 40 L/min |
| D05 | ISO 4401-05 | CETOP 5 | ~ até 80 L/min |
| D05H | ISO 4401-05 (alto) | CETOP 5H | ~ até 120 L/min |
| D07 | ISO 4401-07 | CETOP 7 | ~ até 300 L/min |
| D08 | ISO 4401-08 | CETOP 8 | ~ até 600 L/min |
| D10 | ISO 4401-10 | CETOP 10 | Maior pad padrão |
* As bandas de fluxo nominal são aproximadas e variam de acordo com a série de válvulas e queda de pressão; confirme em relação à folha de dados específica da válvula A equivalência de faixa de pedestres (ISO 4401-05 = CETOP 5 = NFPA D05) é a parte fixa.
Nota de Engenharia
Uma interface veda somente se a face da válvula-almofada for plana e o padrão do parafuso estiver em posição Uma almofada D03 simétrica tem um layout de porta de diamante que será aparafusado girado 180° e correrá para trás, de modo que o orifício do pino de localização deve estar na posição verdadeira, não apenas perto Para portas no bloco, uma saliência de anel de vedação de rosca reta (SAE J1926 /ISO 6149) veda em uma face controlada e é amplamente preferida em relação a uma rosca cônica NPTF, que veda as roscas deformantes e é mais difícil de vedar repetidamente em alta pressão A geometria da rosca é mais importante do que a maioria dos desenhos mostra, consulte nosso guia para projeto de rosca para peças usinadas CNC.

É aqui que uma variedade é ganha ou perdida O circuito interno é construído perfurando passagens que se cruzam, um furo cruza outro para que o fluido possa virar um canto dentro do metal sólido Em um grande bloco que pode significar perfurar um furo profundo de cada extremidade e se encontrar no meio; maquinistas em r/Machinists descrevem a perfuração de um “ de furo cruzado de 2 polegadas de qualquer extremidade e planejamento e na esperança de se encontrar no meio,” que é exatamente tão estressante quanto parece passagens profundas e precisas são um trabalho para perfuração de armas ou perfuração profunda, não uma broca de ponta em um mandril.
Em cada lugar dois furos se encontram, o broca invade o espaço aberto e lança uma rebarba na parede oposta. Essa rebarba de interseção é o modo de falha mais subdiscutido na fabricação de coletores, e o único guia concorrente pula totalmente.
Uma variedade acabada pode passar por todas as verificações dimensionais e ainda destruir o sistema que alimenta, porque as rebarbas de interseção falham a jusante: uma rebarba deixada em um furo cruzado se solta sob o fluxo, torna-se uma partícula dura no óleo e se aloja no carretel da própria válvula que o coletor fornece A medida de bloco perfeita no CMM; a bomba e as válvulas morrem três semanas depois Isso importa porque a contaminação por partículas é o mecanismo de falha hidráulica dominante, o trabalho técnico da SAE atribui cerca de 701TP3 T de falhas do sistema hidráulico à contaminação por partículas de óleo e uma rebarba de furo cruzado é uma das poucas fontes de contaminação que uma oficina mecânica controla totalmente Os especialistas em rebarbas chamam as rebarbas de “a de risco oculto, mas crítico,” formado durante a perfuração É por isso que a rebarbação e a limpeza, cobertas abaixo, são critérios de aceitação, não a limpeza.
As passagens são perfuradas em uma sequência planejada para que os furos se cruzem em posições e profundidades controladas, com plugues (roscados ou esféricos) selando os furos de entrada que não são portas. As cavidades do cartucho são usinadas separadamente, com alargadores escalonados ou ferramentas de forma cortando a cavidade cônica e multidiâmetro em apenas duas operações.
A concentricidade entre os degraus da cavidade deve ser mantida para que os assentos e vedações do cartucho. Os alvos de precisão rígidos são a verdadeira posição onde os furos se cruzam, a profundidade de cada degrau da cavidade e a planicidade e acabamento de cada face de vedação, perca a interseção e você não obtém fluxo ou explosão; perca a cavidade e o cartucho vaza internamente.
Uma variedade típica passa por uma sequência fixa: quadrar o estoque, usine as almofadas da válvula, perfure as portas e passagens que se cruzam, resma as cavidades, toque nas roscas, rebarbe, lave e inspecione Cada vez que a peça sai da máquina e volta é uma nova configuração, e cada configuração adiciona um pouco de tolerância empilhamento entre os recursos cortados em diferentes orientações É por isso que o número de configurações impulsiona a posição verdadeira alcançável através das faces.
A fresagem de três eixos precisa de várias configurações para alcançar cada face de um coletor; uma máquina de 5 eixos pode alcançar várias faces em um acessório, e é por isso que uma oficina sofisticada pode terminar um múltiplo “em duas operações ou menos”, onde uma oficina de 3 eixos precisa de cinco. Menos configurações significam uma posição mais apertada de recurso para recurso, a mesma lógica por trás da usinagem de tolerância apertada em qualquer peça de precisão O corte em si é fresamento e perfuração comuns; veja Fresagem CNC para o envelope.
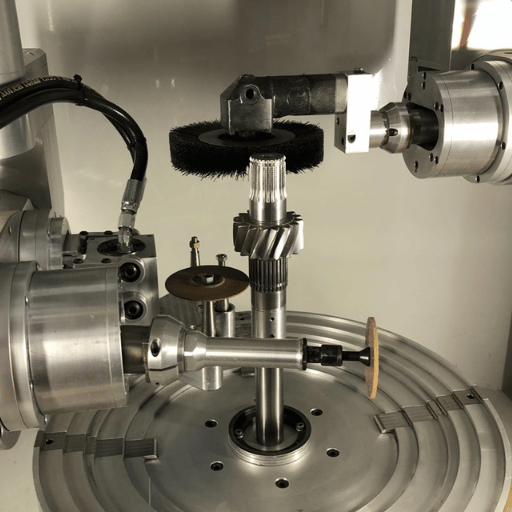
Depois vem a rebarbação, que em uma variedade não é uma reflexão tardia de acabamento, é o trabalho Os maquinistas em Maquinista Prático descrevem as interseções de furos de rebarbação como “manuais e demoradas,” e por uma boa razão: a rebarba fica no fundo de um furo de cruzamento onde nenhuma ferramenta atinge facilmente os métodos comuns, do menos ao mais controlado:
Qualquer que seja o método utilizado por uma oficina, as interseções dos furos ainda precisam ser afiadas e inspecionadas; para furos cilíndricos que necessitam de acabamento controlado, aperfeiçoamento traz a superfície para a faixa certa Projetando os cantos internos para ser alcançável em primeiro lugar salvar tudo isso.
Como a armadilha de rebarba de diâmetro cruzado significa que um coletor pode medir corretamente e ainda falhar, a aceitação deve testar a função, não apenas as dimensões. As verificações abaixo são aquelas que um comprador deve exigir em um bloco personalizado e aquelas que separam um real potência fluida compre em uma loja de empregos que possui uma fábrica.
É aqui que a medição em processo ganha seu sustento Em um programa de alojamento de atuador hidráulico aeroespacial, mantemos um furo crítico de ± 0,0005 pol. (0,013 mm) usando refrigerante de alta pressão e sondagem em processo Renishaw que verifica dimensões em três estágios e corrige automaticamente compensações antes que a peça chegue à inspeção final, de modo que uma ferramenta de deriva seja presa na máquina, e não no CMM após o corte ser descartado. Pegar o erro precocemente é a diferença entre uma execução de rendimento de 100% e uma taxa de rejeição que come o programa.
Se você está comprando um personalizado manifold, a qualidade que você recebe de volta é amplamente definida pelo pacote que você envia Algumas regras de design para fabricação mantêm um bloco usinável e correto na primeira vez:
O que uma loja precisa citar e construir com precisão: um modelo 3 D (STEP), um desenho 2 D com a programação e tolerâncias do porto, a pressão de trabalho e de prova, o fluido e o material, a limpeza ISO 4406 alvo e quaisquer requisitos de teste ou certificação Para fornecimento no exterior, uma cotação em uma base de Imposto Pago Entregue (DDP) dobra o envio e a tarifa da Seção 301 em um número desembarcado para que a comparação seja honesta Uma variedade pode ser um protótipo primeiro e uma peça de produção depois; uma execução de prototipagem rápida prova o circuito antes de você comprometer a ferramenta e o mais amplo Serviço usinagem CNC cobre a mudança para o volume.

Os compradores agora perguntam uma coisa mais do que qualquer outra: o próximo coletor deve ser usinado ou impresso em 3 D de metal? a resposta honesta não é aquela que o hype implica A fabricação aditiva permite que um designer roteie canais curvos e conformes que não broca pode seguir, o que reduz a queda de pressão e o peso, eleva o desempenho do fluxo e remove totalmente os furos cruzados perfurados e conectados. Os ganhos em redesenhos revisados por pares não são marginais: um estudo de design para aditivo cortou um coletor inoxidável 316 de 16,2 kg para 1,4 kg, e um coletor derretido a laser (SLM) otimizado reduziu o peso em 841TP3 T, o volume em 441TP3 T e a perda de pressão do caminho principal em mais de 40%. É por isso que as equipes aeroespaciais e de automobilismo redesenham os coletores críticos de peso com aditivo.
Mas aditivo não substitui a usinagem, depende disso Como Mídia de fabricação aditiva documentos, peças impressas ainda vão para um moinho por suas faces de vedação, portas e cavidades, porque as superfícies internas construídas são muito ásperas e as dimensões muito soltas para selar uma interface hidráulica Patentes para coletores aditivos, como projetos de resfriamento conforme em EP4091238A4 e o espalhador de calor híbrido em US12029008B2descreva exatamente esse caminho híbrido: imprima os canais complexos e, em seguida, maquine os recursos que devem ser selados.
Quando o aditivo vence
– Quando o CNC ainda vencer
A Linha de Decisão CNC-vs-Additive Manifold: se o seu coletor precisa de canais conformes ou raspa gramas em uma peça voadora em baixo volume, imprima-o e, em seguida, maquine as faces Se for um bloco de produção julgado pela pressão, custo e um acabamento interno limpo, maquine-o A maioria dos coletores vendidos hoje ainda cai no lado usinado dessa linha; aditivo é uma exceção crescente, não uma substituição O comércio de custos vale a pena correr nos dois sentidos, nossa comparação de Usinagem CNC vs impressão 3D e nosso Serviço de impressão 3D defina onde cada um compensa Prevê-se que o mercado de coletores hidráulicos cresça aproximadamente a uma taxa anual de 3630 TP3 T até o início dos anos 20 em estimativas de analistas publicadas, portanto, essa decisão só ficará mais comum.
Tem um design de coletor, ou apenas um esquema hidráulico, e precisa dele usinado para spec? envie o arquivo STEP e a programação de portas para uma revisão DFM e uma cotação DDP.
Sim, a fabricação aditiva de metal agora é usada para coletores hidráulicos que precisam de canais internos conformes, para peças aeroespaciais e de automobilismo de peso crítico e para projetos de baixo volume, com redesenhos revisados por pares relatando cortes de peso acima de 80 por cento, cortes de volume próximos de 44 por cento e reduções na perda de pressão de mais de 40% em relação ao original usinado.
Mas os coletores impressos são quase sempre acabados em um moinho, porque as superfícies internas construídas são muito ásperas e as dimensões muito soltas para selar as interfaces hidráulicas A economia também muda com quantidade e pressão: abaixo de algumas unidades, a impressão evita configuração e ferramentas, mas à medida que o volume aumenta, o custo por peça da usinagem vence, e blocos críticos de alta pressão ou fadiga ainda favorecem um corpo usinado. Para a maioria dos trabalhos de produção, a usinagem CNC ainda domina e muitos coletores impressos são um híbrido de ambos os processos.
Usinamos coletores hidráulicos e blocos de válvulas em alumínio, ferro dúctil e inoxidável no mesmo piso de nossos programas de atuadores e coletores de resfriamento, portanto, as tolerâncias, métodos de rebarbação e verificações em processo Renishaw descritas aqui são as que executamos na produção, não conselhos genéricos As classificações de materiais são declaradas em relação às suas classes ASTM e NFPA governantes; verifique a pressão nominal para sua geometria exata antes de se comprometer Revisado pela equipe técnica da Le Creator Technology Co. Ltd.









