


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


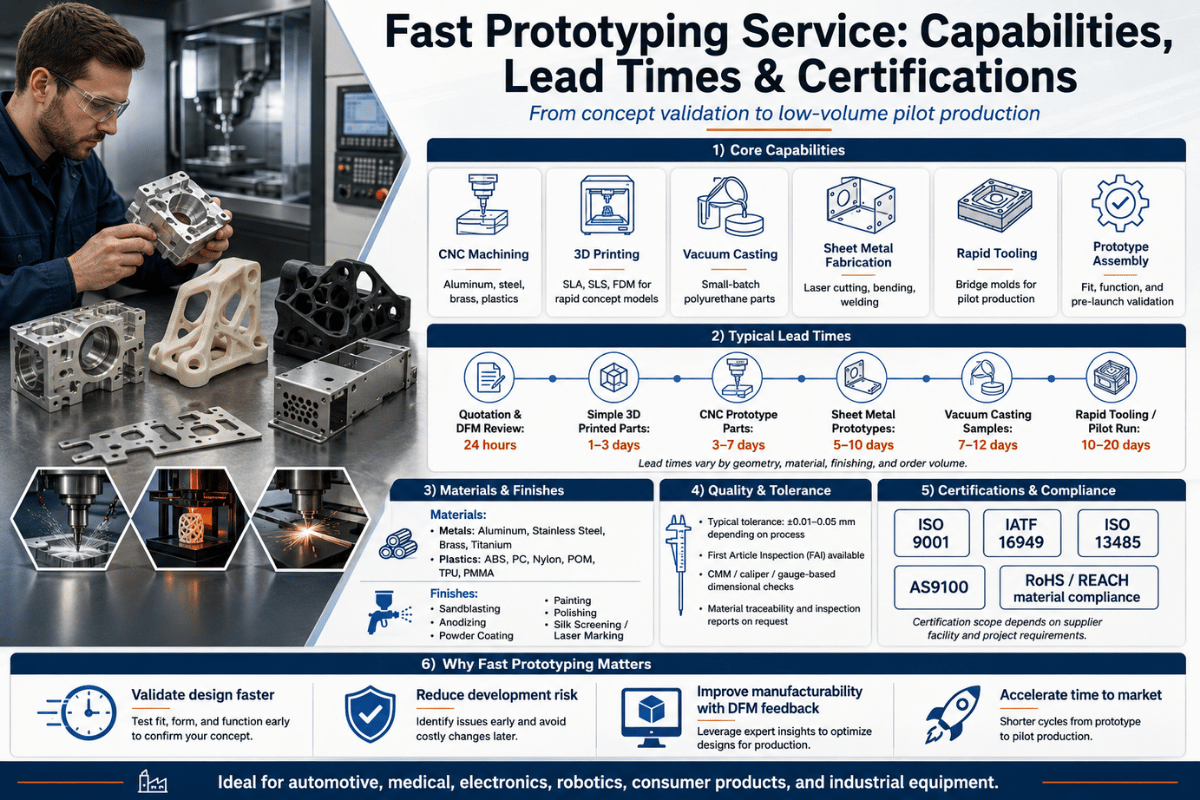
Ogni volta che il tuo team di prodotto ha bisogno di un servizio di prototipazione rapida, il processo precede la decisione del fornitore e può semplicemente scegliere quello sbagliato che ti costa settimane e migliaia di dollari in rilavorazione Questa guida confronterà ogni principale metodo di prototipazione rapida lungo specifiche di tolleranza verificate, intervalli di costi reali e tempi di consegna, quindi ti fornirà i quadri decisionali per identificare il processo corretto, il materiale corretto e il fornitore corretto per la fase particolare del tuo team.

Mappa i requisiti del tuo progetto rispetto alle tue opzioni prima di rivolgerti a qualsiasi fornitore Il grafico sotto fa riferimento incrociato alla finitura superficiale, alla precisione dimensionale, allo spessore minimo della parete e ai tempi di consegna per tutta la tecnologia di prototipazione rapida tradizionale Gli intervalli di tolleranza sono rappresentativi del Quadro di riferimento di precisione dimensionale ISO/ASTM 52902 e le specifiche della loro rete di fornitori protetti.
| Processo | Tolleranza | Termine d'esecuzione | Muro minimo | Superficie Ra | Migliore Per |
|---|---|---|---|---|---|
| SLA | ±0,050,1 mm | 15 giorni | 0,6 mm | 0,1,4 µm | Modelli visivi, dentali, medici |
| SLS | ±0.10,0,0 mm³ | 37 giorni | 0,7 mm | 10 µm | Parti funzionali in nylon/PA |
| FDM | ±0.30,5 mm | 13 giorni | 1,0 mm | 122 µm | Modelli concettuali, iterazione dei costi |
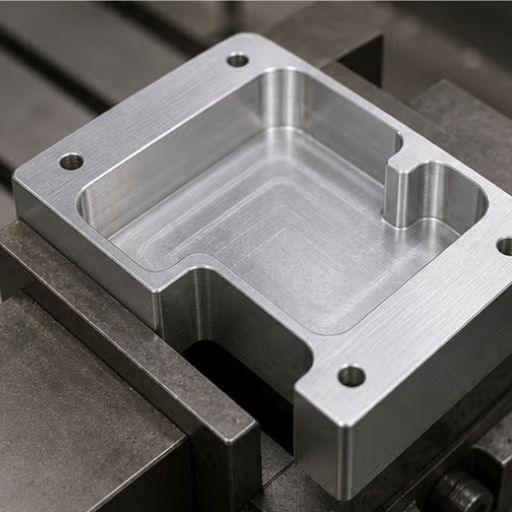
| Lavorazione CNC | ±0,0,025 mm | 37 giorni | 0,8,5 mm | 0,8,2 µm | Parti metalliche, tolleranza stretta |
Ambito di dimensionamento per quadro di riferimento ISO/ASTM 52902 I valori master dipendono dalla geometria, dal materiale e dalla configurazione della macchina.
Nessun processo è migliore degli altri per tutti i requisiti SLA offre la migliore finitura superficiale; CNC offre le tolleranze più strette; FDM offre il tempo di costruzione più veloce al costo più basso Il grafico seguente è un pre-filtro Il requisito del materiale determinerà la tua selezione finale.

A servizio di prototipazione rapida produce un modello fisico da un file CAD 3D in 1-5 giorni utilizzando la produzione additiva, la lavorazione CNC o entrambi Il valore aggiunto principale è la velocità, consentendo al team di avere i modelli fisici in mano della metà del tempo di consegna tipico (1-5 giorni contro 4-12 settimane) in modo che possano iniziare a convalidare l'adattamento, la funzione e l'estetica prima di bloccare gli strumenti di produzione che possono costare $10.000$100.000+. Durante l'intero ciclo di sviluppo del prodotto, questa compressione temporale è il valore primario fornito da un servizio di prototipazione rapida In questi scenari, il prototipo è un lavoro iterativo in corso invece della manifestazione finale.
Ad esempio, un avvio di un dispositivo medico durante la Fase 2 della convalida del progetto La loro stampante FDM interna in grado di modelli concettuali notturni non può produrre fissaggi o involucri con tolleranze di 0,05 mm per l'instradamento dei cavi o la tenuta delle guarnizioni tollera che le loro unità FDM desktop possano solitamente essere affidabili per produrre in modo coerente. L'esternalizzazione dell'involucro a un fornitore SLA di prototipazione rapida, a $180 /3 giorni, fornisce al team di progettazione parti fisiche accurate in breve tempo Costruire internamente con tolleranza inadeguata significherebbe riordinare dopo il guasto dell'assemblaggio, il che ritarda il lancio di 2-3 cicli di revisione aggiuntivi e 2-4 settimane di tempo.
| Fattore | Costruisci internamente | Servizio prototipi outsource |
|---|---|---|
| Tolleranza realizzabile | ±0.30,5 mm (FDM desktop) | ±0,05 mm (SLA) / ±0,01 mm (CNC) |
| Gamma materiale | 2 5 filamenti FDM (stampanti 3D desktop) | oltre 50 materiali tecnici |
| Tipico termine d'esecuzione | 12 giorni (solo tempo macchina) | 17 giorni (porta a porta) |
| Feedback DFM | Nessuno | Revisione automatizzata + ingegneristica |
L'outsourcing diventa fattibile quando il costo unitario di guasto in outsourcing è maggiore del tempo o del costo in outsourcing, quando le tolleranze abilitate, i materiali o le capacità di post-elaborazione non sono disponibili internamente Per la maggior parte delle aziende, quel pareggio arriva alla fase di prototipo funzionale, ben prima che il progetto venga congelato per le corse di produzione.

Scegliere tra le tecnologie di produzione di prototipazione più che confrontare i tempi di consegna ("lead time") ogni processo prevede un inviluppo geometrico distinto, un ambito del materiale e un profilo post-elaborazione Questa decisione riassume i fattori di selezione più rilevanti.
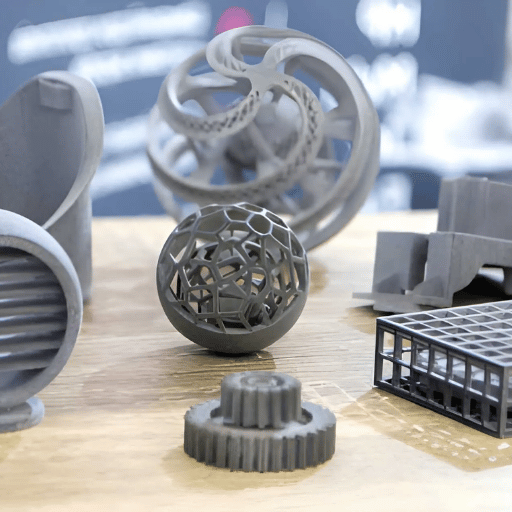
SLA (stereolitografia) utilizza un laser UV per polimerizzare strato per strato la resina fotopolimerica liquida, ottenendo una rugosità superficiale spot di 0,025 mm come laser basso Ra 0,1 µm richiede la finitura di stampa 3D più fluida Tutto mira a tolleranze strette su superfici piane e curve ma strutture che lasciano segni testimoni SLS (sinterizzazione laser selettiva) fonde polvere di nylon o PA senza supporti, consentendo sotto i tagli e le geometrie interne complesse che SLA non può produrre Le tolleranze SLS corrono più ampie (±0,10,3 mm), ma le parti stampate in 3D risultanti hanno proprietà meccaniche isotropiche in tutto Il fattore chiave della decisione: SLA per l'estetica della superficie e le applicazioni medico/dentali; SLS per test meccanici strutturali, gruppi di adattamento a scatto e prototipi funzionali con geometria complessa.
Quando vince la lavorazione CNC
ing Quando la stampa 3D vince
“Un'altra falsa credenza comune e pervasiva nell'approvvigionamento dei prototipi è che la lavorazione CNC sia in qualche modo più lenta della stampa 3D; nel caso di una staffa di alluminio di base con tolleranze di alesaggio di 0,020 mm, un CNC a 3 assi con un livello decente di apparecchiature gira i prototipi dell'ordine dei giorni (proprio come alcuni sistemi SLA industriali), con un livello migliore di prestazioni del materiale, ripetibilità e precisione dimensionale rispetto a quanto attualmente fattibile per qualsiasi processo di additivo in alluminio.”
| Scenario | Processo Consigliato | Ragione |
|---|---|---|
| Componente aerospaziale/difesa | Lavorazione CNC + AS9100D | Tolleranza + requisito del certificato |
| Meccanismo funzionale in nylon | SLS | Forza isotropa, nessun supporto |
| Modello visivo del prodotto di consumo | SLA | Finitura superficiale di alta qualità, migliore delle resine SL |
| Concetto iniziale/controllo della vestibilità | FDM | Costo più basso, 1 giorno e 3 giorni |
| Prototipo di custodia in lamiera | Fabbricazione di lamiere | Spessore produttivo-rappresentativo |
In per quei 3D Servizio Stampa progetti Selezione del processo determinata anche da qualsiasi finitura necessaria, per quelle parti SLA levigatura e verniciatura con qualità di produzione; Quelle parti FDM, una buona qualità per rivestirle, funzionali; Quelle parti termoplastiche FDM vaporizzano per lucidare alcune come l'ABS. Per la tintura in nylon SLS e qualsiasi rivestimento funzionale va bene.

Questo è il più grande prototipo ordini andare a sud punto non è con il vostro fornitore, è all'interno del sistema della propria azienda Tendiamo a guardare quale processo è prima (‘Let's 3D print it's) poi chiediamo al fornitore per qualsiasi materiale è appropriato Hai questo modo sbagliato intorno.
La regola del materiale: Definire il materiale il vostro prototipo deve essere fatto di primo materiale funzionale in base al materiale di uso finale o il suo sostituto più vicino (supplemento) quindi selezionare l'unico processo che può produrre quel materiale Gli ingegneri che scelgono il processo prima accettano qualunque materiale offra, creando disallineamenti di proprietà che rappresentano la maggior parte dei cicli di riprototipazione Invertire l'ordine: materiale → processo → fornitore.
Principio decisionale originale di Engineering, Lecreator
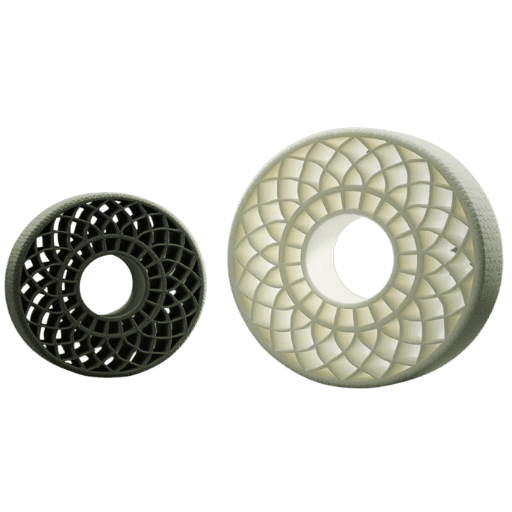
Ecco uno sguardo alla selezione del processo-prima nel mondo reale un avvio hardware ha richiesto 10 staffe per un supporto per sensore esterno SLA è stato utilizzato per la sua qualità di finitura e il costo ($120 per la corsa, consegnato in due giorni) Dopo 8 settimane di test all'aperto, tre delle staffe sono state impazzite, mostrando una diminuzione 40% della resistenza alla trazione.
Poiché i materiali SLA non resistono ai cicli UV/termici e l'unica soluzione è il materiale che richiede un processo diverso: nylon riempito di vetro per l'integrità strutturale a temperature e umidità estreme, un lavoro meglio fatto con SLS ($20 per la corsa ma proprietà solide e stabili del materiale a 120C) 1TP 4T1,80 costo del riordino 6 settimane di avvio hardware più $1,800 una staffa riprogettata.
Nota ingegneristica (Proprietà del materiale in breve)
| Materiale | Processo | HDT (°C) | Tensio (MPa) | Resistenza UV |
|---|---|---|---|---|
| ABS | FDM/CNC | 75100 | 40550 | Scarso (stabilizzatore necessario) |
| Nylon/PA12 | SLS/CNC | 160180 | 5070 | Bene |
| Alluminio 6061 | CNC | 160 (ricotto) | 310 | Eccellente (anodizzato) |
| Titanio Grado 5 | CNC | 315 | 950 | Eccellente |
| SBIRCIARE | CNC | 250 | 100 | Eccellente |
| SLA Fotopolimero (standard) | SLA | 45655 | 30555 | Scarso (degrada nei raggi UV) |
HDT=Temperatura di deflessione del calore a 0,45MPa. Dati provenienti da schede tecniche standard dei materiali ASTM. I valori sopra riportati rappresentano dati generali standard; i valori effettivi varieranno in base al grado del materiale, al fornitore del materiale e ai parametri di produzione.
Regola Material-First Applicala prima di aprire una piattaforma di quoting: nomina il materiale di produzione Non sei ancora in grado di nominarlo? non ordinare un prototipo funzionale, sei pronto solo per i modelli concettuali, che ottieni a buon mercato da FDM. (Per maggiori dettagli: come lavorare la plastica PEEK per prototipi e parti di produzione).
La revisione DFM. Una revisione del design for manufacturability (DFM) è il passo di massimo impatto che un acquirente può compiere e dovrebbe avvenire prima che l'ordine sia completato. Gli strumenti DFM automatizzati sono ora standard presso i principali produttori on-demand (come Hub e Protolab) e individuano i problemi geometrici che una volta venivano rilevati a occhio (o una telefonata e una famiglia di 2 giorni). Gli strumenti automatizzati tuttavia non riescono a catturare tutto. Di seguito è riportata una lista di controllo delle trappole errate di progettazione comuni basata sulle migliori pratiche ampiamente accettate sia per la produzione lavorata che per quella aggiunta/stampa.
Nota ingegneristica Spessore minimo della parete del processo
* SLA: 0,6 mm (le sezioni più sottili sono suscettibili di deformazione sotto le sollecitazioni associate alla rimozione dei supporti) SLS: 0,7 mm (la polvere non si fonde efficacemente al di sotto di questa soglia) FDM: 1,0 mm (1 passaggio perimetrale di estrusione = circa 0,4 mm; una parete strutturale tipica dovrebbe avere uno spessore di 2-3 perimetri) Lavorazione CNC: 0,8 mm (plastiche) fino a 1,5 mm (metalli, varia in base all'utensileria, rapporto profondità/larghezza; pareti estremamente sottili possono vibrare durante il taglio) Per qualsiasi parte lavorata CNC, un rapporto spessore parete/altezza non supportato dovrebbe rimanere pari o inferiore a 4:1.
La parte più frustrante e costosa degli assemblaggi multiparte è in genere scoprire durante l'assemblaggio finale che c'è un problema di accumulo di tolleranza con tre (o più!) parti che devono essere rimacchinate Se il tuo prototipo è un assemblaggio, assicurati di considerare la catena di tolleranza nel caso peggiore prima di ordinarlo Un errore di impilamento di 0,2 mm catturato in CAD è gratuito Catturato presso la stazione di assemblaggio, può costarti diversi giorni e diverse centinaia di dollari.
Mentre il prezzo è proprio lì sul preventivo, ciò che è più importante giudicare (e molto più difficile) (in genere) ciò che determina il rischio del progetto è più di qualsiasi cosa, * don * vedi nel preventivo come le certificazioni possedute, la qualità del feedback FM, la disponibilità del materiale promesse di consegna soddisfatte Questo framework in 7 parti può aiutarti a iniziare a selezionare i tuoi potenziali fornitori per il tuo progetto prototipo:
| # | Criterio | Soglia del benchmark | Perché è importante |
|---|---|---|---|
| 1 | Certificazione qualità | ISO9001:2015 minimo | Garantisce un controllo documentato dei processi e la coerenza dimensionale |
| 2 | Termine d'esecuzione citato | ≤5 giorni per le parti standard | Impatta direttamente sul rischio del traguardo del progetto |
| 3 | Feedback DFM | Incluso con ogni preventivo (automatizzato o recensito) | Impedisce che gli errori di progettazione raggiungano la produzione |
| 4 | Gamma materiale | ≥10 materiali tecnici attraverso almeno 2 processi | Unico fornitore per prototipi in plastica + metallo riduce il sovraccarico di coordinazione |
| 5 | Preventivi istantanei online | Preventivo in ≤5 minuti dopo il caricamento del file | 3 cicli RFQ manuali giornalieri costano più tempo di ingegneria rispetto alla parte |
| 6 | MOQ | Minimo 1 pezzo | La fase del prototipo richiede la convalida di una singola unità prima dell'impegno quantitativo |
| 7 | Opzioni di post-elaborazione | ≥3 opzioni di finitura (anodizzazione, verniciatura, sabbiatura) | La convalida della finitura superficiale richiede la stessa post-elaborazione della parte di produzione |
Matrice delle decisioni dello scenario
Il servizio di prototipazione rapida di Lecreator detiene la certificazione ISO 9001, fornisce tempi di consegna standard veloci come 1 giorno per le parti semplici e ha zero MOQ-indirizzando la maggior parte dei punti (1, 2 e 6) nel quadro di cui sopra, e tutti i punti rispetto alla loro offerta Funziona per parti in plastica e metallo sotto la loro struttura.
Il costo di un prototipo dipende dal processo utilizzato, dai materiali scelti, dalla complessità della geometria e dalla quantità. Di seguito è riportata una gamma di costi per un prototipo tipico (complessità media, volume di circa 100 cc senza pareti o sottosquadri estremamente sottili). Le cifre rappresentano i tassi di mercato del primo trimestre del 2025 e sono destinate alla pianificazione del budget. Varieranno solo le quotazioni effettive.
| Processo | Unità singola Est. | Per 10 unità est. | Driver di costo primario |
|---|---|---|---|
| FDM | 1TP400$150 | $10000/eaTP4T80/ea | Tempo macchina + filamento |
| SLA | 1TP400, $400 | $3000/eaTP4T200 | Materiale in resina + post-lavorazione |
| SLS | 1TP400, $600 | $500$300/ea | Quota di volume polvere + build |
| Lavorazione CNC | $200, DI CUI $2,000+ | $100/ea/a. | Tempo di lavorazione + materiale di riserva |
Prezzi stimati al primo trimestre del 2026 I prezzi dipendono fortemente dalla geometria, dai materiali, dalle quantità e da specifici fornitori online Per prezzi accurati, richiedi un preventivo.
FDM (Fused Deposition Modeling) è il metodo di prototipazione più conveniente se il costo è il tuo unico criterio Una parte semplice a media complessità può essere prodotta per $20-$150 Il principale inconveniente di FDM è la sua bassa qualità superficiale e precisione dimensionale, il più basso dei quattro processi Stick con FDM per concetti in cui la precisione non importa e non hanno intenzione di utilizzarlo per prototipi funzionali o per la finitura estetica Se il costo è fondamentale e la tolleranza conta, considera una parte lavorata CNC a basso volume in alluminio da un fornitore online; i prezzi possono scendere al di sotto dello SLA e fornire tolleranza e resistenza molto migliori Semplici regole pratiche: se la tolleranza della parte è più stretta di 0,1 mm (4thou) il vantaggio totale in termini di costi derivante dall'utilizzo di FDM evapora quasi sempre a causa di repliche e riprogettazioni; Se la parte deve essere a tenuta stagna, evita FDM a meno che non sia solo per la convalida della forma e dell'adattamento.
Abbiamo osservato un avvio di un acceleratore locale ottenere un preventivo da un produttore online a una macchina CNC un complesso involucro di alluminio con una tolleranza di planarità su tutte le superfici di 0,005 mm di elettronica un risultato sconsiderato della precisione di stampa CAD predefinita Sono stati quotati $14.000 USD totali dal fornitore Successivamente è stato scoperto attraverso la revisione tecnica che solo tre superfici critiche su 47 richiedevano effettivamente tale tolleranza; le altre 44 potevano accettare una planarità di 0,1 mm Dopo aver rivisto la stampa e inviato un nuovo preventivo dallo stesso fornitore, il costo è stato ridotto a $420 USD.
I mercati della prototipazione rapida si stanno espandendo anche con l'accelerazione del consolidamento dei fornitori Sapere cosa ha in serbo il futuro aiuta i clienti a selezionare i produttori che saranno ancora in giro quando verrà prodotto un progetto futuro.
Secondo una ricerca globale, il settore globale della stampa 3D/produzione additiva dovrebbe continuare la sua rapida espansione nel corso del 2025 e oltre, sulla base di nuove cifre, entro il 2025 la produzione additiva globale è cresciuta a 9,1% anno su anno fino a 21,9 miliardi (Rapporto Wohlers 2025), con AM ormai una tecnologia consolidata per prototipi e componenti completamente pronti per la produzione Entro il 2025, la domanda nordamericana di materiali per prototipazione rapida è aumentata a 318,72 milioni di dollari da 311,34 milioni di dollari nel 2025, con una crescita prevista a 373,33 milioni di dollari entro il 2026, con un aumento di 17% yoy (Approfondimenti aziendali di Fortune).
Entro il 2026 Wohlers Associates ha indicato un fatturato totale AM di 24,2 miliardi.
Tendenza 1 AI DFM non deve ora avere molti dei principali servizi di quotazione su linea ora forniscono DFM in diretta sul caricamento di file, i problemi di accesso allo strumento vengono avvisati, i controlli di conformità dei materiali eseguiti con 0 input di ingegneria umana. I servizi che si basano ancora sul DFM manuale impiegano 3-5 giorni in più per quotare. Per l'acquirente la conseguenza è ovvia, citando lo strumento DFM è ora evidenziata l'aspettativa minima.
Trend 2 2 Produzione ibrida (additive) e flusso di lavoro sottrattivo della macchina) (additive one manufacturing provider route design di parti complesse su richiesta attraverso additive e sottrattive in un flusso di lavoro Aggiungono la complessità e il materiale di base con la produzione additiva e quindi ripuliscono la forma e finiscono la caratteristica critica con i macchinari CNC. Questo risolve la sfida di compromesso di selezionare sia la velocità (additive) o la precisione (subtractive) e può ridurre il dolore del fornitore e del lead-time per un acquirente prototipo offrendolo su un'unica piattaforma integrata.
3- Metal AM è sceso a ciò che solo i CNC sono ora giustificabili in termini di costi. Il costo delle macchine DMLS/SLM è diminuito di 20-35% rispetto allo scorso anno con il riempimento del tempo di macchina presso gli uffici di servizio. Pertanto, geometrie complesse in alluminio e titanio per 1-5 unità di basso valore/complessità ora possono costare molto meno utilizzando l'AM metallico che tramite lavorazione CNC.
Implicazione per gli acquirenti che intraprendono progetti nel 2026: se si valuta un fornitore di prototipazione rapida, cercare un DFM automatico con un preventivo e assicurarsi di avere un modello di produzione ibrido I fornitori che impiegano dai 3 ai 5 giorni per passare attraverso il RFQ manuale per un preventivo stanno lavorando con un modello 2020 in un mercato competitivo del 2025 e del 2026. Il vantaggio di 3-5 giorni di lead time tra un preventivo automatizzato e manuale è il lead time di lancio del prodotto.
I fornitori di servizi di prototipazione veramente rapida non sono veloci solo con il processo di prototipazione delle parti effettive, ma anche con il loro preventivo, feedback DFM e gestione degli ordini. Un tempo quotato superiore a 24 ore per un ordine prototipo in genere significa che il ritardo è nel processo del fornitore, non nel tempo di produzione.
Carica CAD per trovare prezzi e feedback DFM per SLA, SLS, FDM e CNC 0 MOQ Disponibile per geometrie standard di giro di 1 giorno.
Questa guida è stata compilata dal team di ingegneri Lecreator, che fornisce la prototipazione rapida CNC, SLA e SLS agli sviluppatori di prodotti nel settore aerospaziale, medico ed elettronico di consumo I dati comparativi dei processi, i costi potenziali e le tolleranze sono stati controllati rispetto alle specifiche di più fornitori e alla linea guida ISO/ASTM 52902 per verificarne l'accuratezza I costi riflettono le condizioni di mercato del 2025 e dovrebbero essere utilizzati solo a fini di stima del budget: solo le citazioni varieranno in base alla geometria, ai materiali, alla post-elaborazione, ecc.









