


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


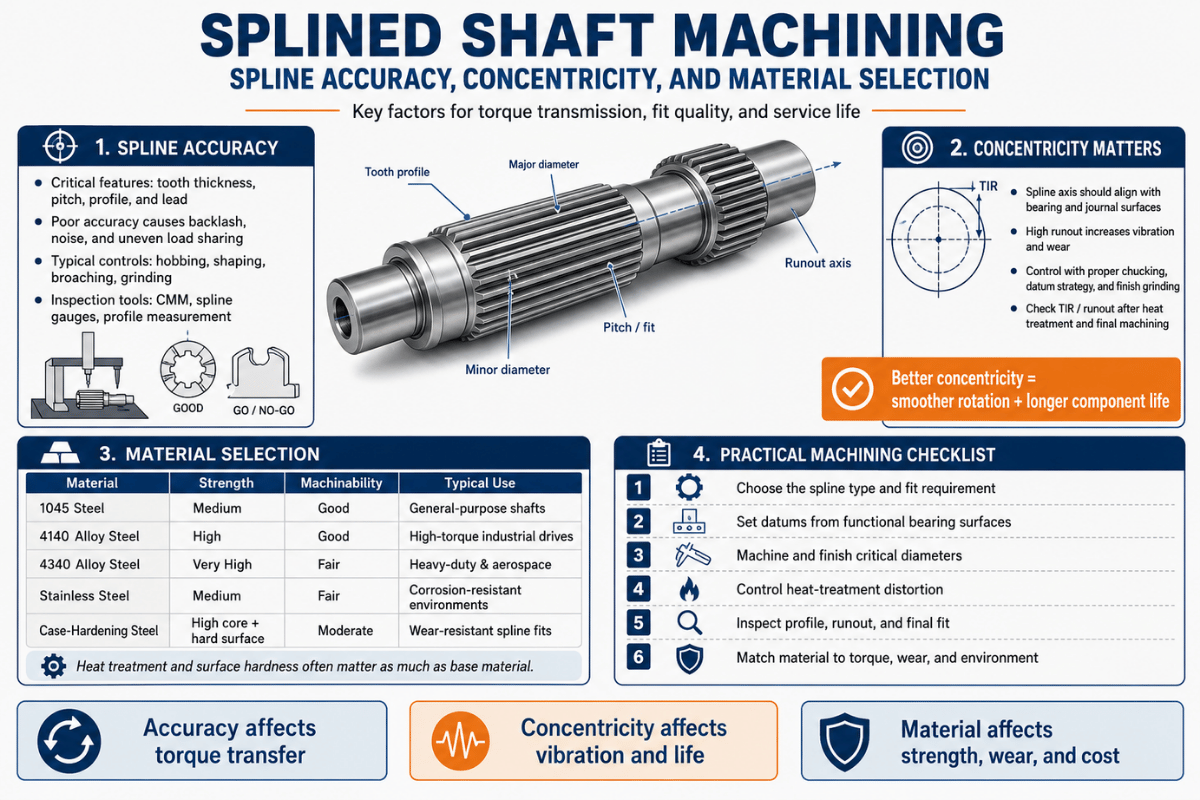
A usinagem de eixo estriado é o processo de cortar uma série de dentes, saliências ou ranhuras ao longo de um eixo para que ele possa transmitir torque a um cubo correspondente enquanto mantém o alinhamento, e as três coisas que decidem se o trabalho da peça é precisão estriada, concentricidade e seleção de material Obtenha a classe de ajuste corretamente, mantenha a estria fiel aos munhões do rolamento e escolha um tratamento térmico e de aço que sobreviva à carga, e um eixo estriado sobrevive à montagem em torno dele Perca um, e você obtém folga, trastes ou uma peça que não vai montar Este guia percorre os métodos, padrões e decisões que um maquinista ou comprador em funcionamento realmente precisa tomar.
| Normas governamentais | ANSI/ASME B92.1 (polegada) · ANSI B92.2M /ISO 4156-1/2/3:2021 (métrico, ajuste lateral) · DIN 5480 (diâmetro de referência) · JIS D 2001 |
| Formas spline | Involuta · reta (paralela) · serrilhada · helicoidal · coroada · bola |
| Centralização/ajuste | Ajuste lateral (flanco), ajuste de diâmetro maior, ajuste de diâmetro menor |
| Materiais comuns | 8620, 4140, 4340, 1045, inoxidável de 17-4 PH |
| Métodos de corte | Hobbing, brochamento, modelagem, fresagem, scudding/poder skiving, laminação a frio, moagem, fio EDM |
| Inspeção | Medidores compostos GO/elemento NO-GO, medição sobre pinos, CMM (de acordo com ISO 4156-3) |

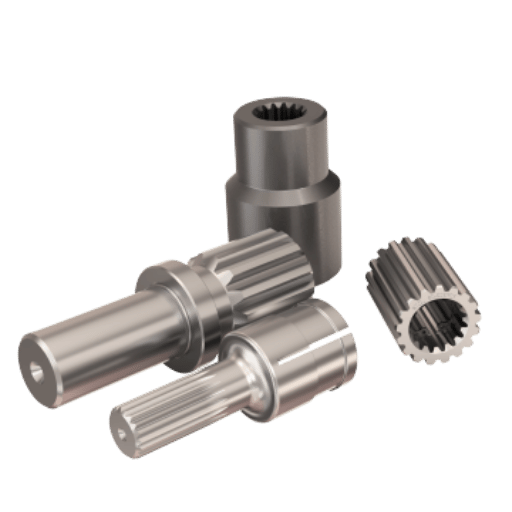
Um eixo estriado é um eixo cilíndrico com vários dentes (as estrias) cortados paralelamente ao seu eixo que se engrenam com ranhuras correspondentes em uma peça correspondente, uma engrenagem, cubo ou acoplamento, para transmitir torque e manter as duas partes alinhadas Ao contrário de uma única chaveta em um rasgo de chaveta, as estrias espalham a carga sobre muitos dentes, de modo que o mesmo diâmetro do eixo carrega muito mais torque, corre com menos concentração de tensão e pode deixar o cubo deslizar axialmente enquanto ainda o aciona.
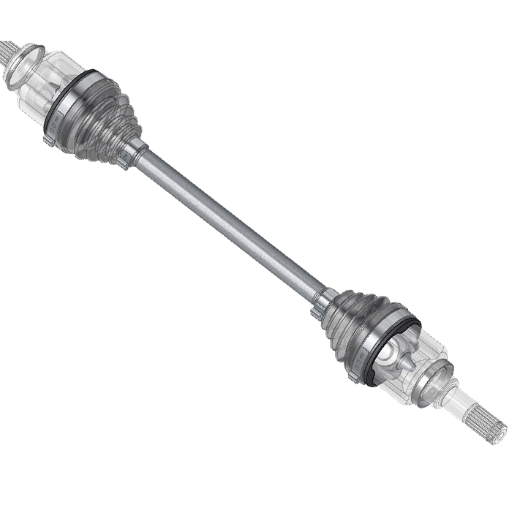
Essa habilidade de deslizamento é o motivo eixos acionamento, os mecanismos de mudança de transmissão e as colunas de direção dobráveis usam estrias em vez de teclas.
Estabeleça primeiro a forma spline, porque ela impulsiona o método de corte, o padrão e o custo A tabela abaixo agrupa os formulários que você realmente será solicitado a fazer.
| Forma spline | Perfil dentário | Padrão de governo | Uso típico |
|---|---|---|---|
| Involuta (30°) | Flancos involutos curvos, autocentrados | ANSI B92.1 /ISO 4156/DIN 5480 | Transmissões automáticas, caixas de velocidades |
| Involuta (37,5°) | Ângulo de pressão mais alto, raiz mais forte | ANSI B92.1/ISO 4156 | Splines compactos e de alto torque |
| Involuta (45°) | Rasos, muitos dentes | ANSI B92.1 (raiz do filé) | Passo fino, diâmetros pequenos |
| Lado reto (paralelo) | Flancos planos e paralelos | SAE /ISO 14 (mais antigo) | PTO agrícola, acionamentos de baixa velocidade |
| Serrilhado | Dentes em forma de V 45°/60° | SAE J498 | Botões de ajuste, posicionamento de encaixe por pressão |
| Involuto helicoidal | Dentes involutos angulados | ISO 4156 (anexo helicoidal) | Transferência suave de torque em alta velocidade |
| Coroado | Flanco de cano ao longo do comprimento | Por desenho / OEM | Acoplamentos tolerantes ao desalinhamento |
| Spline bola | Ranhuras com bolas recirculantes | Específico do fabricante | Linear-mais-torque da baixo-fricção, robótica |
| Spline facial (Hirth) | Dentes radiais em uma face final | Por desenho/DIN 5481-adjacente | Cubos de roda, acoplamentos de indexação |
Formulários compilados a partir das definições de geometria spline ANSI B92.1 e ISO 4156.
As estrias involutas dominam porque os flancos curvos são autocentrados e compartilham a carga suavemente, e é por isso que quase todos eixo girado precisão em uma caixa de câmbio moderna usa-os As estrias de lados retos ainda aparecem em eixos de tomada de força agrícolas, onde a simplicidade supera a eficiência. Nota de engenharia: se a sua impressão apenas diz “spline,” pergunte qual padrão e ajuste antes de citar, o formulário por si só não fixa a espessura do dente ou o método de inspeção.

Os eixos estriados são cortados por hobbing, brochamento, modelagem, fresamento, scudding (escavamento de energia), laminação a frio, moagem, EDM de arame ou em uma fresadora suíça, e a escolha certa segue quatro questões: interna ou externa, quantas peças, qual classe de precisão e quão duro é o aço Não existe um único método “best”; o trade-off é o que o Mapa do método de corte spline de 9 processos abaixo é para.
| Método | Interno / Externo | Melhor volume | Precisão | Cortes endurecidos? |
|---|---|---|---|---|
| Passar | Somente externo | Médio | Alto | Não (suave) |
| Brochamento linear | Interno e externo | Alto | Alto | Brochamento duro: sim |
| Brochagem rotativa | Interno e externo | Baixo | Médio | Suave |
| Moldando | Interno (e externo) | Baixo | Médio | Não |
| Fresagem CNC | Interno e externo | Protótipo | Alto (5 eixos) | Não |
| Scudding/escavamento de poder | Interno e externo | Médio | Alto | Hard-acabamento capaz |
| Laminação a frio/formação | Somente externo | Muito alto | Médio | Não (formado macio) |
| Moagem perfil | Externo (interno w/limite de furo pequeno) | Qualquer (acabamento) | Mais alto | Sim (depois de HT) |
| Fio EDM | Interno e externo | Um-off. | Alto | Sim (qualquer dureza) |
Capacidades de processo por soluções de engrenagens e fontes de corte de spline/engrenagem de tecnologia de engrenagens.
Algumas regras práticas caem deste mapa. Hobbing é o método de pão com manteiga para estrias externas em volume porque uma placa, uma fresa rotativa, gera a forma involuta rapidamente com um excelente acabamento, mas não pode cortar splines internas Broaching usa uma ferramenta de corte multi-dente empurrado através de uma única passagem, e combinando essa ferramenta para a configuração de peça é o jogo inteiro Broaching possui splines internos e está entre as maneiras mais rápidas de fabricar um, como um maquinista colocá-lo em um fórum da indústria, “broaching é a maneira mais rápida de fabricar um spline” embora em alta volume de laminação a frio e scudding competir Um ponto contra-intuitivo que tropeça compradores: broaching não é apenas um processo de desbaste Per Soluções Engrenagem, duro bro aplicado especificamente às splines internas que precisam a concêntrica precisa. E scudding (escavamento do poder) (um método de geração mais novo, pode cortar splines externos e hard-acabar com eles; seus relatórios do desenvolvedor aceleram até cinco a seis vezes mais rápido do que moldar para engrenagens internas, por Tecnologia Engrenagem.
“O brochamento ”Hard é aplicável para componentes que requerem concentricidade precisa, por exemplo, splines internos.”
“Uma atualização sobre tecnologia de brochagem”
Você o aborda, o quebra rotativo no torno ou o indexa manualmente. Para mais do que algumas partes, a resposta da loja é fazer um broche e pressioná-lo em uma prensa de moinho ou mandril, ou colocar um broche rotativo na torre do torno.
Um maquinista do r/Machinists resumiu a chamada desta forma: “Obtenha um broche feito e pressione-o no moinho, ou um broche rotativo e corte-o no torno, é assim que EU faria se EU precisasse de mais do que alguns.” Para uma ou duas partes sem qualquer indexação, uma cabeça divisória ou mesa rotativa no moinho, um shaper com indexação direta, ou mesmo uma ferramenta de torno montada em seu lado e racked para frente e para trás produzirá uma spline utilizável Para splines internas em partes endurecidas onde nenhum cortador sobreviverá, fio EDM corta qualquer dureza, só demora mais tempo O Lecreator corre Fresagem CNC, torneamento, tipo suíço, EDM de fio e usinagem de fresadora multitarefa internamente, de modo que o método de corte segue a peça e não o equipamento à mão.

A precisão do spline é definida por três coisas no desenho: o padrão governante, a classe de tolerância e a classe de ajuste, juntos eles limitam a largura do espaço, a espessura do dente e a forma para que o eixo e o cubo montem e compartilhem a carga Um erro a evitar é tratar ANSI B92.1, ISO 4156 e DIN 5480 como intercambiáveis Eles não são Cada um tem um escopo definido, e citar o errado é a maneira mais rápida de perder a confiança de um revisor experiente.
| Padrão | Sistema /unidades | Ângulos pressão | Tolerância/classes de ajuste |
|---|---|---|---|
| ANSI/ASME B92.1 | Polegada, passo diametral | 30°, 37.5°, 45° | Aulas por largura de espaço/espessura dentária; foco de ajuste lateral |
| ANSI B92,2M | Módulo métrico | 30°, 37.5°, 45° | Alinha-se com base na ISO 4156 |
| ISO 4156-1/2/3:2021 | Módulo métrico, ajuste lateral | 30°, 37.5°, 45° | Classes de tolerância 4, 5, 6, 7; ajuste por desvio (H/d, H/e, H/f, H/h) |
| DIN 5480 | Métrica, diâmetro de referência | Apenas 30° | Classes de tolerância 512 (mais baixas = mais apertadas) |
| JIS D 2001 | Métrica (automóvel japonês) | 30° | Série spline Involute para veículos |
Dados de classe por ISO 4156-1:2021 padrão e uma análise de tolerância publicada por IAENG (WCE 2011); Faixa DIN por DIN 5480-2 (edição atual 2025).
Leia o escopo antes de ler a aula. ISO 4156 cobre reto (não helicoidal) encaixe lateral splines involutas cilíndricas, não é uma autoridade universal para cada geometria spline, e divide-se na parte 1 (design), parte 2 (dimensões), e parte 3 (inspeção).DIN 5480 é limitado a um ângulo de pressão de 30° porque os ângulos de 37,5° e 45° são tratados pela ISO 4156 Na ISO 4156, a posição de tolerância spline interna é sempre “H,” e o ajuste é definido pelo desvio externo (eixo) A classe de tolerância 4 é a mais apertada e 7 a mais solta; DIN 5480 corre de 5 a 12 no mesmo princípio Para uma spline deslizante você especifica um ajuste mais solto para que ele se mova; para uma junta fixa e concêntrica você aperta-lo Um real spline callout, portanto, parece com “Involute, 30° PA, 24/48, diametral, a classe de tolerância ISO-5, não é apenas a classe padrão de aceitação do tipo de trabalho h, ISO-5000000, a classe de tolerância, apenas a classe de trabalho de tolerância, a classe de tolerância, a classe de tolerância, a classe de comprimento padrão ISO-15, a classe de tolerância, a classe de tolerância, a classe de tolerância, não é apenas a classe de trabalho de padrão ISO-15, apenas a classe de tolerância, a classe de tolerância, a classe de.
Concentricidade em um eixo estriado significa que o círculo de passo estriado permanece no mesmo eixo que os munhões do rolamento, de modo que a peça corre sem a oscilação que impulsiona a vibração, o ruído e o desgaste desigual dos dentes Você a controla de duas maneiras: escolhendo como a estria se centra em seu cubo de acoplamento e minimizando quantas vezes a peça é re-fixada enquanto é cortada Ambas são importantes, e a segunda é de onde realmente vem a maior parte do escoamento.
O método de centralização é uma decisão de projeto com consequências reais O ajuste lateral (flanco) que a norma ISO 4156 e ANSI B92.1 padronizam localiza nos flancos dos dentes e é o padrão para transmissão de torque; um ajuste de diâmetro maior, em vez disso, localiza-se nas pontas dos dentes e é escolhido especificamente quando a concentricidade é a prioridade; o ajuste de diâmetro menor é a terceira opção Uma ressalva que vale a pena declarar: os padrões de ajuste lateral (ISO 4156, ANSI B92.1) não cobrem totalmente a tolerância de ajuste de diâmetro maior, a SAE observa que o adendo ANSI B92.1/96 não se aplica a splines de ajuste de diâmetro maior, portanto, um ajuste de diâmetro maior é uma escolha deliberada de engenharia que precisa de seu próprio tratamento, não uma cláusula que você possa copiar da tabela de ajuste lateral.
| Método centralizador | Localiza-se em | Melhor para |
|---|---|---|
| Ajuste lateral (flanco) | Flancos dentários | Transmissão de torque (o padrão padrão) |
| Ajuste de diâmetro maior | Pontas dos dentes (OD) | Melhor concentricidade; mensurável sobre pinos |
| Ajuste de diâmetro menor | Raiz/diâmetro menor | Centralização alternativa; mais difícil de avaliar sobre pinos |
Cada vez que um eixo é desapertado e re-fixado entre as operações, a nova configuração adiciona seu próprio erro ao escoamento total indicado (TIR) entre a estria e os munhões Um eixo girado, em seguida, movido para um hobber separado, em seguida, para um moedor, empilha três erros de configuração Cortando os munhões e gerando a estria em um aperto em um máquina multitarefa (moinho giratório) ou Torno suíço colapsa essa pilha para uma referência, que é a maneira mais eficaz de segurar o TIR apertado. O Lecreator roteia eixos estriados críticos para a concentricidade por meio de um moinho giratório de configuração única ou usinagem suíça exatamente por esse motivo.

A seleção de material para um eixo estriado equilibra a tenacidade do núcleo, a resistência ao desgaste da superfície e a usinabilidade, e a rota de tratamento térmico geralmente importa mais do que a liga de base A escolha dominante é um aço de endurecimento cortado macio e depois cementado em uma superfície de desgaste duro sobre um núcleo resistente, porque uma estria precisa de um flanco duro que resista ao desgaste, mas um núcleo dúctil o suficiente para absorver cargas de choque.
| Material | Rota de tratamento térmico | Dureza típica | Spline uso |
|---|---|---|---|
| 8620 | Carburizar (endurecer a caixa) | 58 caso de HRC 2 | Equipamento Workhorse/spline em branco |
| 9310 | Carburizar | 58 caso de HRC 2 | Aeroespacial, de alta carga |
| 4140 | Endurecimento/pré-duro | 28 HRC | Dever geral, macio da máquina |
| 4340 | Endurecimento + temperamento | 32 HRC | Eixos de alta resistência |
| 4150 / 4145 | A indução endurece as estrias | 50058 zona HRC | Eixo/eixos de transmissão |
| 1045 | Indução ou como laminado | 45 zona HRC 5 | Peças de aço carbono orientadas para o custo |
| 5120/20MnCr5 | Carburizar | 58 caso de HRC 2 | Auto splines europeus |
| inoxidável 17-4 PH | Endurecer a precipitação (H900) | ~404 HRC | Corrosão + força |
| Liga de nitretação (Nitralloy) | Nitreto (baixa distorção) | 600 HRC superfície 5 | Splines críticos para distorção |
Faixas de dureza sintetizadas a partir de fichas técnicas do AISI 8620 e referências de tratamento térmico de engrenagens; verifique os dados certificados da fresadora do seu fornecedor.
O tratamento térmico dá à estria sua vida útil de desgaste, mas também distorce a peça, e é por isso que a sequência geralmente é cortada macia, endurece e depois termina A distorção é real e varia com o processo e a geometria, portanto, trate os números publicados como exemplos, não como uma regra universal.
Soluções Engrenagem relata que, no endurecimento por indução, o último dente pode ser empurrado para fora de 0,1 a 0,8 mm, enquanto um estudo revisado por pares de uma engrenagem de 8620 H (publicado via DOAJ) runout medido da face final perto de 0,023 mm antes do tratamento térmico e 0,059 mm depois. A profundidade típica da caixa cementada é de 0,3 a 0,5 mm com um núcleo acima de 25 HRC; a superfície da caixa endurecida depende do aço e das especificações, o 862 cementado geralmente termina em torno de 58 HRC de corrosão mais alta, com alguns flancos especificados mais alto Uma loja executando espaços em branco dia após dia coloca-a claramente em um fórum da indústria: “principalmente é 8620 a 58/62 Rc com uma caixa de 06; para trabalho duro, 4140 pré-duro a 28/32. Quando a estria endurecida tem que manter uma classe apertada após essa distorção, você finaliza os flancos, que é o único método no mapa que corta uma peça de corrosão totalmente endurecida com a precisão. Para mais resistência, a resistência PH 14 é a resposta usual em nossas notas Usinagem de 17-4 PH.

O ajuste entre um eixo estriado e seu cubo decide se a junta desliza, trava ou chocalhos, e você o define deliberadamente com uma classe de folga, transição ou interferência mais um alvo de folga Uma estria deslizante (um colar de mudança, um PTO) precisa de folga para se mover sob carga; um acoplamento fixo precisa de pouca ou nenhuma folga para que não se solte A folga é o jogo livre rotacional entre os dentes correspondentes, e ele se troca contra a facilidade de montagem: muito apertado e as peças ficam frouxas na montagem, muito soltas e a junta bate sob torque reverso.
Praticamente, combine a classe de ajuste com o trabalho: uma spline de deslizamento livre usa uma classe solta (por exemplo, ISO 4156 H/e ou H/d), uma spline de deslizamento próximo uma classe média (H/f) e uma junta localizada e não deslizante a classe mais apertada que seu processo mantém Se o cubo for uma engrenagem ou acoplamento separado, a mesma lógica se aplica, e uma conexão emendada ainda carrega muito mais torque do que uma única chave para o mesmo diâmetro, que é toda a razão para usar um Este é um ponto de decisão frequente na escolha entre girar versus fresar um determinado recurso.
A inspeção de spline verifica se os dentes cortados se enquadram na classe de tolerância do padrão e utiliza três camadas: medidores GO compostos, medidores NO-GO de elemento e medição dimensional sobre pinos ou por CMM. A ISO 4156-3 define o escopo de inspeção para splines involutas de encaixe lateral, portanto a medição não é apenas preferência de loja, faz parte do padrão que você citou no desenho.
| Método | O que ele verifica | Quando usar |
|---|---|---|
| Medidor GO composto | Ajuste eficaz sobre todos os dentes (ele montará) | Produção go/no-go |
| Medidor NO-GO do elemento | Espessura real do dente/limite de largura do espaço | Confirme não muito solto |
| Medição sobre pinos/bolas | Espessura do dente através de dois pinos em espaços opostos | Primeiro artigo, ajuste de maior dia |
| Varredura CMM | Perfil, índice, lead, runout para periódicos | Peças aeroespaciais/de classe apertada |
O fluxo de trabalho prático é avaliar cada peça com os medidores compostos e de elementos para montagem, depois provar a dimensão em um primeiro artigo com medição sobre pinos e um CMM. Observe um limite dos padrões: os espaços duplos de um eixo de ajuste de diâmetro menor não podem ser medidos sobre pinos, então planeje a rota CMM para aqueles O Lecreator documenta isso com inspeção de primeiro artigo e um relatório CMM em cada pedido; nossas notas sobre Inspeção CMM e primeira inspeção do artigo cubra a papelada No chão de fábrica, os maquinistas confirmam um ajuste de interferência entre um eixo estriado e um cubo, tomando uma medição CMM ou um gráfico de sombra como mestre para comparar.

O custo de um eixo estriado é impulsionado menos pela própria estria do que pela classe de precisão, pela sequência de tratamento térmico e moagem e pelo volume, e a maior parte é controlável na fase de projeto Um aterramento estriado após cementação para um ajuste de classe 5 pode custar várias vezes uma estria de classe 7 de corte suave do mesmo tamanho A maior alavanca é especificar apenas a precisão que a aplicação precisa.
Para compradores que se abastecem no mar, o custo total desembarcado importa tanto quanto o preço da peça O Lecreator cita eixos estriados em termos DDP transparentes com taxas incluídas e navios da China com documentação de primeiro artigo e rastreabilidade de material, portanto, o custo na cotação é o custo em sua doca O giro e Usinagem CNC capacidade por trás disso é a mesma linha que executa o trabalho crítico de concentricidade acima.
A demanda por eixos estriados de precisão acompanha o mercado de transmissão, e as mudanças de curto prazo são eletrificação, redução de peso, formação de formato líquido. O mercado global de eixos estriados fica em torno de US$ 1,77.85 bilhões com uma taxa de crescimento média de um dígito, e o mercado de eixos de transmissão automotivos que alimenta está previsto na mesma faixa CAGR de 49.6% até o início de 2030 (estimativas de pesquisa de mercado, direcionais, não auditadas).
Três tendências de engenharia valem a pena planejar em torno de agora Primeiro, os semi-eixos EV e acoplamentos de eixo eletrônico se apoiam em conexões estriadas e face-spline, estrias de face em cubos de roda acionados já são uma área de patente concedida (US 8.444.322 B2).Segundo, conformação a frio quase líquida e rolamento de dentes estriados (US 5.213.250 A) melhora o uso de material e a resistência à fadiga versus corte, o que é importante à medida que os volumes sobem Terceiro, gerando métodos como scudding e skiving de energia, e até flexsplines de ondas de deformação fabricados com aditivos (WO 2018/165662 A1), estão ampliando o que conta como um spline “machined” O item de ação para um comprador: quando você iniciar um novo programa, pergunte à sua loja qual dessas cadeias de processos se encaixa no seu volume, o spline mais barato em 100 partes raramente é o mais barato em 100.000.
Atualizado em junho de 2026.
Este guia emparelha os padrões spline publicados (ANSI B92.1, ISO 4156, DIN 5480) e pesquisa de comércio e revisão por pares sobre brochamento, distorção de tratamento térmico e centralização com nossa própria prática de oficina de usinagem de eixos estriados e peças rotativas Os pontos de concentricidade, inspeção e configuração única refletem como roteamos o trabalho crítico de concentricidade através de usinagem de fresagem e Suíça com verificação CMM. Revisado pela equipe técnica da Shenzhen Le-creator Technology Co. Ltd.
Precisa de eixos estriados cortados em um padrão específico e classe de ajuste, com documentação de primeiro artigo e material?









