Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Actualizado en junio de 2026 · Revisado por el equipo técnico de Le Creator Technology Co., Ltd
El mecanizado de rodillos cubre una familia sorprendentemente amplia de piezas. Un rodillo transportador en un almacén, un rodillo guía en una línea de corte y un seguidor de leva dentro de una máquina envasadora son cilindros torneados, rectificados y tratados en superficie, pero cada uno lleva una carga diferente, funciona a una velocidad diferente y falla. de una manera diferente. Esta guía explica cómo se fabrican los tres, qué tolerancias y tratamientos superficiales realmente importan y hacia dónde se dirige la industria a medida que el cromo duro se ve sometido a presión regulatoria.
Respuesta rápida: El mecanizado de rodillos es el torneado, rectificado y acabado de rodillos cilíndricos, rodillos transportadores, rodillos guía y seguidores de levas, hasta objetivos controlados de diámetro, concentricidad y acabado superficial, generalmente seguidos de un tratamiento superficial como cromo duro, nitruración o un recubrimiento por pulverización térmica de carburo de tungsteno. El proceso correcto depende del deber del rodillo, no de una receta predeterminada.
| Familias de rodillos cubiertas | Transportador (inactivo/accionamiento/gravedad), Guía (ranura en V/plano/bridado), Seguidor de leva (estudio/yugo) |
| Materiales típicos | 1045 / 4140 / 4150 acero, 304 / 316 inoxidable, 52100 acero con rodamientos, hierro fundido, aluminio |
| Rango de diámetro | ~10-600 mm de diámetro exterior (dependiente del proceso) |
| Mejor tolerancia | ±0,005 mm (capacidad de Le Creator) |
| Concentricidad/agotamiento | hasta ~5 µm TIR en rodillos de precisión |
| Acabado superficial | Ra 0,1-0,8 µm (molido/superacabado) |
| Tratamientos superficiales | Cromo duro, nitruración, carburo de tungsteno HVOF, níquel no electrolítico, óxido negro, PU/cubierta de caucho |

“Mecanizado con rodillos” hace tropezar los motores de búsqueda porque la palabra rodillo señala dos caminos. Un significado es laminador o máquina dobladora de placas que forma chapa. El otro, objeto de esta guía, es el cilíndrico mecanizado con precisión componenteun elemento básico del taller metalúrgico, que enrolla, guía o sigue una leva. Estamos hablando del segundo tipo: piezas que se atornillan a un marco transportador, a una cortadora o a un mecanismo de leva.
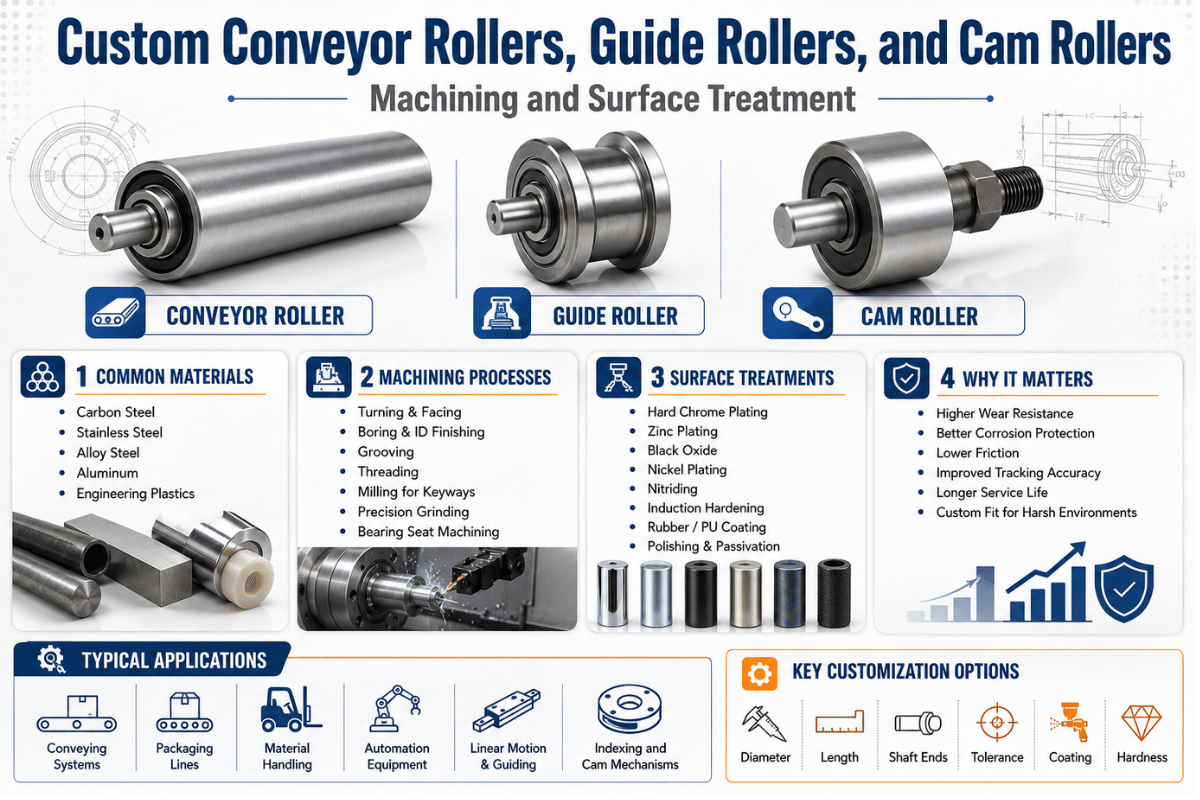
Tres familias cubren la mayor parte de la demanda. Los rodillos transportadores mueven el producto. Los rodillos guía mantienen recto el seguimiento de una correa, banda o cable. Los seguidores de leva (también llamados rodillos de leva o rodillos de oruga) viajan sobre un perfil o riel de leva y convierten el movimiento giratorio en un movimiento lineal preciso. Comparten un cuerpo cilíndrico pero divergen marcadamente en la forma en que están mecanizados y terminados.
Los tres tipos de rodillos son rodillos transportadores, rodillos guía y seguidores de levas. Los rodillos transportadores son conjuntos de tubo y eje que transportan y mueven cargas. Los rodillos guía son ruedas perfiladas, a menudo con ranuras en V o bridas, que limitan una correa o cable móvil. Los seguidores de leva son cojinetes de yugo o pernos de alta resistencia con un anillo exterior grueso y coronado que se desplaza directamente sobre una leva o pista.
Este perfil muestra cómo los rodillos transportadores, guía y levas divergen en doce atributos de mecanizado y acabado; la vista de una tabla no ofrece una página de un solo producto.
| Atributo | Rodillo transportador | Rodillo guía | Seguidor de leva |
|---|---|---|---|
| Función primaria | Llevar/mover carga | Restricción/pista | Sigue a la cámara, lleva el shock |
| Material típico | 1045 / tubo de acero dulce, inoxidable | 4140, inoxidable, nailon / UHMW | 52100 / aleación cementado |
| Preparación en blanco | Corte de tubo, chaflán | Barra cortada en sierra a medida | Barra/forja en blanco |
| Funciones clave convertidas | OD, diámetro interior, asientos de cojinete | Ranura en V/brida/corona | Od coronado, montante, hilo |
| Orificio/asiento de rodamiento | Carcasa a presión en ambos extremos | Orientación simple o con sellado | Asiento integral con cojinete de agujas |
| Necesidad de molienda | Ligero “equilibrio sobre acabado | Dependiente del perfil | Pesado « OD molido + lapeado |
| Grado de tolerancia | IT8-IT9 | IT7-IT8 | IT5-IT6 |
| Acabado superficial (Ra) | 0,8-1,6 µm | 0,4-0,8 µm | 0,1-0,4 µm |
| Tratamiento superficial común | Cubierta de zinc, PU/goma, cromo | Cromo duro, nitruro, anodizado | A través / endurecimiento de cajas |
| Equilibrio | Dinámico a la velocidad de la correa | Generalmente no es necesario | No aplicable |
| Modo de falla dominante | Desgaste del rodamiento, fuera de lugar | Desgaste de las ranuras, desvío | Descantillado, brineling |
| Industria típica | Logística, alimentación, minería | Conversión, acero, alambre | Embalaje, automatización |
Siguen los grados de tolerancia ISO 286-1:2010; Las bandas de acabado superficial son valores típicos de los talleres de mecanizado.
Si solo recuerda una cosa: un rodillo transportador es un problema de equilibrio, un rodillo guía es un problema de perfil y un seguidor de leva es un problema de tensión de contacto. Esa distinción única impulsa todas las opciones de mecanizado que siguen, y es por eso que una cotización CNC de un tamaño rara vez se adapta a las tres. La mayor parte de este trabajo se realiza a través de a servicio de mecanizado CNC personalizado en lugar de un catálogo disponible en el mercado.
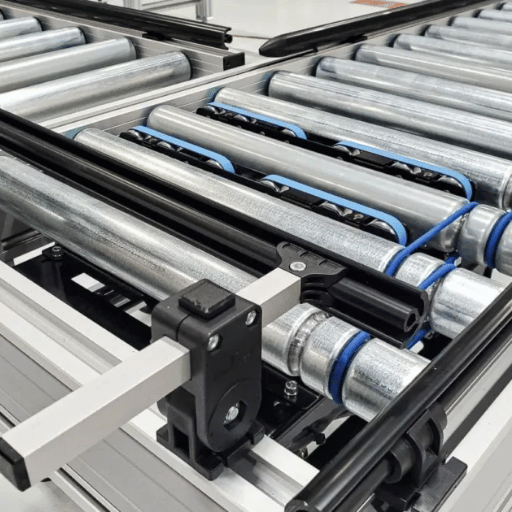
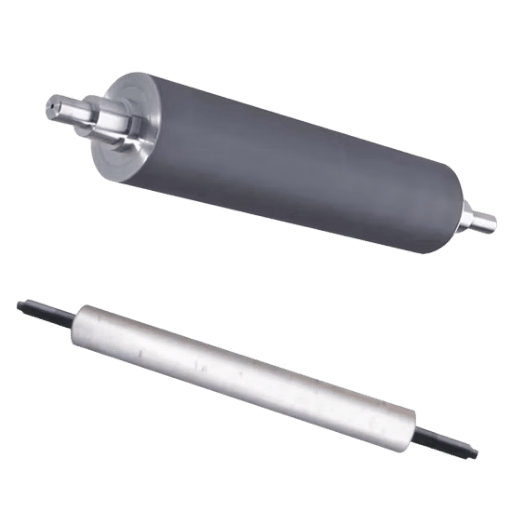
Un rodillo transportador parece simple, un tubo que gira sobre un eje, pero que funciona silenciosamente bajo carga es más duro de lo que parece. Los rodillos transportadores se mecanizan como un conjunto de tubo y eje: un tubo de acero o inoxidable se corta a lo largo y se bisela, las carcasas de los cojinetes se presionan o sueldan en cada extremo y se gira un eje para adaptarse a los orificios de la carcasa. La característica de fabricación o rotura es la concentricidad entre el orificio del cojinete y la superficie exterior del tubo.
En los diseños fabricados, el tubo está soldado a tapas de extremo y el eje a menudo lleva un extremo perforado y roscado para un perno de retención. Cuando esa concentricidad se desvía, el síntoma aparece a gran velocidad: el rodillo desarrolla un descentramiento mensurable, la carga golpea una vez por revolución y, en una línea motorizada, la correa comienza a deambular hacia el lado alto. Los rodillos impulsores añaden otra restricción, a menudo necesitan una superficie moleteada, con revestimiento de caucho o cubierta de poliuretano para el agarre, por lo que la secuencia de mecanizado tiene que dejar material para esa cubierta. Los rodillos de gravedad y locos, por el contrario, están optimizados para una baja resistencia a la rodadura, lo que significa que el ajuste del rodamiento y el arrastre del sello son más importantes que la superficie misma. Para los rodillos de manipulación a granel, los estándares de la industria como CEMA 502 estandarizan los diámetros de los rodillos, los tamaños de los rodamientos y las capacidades de carga, por lo que un rodillo transportador “personalizado” a menudo significa que coincide con un definido CEMA clase y ajuste eje/cojinete en lugar de inventar la geometría desde cero.
📐 Nota de ingeniería
Para velocidades de correa superiores a ~2 m/s, especifique el equilibrio dinámico y mantenga ajustada la concentricidad del orificio a la OD (piense en IT8 en el orificio de la carcasa). Por debajo de ~1 m/s en una línea de gravedad, ese gasto se desperdicia, la calidad del rodamiento y la fricción del sello gobiernan la sensación, no el equilibrio.
Escenario: Un centro de distribución regional seguía reemplazando los cojinetes en un transportador de zona de gravedad cada pocos meses. Los rodillos no fallaban en el rodamiento, eran tubos ligeramente fuera de lugar cuya costura nunca había sido mecanizada de manera verdadera, por lo que cada revolución cargaba con choque el rodamiento. El remecanizado del orificio concéntrico al tubo solucionó tanto el ruido como la vida útil del rodamiento en una sola pasada. La conclusión: en los rodillos transportadores, el rodamiento suele pagar un error de mecanizado en otro lugar.
Esta lógica de tubo y eje se traslada directamente a otras piezas cilíndricas largas. La misma disciplina de fijación y concentricidad que se utiliza aquí es para lo que depende una tienda mecanizado de ejes de precisión, donde el descentramiento impulsa la vida útil de los rodamientos y engranajes.
Los rodillos guía están mecanizados para permanecer en un perfil. Un rodillo guía con ranura en V que se desplaza sobre un alambre o riel vive o muere por dos cosas: la precisión del ángulo de la ranura y la dureza de la superficie de rodadura. La ranura está girada en un solo punto, o rectificada en forma para piezas endurecidas, hasta un ángulo incluido definido que debe coincidir con el perfil de acoplamiento, con el orificio y el muñón sujetos ISO 286 tolerancias de ajuste.
Un ángulo incluido común es de 90° para trabajos con alambre y rieles; si se desprende, el contacto colapsa hasta formar una línea y se desgasta un escalón en el rodillo. La elección del material divide el campo. Cuando la guía se desplaza sobre una banda limpia y de baja carga, los rodillos mecanizados de nailon o UHMW funcionan silenciosamente y no necesitan endurecerse. Cuando la guía se carga lateralmente contra un riel de acero abrasivo o un cable móvil, el rodillo se gira desde 4140 o es inoxidable y se endurece superficialmente para que la ranura mantenga su forma. Un error común y costoso es subestimar esa dureza: un rodillo guía suave sobre un riel abrasivo puede desgastarse del perfil en semanas, y una vez que se abre el ángulo en V, la precisión del seguimiento desaparece.
Debido a que la función del rodillo guía varía tanto, desde una plantilla cargada manualmente hasta una cortadora de alta tensión, las cifras de dureza y vida útil publicadas deben tratarse como puntos de partida. La respuesta honesta es que el ángulo, la dureza y el material correctos dependen del riel específico, la tensión y la contaminación en su línea; una pieza de muestra que se ejecuta sobre su riel real supera a cualquier mesa genérica. Los rodillos de oruga con bridas siguen las mismas reglas, simplemente con la superficie de guía movida hacia la cara de la brida en lugar de una ranura.
Aquí está la suposición que vale la pena retirar: un seguidor de cámara no es “sólo un rodamiento que compras” Es una p
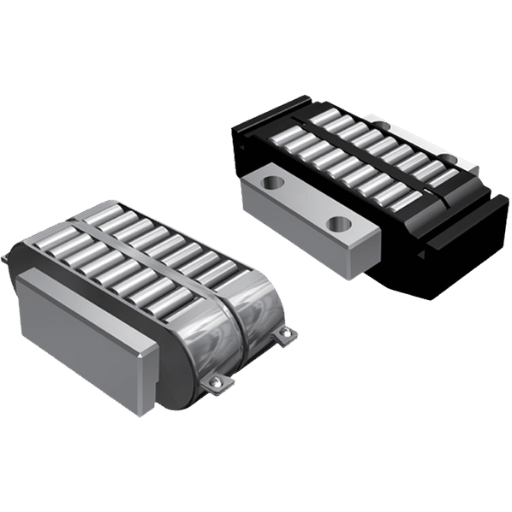
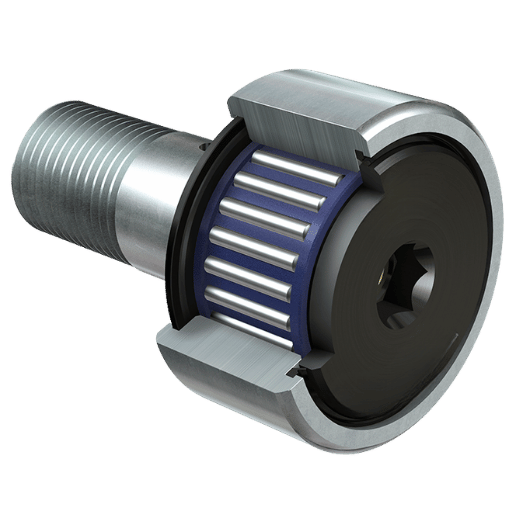
componente mecanizado por recisión. Un seguidor de leva lleva un anillo exterior grueso con un diámetro exterior coronado (ligeramente redondeado), un perno o cubo con una pista de rodadura endurecida y una aguja interna o un rodamiento de rodillos. El anillo grueso es lo que le permite viajar directamente sobre una leva o pista y absorber el impacto que un rodamiento de bolas de paredes delgadas no podría.
Mecanizar un seguidor de leva es exigente. Se gira su anillo exterior, luego se muele el OD y con frecuencia se lapea hasta obtener un acabado fino porque es la superficie de rodadura no tiene una pista separada que la proteja. La canalización está endurecida (acero aleado 52100 o cementado) y rectificada fiel al orificio. El perno se gira y se corta con rosca para el montaje, y en los tipos de yugo el orificio de montaje correspondiente se perfora y se dimensiona con un grifo. Esa superficie exterior rectificada, coronada y endurecida es la razón por la que las tolerancias OD del seguidor de leva aterrizan en IT5-IT6, mucho más apretadas que un rodillo transportador.
Un seguidor de leva tipo perno tiene un perno roscado integral y se monta desde un lado, de instalación rápida donde solo se puede llegar a una cara. Un seguidor de leva tipo yugo tiene un orificio pasante y monta un pasador de horquilla separado sostenido en ambos lados, por lo que transporta cargas más altas en doble corte sin orificio para perno, lo que reduce la sección. Elija el tipo de perno para mayor accesibilidad y cargas más ligeras; Elija el tipo de yugo cuando la capacidad de carga sea más importante.
La geometría de la corona importa más de lo que la mayoría de los compradores esperan. Un OD coronado distribuye el contacto y tolera una pequeña desalineación entre el seguidor y su vía; un seguidor perfectamente cilíndrico en una vía ligeramente sesgada concentra la carga en un borde y se desmaya temprano. La decisión de coronar, y en qué medida, es una especificación de mecanizado, no una ocurrencia tardía. Patentes recientes confirman cuán diseñadas están estas piezas conjuntos de rodillos de levas oscilantes (US 11.969.988 B2, 2024) a rodamientos de seguidores de levas de varias filas. Muchos de estos seguidores comienzan su vida en los mismos centros de giro utilizados Torneado CNC de piezas redondas.

Cada rodillo comienza en un torno. El giro CNC establece los diámetros, caras, orificios y cualquier rosca o ranura, y para muchos rodillos transportadores y guía, es suficiente, un rodillo torneado y equilibrado cumple con su deber. El giro normalmente aterriza alrededor de IT7-IT9 con un acabado superficial cercano a Ra 1,6 µm, lo cual está bien para un tubo que se desplaza sobre sus propios cojinetes pero no para una superficie de contacto rodante.
Cuando el OD en sí es la superficie de trabajo, un seguidor de leva, un guía de precisión, un rodillo de tierra para una línea de impresión o recubrimiento, el rectificado se hace cargo. Dos rutas compiten:
✔ Rectificado cilíndrico (entre centros)
⚠¦ Rectificado sin centros
Las fuentes revisadas por pares se alinean aquí: molienda sin centros es un proceso rápido y eficiente para una producción en masa y por lotes de precisión, mientras que el rectificado cilíndrico entre centros proporciona un tamaño más ajustado definido mecánicamente en una sola pieza. Un maquinista de Practical Machinist deja claro el equilibrio, sin centros puede ofrecer mejores acabados superficiales pero un control de tamaño un poco menor que el cilíndrico entre centros. Para un acabado de espejo final, al rectificado OD le sigue un superacabado o bruñido. Los rodillos con núcleo o huecos añaden perforación profunda y las superficies planas o chaveteros fresados se desprenden de a fresado CNC configuración. A menudo se utilizan rodillos de precisión pequeños y delgados Mecanizado CNC suizo para apoyo contra la desviación.
Si el OD es una superficie montada sobre cojinetes → girar únicamente. Si el OD es el contacto de rodadura → moler. Alto volumen → sin centros. Tamaño más ajustado de una sola pieza → cilíndrico. Acabado espejo → agregar superacabado/perfección.
La selección de materiales sigue a la obligación. 1045 máquinas de acero de carbono medio fácilmente y se adapta a carrocerías transportadoras y locas en general. El acero aleado 4140 añade resistencia y templabilidad a los rodillos guía y de accionamiento. El acero con rodamientos 52100, con alto contenido de carbono y cromo, resiste la fatiga bajo un contacto pesado y de alto ciclo, razón por la cual se construyen canales con seguidores de levas a partir de él. La acero inoxidable (304/316) se encarga del lavado y la alimentación a costa de la maquinabilidad, y los rodillos de varilla de cilindro hidráulico toman prestada la misma lógica resistente a la corrosión y de superficie dura.
El endurecimiento convierte una pieza en bruto mecanizable en una superficie de desgaste. El endurecimiento continuo se adapta a pequeños rodillos de rodamientos; El endurecimiento por inducción o estuche (carburación) coloca una piel dura sobre un núcleo resistente donde se necesita durabilidad de la superficie sin que toda la pieza quede quebradiza. El objetivo de dureza es una decisión de tensión de contacto, no un reflejo de “más duro es mejor”.
La tolerancia de descentramiento debe seguir el deber del rodillo, no el número más ajustado que la tienda puede alcanzar. Estas bandas establecen una ventana realista por clase de rodillo.
| Clase de rodillo | Descarga típica (TIR) | Proceso para alcanzarlo |
|---|---|---|
| Movimiento de precisión (seguidor de leva, medición) | ~2-5 µm | Moler + vuelta/superacabado |
| Rodillo de revestimiento/red de calidad | ~5-15 µm | Molienda cilíndrica/sin centros |
| Transportador/accionamiento motorizado | ~15-30 µm | Giro + equilibrio dinámico |
| Gravedad masiva/más ociosa | ~20-50 µm | Gire para ajustar el rodamiento |
Sigue la tolerancia de diámetro ISO 286 Grados de TI: el giro alcanza aproximadamente IT7-IT9, el rectificado lo ajusta a IT5-IT6 y hacia abajo hacia ±0,005 mm en equipos capaces. El punto práctico, reforzado por la ventana de agotamiento anterior, es que tolerar demasiado un número de números inactivos a los seguidores de levas no compra más que costo. Esta misma lógica de tolerancia al proceso aparece en mecanizado de ejes de motores, donde los muñones se muelen mientras que los diámetros no críticos simplemente se giran.

El tratamiento de superficies es donde el mecanizado de rodillos se vuelve interesante, porque la respuesta “obvia” está cambiando. Durante décadas el valor predeterminado fue el cromo duro. Sigue siendo común, pero ya no es automático, y elegirlo por reflejo puede ser un error tanto técnico como regulatorio.
Ninguno de los dos es universalmente mejor, resuelven diferentes problemas. El cromo duro agrega una capa chapada dura y resistente a la corrosión y reconstruye los diámetros desgastados, lo que se adapta a los rodillos de varilla hidráulica y de superficie de desgaste. La nitruración endurece la superficie existente al difundir nitrógeno, agregando casi ningún espesor y muy poca distorsión, lo que se adapta a los rodillos que deben mantener dimensiones apretadas. Para una abrasión severa, un recubrimiento por pulverización térmica de carburo de tungsteno ahora supera a ambos. Adapte el tratamiento al modo de falla dominante: corrosión, fatiga, abrasión o agarre.
Diez tratamientos abarcan el menú realista de rodillos mecanizados, desde cromado chapado hasta cubiertas de elastómero, con la dureza y espesor que los separan.
| Tipo de tratamiento | Grosor de la capa | Dureza superficial | Mejor para |
|---|---|---|---|
| Cromo duro (ASTM B650) | 2,5-25 µm (Cl.1), >25 µm (Cl.2) | ~800-1000 HV | Desgaste + corrosión, reconstrucción |
| Cromo fino y denso | 2-8 µm | ~850-1000 HV | Superficies de desgaste de tolerancia estricta |
| Carburo de tungsteno HVOF | 100-300 µm | ~1000-1300 HV | Abrasión severa, reemplazo de cromo |
| Níquel sin electricidad | 5-50 µm | ~500-700 HV (máximo tratable con calor) | Resistencia uniforme a la corrosión |
| Nitruración gas/plasma | caja ~0,1-0,5 mm (difusión) | ~900-1100 HV (acero nitruración) | Fatiga + estabilidad dimensional |
| Inducción/endurecimiento de cajas | caja 0,5-3 mm | ~55-62 HRC | Núcleo duro + piel dura |
| Spray cerámico (óxido de cromo) | 100-300 µm | ~1100-1400 HV | Agarre de red, anilox, alto desgaste |
| Óxido negro | <1 µm | dureza base | Corrosión leve, bajo deslumbramiento |
| Cubre poliuretano | 2-25 mm | ~60-95 Orilla A | Agarre, manejo silencioso y suave |
| Cubierta de goma | 3-25 mm | ~40-90 Costa A | Tracción motriz, marca baja |
La dureza/espesor son rangos típicos publicados; clases de espesor de cromo duro por ASTM B650 y NASA PRC-5003.
Hard chrome on an impact-loaded surface. Hard chrome carries an inherent micro-crack network, the same structure that makes it hard makes it prone to spall and peel under shock or when plated too thick. Failure analyses of chrome-plated rods trace peeling to those micro-cracks and pores. On a cam follower that hammers a cam lobe, that’s exactly the wrong property; case hardening or a thermal-spray carbide hold up better. Properly processed chrome does manage that crack network, a post-plate hydrogen bakeout relieves embrittlement and shot peening adds compressive stress that resists crack propagation. The failures show up when chrome is run too thick, skips those steps, or sits on a shock-loaded surface.
Los datos de abrasión favorecen los recubrimientos más nuevos. Las comparaciones entre Reman y la industria de recubrimientos informan que los recubrimientos de carburo de tungsteno HVOF y HVAF son notablemente más duros que el cromo duro y pierden mucho menos volumen en las pruebas de abrasión estandarizadas, y el trabajo revisado por pares ha demostrado que WC-CoCr HVOF supera al cromo duro en las varillas hidráulicas AISI 1045. Ese borde de rendimiento, combinado con la presión regulatoria que se cubre a continuación, está alejando las superficies de los rodillos de alto desgaste del cromo. Una advertencia es mantener firmemente el cromo y el níquel no electrolítico en el juego: el rociado térmico es un proceso de línea de visión, por lo que cubre bien los diámetros exteriores pero tiene problemas en los orificios internos, los diámetros pequeños y las superficies protegidas, exactamente donde el revestimiento aún gana.
La forma más rápida de conseguir un rodillo que funcione, y una cotización que signifique algo, es entregarle a la tienda la información correcta por adelantado. Un dibujo con GD&T, el material, la tolerancia y los objetivos de acabado de la superficie, el tratamiento de la superficie, la cantidad y cualquier requisito de certificación convierte un juego de adivinanzas en una construcción.
Cuatro preguntas hacen que un rodillo pase de “creemos que necesitamos” a una especificación compilable.
Un taller capacitado debe responder con un plan del primer artículo y un certificado de material, no solo un precio. Los rodillos de las máquinas Le Creator de las tres familias según los sistemas de calidad ISO 9001:2015, IATF 16949, AS9100D e ISO 13485, tienen tolerancias de ±0,005 mm y han entregado más de 50.000 proyectos personalizados a una tasa de puntualidad de 98,5%, el tipo de capacidad trazable y multiproceso que un rodillo de catálogo de una sola línea no puede igualar. El objetivo de las cuatro preguntas es asegurarse de que la pieza esté especificada antes de fijar el precio.

El mayor cambio en el mecanizado de rodillos para 2026 no se produce en el torno, sino en el taller de chapado. El cromo hexavalente, la química detrás del cromo duro, se encuentra directamente en la mira regulatoria. Bajo la UE ALCANZAR según la regulación, el trióxido de cromo se encuentra en el Anexo XIV con una fecha de caducidad que ya pasó (21 de septiembre de 2017), lo que significa que su uso ahora requiere una autorización específica. En Estados Unidos, la presión se refiere al control de la exposición más que a una prohibición total: OSHA limita la exposición de los trabajadores a un límite de exposición permisible de 5 µg/m³ (TWA de 8 horas), por lo que el cromo duro sigue siendo utilizable cuando un taller cumple con esos controles, pero el costo de cumplimiento sigue aumentando. La Agencia Federal de Medio Ambiente de Alemania señala que la dureza del cromo duro sólo se puede alcanzar con un tratamiento térmico que “no siempre es posible” y señala la deposición de aleación de níquel entre las alternativas.
Esa presión regulatoria se alinea con la tendencia tecnológica: la pulverización térmica de carburo de tungsteno, el cromo fino y denso y el níquel no electrolítico se están apoderando de los rodillos que solía poseer el cromo duro. La actividad de las patentes lo refleja, desde productos químicos de recubrimiento por pulverización de arco sin cromo hasta rollos recubiertos de cermet. Mientras tanto, el crecimiento del mercado se mantiene estable: los analistas de la industria sitúan el mercado de recubrimientos industriales en cientos de miles de millones de dólares en 2025 con un crecimiento anual de medio dígito, y se pronostica que el segmento de recubrimientos por pulverización térmica crecerá específicamente alrededor de 6% por año hasta principios de la década de 2030, con sostenibilidad y alternativas al cromo nombradas como los temas de más rápido movimiento.
Qué hacer en 2026: si utiliza o compra rodillos cromados, especialmente cualquier cosa que entre o salga de la UE, audite ahora para ver una ruta de sustitución. Identifique qué rodillos realmente necesitan propiedades específicas del cromo y cuáles pueden pasar al carburo HVOF, níquel no electrolítico o nitruración antes de que la presión de autorización se ajuste o un proveedor deje caer la línea. Volver a especificar en su horario es más barato que volver a especificar en el de un regulador.
“La dureza de las capas duras de cromo sólo se puede conseguir mediante un tratamiento térmico, lo que no siempre es posible”, razón por la cual los recubrimientos de aleación de níquel y pulverización térmica siguen ganando terreno en las superficies de rodillos diseñadas.
Esta guía consolida la práctica de mecanizado de rodillos y tratamiento de superficies en piezas transportadoras, guías y seguidores de levas, basándose en estándares (ISO 286, ASTM B650), datos gubernamentales de exposición y sustitución (OSHA, NASA, Agencia Federal Alemana de Medio Ambiente) y nuestra propia experiencia en talleres mecanizando y rectificando rodillos de precisión a ±0,005 mm. Las cifras de dureza, espesor y tolerancia son rangos típicos publicados; sus resultados varían según el material, la geometría y el equipo, por lo que recomendamos una pieza de muestra en su aplicación real.