


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


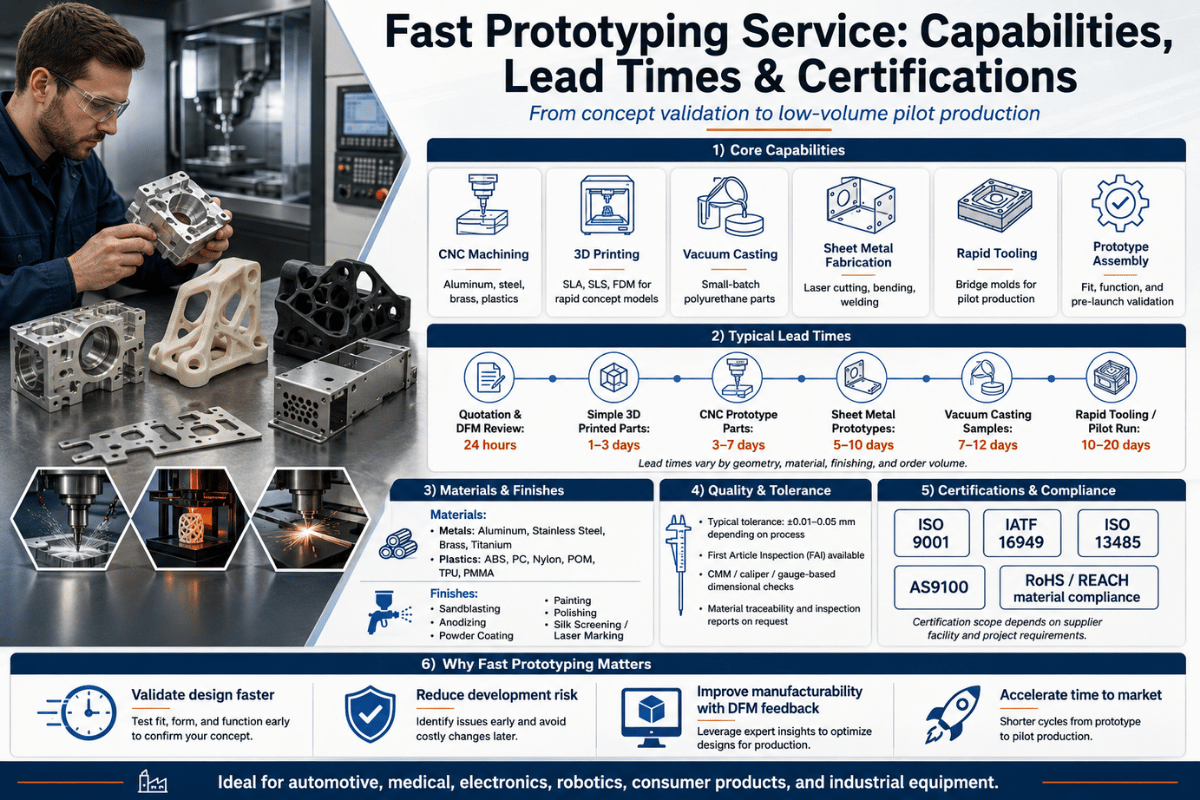
Wanneer uw productteam alleen maar een snelle prototypingservice nodig heeft, gaat de procesbeslissing vooraf aan de beslissing van de leverancier. Het simpelweg kiezen van de verkeerde beslissing kan u weken en duizenden dollars kosten bij het herwerken. Deze gids vergelijkt elke belangrijke rapid prototyping-methode langs geverifieerde tolerantiespecificaties, reële kostenbereiken en doorlooptijden. Vervolgens biedt u de beslissingskaders om het juiste proces, het juiste materiaal en de juiste leverancier voor de specifieke fase van uw team te identificeren.

Breng de vereisten van uw project in kaart aan de hand van uw opties voordat u leveranciers benadert. De onderstaande grafiek verwijst naar oppervlakteafwerking, maatnauwkeurigheid, minimale wanddikte en doorlooptijd voor alle reguliere rapid prototyping-technologie. Tolerantiebereiken zijn representatief voor de ISO/ASTM 52902 maatnauwkeurigheidsbenchmarkframework en de specs van hun beveiligde leveranciersnetwerk.
| Process | Tolerantie | Lead Time | Min Muur | Oppervlakte Ra | Best For |
|---|---|---|---|---|---|
| SLA | ±0,05-0,1 mm | 1-5 dagen | 0,6 mm | 0,1-0,4 µm | Visuele, tandheelkundige, medische modellen |
| SLS | ±0,1-0,³ mm | 3-7 dagen | 0,7 mm | 10-15 µm | Functionele nylon/PA onderdelen |
| FDM | ±0,3-0,5 mm | 1-3 dagen | 1,0 mm | 12-25 µm | Conceptmodellen, kosteniteratie |
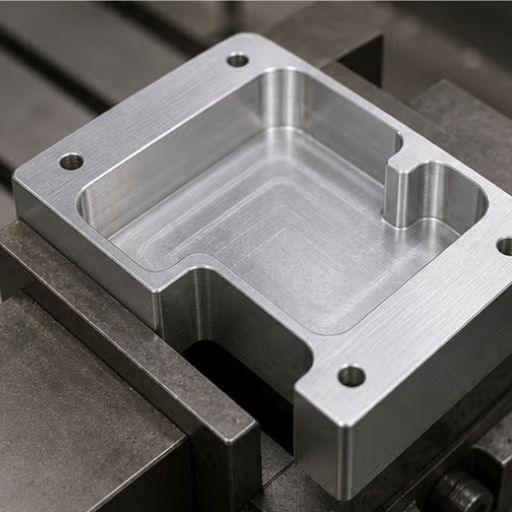
| CNC-bewerking | ±0,01-0,025 mm | 3-7 dagen | 0,8-1,5 mm | 0,8-13,2 µm | Metalen onderdelen, strakke tolerantie |
Dimensioneringsbereik per ISO/ASTM 52902 benchmarkframework Masterwaarden zijn afhankelijk van geometrie, materiaal en machineconfiguratie.
Geen enkel proces is beter dan de andere voor alle vereisten SLA biedt de beste oppervlakteafwerking; CNC biedt de strakste toleranties; FDM biedt de snelste bouwtijd tegen de laagste kosten Onderstaande grafiek is een voorfilter - uw materiaalbehoefte zal uw uiteindelijke selectie bepalen.

A rapid prototyping service vervaardigt een fysiek model uit een 3D CAD-bestand in 1-5 dagen met behulp van additive manufacturing, CNC-bewerking of beide. De kern toegevoegde waarde is snelheid, waardoor het team de fysieke modellen in handen kan hebben met de helft van de typische doorlooptijd (1-5 dagen versus 4-12 weken), zodat ze kunnen beginnen met het valideren van pasvorm, functie en esthetiek voordat ze zich vergrendelen in productiegereedschappen die $10.000-$100.000+ kunnen kosten. Gedurende de volledige productontwikkelingscyclus is deze tijdcompressie de primaire waarde die een snelle prototypeservice biedt. In deze scenario's is het prototype een iteratief werk-in-in-voortgang in plaats van de uiteindelijke manifestatie.
Bijvoorbeeld een medische apparaat opstarten tijdens fase 2 van ontwerpvalidatie Hun interne FDM printer die in staat is om 's nachts concept modellen kan geen bevestigingen of behuizingen produceren met 0,05 mm toleranties voor kabelgeleiding of pakking afdichting (toleranties hun desktop FDM eenheden kunnen meestal vertrouwd worden om consistent te produceren Het uitbesteden van de behuizing aan een snelle prototyping SLA leverancier, op $180 /3 dagen, geeft het ontwerpteam nauwkeurige fysieke onderdelen in korte volgorde Het in eigen huis bouwen met onvoldoende tolerantie zou betekenen dat ze opnieuw moeten worden besteld na het mislukken van de montage, wat de lancering vertraagt met 2-3 extra revisiecycli en 2-4 weken tijd.
| Factor | Bouw in huis | Outsource Prototype Service |
|---|---|---|
| Tolerantie haalbaar | ±0,3-0,5 mm (desktop FDM) | ±0,05 mm (SLA) /±0,01 mm (CNC) |
| Materiaalbereik | 2-5 FDM-filamenten (desktop 3D-printers) | 50+ technische materialen |
| Typische doorlooptijd | 1-2 dagen (alleen machinetijd) | 1-7 dagen (van deur tot deur) |
| DFM-feedback | Geen | Geautomatiseerde + technische beoordeling |
Outsourcing wordt levensvatbaar wanneer de kosten van uitbestedingseenheden groter zijn dan de tijd of kosten van uitbesteding, wanneer ingeschakelde toleranties, materialen of nabewerkingsmogelijkheden niet in eigen beheer beschikbaar zijn Voor de meeste bedrijven komt dat break-even in de fase van het functionele prototype, ruim voordat het ontwerp wordt bevroren voor productieruns.

Kiezen uit productietechnologieën voor het maken van prototypes omvat meer dan het vergelijken van doorlooptijden. Elk proces heeft een duidelijke geometrie-omhullende materiaalomvang en een nabewerkingsprofiel. Deze beslissingsmatrix vat de meest relevante selectiefactoren samen.
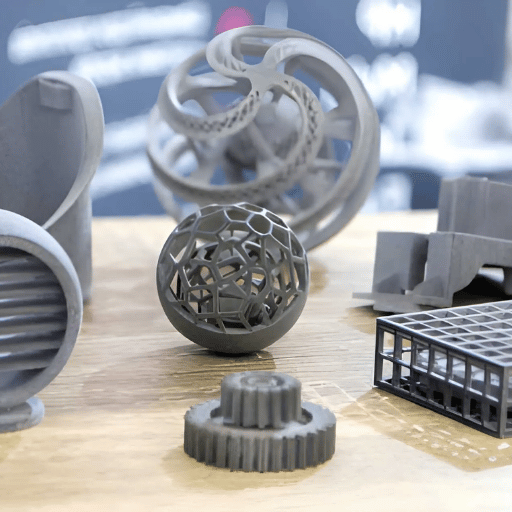
SLA (sla) gebruikt een UV-laser om vloeibare fotopolymeerhars laag voor laag uit te harden, waardoor een laservlek van 0,025 mm en oppervlakteruwheid wordt bereikt als laag als 0,1 µm Ra.4 µm de gladste afwerking van alle 3D-printtechnologieën Het richt zich op nauwe toleranties op vlakke en gebogen oppervlakken, maar vereist ondersteunende structuren die getuigensporen achterlaten SLS (selectief lasersinteren) combineert nylon of PA-poeder zonder steunen, waardoor ondersnijdingen en complexe interne geometrieën mogelijk worden die SLA niet kan produceren SLS-toleranties lopen breder (±0,1100,3 mm), functionele prototypes, functionele beslissingen voor mechanische geometrieën, complexe toepassingen en complexe toepassingen met snelle mechanische geometrieën.
✔ Wanneer CNC-bewerking wint
⚠ Wanneer 3D-printen wint
“Een ander veel voorkomend, alomtegenwoordig vals geloof in prototype sourcing is dat CNC-bewerking op de een of andere manier langzamer is dan 3D-printen; in het geval van een basis aluminium beugel met boringstoleranties van 0,020 mm draait een 3-assige CNC met een behoorlijk uitrustingsniveau prototypes in de orde van dagen rond (net als sommige industriële SLA-systemen), met een beter niveau van materiaalprestaties, herhaalbaarheid en maatnauwkeurigheid dan momenteel haalbaar is voor elk aluminium additief proces.”
| Scenario | Aanbevolen Proces | Reden |
|---|---|---|
| Lucht- en ruimtevaart/verdedigingscomponent | CNC-bewerking + AS9100D | Tolerantie + cert-vereiste |
| Functioneel nylon mechanisme | SLS | Isotrope sterkte, geen steunen |
| Visueel model voor consumentenproducten | SLA | Hoogwaardige oppervlakteafwerking, beste van SL-harsen |
| Vroeg concept/fit check | FDM | Laagste kosten, 1-3 dagen |
| Prototype van plaatwerkbehuizing | Fabricage van plaatmetaal | Productie-representatieve dikte |
In voor die 3D Printing Service projecten Processelectie ook bepaald door elke benodigde afwerking, Voor die SLA-onderdelen schuren en schilderen tot kwaliteit van de productie; Die FDM-onderdelen, een goede kwaliteit om het te coaten, functioneel; Die FDM thermoplastische onderdelen dampen om sommige zoals ABS te polijsten. Voor SLS nylon verven en elke functionele coating is het oké.

Dit is het grootste punt waar prototypebestellingen naar het zuiden gaan. Het is niet bij uw leverancier, het zit binnen het systeem van uw eigen bedrijf. We hebben de neiging om eerst te kijken welk proces er is (‘Let's 3D print it’), dan vragen we de leverancier om welke materialen dan ook. Je hebt dit verkeerd om.
De Materieel-Eerste Regel: Definieer het materiaal waarvan uw functionele prototype moet worden gemaakt van eerste gebruiksmateriaal op basis van de eindgebruikproductie of de dichtstbijzijnde vervanging ervan 's-e-g. 's-e-r. 's-s-s-de-s-de-en-s-kunnen' selecteren Ingenieurs die het proces eerst accepteren wat materiaal biedt, waardoor eigenschap-mismatches ontstaan die het merendeel van de re-prototyping-cycli uitmaken. Keer de bestelling om: materiaal → proces → leverancier.
1. Beslissing van Lecreator
Hier is een blik op de proces-eerste selectie in de echte wereld een hardware startup vereiste 10 beugels voor een outdoor sensor mount SLA werd gebruikt voor de afwerking kwaliteit en kosten ($120 voor de run, geleverd in twee dagen) Na 8 weken van outdoor testen, drie van de beugels waren gek, wat een 40% afname van de treksterkte te zien.
Omdat SLA-materialen de UV/thermische cycli niet kunnen doorstaan en de enige oplossing het materiaal is, waarvoor een ander proces nodig is: glasgevuld nylon voor structurele integriteit bij extreme temperaturen en vochtigheid, een taak die het beste kan worden uitgevoerd met SLS ($280 voor de run maar solide, stabiele materiaaleigenschappen tot 120C) - de nabestelling kostte $1.800, de hardware-opstart 6 weken van hun tijd plus $1.800, een opnieuw ontworpen beugel.
📐 Technische opmerking Materiaaleigenschappen in één oogopslag
| Materiaal | Process | HDT (°C) | Trek (MPa) | UV-bestendigheid |
|---|---|---|---|---|
| ABS | FDM/CNC | 75-100 | 40-50 | Slecht (stabilisator nodig) |
| Nylon/PA12 | SLS/CNC | 160-180 | 50-70 | Good |
| Aluminium 6061 | CNC | 160 (gegloeid) | 310 | Uitstekend (geanodiseerd) |
| Titanium Grade 5 | CNC | 315 | 950 | Uitstekend |
| PEEK | CNC | 250 | 100 | Uitstekend |
| SLA Photopolymer (standaard) | SLA | 45-65 | 30-55 | Slecht (afbraak in UV) |
HDT=Warmteafbuigingstemperatuur op 0.45MPa Gegevens afkomstig van standaard ASTM-materiaalgegevensbladen De bovenstaande waarden vertegenwoordigen standaard algemene gegevens; de werkelijke waarden zullen variëren per materiaalkwaliteit, materiaalleverancier en productieparameters.
Materiaal-Eerste Regel Pas het toe voordat u een offerteplatform opent: noem het productiemateriaal U kunt het nog niet benoemen? bestel geen functionele protoype, u bent alleen klaar voor conceptuele modellen, die u goedkoop bij FDM krijgt. (Voor meer details: hoe PEEK-plastic te bewerken voor prototypes en productieonderdelen).
De DFM-beoordeling. Een beoordeling van het ontwerp voor de maakbaarheid (DFM) is de stap met de grootste impact die een koper kan nemen, en deze zou moeten plaatsvinden voordat de bestelling is voltooid. Geautomatiseerde DFM-tools zijn nu standaard bij grote on-demand fabrikanten (zoals Hubs en Protolabs), en ze ontdekken geometrieproblemen die ooit met het oog zijn gedetecteerd (of een telefoongesprek en een wachttijd van twee dagen). Geautomatiseerde tools vangen echter niet alles op. Hieronder vindt u een checklist met algemene ontwerpfouten, gebaseerd op algemeen aanvaarde best practices voor zowel machinaal bewerkte als toegevoegde/afdrukproductie.
📐 Technische opmerking Minimale wanddikte volgens proces
* SLA: 0,6mm (dunnere secties zijn gevoelig voor vervorming onder de spanningen die gepaard gaan met het verwijderen van steunen) SLS: 0,7mm (poeder smelt niet effectief onder deze drempel) FDM: 1,0mm (1 extrusieomtrekdoorgang = ongeveer 0,4 mm; een typische structurele wand moet 2-3 omtrekken dik zijn) CNC-bewerking: 0,8 mm (kunststoffen) tot 1,5 mm (metalen, varieert per gereedschap, diepte-breedteverhouding; extreem dunne wanden kunnen trillen tijdens het snijden) Voor elk CNC-bewerkt onderdeel moet een niet-gedragen wand-tot-4-verhouding blijven.
Het meest frustrerende en kostbare deel over meerdelige assemblages is doorgaans bij de eindmontage ontdekken dat er een tolerantiestapelprobleem is waarbij drie (of meer!) onderdelen opnieuw moeten worden bewerkt. Als uw prototype een assemblage is, zorg er dan voor dat u de slechtste tolerantieketen in overweging neemt voordat u deze bestelt. Een stapelfout van 0,2 mm die in CAD wordt opgevangen, is gratis. Gevangen op het verzamelstation, kan dit u enkele dagen en enkele honderden dollars kosten.
Hoewel de prijs doorgaans gelijk is aan de offerte, is het belangrijker om te beoordelen (en veel moeilijker) - en wat het projectrisico meer dan wat dan ook bepaalt - alles wat u *niet* in de offerte ziet, zoals de certificeringen die worden bewaard, de kwaliteit van de DFM-feedback, de beschikbaarheid van materiaal en de geleverde beloften die zijn nagekomen Dit zevendelige raamwerk kan u helpen uw potentiële leveranciers op de shortlist te zetten voor uw prototypeproject:
| # | Criterium | Benchmarkdrempel | Waarom het ertoe doet |
|---|---|---|---|
| 1 | Kwaliteitscertificering | ISO9001:2015 minimum | Zorgt voor gedocumenteerde procescontrole en dimensionale consistentie |
| 2 | Geciteerde doorlooptijd | ≤5 dagen voor standaarddelen | Heeft directe invloed op het mijlpaalrisico van uw project |
| 3 | DFM-feedback | Bij elke offerte inbegrepen (geautomatiseerd of beoordeeld) | Voorkomt dat ontwerpfouten de productie bereiken |
| 4 | Materiaalbereik | ≥10 technische materialen over ten minste 2 processen | Eén leverancier voor plastic + metalen prototypes vermindert de coördinatieoverhead |
| 5 | Online directe offertes | Citaat in ≤5 minuten na het uploaden van bestanden | 3-5 dagen handmatige RFQ-cycli kosten meer in technische tijd dan het onderdeel |
| 6 | MOQ | Minimaal 1 stuk | Prototypefase vereist validatie van één eenheid vóór kwantiteitsverbintenis |
| 7 | Nabewerkingsmogelijkheden | ≥3 afwerkingsmogelijkheden (anodiseren, schilderen, kralenstralen) | Validatie van oppervlakteafwerking vereist dezelfde nabewerking als het productiegedeelte |
Scenario Beslissings Matrix
De rapid prototyping-service van Lecreator houdt ISO 9001-certificering, biedt standaard doorlooptijden zo snel als 1 dag voor eenvoudige onderdelen, en heeft nul MOQ-adressing van de meeste punten (1, 2 en 6) in het bovenstaande kader, en alle punten met betrekking tot hun aanbod Het werkt voor kunststof en metalen onderdelen onder hun kader.
De kosten van een prototype zijn afhankelijk van het gebruikte proces, gekozen materialen, complexiteit van de geometrie, en hoeveelheid Hieronder is een reeks kosten voor een typisch prototype (gemiddelde complexiteit, ruwweg 100 cc volume zonder extreme dunne wanden of ondersnijdingen) Cijfers vertegenwoordigen Q1 2025 markttarieven en zijn alleen bedoeld voor budget planning werkelijke offertes zullen variëren.
| Process | Single Unit Est. | Per 10 eenheden Est. | Primary Cost Driver |
|---|---|---|---|
| FDM | $20-$150 | $10-$80/ea | Machinetijd + filament |
| SLA | $50-$400 | $30-$200/ea | Harsmateriaal + nabewerking |
| SLS | $80-$600 | $50-$300/ea | Poeder + bouw volume aandeel |
| CNC-bewerking | $200-$2.000+ | $100-$800/ea | Bewerkingstijd + voorraadmateriaal |
Geschatte prijzen vanaf Q1 2026. prijzen zijn sterk afhankelijk van geometrie, materialen, hoeveelheden, en specifieke online leveranciers Voor nauwkeurige prijzen, vraag een offerte aan.
FDM (Fused Deposition Modeling) is de meest kosteneffectieve prototyping methode als de kosten uw enige criterium is Een eenvoudig tot middelmatig complexheidsonderdeel kan worden geproduceerd voor $20-$150 Het belangrijkste nadeel van FDM is de lage oppervlaktekwaliteit en maatnauwkeurigheid, de laagste van de vier processen Blijf bij FDM voor concepten waarbij nauwkeurigheid er niet toe doet en ben niet van plan het te gebruiken voor functionele prototypes of voor esthetische afwerking Als de kosten van cruciaal belang zijn en de tolerantie ertoe doet, overweeg dan een CNC-bewerkt onderdeel in aluminium met een laag volume van een online aanbieder; prijzen kunnen onder SLA dalen en een veel betere tolerantie en sterkte bieden voor deel 1 DM-omtou-onderdeel.
We hebben een elektronica-startup in een lokale accelerator waargenomen die een offerte kreeg van een online fabrikant aan CNC-machine een complexe aluminium behuizing met een vlakheidstolerantie op alle oppervlakken van 0,005 mm 'een onnadenkend resultaat van de standaard CAD-printnauwkeurigheid Ze werden in totaal $14.000 USD van de leverancier geciteerd Later werd door middel van technische beoordeling ontdekt dat slechts drie van de 47 kritische oppervlakken daadwerkelijk een dergelijke tolerantie vereisten; de andere 44 konden een vlakheid van 0,1 mm accepteren Na herziening van de afdruk en het indienen van een nieuwe offerte van dezelfde leverancier, werden de kosten verlaagd tot $420 USD.
Rapid prototyping markten breiden zich uit, zelfs als de consolidatie van leveranciers versnelt Weten wat de toekomst in petto heeft helpt klanten fabrikanten te selecteren die er nog zullen zijn als er een toekomstig project wordt geproduceerd.
De wereldwijde 3D-printing/additieve productiesector zal volgens wereldwijd onderzoek naar verwachting zijn snelle expansie in de loop van 2025 en daarna voortzetten Op basis van nieuwe cijfers groeide de wereldwijde additive manufacturing in 2025 met 9,1% jaar op jaar tot 21,9 miljard (Wohlers-rapport 2025), waarbij AM nu een stevig gevestigde technologie is voor prototypes en volledige productieklare componenten Tegen 2025 steeg de Noord-Amerikaanse vraag naar rapid prototyping-materialen van 311,34 miljoen USD in 2025 naar 318,72 miljoen USD, met een voorspelde groei tot 373,33 miljoen USD in 2026, een stijging van 17% yoy (Fortune Business Insights).
In 2026 gaf Wohlers Associates een totale AM-omzet aan van 24,2 miljard.
Trend 1 (WI AI DFM nu een must, geen must have -Sinds 2025 bieden veel van de toonaangevende online offertediensten nu live DFM bij het uploaden van bestanden. - problemen met de wanddikte worden gewaarschuwd, problemen met de toegang tot gereedschappen worden benadrukt, controles op de naleving van materiaal uitgevoerd met 0 menselijke technische input. Diensten die nog steeds afhankelijk zijn van handmatige DFM duren 3-5 dagen langer om te citeren. Voor de koper is het gevolg duidelijk: live citeren van DFM-tooling is nu de minimale verwachting.
Trend 2 ‘hybride fabricage (additief en subtractief op één machineworkflow)’ ‘Wel veel on-demand fabricageproviders leiden complexe onderdeelontwerpen door additief en subtractief in een workflow Ze voegen de complexiteit en het basismateriaal toe met additive manufacturing en ruimen vervolgens de kritische functie voor vorm en afwerking op met CNC-machines. Dit lost de afweging op van het selecteren van snelheid (additief) of nauwkeurigheid (subtractief) en kan de pijn bij de leverancier en de aanlooptijd voor een prototype-koper verminderen door deze op één enkel, geïntegreerd platform aan te bieden.
3-Metaal AM heeft zijn weg naar beneden gemaakt naar wat alleen CNC's nu kosten-gerechtvaardigd zijn tegen De kosten van DMLS/SLM machines daalde 20-35% van vorig jaar als de machinetijd bij servicebureaus volgelopen Als zodanig, complexe geometrieën in aluminium en titanium voor 1-5 eenheden van lage waarde/complexiteit kan nu veel minder kosten met behulp van metaal AM dan via CNC-bewerking.
Implicatie voor kopers die projecten ondernemen in 2026: Als een leverancier van rapid prototyping een automatische DFM met een offerte evalueert en ervoor zorgt dat ze een hybride productiemodel hebben Leveranciers die 3 tot 5 dagen nodig hebben om de handmatige RFQ voor een offerte te doorlopen, werken met een 2020-model op een concurrerende markt voor 2025 en 2026. Het voorsprong van 3 tot 5 dagen tussen een geautomatiseerde en handmatige offerte is de doorlooptijd van de productlancering.
Werkelijk rapid prototyping-serviceproviders zijn niet alleen snel met de daadwerkelijke onderdelen, maar ook met hun offerte, DFM-feedback en orderbeheerproces. Een opgegeven tijd langer dan 24 uur voor een prototypebestelling betekent doorgaans dat de vertraging in het leveranciersproces zit, en niet in hun productietijd.
Upload CAD om prijzen en DFM-feedback te vinden voor SLA, SLS, FDM en CNC - 0 MOQ - Beschikbaar met een draai van 1 dag voor standaardgeometrieën.
Deze gids is samengesteld door het Lecreator engineering team, dat CNC, SLA, en SLS rapid prototyping levert aan productontwikkelaars in de lucht - en ruimtevaart, medische, en consumentenelektronica Vergelijkende procesgegevens, potentiële kosten en toleranties werden gecontroleerd aan de hand van de specificaties van meerdere leveranciers en de ISO/ASTM 52902 richtlijn voor nauwkeurigheid Kosten zijn een weerspiegeling van de marktomstandigheden in 2025 en mogen alleen worden gebruikt voor budgetramingsdoeleinden alleen-citaten zullen variëren op basis van geometrie, materialen, nabewerking etc.









