


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


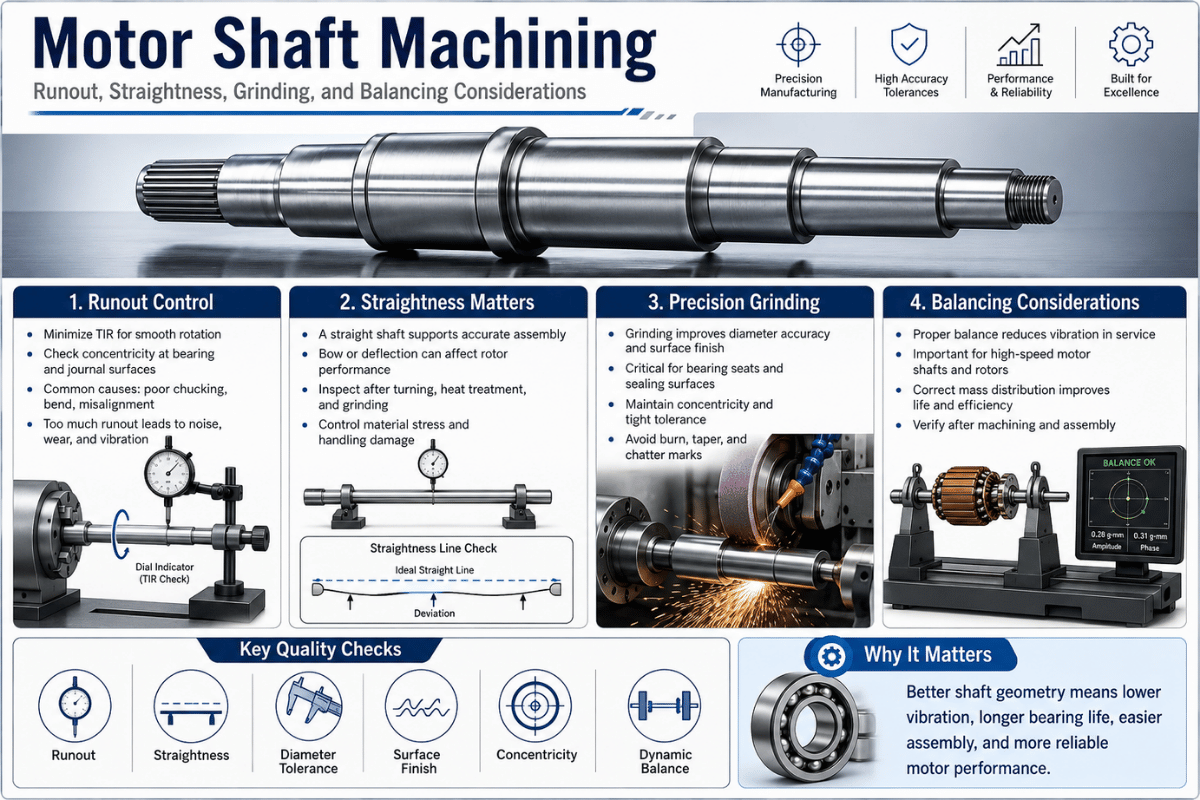
A usinagem do eixo do motor é a sequência de torneamento, fresamento, tratamento térmico e retificação de precisão que transforma o estoque de barras em um eixo rotativo acabado, mantido em tolerâncias de ajuste de rolamento, baixo escoamento, retilineidade controlada e um grau de equilíbrio adequado à sua velocidade de serviço. Erre qualquer um desses quatro e o sintoma é o mesmo na bancada de testes, vibração, calor e falha precoce do rolamento, mesmo quando o diâmetro mede perfeitamente. Este guia trata esses quatro pilares como um sistema de engenharia, não como uma folha de especificações.
A resposta curta
Um eixo do motor é terminado em uma ordem fixa, trate o calor, a seguir moa os diários do rolamento, porque cada trava da etapa em uma camada diferente da qualidade Girando a forma (IT7IT9, Ra ~1.6 µm); os conjuntos cilíndricos da moedura tamanho final, redondeza, e terminam nos assentos do rolamento (IT5IT6, Ra 0.4 µm); O runout de GD&T amarra esses assentos a um eixo comum; e o equilíbrio dinâmico controla como a parte terminada, girando comporta-se na velocidade.
Principais conclusões
| Diâmetro girado | IT79, Ra ~1. |
| Diário de rolamento de aterramento | IT5 µm 6 ± 0,005 µm (até 0,005 µm) |
| Executação do diário (entre centros) | freqüentemente ≤0,01 mm TIR |
| Materiais comuns | 1045, 4140, 4340, 416/431 inoxidável, Inconel |
| Dureza do diário (indução) | ~500 HRC superfície, núcleo resistente |
| Grau de equilíbrio | G6.3 (motores gerais, bombas, ventiladores) a G2.5 (precisão/alta velocidade), ISO 21940-11 |

A fabricação do eixo é executada em uma ordem deliberada: áspera Torneamento CNC entre centros para estabelecer o cilindro e os datums do centro-furo, fresamento opcional de keyways e planos, tratamento térmico, e terminar então a moagem dos assentos do rolamento Esta ordem do processo de fabricação não é cosmética, cada operação trava em uma camada de qualidade que o próximo depende, que é porque um eixo é endurecido antes os diários são fundamentados e não posteriores.
Onde este guia diz “maquining,” lê-lo como o fluxo de fabricação de eixo mais amplo do estoque de barra para a peça inspecionada.
Ajuda pensar nessas camadas como uma pilha. Nós chamamos isso de Pilha Precisão Eixo: Tamanho → Forma → Fugitivo → Equilíbrio. Cada nível só importa quando o nível abaixo está sob controle, um munhão de tamanho perfeito é inútil se sua forma for lobada e um munhão redondo ainda vibrar se todo o eixo estiver desequilibrado.
A pilha de precisão do eixo
Torneamento e fresamento fazem a maior parte da modelagem Para um eixo de peça única que precisa de características cilíndricas e prismáticas, uma configuração de usinagem de rotação de moinho (multitarefa) corta os munhões e a chaveta em um acessório, o que protege a concentricidade, evitando uma nova fixação. Se você estiver pesando os dois processos básicos, nossa quebra de Fresagem CNC vs torneamento CNC cobre quando cada leads Perfuração, rosqueamento e EDM (para rasgos de chaveta em eixos já endurecidos) preenchem o resto Referências de usinagem vocacional, como a do Departamento de Educação dos EUA materiais de treinamento de máquinas-ferramenta ainda ensine primeiro girar entre centros precisamente porque dá a cada operação posterior um eixo estável e repetível.
Principais conclusões: decida a ordem de operação em torno da Pilha de Precisão, tamanho antes da forma, forma antes do runout, runout antes do equilíbrio e a maioria das surpresas downstream desaparece.
Moagem cilíndrica como um eixo atinge seu tamanho final do munhão, redondeza e acabamento superficial após girar Onde girar pousa em torno de IT7 é Ra ~ 8. moagem.3 µm, moagem aproximadamente IT5 IT6 em Ra 0.1 moagem.3 µm, moagem segura aproximadamente IT5IT6 em Ra 0.6 µm, com mancais de rolamento terminados em 0.20.4 µm Na prática o manjornal é virado para deixar cerca de 0.10.30 mm de moagem estoque, em seguida, moído para tamanho Essa diferença é por que os assentos de rolamento são quase sempre moídos, não apenas virados, um estudo de parâmetros cilíndricos e de moagem de superfície publicados através dos Institutos Nacionais de Saúde dos EUA Central PubMed mostra como a velocidade, a alimentação e a profundidade de corte da roda acionam diretamente o acabamento alcançável.
Escolha o método de retificação por geometria, capturado no Escada de capacidade de tolerância ao processo abaixo.
| Processo | Tolerância típica | Acabamento superficial (Ra) | Melhor para |
|---|---|---|---|
| Torneamento CNC | É 9 | ~0.86,3 µm | Desbaste, DO não crítico, ombros |
| Moagem cilíndrica OD | É 6 | 0.20,4 µm | Guias de rolamentos, superfícies de vedação |
| Moagem central | É 6 | 0.20,4 µm | Eixos longos, delgados e de alto volume |
| Moagem ID/brunimento | É 6 | ≤0,2µm | Furos de eixo oco, afunila |
Bandas de processo compiladas a partir de dados de retificação da indústria (Modern Machine Shop, fabricantes de abrasivos) e do estudo de retificação PubMed Central; os resultados reais variam com a rigidez da máquina, roda e refrigerante.
Para furos internos em eixos ocos, aperfeiçoamento leva o acabamento um passo além da retificação ID. Uma ressalva útil do lado da metrologia: a retificação não é categoricamente a única rota para um acabamento fino O Instituto Nacional de Padrões e Tecnologia dos EUA documentou essa precisão torneamento duro de aços endurecidos para ferramentas pode alcançar acabamentos de superfície melhores que 80 nm Ra, rivalizando com a moagem em alguns casos de acabamento A moagem ainda ganha onde você precisa de tamanho apertado, redondeza e acabamento juntos em um diário endurecido, mas a escolha é específica da aplicação, não automática.
, Nota de Engenharia Integridade da superfície, não apenas Ra
Um diário pode medir um Ra perfeito e ainda falhar cedo A moagem agressiva pode deixar uma camada de queimadura de “moenrolamento de 200 mm termicamente danificada, tensão de tração residual e uma camada branca frágil logo abaixo da superfície, que destrói a vida em fadiga Trabalho acadêmico sobre queima de moagem (por exemplo, a dissertação arquivada no Universidade de Nebraska, Lincoln) mostra por que a retificação de acabamento usa passes leves e refrigerante adequado Especifique como o diário é terminado, não apenas o número que ele deve atingir.
Principais conclusões: moer para definir o tamanho + redondeza + acabamento nos assentos do rolamento, mas escreva o requisito de integridade da superfície (sem queima) junto com o valor Ra.

Uma tolerância do eixo para um assento de rolamento é escolhida a partir do sistema ISO 286 limits-and-fits, e é uma decisão sobre carga e rotação, não uma pesquisa de mesa cega A referência da Universidade do Texas em Austin sobre Graus e ajustes da tolerância ISO 286 explica a abreviação: uma letra define a posição da faixa de tolerância em relação ao tamanho nominal e um número define sua largura, de modo que um eixo feito para “k5” em uma loja cai em um rolamento feito em qualquer outro lugar.
Qual classe você escolhe segue uma pergunta primeiro: qual anel gira e sob qual carga Os quadros padrão da American Bearing Manufacturers Association (ANSI/ABMA 7) ajustam a seleção em torno do tipo e extensão do carregamento do rolamento, e é por isso que o mesmo diâmetro nominal pode exigir uma folga leve ou uma interferência firme Seletor de ajuste do assento do rolamento parte dessa pergunta.
| Característica /condição | Classe típica de eixo | Porquê |
|---|---|---|
| Anel interno giratório, carga normal | k5 /m6 (interferência de luz) | Pára o anel interno rastejando e se preocupando no assento |
| Anel interno giratório, carga pesada/choque | m6 /n6 (mais firme) | Carga mais alta precisa de mais interferência para segurar |
| Carga estacionária no anel interno | h6 /g6 (liberação) | Permite fácil montagem; o anel não está tentando rastejar |
| Diâmetro livre geral | h7/IT8 | Sem rolamento de acoplamento; orientado por custos |
Comece a partir de rotacionar a carga do anel, em seguida, confirme contra as mesas de montagem do fabricante de rolamentos e ISO 286 Interferência aqui é apenas alguns mícrons, cerca de 0,002 anel +.010 mm dentro de sua capacidade de ground-journal.
Por que isso importa: errar o ajuste é um modo de falha do livro didático Os engenheiros de rolamentos observam que um assento que é alguns mícrons muito apertado aperta a folga interna e o rolamento se apodera do calor; alguns mícrons muito soltos e o anel rasteja, trastes e falha cedo Esses não são casos de borda, eles são os erros de eixo evitáveis mais comuns que os maquinistas perguntam. (Para saber como a retificação mantém essas faixas, consulte nossa nota sobre Tolerâncias de usinagem CNC.)
Imagine uma oficina que reencaixe um eixo de motor desgastado e, querendo um ajuste de “secure”, voltado para a extremidade apertada da faixa, alguns mícrons extras de interferência no assento do rolamento O rolamento pressionou de forma limpa, mas no suporte de teste ele ficou quente em poucos minutos: a interferência extra tinha apertado a folga interna do rolamento em direção a zero, então os elementos rolantes começaram a ligar e gerar calor Apoiando o próximo eixo para um ajuste padrão m6 fixou-o Isso é exatamente o que a mesa de ajuste codifica, mais apertado não é mais seguro, a janela de interferência tem apenas alguns mícrons de largura, e overshooting no lado alto falha tão certamente quanto um assento solto que rasteja.
Principais conclusões: escolha o ajuste do anel giratório + carga primeiro e, em seguida, verifique os mícrons, a janela de interferência para um ajuste por pressão tem apenas alguns µm de largura.
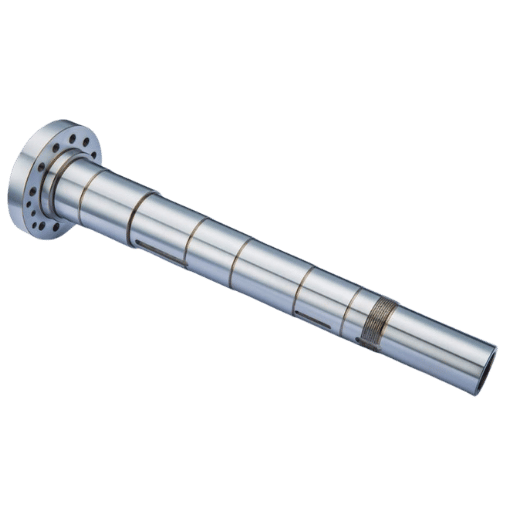
O escoamento é a distância que uma superfície oscila à medida que o eixo gira em torno de seu eixo verdadeiro, lido como Leitura Total do Indicador (TIR).Em um eixo de motor geralmente é o número de marca ou quebra: os munhões de rolamento em um eixo de qualidade são comumente mantidos em cerca de ≤0,01 mm TIR, e o escoamento solto aparece diretamente como vibração e desgaste do rolamento. Da Portland State University Design para ajuste a referência define o desvio total como o movimento indicador completo (FIM) de um mostrador à medida que a peça gira e observa que o desvio em um ombro é, na verdade, um controle de perpendicularidade.
O escoamento é controlado na máquina e verificado fora dele De longe, a maior alavanca está fazendo à máquina o eixo entre centros: os orifícios centrais tornam-se o dado para cada operação, de modo que os munhões, ombros e superfícies de vedação compartilham um eixo de rotação em vez de herdar o erro do mandril.
Coluna da Modern Machine Shop em TIR versus concentricidade verificação de tensões em vários pontos ao longo do recurso, porque uma única leitura esconde uma condição cônica ou lobada Para verificar, o eixo fica em blocos em V (ou de volta entre os centros) e um indicador de mostrador é arrastado ao longo de cada superfície enquanto é rolado.
“Uma das fontes mais frequentes de erros de arredondamento e escoamento na retificação cilíndrica são os centros em suas partes.”
Equipe técnica United Grinding
Esse insight é o que a maioria dos compradores perde: a qualidade do furo central geralmente supera a folha de especificações do moedor Um furo central desgastado ou tingido reintroduz o escoamento, não importa quão boa seja a máquina, e é por isso que lojas experientes recortam ou lap centers antes de uma retificação. Trabalhar entre centros dá a cada diário um eixo comum, portanto, o escoamento alcançável é limitado pela qualidade dos centros e do moedor, e não por erro do mandril, e o próprio alvo vem do rolamento e da velocidade de corrida, verificada de sua parte e não de um número genérico.
Principais conclusões: proteja o dado (centros), faça referência a cada superfície funcional e verifique TIR em vários pontos, não uma vez.
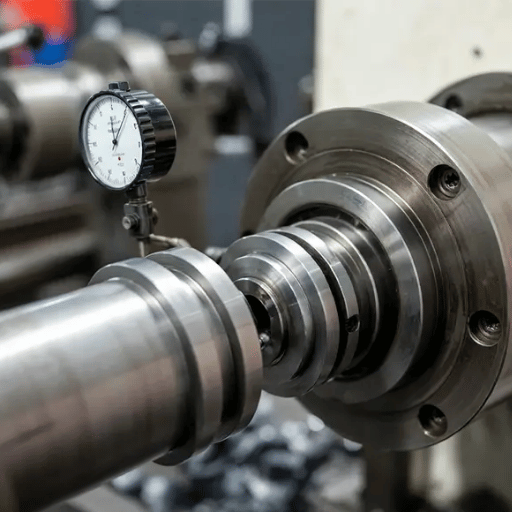
A retidão é o controle de forma que impede que o eixo de um eixo longo se curve, e é mais difícil segurar em peças delgadas Como uma regra aproximada, uma vez que a relação comprimento-diâmetro de um eixo sobe cerca de 1015, ele se desvia da ferramenta de corte sob suas próprias forças de corte, de modo que o meio termina superdimensionado ou se curva Referências maquinistas, como Manual de Máquinas abordar isso com descansos constantes e descansos de seguidores que suportam a peça de trabalho durante o giro; para eixos muito longos e de pequeno diâmetro, a desvia da retificação sem centro desvia inteiramente Para eixos de precisão delicados e de pequeno diâmetro, Usinagem CNC suíça suporta a barra logo no corte.
Muitas vezes sim, dentro de limites Na prática, você coloca o eixo em blocos em V, rola-o para encontrar o ponto alto e pressiona lá, iterando em direção a zero Mas há uma armadilha que os guias da mesa de especificações perdem: endireitar o retorno elástico é dependente do tempo, assim que um eixo pressionado direto para dentro de 0,05 mm pode relaxar mensuravelmente ao longo dos próximos dias antes que se estabilize.
Um estudo revisado por pares em Máquinas (2022) descobriram que o endireitamento por flexão de eixo delgado continua relaxando após o descarregamento; uma amostra medida aceitável imediatamente, mas desviada para 0,261 mm em um comprimento de 760 mm quando medida novamente dez dias depois. A lição: deixe um eixo endireitado assentar antes da inspeção final ou você corre o risco de uma aceitação falsa. A geometria em si é definida por padrões, o relatório do NIST dos EUA comparando padrões de tolerância (NISTIR 4744) observa que a retilineidade de um eixo é limitada por uma zona cilíndrica (de acordo com ISO 1101:2017 e ASME Y14.5), e não apenas por duas linhas paralelas.
Eixos fortemente distorcidos ou endurecidos podem estar além do endireitamento a frio; métodos de produção patenteados, como endireitamento de eixos de acoplamento (US 5253499A) mostre por que a fabricação do eixo de transmissão se endireita e depois equilibra, a ordem importa, porque uma passagem de endireitamento desloca massa e desfaz um equilíbrio anterior.
Principais conclusões: apoie eixos delgados durante o corte, endireite em blocos em V com ponto alto primeiro e deixe a peça relaxar antes de certificar a retidão.
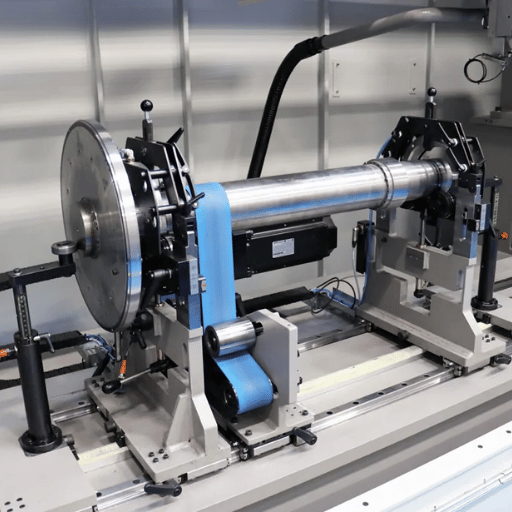
O equilíbrio controla como o eixo giratório acabado distribui a massa, para que ele funcione sem vibrar a si mesmo e seus rolamentos separados O equilíbrio é governado pela ISO 21940-11 (que substituiu a ISO 1940-1): atribui um grau de qualidade de equilíbrio, o G6.3 cobre a maioria dos motores elétricos gerais, bombas, ventiladores e sopradores, enquanto o G2.5 é reservado para rotores de motor de alta velocidade ou maior precisão e acionamentos de máquinas-ferramenta, e o G16 cobre equipamentos mais grossos, e o desequilíbrio residual permitido diminui à medida que a velocidade de serviço aumenta, porque o desequilíbrio permitido é uma função da massa do rotor e da velocidade máxima de operação O grupo rotor-dinâmica da Texas A & M mantém um tutorial claro selecionando a qualidade do equilíbrio do rígido-rotor.
Não, e assumindo o contrário é um over-spec comum Um rotor lento, simétrico, rígido muitas vezes encontra seu grau direto fora do moedor, e equilibrá-lo adiciona custo sem benefício Dois cuidados do campo de vibração aguçar a decisão antes de você cometer um eixo para um equilíbrio de dois planos executado em, digamos, G2.5.
Primeiro, uma vibração de 1×-RPM é nem sempre causado por desequilíbrio, desalinhamento, um eixo dobrado ou frouxidão produzem a mesma assinatura, portanto, confirme a causa antes de equilibrar Em segundo lugar, a abordagem correta depende da classe do rotor: a rígido rotor é equilibrado em baixa velocidade (ISO 21940-11), mas um eixo que corre acima de seu primeiro modo de dobra é um flexível rotor e precisa de balanceamento de alta velocidade ISO 21940-31 ainda amarra a sensibilidade ao quão perto uma ressonância fica da velocidade de operação, uma classe por si só não garante um bom funcionamento.
Considere uma equipe de manutenção que puxou um motor de bomba três vezes para reequilibrá-lo, perseguindo uma vibração teimosa de 1×-RPM Cada passe de balanceamento medido bem na máquina, ainda assim a vibração voltou em serviço Mas o culpado não foi desequilibrado em tudo, um pé macio e ligeiro desalinhamento de acoplamento produziu a mesma assinatura de 1×-RPM Uma verificação de alinhamento a laser, não outra passagem de balanceamento, finalmente limpou-o É por isso que a regra de campo é confirmar a fonte de uma vibração de 1×-RPM antes de assumir que o próprio eixo precisa de balanceamento, e por que um rotor rígido lento e simétrico que já atende ao seu grau é muitas vezes deixado sozinho.
| Grau | Aplicação típica | Aviões |
|---|---|---|
| G2.5 | Rotores de motor de alta velocidade/de maior precisão, acionamentos de máquinas-ferramenta | 1 ou 2 |
| G6.3 | Motores elétricos gerais, impulsores de bombas, ventiladores, sopradores | 1 ou 2 |
| G16 | Componentes de acionamento mais grosseiros, acionamentos agrícolas | 1 |
Notas de acordo com ISO 21940-11; plano único serve para rotores curtos, dois planos são necessários à medida que o comprimento e a velocidade aumentam.
Principais conclusões: defina o grau de equilíbrio da classe de velocidade e rotor, confirme que uma vibração está realmente desequilibrada e não pague pelo equilíbrio de dois planos que um rotor rígido lento não precisa.

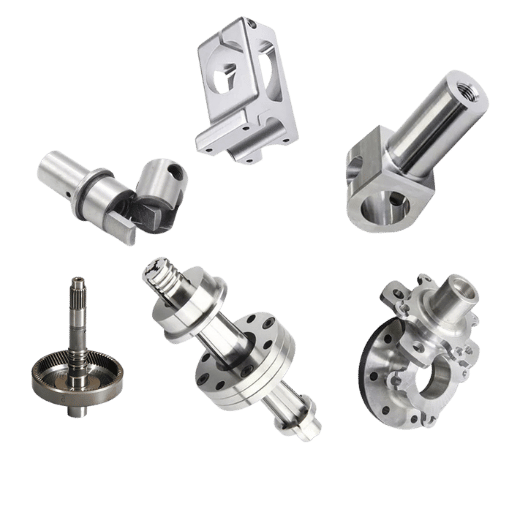
Antes dos recursos, ajuda a colocar o próprio eixo A maioria dos eixos do motor e da movimentação caem em nove tipos recorrentes, cada um definido por uma característica dominante que conduz como é feito à máquina.
| Tipo eixo | Definindo recurso | Uso típico |
|---|---|---|
| Chaveado | Chave fresada + chave | Bombas, motores, polias (torque moderado) |
| Esplinado | Várias ranhuras longitudinais | Caixas de velocidades, transmissões (alto binário, até carga) |
| Oco | Furo central | Robótica, aeroespacial (baixa inércia, roteamento de fios) |
| Pisou | Diâmetros múltiplos + ombros | Eixos de motor/caixa de engrenagens multi-rolamento |
| Cônico | Mudança gradual do diâmetro | Cubos autotravantes, volantes |
| Rosqueado | Fios externos/internos | Atuadores, acionamentos lineares, fixação |
| Rotor (motor) | Carrega o núcleo/laminações do rotor | Núcleos de motor elétrico, serviço de alta velocidade |
| Fuso | Membro rotativo de alta precisão | Máquinas-ferramentas, instrumentos (execução muito baixa) |
| Conduzir /linha | Vão longo e transmissor de torque | Transmissão de energia através da distância |
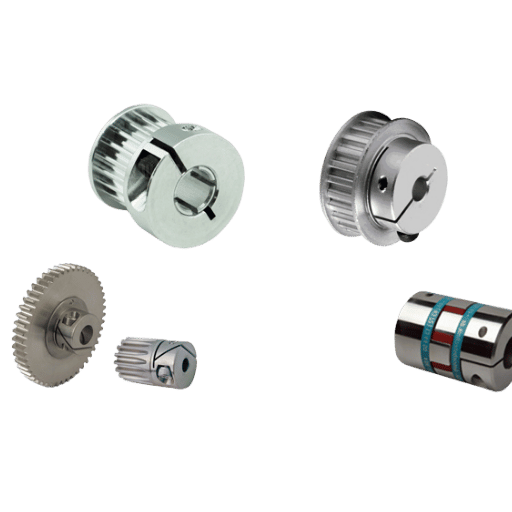
A maioria dos eixos do motor carrega alguns recursos padrão, rasgos de chaveta e estrias para transmitir torque, furos ocos para economizar peso ou fiação de rota, extremidades roscadas ou cônicas para montar componentes e diâmetros escalonados para assentos e ombros de rolamentos. Chaves e estrias são fresadas (EDM os corta em eixos já endurecidos através do processo de descarga usado em patentes como o método de rebolo roscado, EP 1064116B1); para essas características, nossa linha de fresagem CNC corta as ranhuras na mesma configuração do giro sempre que possível.
Nota de Engenharia Os recursos são locais de fadiga
As falhas por fadiga do eixo giratório raramente começam no meio de um diâmetro simples; eles começam em stress raisersextremidades do rasgo de chaveta, raízes, filetes ombros afiados Geometria é a alavanca de design: raios de filete generosos (pelo menos 0,5 mm) nos ombros, extremidades do rasgo de chaveta radiadas e evitando mudanças abruptas de seção fazem mais pela vida útil do eixo do que mais um ponto de dureza e estrias como recursos de fadiga, não apenas recursos de torque.
O material segue o dever O aço carbono 1045 é o padrão econômico; os aços-liga 4140 e 4340 são os cavalos de batalha para eixos carregados porque tratam bem o calor, os munhões endurecidos por indução atingem aproximadamente 500 HRC na superfície enquanto o núcleo permanece resistente (os dados do aço de engenharia listam 4140 em até cerca de HRC 58 dureza superficial na condição endurecida por indução).Para serviço de corrosão, usinagem aço inoxidável em 416 ou 431 negocia alguma usinabilidade para resistência; para a maior resistência ao peso, titânio ou ligas de níquel como Inconel lidar com eixos aeroespaciais e de alta temperatura.
| Grau | Propriedade chave | Use-o para |
|---|---|---|
| 1045 aço carbono | Econômico, usinável, soldável | Eixos de motores e bombas para serviço geral |
| Liga 4140/4340 | Núcleo resistente, caso da indução de ~50 HRC | Eixos de transmissão carregados, eixos de transmissão |
| 416/431 inoxidável | Resistência à corrosão | Molhado, lavagem, serviço marinho |
| Titânio/Inconel | Força-ao-peso /resistência ao calor | Eixos aeroespaciais de alta temperatura |
Os valores de dureza/resistência dependem da condição de tratamento térmico; confirme no certificado do moinho para o grau e têmpera específicos.
Principais conclusões: escolha a nota para o serviço, endureça os diários para desgaste e faça um raio dos geradores de tensão, da fadiga ou das matrizes nas chavetas e nos filetes.
Um desenho de eixo de motor que faz as máquinas acertadas na primeira vez pinos para baixo toda a Pilha de precisão, não apenas diâmetros Os eixos do motor elétrico, bomba e caixa de engrenagens diferem principalmente em quais características dominam, rolamento-journal runout para motores, vedação-superfície acabamento e corrosão para bombas, estrias/engrenagem-dente precisão para eixos de caixa de engrenagens, mas a lista de verificação de desenho é o mesmo Corpos de padrões, tais como ASME (Y14.5-2018, a atual edição GD&T que substituiu 2009) e ISO (286 para ajustes, 1101 para formulário) fornece o idioma; o Folha de especificações de desenho do eixo do motor abaixo está o que pedimos aos compradores para confirmar antes de citar.
Essa última linha importa mais do que os compradores esperam Uma capacidade de “±0,005 mm” só é significativa com o método de inspeção e calibração por trás dele, a orientação dimensional-metrologia do NIST trata a incerteza de medição como parte do resultado, não um detalhe opcional de controle de qualidade. Em nossa usinagem CNC precisão a oficina, o torneamento, a suíça, a retificação cilíndrica, o brunimento e a inspeção CMM/FAI ficam sob o mesmo teto, de modo que a figura mais bonita de ±0,005 mm é fornecida com o relatório dimensional que prova isso, para os diários específicos de sua parte, não como um garantia geral.
Principais conclusões: especifique dados, ajustes, runout, retidão, grau de equilíbrio, filetes e o método de inspeção, um desenho que nomeia a prova é um desenho que cita com precisão.
A demanda por eixos está crescendo e ficando mais estreita. As empresas de pesquisa de mercado estimam o mercado de usinagem de precisão em aproximadamente US$ 123 precisão3 30 em 2 bilhões em 20 USD 20, 22 20 em 20 bilhões em 20 USD 22 22 bilhões em 2034 em 6,68 CAGR de 1%, com o segmento de moagem-máquinas próximo de US$ 6,2 bilhões e subindo, tratam-nos como intervalos de estimativa, não números precisos A eletrificação é o impulsionador de demanda mais claro: os analistas vinculam a crescente demanda de CNC diretamente à produção de baterias de veículos elétricos e componentes de motores.
O que planejar é a mudança para retificação em malha fechada. Aferição em processo e pós-processo (e cada vez mais controle adaptativo assistido por IA) agora mede o diário à medida que ele é aterrado e correto em tempo real, apertando a repetibilidade exatamente nos recursos do assento do rolamento de que trata este guia Patentes de automação, como o baseado em rolos método de endireitamento que calcula o tempo de endireitamento a partir do diâmetro do rolo, velocidade do motor e relação de transmissão (WO 2020062362A1) aponte da mesma maneira, desde o julgamento do operador até células medidas e autocorretivas. Se você estiver fornecendo eixos para um programa 2026 2027, pergunte aos fornecedores o que eles avaliam no processo e como o documentam; essa capacidade, e não o preço principal, é o que separará os que estão à deriva.
Principais conclusões: a precisão e o volume estão aumentando com a demanda por motores EV, favorecendo os fornecedores com medição em processo e controle de circuito fechado documentado.
A usinagem do eixo é o processo ordenado de transformar uma barra de metal em um eixo rotativo acabado Um blank é desbastado entre os centros para definir os diâmetros e datums do centro-furo, fresado para keyways ou flats, em seguida, tratado termicamente para dureza Após o endurecimento, os diários de rolamento são acabamento-terra para o tamanho final, redondeza e acabamento superficial, porque a moagem mantém uma faixa mais apertada do que a lata de giro Inspeção, dimensões CMM, escoamento em blocos em V e, às vezes, balanceamento dinâmico, em seguida, fecha o loop antes do navio do eixo.
A escolha do material depende da carga e do ambiente. O aço carbono 1045 é o padrão econômico para eixos de serviço geral; Os aços-liga 4140 e 4340 são preferidos para eixos carregados porque tratam termicamente um núcleo resistente com um munhão endurecido por indução em torno de 500 HRC. Para serviço de corrosão, é usado 416 ou 431 inoxidáveis; para o melhor serviço de resistência ao peso ou alta temperatura, o titânio e as ligas de níquel, como o Inconel, são escolhidos apesar do custo mais alto e da usinagem mais difícil.
O escoamento aceitável depende do rolamento e da velocidade, mas os munhões do rolamento em um eixo do motor de qualidade são comumente mantidos em cerca de 0,01 mm (cerca de 0,0004 pol) de leitura total do indicador ou mais apertados, e os eixos de precisão correm bem abaixo disso O número é definido pelo rolamento e pela velocidade de execução, e só é significativo quando medido entre centros ou em blocos em V em vários pontos ao longo de cada diário, não a partir de uma única leitura.
Dentro dos limites As curvas suaves podem ser pressionadas-endireitadas em V-blocos (alto-ponto primeiro), e os diários desgastados podem às vezes ser re-encalhado subdimensionar ou construído acima e re-encalhar Os eixos fortemente distorcidos ou endurecidos são substituídos frequentemente melhor Deixe sempre um eixo endireitado assentar antes da inspeção final.
Um eixo escalonado é desbastado entre os centros para deixar o material de moagem em cada munhão, tratado termicamente, então cada diâmetro escalonado é moído cilíndricamente para sua classe de ajuste ISO 286. a moagem entre os mesmos centros mantém todas as etapas concêntricas e o escoamento é verificado passo a passo em relação ao eixo de referência.
No. Um rotor rígido lento e simétrico geralmente atende ao seu grau ISO 21940-11 sem uma etapa de balanceamento separada O balanceamento compensa à medida que a velocidade e o comprimento aumentam, e lembre-se de que uma vibração de 1×-RPM pode vir de desalinhamento ou de um eixo dobrado, não apenas de desequilíbrio.
Os eixos grandes são limitados pelo balanço do torno, pelo comprimento do moedor entre centros e pela capacidade do guindaste de loja, e não pelo próprio método de usinagem Os eixos longos e delgados são realmente o caso mais difícil, eles desviam sob sua própria carga de corte e precisam de apoios constantes ou seguidores, além de controle cuidadoso da retilineidade, independentemente do diâmetro.
Precisa de eixos de motor de precisão usinados e inspecionados?
Le Creator gira, moe, afia e CMM - insere eixos personalizados sob o mesmo teto, com o relatório dimensional que comprova a tolerância.
Os números de tolerância, runout e equilíbrio neste guia são compilados a partir de padrões ISO e ASME, referências de metrologia NIST e universitária, estudos de retificação e endireitamento revisados por pares e fontes de comércio de usinagem, verificados de forma cruzada com nosso próprio motor- trabalho de eixo, torneamento, suíço, retificação cilíndrica, brunimento e inspeção CMM/FAI no Le Creator (ISO 9001:2015 /IATF 16949 /AS9100 D /ISO 13485). Onde um valor depende do sistema (um ajuste, um equilíbrio grau, uma capacidade de ±0,005 mm), dizemos isso em vez de apresentá-lo como um número universal.









