


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


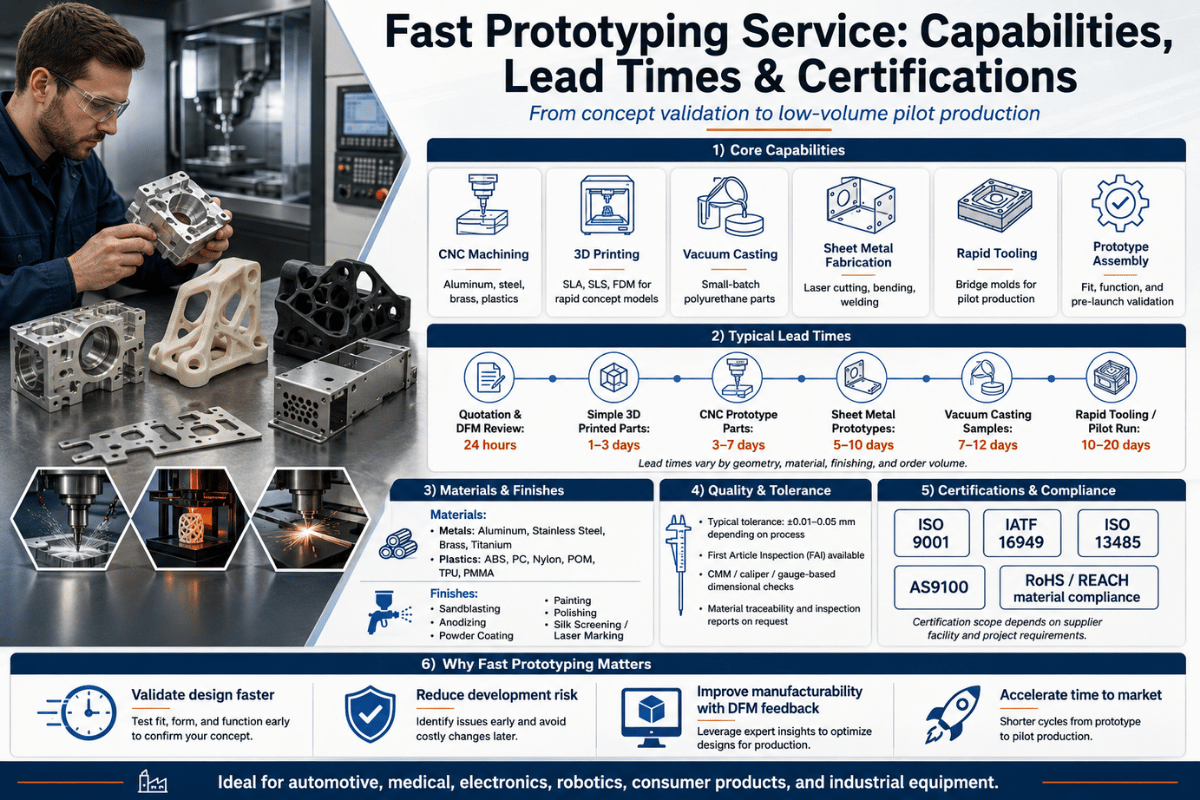
Sempre que sua equipe de produto precisa de um serviço de prototipagem rápida, a decisão do processo precede a decisão do fornecedor (do inglês, supplier decision) e simplesmente escolhendo o custo errado, semanas e milhares de retrabalho Este guia comparará todos os principais métodos de prototipagem rápida ao longo de tolerância verificada, faixas de custo reais, lead-times e lead-times, em seguida, fornecer-lhe as estruturas de decisão para identificar o processo correto, corrigir o material e corrigir o fornecedor para o estágio particular da sua equipe.

Mapeie os requisitos do seu projeto em relação às suas opções antes de abordar qualquer fornecedor O gráfico abaixo faz referência cruzada ao acabamento superficial, precisão dimensional, espessura mínima da parede e prazo de entrega para toda a tecnologia de prototipagem rápida convencional As faixas de tolerância são representativas do Estrutura de referência de precisão dimensional ISO/ASTM 52902 e as especificações de sua rede segura de fornecedores.
| Processo | Tolerância | Prazo de entrega | Parede Min | Superfície Ra | Melhor Para |
|---|---|---|---|---|---|
| SLA | ±0,050,1 mm | 1 dia | 0,6mm | 0.10,4 µm | Modelos visuais, odontológicos, médicos |
| SLS | ±0.10.³mm | 3 dias | 0,7mm | 10 µm | Peças funcionais de nylon/PA |
| FDM | ±0.30,5 mm | 1 dias | 1,0mm | 12 µm | Modelos conceituais, iteração de custos |
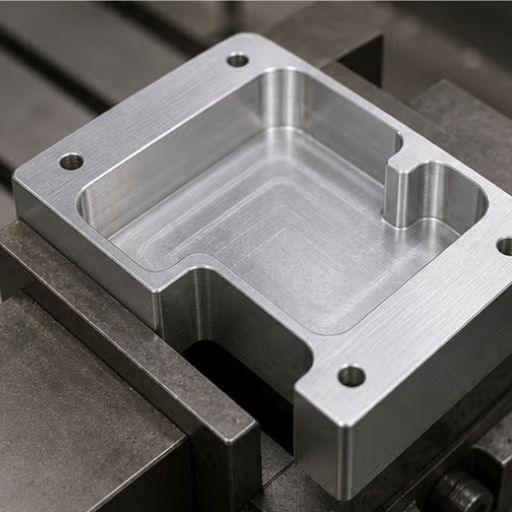
| Usinagem CNC | ±0,010,025 mm | 3 dias | 0.81,5 mm | 0.83,2 µm | Peças metálicas, tolerância apertada |
Escopo de dimensionamento de acordo com a estrutura de benchmark ISO/ASTM 52902. valores mestres dependem da geometria, material e configuração da máquina.
Nenhum processo é melhor do que os outros para todos os requisitos SLA oferece o melhor acabamento de superfície; CNC oferece as tolerâncias mais apertadas; FDM oferece o tempo de construção mais rápido com o menor custo O gráfico abaixo é um pré-filtro (seu requisito de material determinará sua seleção final).

A serviço de prototipagem rápida fabrica um modelo físico a partir de um arquivo CAD 3 D em 1-5 dias usando manufatura aditiva, usinagem CNC ou ambos O valor agregado do núcleo é a velocidade, permitindo que a equipe tenha os modelos físicos em mãos pela metade do prazo de entrega típico (1-5 dias vs 4-12 semanas) para que eles possam começar a validar ajuste, função e estética antes de travar em ferramentas de produção que podem custar $10.000001T4T100.000+. Ao longo do ciclo completo de desenvolvimento do produto, essa compressão de tempo é o valor primário que um serviço de prototipagem rápida fornece Nesses cenários, o protótipo é um trabalho iterativo em andamento em vez da manifestação final.
Por exemplo, uma inicialização de dispositivo médico durante a Fase 2 de validação de projeto Sua impressora FDM interna capaz de modelos de conceito durante a noite não pode produzir fixações ou gabinetes com tolerâncias de 0,05 mm para roteamento de cabos ou vedação de juntas (tolerâncias) geralmente pode ser confiável para produzir consistentemente A terceirização do gabinete para um fornecedor de SLA de prototipagem rápida, em $180 /3 dias, dá à equipe de projeto peças físicas precisas em pouco tempo Construir internamente com tolerância inadequada significaria reordenar após falha na montagem, o que atrasa o lançamento em 2-3 ciclos de revisão adicionais e 2-4 semanas de tempo.
| Fator | Construir em casa | Serviço de protótipo de outsource |
|---|---|---|
| Tolerância alcançável | ±0.30,5 mm (desktop FDM) | ±0,05 mm (SLA) /±0,01 mm (CNC) |
| Gama material | 2 filamentos FDM (impressoras 3 D desktop) | Mais de 50 materiais de engenharia |
| Prazo de execução típico | 1 dias (apenas tempo de máquina) | 1 dia (porta-porta) |
| Feedback DFM | Nenhum | Automatizado + revisão de engenharia |
A terceirização torna-se viável quando o custo unitário de falha da terceirização é maior que o tempo ou custo da terceirização, quando tolerâncias habilitadas, materiais ou capacidades de pós-processamento não estão disponíveis internamente. Para a maioria das empresas, esse ponto de equilíbrio chega ao estágio de protótipo funcional, bem antes do projeto ser congelado para a produção.

Escolher entre as tecnologias de fabricação de prototipagem envolve mais do que comparar lead times (lead times). Cada processo de processamento rápido tem uma geometria distinta, escopo de material e perfil de pós-processamento. Esta matriz de decisão resume os fatores mais relevantes.
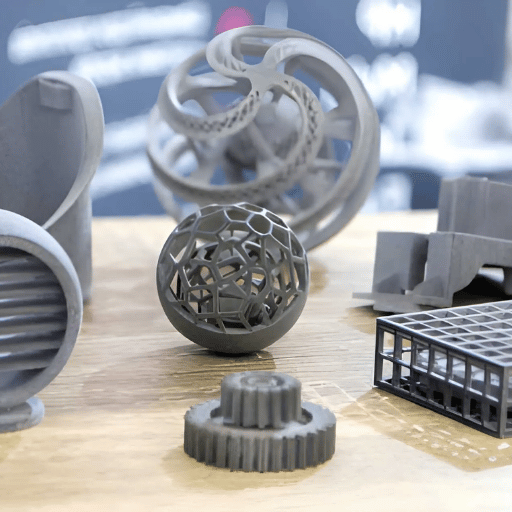
SLA (estereolitografia) usa um laser UV para curar a resina de fotopolímero líquido camada por camada, alcançando um ponto de laser de 0,025 mm e rugosidade superficial como baixo Ra 0.10.4 µm 0 acabamento mais suave de todas as tecnologias de impressão 3 D. Ele visa tolerâncias apertadas em superfícies planas e curvas, mas requer estruturas de suporte que deixam marcas de testemunha SLS (sinterização seletiva a laser) funde nylon ou pó de PA sem suportes, permitindo cortes inferiores e geometrias internas complexas que SLA não pode produzir tolerâncias SLS correr mais amplo (±0,10,3 mm), mas as peças impressas 3 D resultantes têm propriedades mecânicas isotrópicas por toda parte O fator de decisão chave: SLA para estética de superfície e aplicações médicas/dentais; SLS para testes mecânicos estruturais, montagens snap-fit e protótipos funcionais com geometria complexa.
Quando a usinagem CNC vence
Êxtase Quando a Impressão 3 D Ganha
“Outra crença falsa comum e generalizada no fornecimento de protótipos é que a usinagem CNC é de alguma forma mais lenta que a impressão 3 D; no caso de um suporte básico de alumínio com tolerâncias de furo de 0,020 mm, um CNC de 3 eixos com um nível decente de equipamento gira protótipos da ordem de dias (assim como alguns sistemas SLA industriais), com um melhor nível de desempenho do material, repetibilidade e precisão dimensional do que é atualmente viável para qualquer processo aditivo de alumínio.”
| Cenário | Processo Recomendado | Razão |
|---|---|---|
| Componente aeroespacial/de defesa | Usinagem CNC + AS9100D | Tolerância + exigência do certificado |
| Mecanismo funcional de nylon | SLS | Força isotrópica, sem suportes |
| Modelo visual de produto de consumo | SLA | Acabamento de superfície de alta qualidade, melhor das resinas SL |
| Conceito inicial/verificação de ajuste | FDM | Menor custo, 13 dias |
| Protótipo de gabinete de chapa metálica | Fabricação de chapas metálicas | Espessura produção-representativa |
Para aqueles 3D Serviço Impressão projetos Seleção de processos também determinada por qualquer acabamento necessário, Para aquelas peças SLA lixamento & pintura para a qualidade da produção; Essas peças FDM, uma boa qualidade para revesti-lo, funcional; Essas peças termoplásticas FDM vapor para polir alguns como ABS. Para Tingimento de nylon SLS& qualquer revestimento funcional está tudo bem.

Este é o maior ponto onde as encomendas de protótipos vão para sul não é com o seu fornecedor, é dentro do sistema da sua própria empresa Tendemos a olhar para qual é o primeiro (‘Vamos imprimir em 3 D’) depois pedimos ao fornecedor os materiais que lhe forem apropriados Tem esta forma errada.
A regra material-primeira: Definir o material deve ser feito de primeiro protótipo funcional baseado no material de uso final ou seu substituto mais próximo sua produção então selecione o único processo que pode produzir esse material Engenheiros que escolhem o processo primeiro aceitar qualquer material que oferece, criando incompatibilidades de propriedade que respondem pela maioria dos ciclos de re-prototipagem Inverter a ordem: material → processo → fornecedor.
Ângulo de decisão do Lecreator
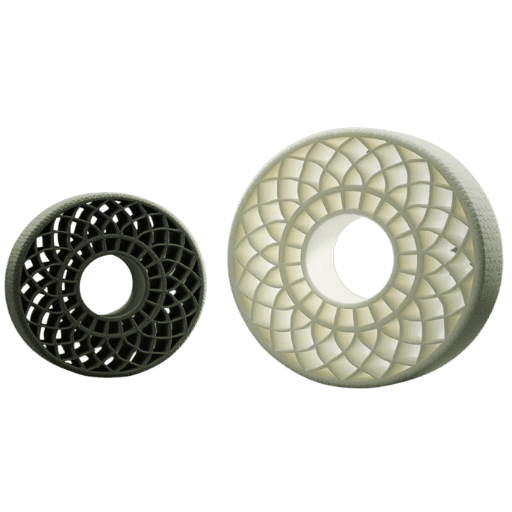
Aqui está uma olhada na seleção de processo-primeiro no mundo real uma inicialização de hardware necessária 10 suportes para uma montagem de sensor ao ar livre SLA foi usado para a sua qualidade de acabamento e custo ($120 para a execução, entregue em dois dias) Após 8 semanas de testes ao ar livre, três dos suportes foram enlouquecidos, mostrando uma diminuição de 401TP3 T na resistência à tração.
Como os materiais SLA não resistem ao ciclo UV/térmico e a solução é o material, que requer um processo diferente de nylon cheio de vidro para integridade estrutural em temperaturas e umidade extremas, um trabalho melhor feito com SLS ($280 para a corrida, mas propriedades de material sólido e estável para 120 C) O custo de reordenação $1.800 a inicialização do hardware 6 semanas de seu tempo mais $1.800 um suporte redesenhado.
Nota de Engenharia Resumo das Propriedades do Material
| Material | Processo | HDT (°C) | Tração (MPa) | Resistência UV |
|---|---|---|---|---|
| ABS | FDM/CNC | 75 00 | 40 05 | Pobre (estabilizador necessário) |
| Nylon/PA12 | SLS/CNC | 160180 | 5070 | Bom |
| Alumínio 6061 | CNC | 160 (recozido) | 310 | Excelente (anodizado) |
| Titânio Grau 5 | CNC | 315 | 950 | Excelente |
| ESPREITAR | CNC | 250 | 100 | Excelente |
| Fotopolímero SLA (padrão) | SLA | 45 5 | 305 | Pobre (degrada em UV) |
HDT=Temperatura de deflexão térmica a 0,45 MPa. Dados provenientes de fichas técnicas de materiais ASTM padrão. Os valores acima representam dados gerais padrão; os valores reais variam de acordo com o grau do material, fornecedor do material e parâmetros de produção.
Material-Primeira Regra. Aplique-o antes de abrir uma plataforma de cotação: nomeie o material de produção Você não consegue nomeá-lo ainda? não peça um protoype funcional, você está pronto apenas para modelos conceituais, que você obtém barato do FDM. (Para mais detalhes: como usinar plástico PEEK para protótipo e peças de produção).
A revisão DFM. Uma revisão de projeto para capacidade de fabricação (DFM) é a etapa de maior impacto que um comprador pode tomar e deve ocorrer antes que o pedido seja concluído. As ferramentas DFM automatizadas agora são padrão nos principais fabricantes sob demanda (como Hubs e Protolabs) e detectam problemas de geometria que antes eram detectados a olho nu (ou uma chamada telefônica e uma residência de 2 dias).No entanto, as ferramentas automatizadas não conseguem capturar tudo. Abaixo está uma lista de verificação de armadilhas de erro de design comuns baseadas nas melhores práticas amplamente aceitas para fabricação usinada e adicionada/impressa.
Nota de Engenharia Espessura Mínima da Parede por Processo
* SLA: 0,6 mm (seções mais finas são suscetíveis à deformação sob as tensões associadas à remoção de suportes).SLS: 0,7 mm (o pó não se funde efetivamente abaixo deste limite).FDM: 1,0 mm (1 passagem de perímetro de extrusão = aproximadamente 0,4 mm; uma parede estrutural típica deve ter 2-3 perímetros de espessura).Cmaquinação: 0,8 mm (plásticos) até 1,5 mm (metais, varia de acordo com ferramentas, relação profundidade-largura; paredes extremamente finas podem vibrar durante o corte).Para qualquer peça usinada CNC, uma relação espessura de parede sem suporte para altura deve permanecer em ou abaixo de 4:1.
A parte mais frustrante e cara sobre montagens de várias partes é normalmente descobrir na montagem final que há um problema de empilhamento de tolerância com três (ou mais!) peças que precisam ser reusinadas Se o seu protótipo for uma montagem, certifique-se de considerar a cadeia de tolerância do pior caso antes de encomendá-la Um erro de empilhamento de 0,2 mm capturado em CAD é gratuito Apanhado na estação de montagem, pode custar vários dias e várias centenas de dólares.
Enquanto o preço está certo na cotação, o que é mais importante para julgar (e muito mais difícil) normalmente o que é certo lá risco de projeto mais do que determina tudo o que você * não vê na cotação, como as certificações realizadas, a qualidade do feedback DFM, a disponibilidade de material, promessas de entrega cumpridas Esta estrutura de 7 partes pode ajudá-lo a começar a lista restrita seus fornecedores potenciais para o seu projeto protótipo:
| # | Critério | Limite de referência | Por que isso importa |
|---|---|---|---|
| 1 | Certificação qualidade | ISO 9001:2015 mínimo | Garante controle documentado do processo e consistência dimensional |
| 2 | Prazo de entrega cotado | ≤5 dias para peças padrão | Impacta diretamente o risco de marco do seu projeto |
| 3 | Feedback DFM | Incluído em cada orçamento (automatizado ou revisado) | Evita que erros de projeto cheguem à produção |
| 4 | Gama material | ≥10 materiais de engenharia em pelo menos 2 processos | Único fornecedor para protótipos de plástico + metal reduz a sobrecarga de coordenação |
| 5 | Cotações instantâneas online | Citação em ≤5 minutos após upload do arquivo | 3 ciclos RFQ manuais do dia custam mais no tempo de engenharia do que a peça |
| 6 | MOQ | Mínimo de 1 peça | O estágio do protótipo requer validação de unidade única antes do compromisso de quantidade |
| 7 | Opções pós-processamento | ≥3 opções de acabamento (anodização, pintura, jateamento de contas) | A validação do acabamento superficial requer o mesmo pós-processamento da peça de produção |
Matriz de Decisão de Cenário
Serviço de prototipagem rápida da Lecreator detém a certificação ISO 9001, fornece tempos de resposta padrão tão rápido quanto 1 dia para peças simples, e tem zero MOQ-abordando a maioria dos pontos (1, 2 e 6) na estrutura acima, e todos os pontos no que diz respeito à sua oferta Ele funciona para peças de plástico e metal sob sua estrutura.
O custo de um protótipo depende do processo utilizado, dos materiais escolhidos, da complexidade da geometria e da quantidade. Abaixo está uma faixa de custos para um protótipo típico (complexidade média, volume de aproximadamente 100 cc sem paredes finas extremas ou recortes).Os números representam as taxas de mercado do primeiro trimestre de 2025 e destinam-se apenas ao planejamento orçamentário. As cotações reais variam.
| Processo | Unidade Única Est. | Por 10 unidades Est. | Motorista de custo primário |
|---|---|---|---|
| FDM | $20$150 | $10$80/ | Tempo da máquina + filamento |
| SLA | $50$400 | $30$200/ea | Material de resina + pós-processamento |
| SLS | $80$600 | $50$300/ea | Pó + acumular compartilhamento de volume |
| Usinagem CNC | $200$2,00+ | $100/TP4T800/ea | Tempo de usinagem + material de estoque |
Preços estimados a partir do 1 o trimestre de 2026 O preço depende muito da geometria, materiais, quantidades e fornecedores on-line específicos Para preços precisos, solicite uma cotação.
FDM (Fused Deposition Modeling) é o método de prototipagem mais econômico se o custo for seu único critério Uma peça simples a de média complexidade pode ser produzida para $20-$150. a principal desvantagem do FDM é sua baixa qualidade superficial e precisão dimensional, a mais baixa dos quatro processos. Fique com FDM para conceitos onde a precisão não importa e não planeje usá-lo para protótipos funcionais ou para acabamento estético Se o custo for fundamental e a tolerância for importante, considere uma peça usinada CNC de baixo volume em alumínio de um provedor on-line; os preços podem cair abaixo do SLA e fornecer tolerância e resistência muito melhores Regras simples: Se a tolerância da peça for mais apertada que 0,1 mm (4thou) a vantagem total de custo do uso do FDM quase sempre evapora devido a reprises e redesigns; Se a peça tiver que ser estanque à água, evite o FDM, a menos que seja apenas para validação de forma e ajuste.
Observamos uma inicialização eletrônica em um acelerador local obtendo uma cotação de uma máquina CNC on-line um gabinete de alumínio complexo com uma tolerância plana em todas as superfícies de 0,005 mm um resultado impensável da precisão de impressão CAD padrão Eles foram cotados $14,000 USD total do fornecedor Mais tarde foi descoberto através de revisão de engenharia que apenas três de 47 superfícies críticas realmente exigiam tal tolerância; os outros 44 poderiam aceitar uma planicidade de 0,1 mm Depois de revisar a impressão e enviar uma nova cotação do mesmo fornecedor, o custo foi reduzido para $420 USD.
Os mercados de prototipagem rápida estão se expandindo mesmo com a aceleração da consolidação de fornecedores Saber o que o futuro tem na loja ajuda os clientes a selecionar fabricantes que ainda estarão por perto quando um projeto futuro vier a ser produzido.
O setor global de impressão 3 D/fabricação aditiva deve continuar sua rápida expansão ao longo de 2025 e além de acordo com pesquisas globais Com base em novos números, até 2025 a manufatura aditiva global cresceu em 9,11TP3 T ano a ano para 21,9 bilhões (Relatório Wohlers 2025), com a AM agora uma tecnologia firmemente estabelecida para protótipos e componentes prontos para produção completa Até 2025, a demanda norte-americana por materiais de prototipagem rápida aumentou para USD 318,72 milhões, de USD 311,34 milhões em 2025, com crescimento previsto para USD 373,33 milhões até 2026, um aumento de 171TP3 T yoy (Informações sobre negócios da Fortune).
Em 2026, a Wohlers Associates indicou uma receita total de AM de 24,2 bilhões.
Tendência 1 AI DFM agora um não um deve ter 202 Desde 2025 citando muitos dos principais em-linha serviços agora fornecer DFM em arquivo upload de parede de upload problemas de espessura são alertados problemas de acesso à ferramenta destacados, verificações de conformidade de material realizadas com 0 entrada de engenharia humana Serviços que ainda dependem de DFM manual levar 3-5 dias a mais para citar Para o comprador a consequência é óbvia ao vivo citando ferramenta DFM é agora a expectativa mínima.
Tendência 2 Fabricação de híbridos (e fluxo de trabalho subtrativo de máquinas) (muitos provedores de peças complexas sob demanda e de fabricação sob demanda por meio de subtrativo aditivo em um fluxo de trabalho Eles adicionam a complexidade e o material de base com fabricação aditiva e, em seguida, limpam o formato e o acabamento crítico com máquinas CNC. Isso resolve o desafio de compensação de selecionar velocidade (aditivo) ou precisão (subtrativo) e pode reduzir a dor do fornecedor e do lead-time para um comprador protótipo, oferecendo-o em uma plataforma única e integrada.
3- Metal AM fez o seu caminho até o que apenas CNCs são agora justificáveis por custos em O custo de máquinas DMLS/SLM diminuiu 20-351TP3 T do ano passado como o tempo de máquina em agências de serviço preenchido Como tal, geometrias complexas em alumínio e titânio para 1-5 unidades de baixo valor/complexidade agora pode custar muito menos usando metal AM do que via usinagem CNC.
Implicação para compradores que realizam projetos em 2026: Se avaliar um provedor de prototipagem rápida procurar um DFM automático com cotação e garantir que eles tenham um modelo de fabricação híbrido Os fornecedores que levam de 3 a 5 dias para passar pelo RFQ manual para cotação estão trabalhando com um modelo de 2020 em um mercado competitivo de 2025 e 2026 A vantagem de prazo de entrega de 3 a 5 dias entre uma cotação automatizada e manual é o prazo de entrega do lançamento do produto.
Os provedores de serviços verdadeiramente rápidos não são rápidos apenas com o processo real de gerenciamento de peças. Também com suas cotações, feedback de DFM e gerenciamento de pedidos. Um tempo cotado superior a 24 horas para um pedido de protótipo normalmente significa que o atraso está no processo do fornecedor, não no tempo de fabricação.
Carregue o CAD para encontrar feedback de DFM e DFM para preços SLA, SLS FDM e CNC 0 MOQ disponíveis com conversão de 1 dia para geometrias padrão.
Este guia foi compilado pela equipe de engenharia da Lecreator, que fornece prototipagem rápida CNC, SLA e SLS para desenvolvedores de produtos em eletrônicos aeroespaciais, médicos e de consumo. Dados comparativos de processos, custos potenciais e tolerâncias foram verificados em relação às especificações de vários fornecedores e à diretriz ISO/ASTM 52902 para precisão. Os custos são um reflexo das condições de mercado de 2025 e só devem ser usados para fins de estimativa orçamentária. As cotações variam de acordo com geometria, materiais, pós-processamento, etc.









