


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


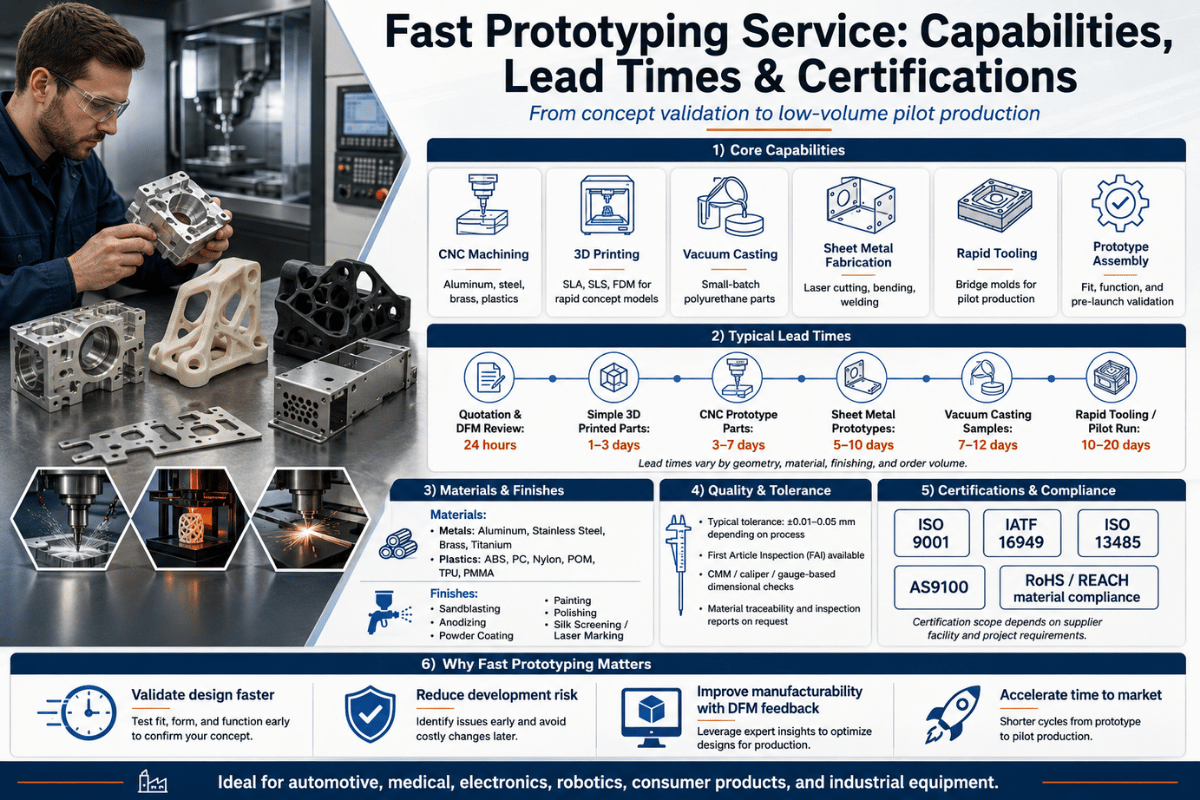
Immer wenn Ihr Produktteam nur einen schnellen Prototyping-Service benötigt, geht die Prozessentscheidung der Lieferantenentscheidung voraus. – und die einfache Auswahl des falschen Produkts kann Sie Wochen und Tausende von Dollar an Nacharbeiten kosten. In diesem Leitfaden werden alle wichtigen Rapid-Prototyping-Methoden anhand überprüfter Toleranzspezifikationen, realer Kostenbereiche und Vorlaufzeiten verglichen. Anschließend erhalten Sie die Entscheidungsrahmen, um den richtigen Prozess, das richtige Material und den richtigen Anbieter für die jeweilige Phase Ihres Teams zu identifizieren.

Stellen Sie die Anforderungen Ihres Projekts Ihren Optionen gegenüber, bevor Sie sich an Lieferanten wenden. Die folgenden Querverweise zu Oberflächenbeschaffenheit, Maßgenauigkeit, minimaler Wandstärke und Vorlaufzeit für alle gängigen Rapid-Prototyping-Technologien. Toleranzbereiche sind repräsentativ für die Maßhaltiges Maßgenauigkeits-Benchmark-Framework ISO/ASTM 52902 und die Spezifikationen ihres gesicherten Lieferantennetzwerks.
| Prozess | Toleranz | Lieferzeit | Min-wand | Oberfläche Ra | Am besten für |
|---|---|---|---|---|---|
| SLA | ±0,05 –1 mm | 1 – 5 Tage | 0,6 mm | 0,10,4 µm | Visuelle, zahnmedizinische, medizinische Modelle |
| SLS | ±0,1 – 0,³ mm | 3 – 7 Tage | 0,7 mm | 10 µm | Funktionelle Nylon/PA-Teile |
| FDM | ±0,30,5 mm | 1 3 Tage | 1,0 mm | 12 µm | Konzeptmodelle, Kosteniteration |
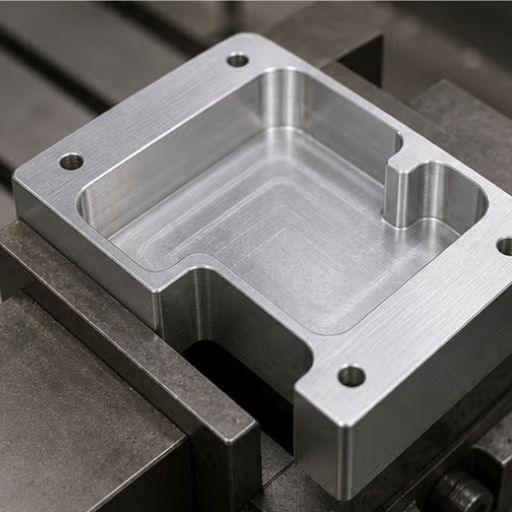
| CNC-Bearbeitung | ±0,01 –0,025 mm | 3 – 7 Tage | 0,81,5 mm | 0,83,2 µm | Metallteile, enge Toleranz |
Bemaßungsumfang pro ISO/ASTM 52902 Benchmark-Framework Die Masterwerte hängen von Geometrie, Material und Maschinenkonfiguration ab.
Kein Prozess ist für alle Anforderungen besser als die anderen SLA bietet die beste Oberflächenbeschaffenheit; CNC bietet die engsten Toleranzen; FDM bietet die schnellste Bauzeit zu den niedrigsten Kosten Das folgende Diagramm ist ein Vorfilter. Ihr Materialbedarf bestimmt Ihre endgültige Auswahl.

A Rapid Prototyping Service Herstellt ein physikalisches Modell aus einer 3 D-CAD-Datei in 1-5 Tagen unter Verwendung von additiver Fertigung, CNC-Bearbeitung oder beidem. Der zentrale Mehrwert ist die Geschwindigkeit, die es dem Team ermöglicht, die physischen Modelle bis zur Hälfte der typischen Vorlaufzeit (1-5 Tage vs. 4-12 Wochen) in der Hand zu haben, damit sie mit der Validierung von Passform, Funktion und Ästhetik beginnen können, bevor sie sich an Produktionswerkzeuge binden, die 1 TP4T10.000$100.000+ kosten können. Über den gesamten Produktentwicklungszyklus hinweg ist diese Zeitkomprimierung der Hauptwert, den ein schneller Prototyping-Service bietet. In diesen Szenarien ist der Prototyp ein iterativer Work-in-Profilment-In-Profilment-Profiling-Profiling-Profil.
Zum Beispiel ein Medizinproduktstart während Phase 2 der Designvalidierung Ihr hauseigener FDM-Drucker, der über Nacht Konzeptmodelle kann, kann keine Befestigungen oder Gehäuse mit 0,05 mm Toleranzen für Kabelführung oder Dichtungsabdichtung herstellen – Toleranzen ihre Desktop-FDM-Einheiten können normalerweise vertraut werden, um konsistent zu produzieren Outsourcing des Gehäuses an einen schnellen Prototyping SLA-Anbieter, bei $180 / 3 Tagen, gibt dem Designteam genaue physische Teile in kurzer Reihenfolge Der Aufbau in-house mit unzureichender Toleranz würde eine Neubestellung nach Montageausfall bedeuten, was den Start um 2-3 zusätzliche Revisionszyklen und 2-4 Wochen Zeit verzögert.
| Faktor | Hausintern bauen | Prototypendienst auslagern |
|---|---|---|
| Toleranz erreichbar | ±0,3 – 0,5 mm (Desktop-FDM) | ±0,05 mm (SLA) / ±0,01 mm (CNC) |
| Materialbereich | 2 – 5 FDM-Filamente (Desktop-3 D-Drucker) | 50+ Ingenieurmaterialien |
| Typische Vorlaufzeit | 1 – 2 Tage (nur Maschinenzeit) | 1 7 Tage (Tür-zu-Tür) |
| DFM-feedback | Keine | Automatisierte + technische Überprüfung |
Outsourcing wird realisierbar, wenn die Outsourcing-Einheitenkosten des Ausfalls größer sind als die Outsourcing-Zeit oder -Kosten, wenn aktivierte Toleranzen, Materialien oder Nachbearbeitungsfunktionen nicht intern verfügbar sind. Bei den meisten Unternehmen erreicht dieser Breakeven die funktionale Prototypenphase, lange bevor das Design für Produktionsläufe eingefroren wird.

Die Auswahl zwischen schnellen Fertigungstechnologien erfordert mehr als den Vergleich von Vorlaufzeiten, jedem Matrixprozess mit unterschiedlicher Geometrie, jedem Materialumfang und jedem Nachbearbeitungsprofil. Diese Entscheidung fasst die relevantesten Auswahlfaktoren zusammen.
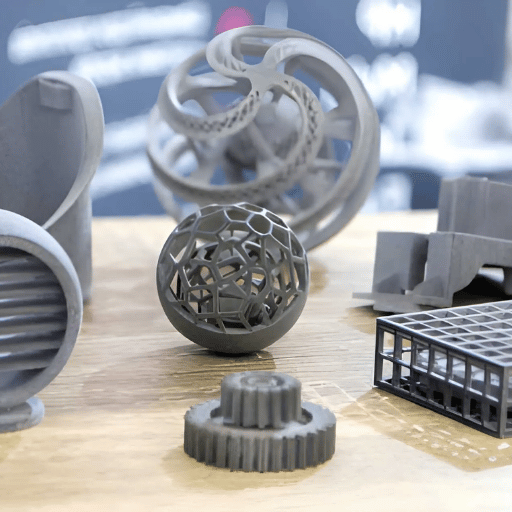
SLA (Stolithographie) verwendet einen Laser, um flüssiges Photopolymerharz Schicht für Schicht auszuhärten und erreicht einen Laserpunkt von 0,025 mm Oberflächenrauheit als niedrig 0.1. µ0 µm glatteste Oberfläche aller 3 D-Drucktechnologien. Es zielt auf enge Toleranzen auf flachen und gekrümmten Oberflächen ab, erfordert jedoch Stützstrukturen, die Spuren hinterlassen. SLS (selektives Lasersintern) verschmilzt Nylon- oder PA-Pulver ohne Träger und ermöglicht Unterschneidungen und komplexe Innengeometrien, die SLA nicht herstellen kann. SLS-Toleranzen werden breiter (±0,10,3 mm), aber die resultierenden 3 D-gedruckten Teile verfügen über isotrope mechanische Schlüsseleigenschaften für die isotine, SLA-Funktions, SLA-Funktions-Funktions-Komplexität.
Wenn die CNC-Bearbeitung gewinnt
ing Wenn der 3 D-Druck gewinnt
“Ein weiterer häufiger, allgegenwärtiger falscher Glaube an die Prototypenbeschaffung ist, dass die CNC-Bearbeitung irgendwie langsamer ist als der 3 D-Druck; im Fall einer Basis-Aluminiumhalterung mit Bohrungstoleranzen von 0,020 mm dreht sich ein 3-Achsen-CNC mit einem ordentlichen Ausrüstungsgrad Prototypen in der Größenordnung von Tagen um (genau wie einige industrielle SLA-Systeme), mit einem besseren Maß an Materialleistung, Wiederholbarkeit und Maßgenauigkeit, als es derzeit für jeden Aluminiumadditivprozess möglich ist”
| Szenario | Empfohlener Prozess | Vernunft |
|---|---|---|
| Luft - und Raumfahrt / Verteidigungskomponente | CNC-Bearbeitung + AS9100D | Toleranz + Zertifizierungsanforderung |
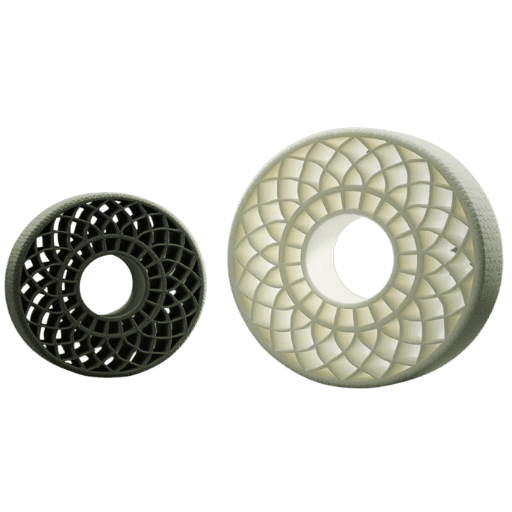
| Funktioneller Nylonmechanismus | SLS | Isotrope Festigkeit, keine Stützen |
| Visuelles Modell für Verbraucherprodukte | SLA | Hochwertige Oberflächenbeschaffenheit, beste SL-Harze |
| Frühes Konzept / Fit-Check | FDM | Niedrigste Kosten, 1 – 3 Tage |
| Prototyp eines Blechgehäuses | Blechherstellung | Produktionsrepräsentative Dicke |
In für jene 3D Druckservice Projekte Prozessauswahl, auch bestimmt durch jede erforderliche Verarbeitung, Für diese SLA-Teile Schleifen und Lackieren auf Qualität der Produktion; Diese FDM-Teile, eine gute Qualität für die Beschichtung, funktionell; Diese thermoplastischen FDM-Teile dampfen, um einige wie ABS zu polieren. Für SLS-Nylonfärben und jede funktionelle Beschichtung ist es in Ordnung.

Das ist der größte Punkt, wo Prototypenaufträge in den Süden gehen – das ist nicht bei Ihrem Lieferanten, das liegt im System Ihres eigenen Unternehmens, wir schauen uns eher an, welcher Prozess zuerst ist (‘Let's 3 D print it’) dann fragen wir den Lieferanten nach den Materialien, die angemessen sind, Sie haben das falsch herum.
Die materiell-erste Regel: Definieren Sie das Material, aus dem Ihr funktionaler Prototyp bestehen muss, auf der Grundlage des Endverwendungsmaterials oder seiner nächstgelegenen Ersatzproduktion. Wählen Sie dann den einzigen Prozess aus, den das Material produzieren kann. Ingenieure, die den Prozess auswählen, akzeptieren zunächst alles, was er bietet, und erstellen so Eigenschaftsinkongruenzen, die den Großteil der Re-Prototyping-Zyklen ausmachen. Reverse the Order: Material → Prozess → Lieferant.
Grundsatz der Ingenieurskunst
Hier ist ein Blick auf die Prozess-erste Auswahl in der realen Welt ein Hardware-Startup benötigte 10 Halterungen für eine Outdoor-Sensorhalterung SLA wurde für seine Finish-Qualität und Kosten verwendet ($120 für den Lauf, geliefert in zwei Tagen) Nach 8 Wochen Outdoor-Test waren drei der Halterungen verrückt, was eine Abnahme der Zugfestigkeit um 40% zeigte.
Da SLA-Materialien dem UV-/Thermocycling nicht standhalten und die einzige Lösung das Material ist, das einen anderen Prozess erfordert. Glasgefülltes Nylon für strukturelle Integrität bei extremen Temperaturen und Luftfeuchtigkeit, eine Arbeit, die am besten mit SLS erledigt wird ($280 für den Lauf, aber solide, stabile Materialeigenschaften bis 120 C) 1.20 C). Die Nachbestellkosten betragen 1.4.1,80 Uhr, der Hardware-Start 6 Wochen lang plus 1.800 T1, eine neu gestaltete Halterung.
Technische Anmerkung Materialeigenschaften auf einen Blick
| Material | Prozess | HDT (°C) | Zugfest (MPa) | UV-Beständigkeit |
|---|---|---|---|---|
| ABS | FDM / CNC | 75 100 | 40 –50 | Schlecht (Stabilisator erforderlich) |
| Nylon / PA12 | SLS / CNC | 160 180 | 50 –70 | Gut |
| Aluminium 6061 | CNC | 160 (geglüht) | 310 | Ausgezeichnet (anodisiert) |
| Titan Grad 5 | CNC | 315 | 950 | Ausgezeichnet |
| GUCK | CNC | 250 | 100 | Ausgezeichnet |
| SLA Photopolymer (Standard) | SLA | 45 65 | 30 –55 | Schlecht (Abbau im UV) |
HDT=Wärmeablenkungstemperatur bei 0,45 MPa. Daten bezogen aus Standard-ASTM-Materialdatenblättern Die oben genannten Werte stellen allgemeine Standarddaten dar; die tatsächlichen Werte variieren je nach Materialqualität, Materiallieferant und Produktionsparametern.
Material-Erste Regel. vor dem Öffnen einer Zitatplattform anwenden: Produktionsmaterial benennen Sie noch nicht benennen können? bestellen Sie kein funktionales Protoyp, Sie sind nur bereit für konzeptionelle Modelle, die Sie günstig von FDM erhalten. (Näheres: Wie man PEEK-Kunststoff für Prototypen und Produktionsteile bearbeitet).
Die DFM-Überprüfung. Eine Überprüfung des Designs für die Herstellbarkeit (DFM) ist der wirkungsvollste Schritt, den ein Käufer unternehmen kann, und er sollte vor Abschluss der Bestellung erfolgen. Automatisierte DFM-Tools sind jetzt Standard bei großen On-Demand-Herstellern (wie Hubs und Protolabs), und sie erkennen Geometrieprobleme, die einst mit dem Auge (oder einem Telefonanruf und einem 2-Tageshalt) erkannt wurden. Automatisierte Tools können jedoch nicht alles erfassen. Nachfolgend finden Sie eine Checkliste gängiger Design-Ferrortraps, die auf weithin akzeptierten Best Practices für die Herstellung von Maschinen und Zusatz-/Druck basieren.
Technische Anmerkung Mindestwandstärke nach Prozess
* SLA: 0,6 mm (dünnere Abschnitte sind anfällig für Verformung unter den mit dem Entfernen von Stützen verbundenen Spannungen). SLS: 0,7 mm (Pulver verschmilzt nicht effektiv unter diesem Schwellenwert).FDM: 1,0 mm (1 Extrusionsumfang = ca. 0,4 mm; eine typische Strukturwand sollte 2-3 Perimeter dick sein). CNCmachining: 0,8 mm (Kunststoff) bis zu 1,5 mm (Metalle, variiert je nach Werkzeug, Verhältnis von Tiefe zu Breite; extrem dünne Wände können beim Schneiden vibrieren). Für CNC-bearbeitetes Teil sollte ein nicht unterstütztes Wandstärke 1 unterhalb von 4 liegen.
Der frustrierendste und kostspieligste Teil bei mehrteiligen Baugruppen besteht in der Regel darin, bei der Endmontage herauszufinden, dass es ein Toleranzstapelproblem gibt, bei dem drei (oder mehr!) Teile neu bearbeitet werden müssen. Wenn Ihr Prototyp eine Baugruppe ist, sollten Sie unbedingt die Worst-Case-Toleranzkette berücksichtigen, bevor Sie ihn bestellen. Ein 0,2-mm-Stapelfehler, der in CAD gefangen ist, ist kostenlos. Wird er am Montageplatz gefangen, kann Sie mehrere Tage und mehrere hundert Dollar kosten.
Während der Preis normalerweise genau dort auf dem Angebot steht, ist es wichtiger zu beurteilen (und viel schwieriger) – und was das Projektrisiko mehr als alles andere bestimmt – alles, was Sie * nicht* im Angebot sehen, wie z. B. die durchgeführten Zertifizierungen, die Qualität des DFM-Feedbacks, die Materialverfügbarkeit und die erfüllten Lieferversprechen. Dieses 7-teilige Framework kann Ihnen dabei helfen, Ihre potenziellen Lieferanten für Ihr Prototypenprojekt in die engere Auswahl zu nehmen:
| # | Kriterium | Benchmark-schwelle | Warum es wichtig ist |
|---|---|---|---|
| 1 | Qualitätszertifizierung | ISO 9001:2015 Mindestmaß | Gewährleistet eine dokumentierte Prozesskontrolle und Dimensionskonsistenz |
| 2 | Zitierte Vorlaufzeit | 5-Zoll-Dollar-Tage für Standardteile | Beeinflusst direkt das Meilensteinrisiko Ihres Projekts |
| 3 | DFM-feedback | In jedem Angebot enthalten (automatisiert oder rezensiert) | Verhindert, dass Konstruktionsfehler in die Produktion gelangen |
| 4 | Materialbereich | 310 technische Materialien über mindestens 2 Prozesse | Ein einziger Lieferant für Kunststoff- + Metallprototypen reduziert den Koordinierungsaufwand |
| 5 | Online-Sofortzitate | Zitat in 5 Minuten nach Datei-Upload | 3-Zoll-Händische RFQ-Zyklen kosten mehr technische Zeit als das Teil |
| 6 | MOQ | 1-teilig Minimum | Die Prototypenstufe erfordert eine Einzeleinheitenvalidierung vor der Mengenverpflichtung |
| 7 | Nachbearbeitungsmöglichkeiten | (Erodieren, Lackieren, Perlenstrahlen) ^3 Veredelungsmöglichkeiten | Die Oberflächenfinish-Validierung erfordert die gleiche Nachbearbeitung wie der Produktionsteil |
Szenario-Entscheidungsmatrix
Der Rapid Prototyping-Service von Lecreator Besitzt die ISO 9001-Zertifizierung, bietet Standard-Umschlagzeiten von bis zu 1 Tag für einfache Teile und hat null MOQ-Adressierung die meisten Punkte (1, 2 und 6) in dem oben genannten Rahmen, und alle Punkte in Bezug auf ihr Angebot Es funktioniert für Kunststoff - und Metallteile unter ihrem Rahmen.
Die Kosten eines Prototyps hängen vom verwendeten Verfahren, den gewählten Materialien, der Komplexität der Geometrie und der Menge ab. Nachfolgend finden Sie eine Reihe von Kosten für einen typischen Prototyp (mittlere Komplexität, etwa 100 ccm Volumen ohne extreme dünne Wände oder Hinterschneidungen). Die Zahlen stellen Q1 2025-Marktpreise dar und sind für die Haushaltsplanung bestimmt. Nur tatsächliche Angebote variieren.
| Prozess | Einzeleinheit Est. | Pro 10 Einheiten Est. | Primärkostenfahrer |
|---|---|---|---|
| FDM | $20 –$150 | $10 – 1 TP4T80/ea | Maschinenzeit + Filament |
| SLA | $50 – $400 | $30 – $200/ea | Harzmaterial + Nachbearbeitung |
| SLS | $80 $600 | $50 – $300/ea | Pulver + Build Volumenanteil |
| CNC-Bearbeitung | $200 –$2,000+ | $100 –$800/ea | Bearbeitungszeit + Vorratsmaterial |
Geschätzte Preise Stand Q1 2026 Die Preisgestaltung hängt stark von Geometrie, Materialien, Mengen und bestimmten Online-Anbietern ab Für genaue Preise fordern Sie ein Angebot an.
FDM (Fused Deposition Modeling) ist die kostengünstigste Prototyping-Methode, wenn die Kosten Ihr einziges Kriterium sind Ein einfaches bis mittelkomplexes Teil kann für $20-$150 hergestellt werden. Der Hauptnachteil von FDM ist seine geringe Oberflächenqualität und Maßgenauigkeit, der niedrigste der vier Prozesse. Halten Sie sich an FDM für Konzepte, bei denen Genauigkeit keine Rolle spielt, und planen Sie nicht, es für funktionale Prototypen oder für die ästhetische Endbearbeitung zu verwenden. Wenn die Kosten entscheidend sind und die Toleranz wichtig ist, sollten Sie ein CNC-bearbeitetes Teil mit geringem Volumen in Aluminium von einem Online-Anbieter in Betracht ziehen; Die Preise können SLA unterschreiten und die bessere Toleranz und FDM-Posten-Passen Sie sich immer vermeiden.
Wir beobachteten, wie ein Elektronik-Startup in einem lokalen Beschleuniger ein Angebot von einem Online-Hersteller erhielt, um CNC-Maschine ein komplexes Aluminiumgehäuse mit einer Ebenheitstoleranz auf allen Oberflächen von 0,005 mm & ein gedankenloses Ergebnis der Standard-CAD-Druckgenauigkeit Sie wurden zitiert $14.000 USD insgesamt vom Lieferanten Später wurde durch technische Überprüfung festgestellt, dass nur drei von 47 kritischen Oberflächen tatsächlich eine solche Toleranz erforderten; die anderen 44 konnten eine Ebenheit von 0,1 mm akzeptieren Nach Überarbeitung des Drucks und Vorlage eines neuen Angebots vom selben Lieferanten wurden die Kosten auf $420 USD reduziert.
Rapid Prototyping-Märkte expandieren, auch wenn sich die Lieferantenkonsolidierung beschleunigt. Wenn Kunden wissen, was die Zukunft bereithält, können sie Hersteller auswählen, die noch verfügbar sind, wenn ein zukünftiges Projekt produziert wird.
Der globale 3 D-Druck/additive Fertigungssektor wird laut globaler Forschung voraussichtlich seine rasche Expansion im gesamten Jahr 2025 und darüber hinaus fortsetzen, basierend auf neuen Zahlen, wuchs die globale additive Fertigung bis 2025 mit 9,11 TP3 T Jahr für Jahr auf 21,9 Milliarden (Wohlers-Bericht 2025), wobei AM nun eine fest etablierte Technologie für Prototypen und voll produktionsreife Komponenten ist Bis 2025 stieg die nordamerikanische Nachfrage nach Rapid-Prototyping-Materialien von 311,34 Mio. USD im Jahr 2025 auf 318,72 Mio. USD, mit einem prognostizierten Wachstum auf 373,33 Mio. USD bis 2026, was einer Steigerung um 171 TP3 T yoy (Fortune Business Insights).
Bis 2026 gab Wohlers Associates einen Gesamtumsatz von AM von 24,2 Milliarden an.
Trend 1 – AI DFM jetzt ein Muss, kein Muss – Seit 2025 bieten viele der führenden Online-Anführungsdienste jetzt Live-DFM zum Hochladen von Dateien an. Probleme mit der Wandstärke werden alarmiert, Probleme beim Werkzeugzugriff hervorgehoben und Materialkonformitätsprüfungen durchgeführt mit 0 Human Engineering Input. Dienste, die immer noch auf manuellem DFM basieren, benötigen für das Angebot 3-5 Tage länger. Für den Käufer ist die Konsequenz offensichtlich. „Live-Angebot von DFM-Tools ist jetzt die Mindesterwartung.
Trend 2 – Hybridfertigung (additiv und subtraktiv auf einem Maschinenworkflow) 2 Viele Anbieter von On-Demand-Fertigung leiten komplexe Teiledesigns durch additiv und subtraktiv in einem Workflow weiter Sie fügen die Komplexität und das Basismaterial mit additiver Fertigung hinzu und bereinigen dann die Form und das Finish kritischer Funktion mit CNC-Maschinen Dies löst die Kompromissherausforderung, entweder Geschwindigkeit (additiv) oder Genauigkeit (subtraktiv) auszuwählen, und kann den Lieferanten- und Vorlaufzeitaufwand für einen Prototypenkäufer verringern, indem es auf einer einzigen, integrierten Plattform angeboten wird.
3-Metall-AM hat seinen Weg bis zu dem zurückgelegt, was nur noch CNCs kostenvertretbar sind. Die Kosten für DMLS/SLM-Maschinen sanken im Vergleich zum letzten Jahr um 20-35%, da sich die Maschinenzeit in den Servicebüros füllte. Daher sind komplexe Geometrien in Aluminium und Titan für 1-5 Einheiten mit geringem Wert/Komplexität bei der Verwendung von Metall-AM jetzt möglicherweise viel weniger kosten als bei der CNC-Bearbeitung.
Auswirkungen auf Käufer, die im Jahr 2026 Projekte durchführen: Wenn ein Rapid-Prototyping-Anbieter nach einem Auto-DFM mit einem Angebot sucht und sicherstellt, dass er über ein Hybrid-Fertigungsmodell verfügt. Anbieter, die 3 bis 5 Tage brauchen, um das manuelle RFQ für ein Angebot durchzugehen, arbeiten mit einem Modell für 2020 auf einem wettbewerbsintensiven Marktplatz für 2025 und 2026. Der Vorsprung von 3-5 Tagen zwischen einem automatisierten und einem manuellen Angebot ist der Vorsprung bei der Produkteinführung.
Wirklich schnelle Prototyping-Dienstleister sind nicht nur mit den tatsächlichen Teilen schnell – sondern auch mit ihrem Angebot, DFM-Feedback und Auftragsverwaltungsprozess. Eine angegebene Zeit von mehr als 24 Stunden für einen Prototypenauftrag bedeutet normalerweise, dass die Verzögerung im Lieferantenprozess liegt, nicht in ihrer Herstellungszeit.
Laden Sie CAD hoch, um Preise und DFM-Feedback für SLA, SLS, FDM und CNC zu finden. 0 MOQ – Verfügbar mit 1-tägigem Turn für Standardgeometrien.
Dieser Leitfaden wurde vom Lecreator-Ingenieurteam zusammengestellt, das Produktentwicklern in der Luft- und Raumfahrt, Medizin und Unterhaltungselektronik CNC-, SLA- und SLS-Rapid-Prototyping zur Verfügung stellt. Vergleichende Prozessdaten, potenzielle Kosten und Toleranzen wurden anhand der Spezifikationen mehrerer Lieferanten und der ISO/ASTM-Richtlinie überprüft 52902 für die Genauigkeit. Die Kosten spiegeln die Marktbedingungen von 2025 wider und sollten nur für Budgetschätzungszwecke verwendet werden. Nur Zitate variieren je nach Geometrie, Materialien, Nachbearbeitung usw.









