


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Een zwitserse draaibank, ook wel een schuifdraaibank of zwitserse draaibank genoemd, is een CNC-draaimachine die is gebouwd om zeer nauwkeurige onderdelen met een kleine diameter te produceren die zouden afbuigen en falen op een conventionele draaibank. De staafvoorraad beweegt zich voort door een precisie-grondgeleidingsbus, terwijl stationaire snijgereedschappen binnen fracties van een inch van dat steunpunt werken. Het resultaat: toleranties zo strak als 0,0001 op onderdelen met lengte-diameterverhoudingen die een draaibank met vaste kop eenvoudigweg niet kan beheren.
Deze gids behandelt hoe zwitserse draaibanken mechanisch werken, wat ze scheidt van standaard CNC draaicentra, technische specificaties, compatibele materialen, de vijf toonaangevende merken, en een praktisch beslissingskader om te bepalen wanneer zwitserse bewerking de juiste keuze is voor uw onderdelen Lecreator's CNC-bewerkingsdiensten inclusief zwitsers draaien voor medische, ruimtevaart- en precisie-industriële toepassingen.
Snelle specificaties: Zwitserse draaibank
| Bar voorraad diameter bereik | 2 mm 138 mm (standaardproductiemodellen) |
| Haalbare toleranties | ±0,0001″ ±0,0002″ |
| Astelling | 7 13 assen (versus 2-5 op conventionele CNC-draaibanken) |
| Max L: D verhouding | Tot 20:1 zonder doorbuiging |
| Primaire koelvloeistof | Olie & smeert, lagere hittecapaciteit dan water |
| Type kop | Het glijdende stuk beweegt zich voort langs de Z-as in stationair gereedschap |
| Bar voorraad vereiste | SMQ (Schroefmachinekwaliteit) grondmateriaal voor geleidebusmodus |
De geschiedenis van de Zwitserse draaibank gaat terug tot de jaren zeventig van de negentiende eeuw, toen horlogemaker Jakob Schweizer in Zwitserland een draaibank met een glijdende kop ontwierp om een probleem op te lossen dat destijds de precisieproductie definieerde: hoe dunne, slanke assen voor zakhorloges te produceren zonder dat het onderdeel van de as wordt geslagen. bij hoge spindelsnelheden Conventionele draaibanken uit die tijd hebben het werkstuk op zijn plaats gezet en het gereedschap fijn verplaatst voor korte, stijve onderdelen, maar voor de delicate staven en priëlen is een mechanisch horloge nodig.
De oplossing van Schweizer was om staafmateriaal door een nauwsluitende geleidingsbus te voeren en de kop langs de Z-as te schuiven, waarbij vers materiaal werd voortbewogen naarmate elk machinaal bewerkt gedeelte vrijkwam. Snijgereedschap bleef vast; het werkstuk bewoog.
Hierdoor bleef de snijwerking binnen een fractie van een inch van het steunpunt van de geleidingsbus, waardoor de vrijdragende overhang werd geëlimineerd die doorbuiging veroorzaakte. Binnen tien jaar na de introductie had het concept zich verspreid over de horlogemakerijband van Zwitserland. 'Vermatige draaibanken waren automatisch een standaard armatuur in de Zwitserse stijl van productie van precisieschroefmachines. In de jaren zestig waren CNC-besturingssystemen, die complexe meerassige programma's praktisch maakten, zwitserse draaibanken in de industriële productie terechtgekomen die veel verder ging dan de uurwerken.
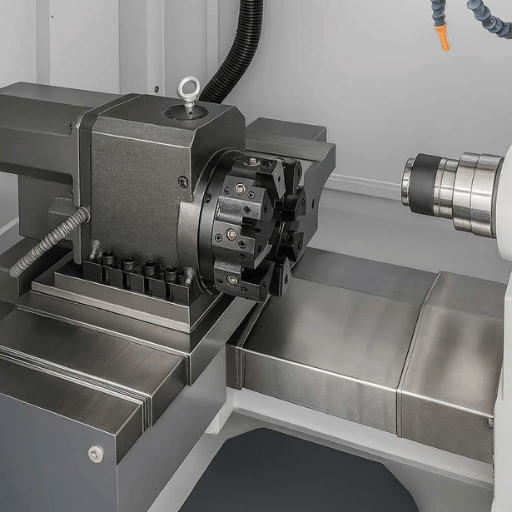
De huidige CNC-zwitserse machine werkt volgens precies hetzelfde principe Schweizer, gepatenteerd voor meerassige elke zwitserse productie-compacte desktopeenheid 15 van een volledige zwitserse compacte desktopeenheid naar een productiecel van CNC-draaibanken 2 structurele kenmerken: de kop die het werk voortbeweegt langs de Z-as, en het geleidingsbussysteem 'inclusief geharde spantangen en boringbussen 'die het werkstuk op het snijpunt ondersteunen.
Al het andere, namelijk de subspindel, de bendegereedschapsplaat, de staafaanvoer, de actieve gereedschapsassen, is eromheen gebouwd dat kernmechanisme sneller, capabeler en autonomer wordt.
De bedrijfscyclus op een draaibank van het Zwitserse type volgt een zich herhalende reeks.
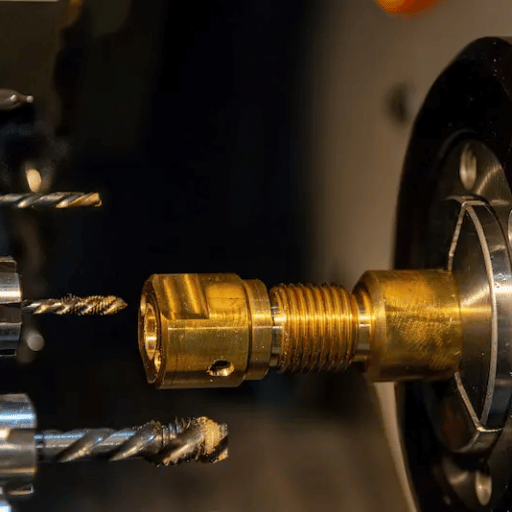
Een servo-aangedreven bar feeder laadt een 12-voet lengte van barkolf in de machine De bar gaat door de spantang van de glijdende kop en strekt zich uit door de geleidingsbus in de snijzone De spindel draait de bar met hoog toerental terwijl de kopconstructie in-couplet en al if voortbeweegt langs de Z-as.
De snijgereedschappen zijn gemonteerd op stationaire gangplaten of torentjes die direct voor de geleidingsbus zijn geplaatst en die het werkstuk bewerken terwijl het erin wordt ingevoerd.
Dat is een fundamentele omkering van het normale draaibankuitgangspunt Op een conventionele CNC-draaibank houdt u het werkstuk stil en beweegt het gereedschap over de lengte. Met een Zwitserse draaibank houdt u de snijgereedschappen en de Zwitserse rugwerkglijbaan vast in de ruimte ten opzichte van de geleidingsbus, terwijl het werkstuk door de geleidingsbus (die ongeveer op een lange spantang lijkt) wordt gevoerd op het punt van sneden. Ondersteuning komt van het geleidingsbussysteem, dat slechts 0,020000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
De meeste nieuwere, populaire modellen bevatten een configuratie met dubbele spil. Nadat de bewerkingsvolgorde aan de voorkant van een onderdeel is doorgesneden, trekt de subspindel het onderdeel los van de staaf met een afsnijgereedschap en voert eventuele boring-, frees-, draadrol- of afschuiningsbewerkingen aan de achterkant uit aan het uiteinde van het werkstuk dat voorheen vastzat in de hoofdspindelspantang, terwijl tegelijkertijd de grondstof van het nieuwe onderdeel door de geleidingsbus naar de positie voor de cyclus aan de voorkant wordt gevoerd. Na terugwerken laat de subspindel het onderdeel los en valt het in een opvangbak. Bij deze modellen is de cyclus van één voltooid stuk voltooid en begint de voorinschakel van een nieuw stuk.
Om echter ten volle te profiteren van de korte, niet-ondersteunde overhang die de gereedschapsschuif kan bieden op de nieuwste Zwitserse modellen, kunnen ze vaak worden uitgerust zonder geleidingsbus (ook bekend als “chucker). Wanneer een onderdeel niet te veel L/D heeft, is een algemeen aanvaarde standaard dat onderdelen een L/D van 3:1 of minder hebben als ze geen geleidingsbus draaien. Er is niet voldoende gereedschapskantilever en werkstukverlenging om dit soort overhangproblemen te veroorzaken. ”We draaien onderdelen over 30 of 40 keer onze diameter, zegt“, een verkoopingenieur voor een toonaangevende fabrikant, maar als ze met hoge snelheid gaan rijden, verliezen we de zwa met hoge snelheid.”
Geleidebussen zijn of roterend of stationair Vast (stationair) type is vereist wanneer de uiterste precisie (±0.0005″ of strakker) een must is, terwijl roterende geleidebussen de meest gebruikelijke keuze zijn voor normale productiewerkzaamheden, waardoor wordt voorkomen dat de stalen geleidebus het vee tijdens het draaien uitsteekt. Stationaire geleidingsbussen mogen worden gebruikt in speciale toepassingen waarbij de toleranties 0,0005 zijn en extreem stijve werksteun moet worden verzekerd door alle roterende speling in de geleidingsbus te elimineren. Roterende geleidingsbussen draaien mee met de stang op lagers.
📐 Technische opmerking & SMQ-voorraad
SMQ-Schroefmachine Kwaliteit-grond barkolf is vereist bij het laten draaien van een machine in de modus van de geleidingsbus Gebruik alleen SMQ-barkolf, aangezien koud afgewerkt materiaal bij hoge snelheden zal wiebelen, wat resulteert in inconsistente afwerking en afmetingen en een kortere levensduur van de geleidingsbus. Voer de boring-ID van uw geleidingsbus uit binnen 0,0002″ van de staafkolf OD (.4375 bar met een geleidingsbus van 0,4375). Als uw staafdiameter groter is dan “, zorg ervoor dat de invoerbalk recht is; rechte, schone staaf elimineert trillingsproblemen en voorkomt maatfalen binnen de bus. De geleidingsbus is gesledeels tot binnen 00002” ID.

Bij het vergelijken van zwitserse machines met een standaard draaibank, kunnen beide machinetypes gedraaide onderdelen produceren tot strakke tolerantie 'typetoeleinden', maar ze bereiken dit met fundamenteel verschillende ontwerpbenaderingen, vergeleken met conventionele, zwitserse machines geven prioriteit aan precisie en efficiëntie op slanke, hoge L: D-geometrie; conventionele draaicentra zijn beter afgestemd op kort werk met grote diameter De juiste keuze hangt af van de geometrie van het onderdeel en het volumeprofiel, niet alleen van het tolerantiedoel. Om een breder perspectief van CNC-processelectie te begrijpen, raadpleegt u onze gids getiteld Kiezen tussen CNC Frezen en CNC Draaien.
| Dimension | Zwitserse draaibank (sliding Headstock) | Conventionele CNC-draaibank (vaste kop) |
|---|---|---|
| Headstock | Glijdt langs de Z-as; werkstuk gaat verder in gereedschappen | Vast; snijgereedschap doorkruist de lengte van het werkstuk |
| Gidsbus | Huidig werkstuk 0,020″-0,080″ vanaf snijpunt | Afwezig, vrijdragend van spantang |
| Astelling | 7-13 assen (gelijktijdige meerassige bewerkingen) | 2-5 assen (sequentiële bewerkingen, meer opstellingen nodig) |
| L:D-mogelijkheid | Tot 20:1 zonder doorbuiging | Doorbuigingsproblemen beginnen boven de verhouding 4:1 L:D |
| Koelvloeistof type | Olie & smeert, vermindert het gereedschapslijtage | Watergebaseerde emulsie betere warmteafvoer |
| Cyclustijd (complexe delen) | Sneller lopen meerdere assen gelijktijdig per pass | Langzamere werking loopt opeenvolgend |
| Bar voorraad vereiste | SMQ/grondvoorraad vereist voor de modus van de geleidingsbus | Standaard koud afgewerkte bar aanvaardbaar |
Geen van beide machines heeft de rand aan de andere Beide zijn het geschikte gereedschap voor een gegeven set geometrie - en volumeprofielen Een zwitserse draaibank heeft de rand over een conventionele CNC met vaste kop als: L: D verhouding groter is dan 3:1.
Tolerantie tussen 0.0005 en 0.0001. deelgeometrie mengt gedraaide en gefreesde eigenschappen Productievolume rechtvaardigt de langere insteltijd.
Een conventionele CNC-machine met vaste kop heeft het voordeel ten opzichte van een zwitser als: Diameter is boven 38mm Geometrie is van het type korte steekpartij waarbij ondersteuning van de geleidingsbus niet nodig is Snel draaien taken met een laag volume.
Anders heeft de geleidingsbus geen voordeel bij het afbuigen als het onderdeel kort genoeg is om stabiel in de machine te worden gehouden.
Bij het indienen van uw Offerteaanvraag of het plaatsen van een te controleren onderdeel voor Ontwerp voor Productie (DFM) voor Zwitserse machines zou de kennis van gewenste tolerantieparameters en bereiken voor uw gedraaide onderdeel veel nuttiger zijn dan algemene beschrijvingen van de toleranties Productietoleranties op moderne Zwitserse CNC-machines is weergegeven in de onderstaande tabel: Voor aluminiumspecifieke tolerantieoproepen op gedraaide onderdelen, zie aluminium CNC bewerkingstoleranties en normen voor oppervlakteruwheid voor CNC-onderdelen.
| Parameter | Bereik / Waarde | Notes |
|---|---|---|
| Bar diameter (max) | 2 mm 138 mm | 32mm meest voorkomende; 38mm op Tornos en Hanwha XD38 modellen |
| Dimensionale tolerantie | ±0,0001″ ±0,0002″ | Vereist SMQ-voorraad en goed gemonteerde geleidingsbus |
| L: D verhouding | 3:1 min → maximaal 20:1 | Onder 3:1 is conventionele CNC-draaibank meestal voldoende |
| Astelling | 7 - 13 assen | Gelijktijdige meerassige maakt complexe deelgeometrieën in één opstelling mogelijk |
| Geleidebusontruiming | ±0,0002″ of beter | Moet worden afgestemd op bar OD voor runout-vrije werking |
| Insteltijd | 1 18 uur | Eenvoudige diameterverandering: ~1 uur; volledig multi-toolprogramma: 4-8 uur |
| Typische oppervlakteafwerkingen | Ra 0,4-- 1,6 µm (16-63 µin) | Afwerking na de bewerking is vaak niet vereist op in Zwitserland gedraaide kleine onderdelen |
📐 Technische opmerking SMQ Barvoorraad
SMQ bar is close-tolerance geproduceerd door een tekenbewerking die een OD tolerantie van +0.000/.002 1000 is dichter dan koud afgewerkte bar voorraad's +/0.005. één machinewerkplaats die één machine voor een familie van roestvrij stalen onderdelen gebruikt was in staat om mid-run gids bus aanpassingen te verminderen met meer dan 80% wanneer het overschakelde van koud afgewerkte bar naar SMQ. Voordat het op een machine wordt geladen, moet alle over-diameter barstock worden verzonden door een straighten pers.
Verkeerd uitgelijnde staven hebben de neiging trillingen te creëren, in afmetingen te verschuiven en de levensduur van geleidingsbussen te verkorten. Een dergelijk staafmateriaal met nauwe tolerantie, van een type geformuleerd voor CNC-zwitserse machines, is verkrijgbaar bij staalproducenten zoals Carpenter Technologies, andere speciale staalfabrieken en staalservicecentra.
Inzicht in de voordelen van 'Gebruik 'Gemeenschap' en waar 'Gemeenschap' de kosten toevoegt in plaats van 'Gemeenschappelijke' processelectiebeslissing is het uitgangspunt voor elke processelectie. Als u dit in evenwicht brengt, zorgt u ervoor dat u niet te veel specificeert om minder kosten te ontvangen. Voor toepassingen die specifiek betrekking hebben op kleine aluminiumcomponenten, zie zwitserse schroefbewerking voor kleine aluminium onderdelen.
✔ Voordelen
⚠️ Beperkingen
Aluminiumchips worden door Field Practitioners gerapporteerd als het operationele probleem van #1 op Zwitserse machines Lange, vezelige chips wikkelen zich rond de staafvoorraad en kunnen de geleidingsbus vastgrijpen, waardoor schroot en geleidingsbussen midden in de run worden vernietigd. Winkels met hoge aluminium onderdeelvolumes gebruiken pikcycli, hogedrukkoelvloeistof bij het gereedschap en modernere Servo Learning-oscillatie om chips te laten breken voordat ze zich opstapelen.
Zwitserse draaibanken hanteren een uitzonderlijk breed scala aan materialen, van zacht, vrij te bewerken messing en aluminium tot hard te snijden titaniumlegeringen en nikkelsuperlegeringen, terwijl ze fijne oppervlakteafwerkingen leveren (Ra 0,4-1,6 μm) die stroomafwaartse afwerkingsbewerkingen verminderen of elimineren. Compatibele materialen:
Zwitserse bewerking produceert de complexe componenten die ervoor zorgen dat systemen met hoge inzet volgens specificaties functioneren. In industrieën als de medische sector, de ruimtevaart en de elektronica is het niet onderhandelbaar om kleine, slanke onderdelen met uitzonderlijke nauwkeurigheid tot nauwe toleranties te bewerken. Elke onderstaande toepassing heeft hetzelfde profiel: complexe geometrieën die draaien en frezen combineren in één enkele opstelling, voor ingewikkelde onderdelen die veel verder gaan dan het capaciteitsbereik van een traditionele draaibank.
1. Medische hulpmiddelen 's-Gebeen schroeven, chirurgische pennen, katheterverbinders, tandheelkundige implantaten, neurostimulator leidt Materiaal 's-Ditaan Grade 5, SS 316L, gehouden aan toleranties van 0.0002 inch of micron. Medisch apparaat CNC-bewerking voor implanteerbare componenten zijn nauwkeurige, meerstartige draadsteek-op-onderdeelkenmerken vereist die op microns worden gehouden gedurende een productierun van tienduizenden stukken. Zwitserse draaibanken doen dit in één, onbeheerde cyclus.
2. Lucht- en ruimtevaart- en brandstofsysteemfittingen, sensorbehuizingen, hydraulische connectoren, structurele bevestigingsmiddelen Titaniumlegeringen, Al 7075. Productie tot AS9100. De gelijktijdige assen van Zwitserse bewerking elimineren de overdracht van armaturen die positionele fouten accumuleren bij conventionele bewerking met meerdere opstellingen. Voor materiaalspecifieke context, zie aerospace CNC machining.
3. Elektronica & Connectoren -als Verbindingspennen, micro-assen, sensorlichamen, coaxiale behuizingspennen Materiaal -e Messing 360, Al 6061. Diameterbereik -2-8 mm De huidige trend in elektronica miniaturisatie neemt connectorpinnen van 3 mm tot 1,2 mm-een proces en grootte waarbij alleen Zwitserse bewerking strakkere toleranties kan behouden.
4. Automotive & EV 's-Vuel injector naalden, ABS sensor pinnen, EV motoras componenten, batterij management connector pinnen Materiaal -W-S 303, C1018 Overgang naar EV productie heeft de vraag naar Zwitserse machines verdubbeld in het produceren van hun meest precieze onderdelen-en vereist ze ook op veel hogere volumes.
5. Horloge maken, tandwielassen, kroonstelen, echappementcomponenten, rotorassen Materiaal, messinglegeringen Diameterbereik -0,3-4 mm. Het meest uitdagende werk van vandaag voor Zwitsers draaien: onderdelen produceren met nauwe toleranties op microscopische schaal, net zoals het was in de 19e eeuw, toen Zwitserse bewerking voor het eerst werd ontwikkeld om deze fijne details te produceren.
6. Vuurwapens -E.G. Afvuurpennen, trekkercomponenten, boutdrageronderdelen, bufferpalmen Materiaal -1440 chromoly staal, SS 17-4 PH. Vuurwapenfabrikanten wenden zich tot Zwitserse bewerking om te voldoen aan de hoge tolerantie, kleine diameter, ronde deel eisen inherent aan veel kleine arm systemen.
📋 Voorbeeld van een casus: productie van titaniumbotschroeven
Een in de VS gevestigde fabrikant van orthopedische implantaten moest in 2024 bijvoorbeeld de productie opvoeren op 50.000 medische, 4:1 lengte tot diameter, 0,0002 inch draadsteek Grade 5 titanium botschroeven. Ze ondervonden ernstige problemen met de draadvorm en raakten in off-spec met de conventionele 2-assige CNC-draaibanken tijdens de draadcyclus als gevolg van het afbuigen van de schuine schroefschacht. Een overstap naar een Citizen L20 Swiss met SMQ Titanium-stang verminderde hun schroot aanzienlijk van 3,2 procent naar 0,4 procent, waardoor alleen al op dit enkele onderdeel 1000 werd bespaard, voor Zwitserse onderdelen.
“de Zwitserse machines van ”Today lijken in niets op de allereerste Zwitserse gedraaide componenten van bijna 150 jaar geleden, maar hun niche blijft precies hetzelfde: het nauwkeurig draaien van kleine, kleine, meerassige bewerkingen die onmogelijk zijn met conventionele bewerking.”

Vijf fabrikanten leveren de overgrote meerderheid van de Zwitserse draaibanken die momenteel wereldwijd in productie zijn. Elk heeft een duidelijk technisch erfgoed, bestuurt de architectuur en de focus op toepassingen. Gloednieuwe Japanse machines draaien doorgaans $200.000-$400.000 vóór het invoeren, bewerken en installeren van staven; gebruikte kwaliteitsmachines uit 2015-2020 leveren vergelijkbare tolerantiemogelijkheden tegen ongeveer een derde van de prijs.
| Brand | Oorsprong | Max Bar | Control System | Best Fit |
|---|---|---|---|---|
| Citizen | Japan | 32 mm (42 mm XL) | CINCOM (eigendom) | Medisch, ruimtevaart; LFV-chipbreaking voor Ti/SS |
| Tsugami | Japan | 32 mm | Fanuc 32i / Mitsubishi M80 | Eerste Zwitserse draaibankaankoop; Fanuc bekendheid, waarde |
| Tornos | Zwitserland | 32 mm (36 mm XL) | TB-DECO/Fanuc | Horlogemakerij, ultraprecieze lucht- en ruimtevaart, high-mix |
| Sterren CNC | Japan | 32 mm | Fanuc / Star SV-20 (oudere modellen) | Auto met groot volume; bekend om de levensduur van de machine |
| Hanwha | Zuid-korea | 32 mm (51 mm XD38) | Fanuc | Budget-toegankelijk; grootste optie met staafdiameter |
Citizen (Japan) 13.00 uur CINCOM-besturing, LFV-oscillerende technologie die titanium- en roestvrijstalen chips door gecontroleerde gereedschapstrillingen breekt. Eerste keuze voor medische winkels die complexe materialen snijden. Tsugami (Japan) 2. Op cuc gebaseerde bedieningselementen; consequent de bestverkochte machine voor winkels die hun eerste Zwitserse bestelling plaatsen. Tornos (Zwitserland) 30000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000. Ster CNC (Japan) 1990 Sterren die nog tolerantie houden op nieuwere modellen; bekend om de levensduur van machines (sterren uit de jaren 90 die in sommige winkels nog steeds tolerantie hebben). Hanwha (Zuid-Korea) 51 mm barvoorraad accepteren betaalbare toegangspunten, waarbij sommige modellen barvoorraad van 51 mm accepteren Voor winkels die nieuw zijn in Zwitsers draaien, bieden Tsugami en Star de breedste pool van door Fanuc opgeleide operators.
“Als u geavanceerde chipcontrole nodig heeft op harde materialen zoals titanium of roestvrij staal van medische kwaliteit, wordt de investering in een Citizen gemakkelijk gerechtvaardigd door de langere standtijd en onderdeelafwerking.
Maar als je net ingaat op de Zwitserse bewerking, is er geen snellere of gemakkelijkere toegang dan het vinden van een Tsugami of Star tussen 12 mm en 25 mm in de $50.000-$90.000 bereiken”

5 dingen om te weten voordat je een zwitserse draaibank koopt Elk onderdeel hoort niet thuis in een zwitserse draaibank Als een eenvoudige pin of gedraaide “ een strakke tolerantiespecificatie heeft en er geen gaten of buitendiameterkenmerken worden uitgevoerd die een conventionele draaibank niet kan halen, dan zal het zwissen van die pin bijna altijd duurder zijn Een deel hiervan heeft te maken met de kosten voor het opzetten van een zwitserse draaibank en een deel heeft te maken met SMQ (standaard materiaalhoeveelheid of minimale voorraadorderhoeveelheid) Gelukkig heeft de industrie grotendeels genoegen genomen met een eenvoudige 4-voorwaardeheuristiek genaamd de 3:1 Regel voor deze beslissing.
De verhouding van L: D is 3:1 (Lengte gedeeld door Diameter) Deze verhouding markeert het punt waar uw onderdeel voldoende stijfheid begint te krijgen van de steun van de geleidebus die een machine met vaste kop niet kan bereiken Deze richtlijn, waarbij het verschil in de gereedschapsdruk op beide machines aanzienlijk wordt en een zwitser definitief vereist is (als al het andere standhoudt), is verfijnd gedurende tientallen jaren ervaring in de industrie.
💡 De 3:1-regel: Zwitsers selectiekader voor draaibanken
| INDIEN L: D verhouding ≥ 3:1 | → Zwitserse draaibank aanbevolen ondersteuning voor buslijnen levert echte doorbuiging op |
| IF staafdiameter ≤ 38 mm | → Dimensionaal compatibel met de capaciteit van de Zwitserse draaibank |
| ALS tolerantie ≤ ±0,0005″ | → Zwitsers draaibank precisieniveau is vereist |
| IF volume ≥ 100 PCs/batch | → De setup-economie is op deze schaal gunstig |
| Alle 4 voorwaarden voldeden | → Sterke Zwitserse kandidaat vraag een Zwitserse bewerkingsofferte aan |
| L:D 38mm | → CNC-draaicentrum met vaste kop is het juiste proces |
| Volume < 50 stuks, eenvoudige geometrie | → Live-tool draaibank of conventioneel draaien is zuiniger |
Voor een diepere operationele gids over Zwitserse processelectie, zie zwitserse CNC-bewerking: wanneer en waarom om het te gebruiken.
Vermeldenswaard over volume: voor bepaalde gevallen met extreme specificaties (bijvoorbeeld orthopedische pinnen op een onderdeel van 2015-2020 waarbij de L: D de stijfheid van een zwitser op 6:1 en een tolerantie binnen ±0,0002 zou vereisen), wordt de hoeveelheid irrelevant aangezien er slechts één machine is die tolerantie kan houden Voor eenvoudigere geometrieonderdelen waarbij zowel een zwitserse als conventionele draaibank de vereiste toleranties zou kunnen bevatten, is de hoeveelheid echter van het allergrootste belang en zal, naast de instelkosten, uw productiekosten bepalen.
Minimale levensvatbare taakgrootte varieert tussen winkels Hoewel 22-100 stuks geen harde universele drempel is, kunnen sommige winkels, als de complexiteit of toleranties van de taak zwitsers rechtvaardigen, deze graag uitvoeren. De beslissende factor is de insteleconomie. Een eenvoudige gereedschapswijziging kan een uur duren, maar een compleet herprogramma van multi-tool live-tool onderdelen, inclusief validatie, kan 4 tot 8 uur duren. Als vuistregel geldt dat als de insteltijd meer dan 25.30% van de totale taakwaarde vertegenwoordigt, u moet kijken naar live-tool CNC-draaibank of Zwitserse productie, zelfs voor taakgroottes tot vijftig stuks als die stukken drie set-ups op handmatige apparatuur vereisen, omdat de tijd van de machine-set-set-up meer tijd bedraagt.
De Zwitserse bewerkingscapaciteit in 2025-2026 is een beperking van de toeleveringsketen geworden door een focus op capaciteitsverbetering. Het is een interessante combinatie van verschillende trends aan de vraagzijde die tegelijkertijd zijn samengekomen zonder de ontwikkeling aan de aanbodzijde te compenseren.
Gegevens geven hetzelfde aan in meerdere bronnen. Volgens de analyse van TrendX Insights van mei 2026 zal de wereldmarkt voor CNC-draaibanken naar verwachting groeien van $12,47 miljard in 2025 naar $20,72 miljard in 2034 bij een CAGR van 5,8%, met een belangrijke rol van Zwitserse draaibanken die bijdragen aan de groei. De markten van het Zwitserse draaisysteem worden gewaardeerd op $1,76 miljard in 2024 en zullen naar verwachting in 2030 al 120200020002000000200000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
Trend 1-Miniaturisatie van medische hulpmiddelen: Van botankers en componenten voor medicijnafgiftekatheters tot leads voor neurostimulatoren, de moderne medische apparaten en componenten dringen in en onder de drempel van 1,5 mm 1 kritische 'machining'-grootte die centra voor sub-1 mm-bewerking vereist Fabrikanten van implantaatimplantaten die volgens ISO 13485-kwaliteitssystemen produceren, vereisen Zwitserse bewerking als een gevalideerde procesmethode in dit groottebereik. 'geen optie, maar een harde vereiste voor toonaangevende OEM's voor medische apparatuur.
Trend 2-EV en Automotive Electrification: Naarmate de elektrificatie van persoonlijke en commerciële voertuigen voortduurt, vereist de vraag naar onderdelen als ABS-sensoren, EV-motorascomponenten, connectorpinnen voor batterijbeheer en magneetkleplichamen allemaal precisie en herhaalbaarheid, wat kan worden bereikt met Zwitserse bewerking Tier 1 OEM's verplichten steeds vaker de kwalificatie van Zwitserse bewerkingsprocessen als voorwaarde voor inkoopoverweging Volumevereisten zijn nu enkele ordes van grootte groter dan de Zwitserse horloge-industrie ooit heeft gegenereerd Voor parallelle ontwikkelingen in precisieproductiesnelheid, zie high-speed CNC-bewerking.
Trend 3-Lights-out Automatisering: De mogelijkheid om lights-out (onbeheerde) productie volledig te automatiseren door vooruitgang in robotonderdelenvangers en servogestuurde staafaanvoer met moderne Zwitserse draaicentra transformeert de productiekosten Automatisering van de productiecel verlaagt de directe arbeidskosten met 40-60% per onderdeel versus bemande, dubbele ploegendiensten (het aanzienlijk verminderen van de stilstand van machines door handmatig laden en het verminderen van ongeplande stops Kleinere contractwinkels kunnen kostenconcurrentievermogen bereiken dat voorheen beperkt was tot Tier 1-leveranciers door flexibele gereedschappen in te zetten voor Zwitserse draaicellen, waardoor de gereedschapsopties voor elke onderdelenfamilie worden geoptimaliseerd.
Een stap die medische apparaten en EV-kopers moeten maken: Als uw medische apparaat of EV-componenten roadmap voor 2026-2027 vraagt om een 3:1 Rule compliant component, dan is het beveiligen van zwitserse machinale leveranciers vandaag ‘vóór doorlooptijden nog meer aanscherpen’ is de operationeel voorzichtige speltijden bij Zwitserse machinewerkplaatsen sinds 2023 aangescherpt met 15-20%. De levering is niet in staat geweest om gelijke tred te houden met de aanschaf van apparatuur.
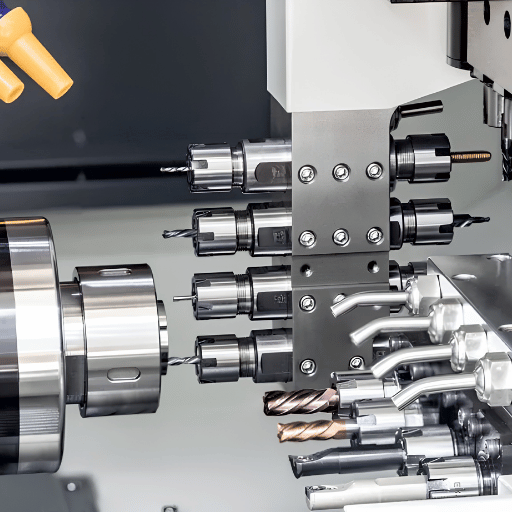
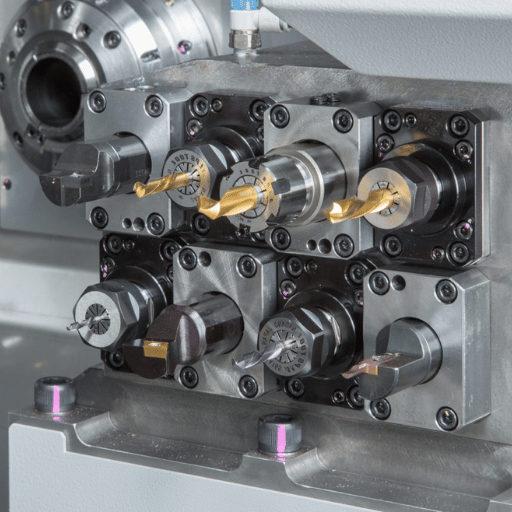
Een CNC-draaimachine met een schuifkop en geleidingsbus. Stangmateriaal wordt axiaal door de geleidingsbus gevoerd, terwijl stationair gereedschap binnen 0,020″-0,08" van het steunpunt wordt gesneden, waardoor de doorbuiging van het werkstuk op slankerdelen wordt geëlimineerd en toleranties worden vastgehouden tot ±0,0001″. Diameterbereik: 2 mm-38 mm.
Jakob Schweizer, een horlogemaker in het Zwitserland van de jaren 1870, ontwierp de glijdende kop om de dunne, precieze assen te produceren die de Zwitserse horloge-industrie nodig had Zijn ontwerp bleek effectief genoeg voor kleine diameter-draaien dat het zich wereldwijd verspreidde over de volgende eeuw. “Swiss” verwijst naar het productietype, niet het productieland van vandaag, de meeste Zwitserse lathes worden gebouwd in Japan (Citizen, Tsugami, Star), Zwitserland (Tornos), en Zuid-Korea (Hanwha).
Wie zijn de grote 5 Zwitserse Machinebouwers?
1. Burger (Japan, eigenaar van LFV-chipbreuk, CINCOM-controle) 2. Tsugami (Japan, Fanuc-controles, goedkoop toegangspunt) 3.
Tornos (Zwitserland, hoge precisie, horloge-erfgoed, TB-DECO-besturing) 4. Star CNC (Japan, machines met een lange levensduur, nieuwere zijn Fanuc) 5. Hanwha (Zuid-Korea, Fanuc-besturingselementen, betaalbare optie met een lat tot 2” in sommige gevallen).
Citizen en Star hebben grote bases in medisch en ruimtevaartwerk in de VS. Tsugami is vaak de eerste Zwitserse draaibank die je zou overwegen als een conventionele winkel die een Zwitserse beurt opstart.
Controleer de 1 Regel eerste 3 is het deel L: D ≥ 3:1, diameter ≤ 38 mm, tolerantie ≤ ±0.0005″, volume ≥ 100 stuks/batch? Zo ja, kies merk op basis van uw primaire materiaal en markt: Burger voor medische of ruimtevaartverwerking met titanium of roestvrij (LFV-technologie voor chipcontrole), Tsugami of Star voor algemeen jobshopwerk met de breedste operatorervaring (Fanuc-controles), Tornos voor uurwerken of strakke toleranties van Zwitserse oorsprong Verifieer de lokale servicebeschikbaarheid voordat u een $200.000 machine koopt zonder lokale ondersteuning.
Botschroeven, chirurgische pinnen, katheterconnectoren, brandstofinjectornaalden, connectorpinnen, EV-motorascomponenten, horlogevistuigassen en vuurwapencomponenten elk slank, met hoge precisie gedraaid deel waarbij LD groter is dan 3:1 toleranties lopen ±0,0001″ -±0,0002″.
Koop in eigen huis wanneer onderdelen van het Zwitserse type 40-50% of meer van uw productievolume vertegenwoordigen, wanneer strakke toleranties interne kwaliteitscontrole vereisen voor certificeringsdoeleinden (ISO 13485, AS9100), of wanneer uitbestede doorlooptijden downstream planningsrisico creëren in uw productieplanning Een werktuigmachine met twee ploegen kan zich rechtvaardigen tegen uitbestede tarieven binnen 18-24 maanden bij een betekenisvol volume.
Uitbesteden wanneer Zwitserse onderdelen verband houden met uw kernwerk, wanneer volumes een kapitaalverplichting van $200.000-$400.000 niet rechtvaardigen, of wanneer u nog steeds onderdelenontwerpen en processpecificaties valideert Contract zwitserse bewerking 'inclusief die'-aanbieding CNC-bewerking 'goed geschikt voor prototyperuns, productie in lage volumes en precisieonderdelen in middelgrote volumes waarbij kapitaalinvestering ROI nog niet is gesloten Veel kopers beginnen met contractbewerking om het proces te valideren voordat het in huis wordt gebracht.
Zwitserse draaibankonderdelen machinaal bewerkt nodig?
Lecreator biedt op maat gemaakte CNC-gedraaide precisieonderdelen, inclusief zwitserse typedichte toleranties, en snelle levering, met gratis meegeleverde DFM-ondersteuning.
Over deze gids
Deze gids is onderzocht en geschreven door het Lecreator engineering team met directe expertise in zwitserse-type cnc bewerking voor medische apparatuur, lucht - en ruimtevaart, industriële precisie toepassingen Onze gegevens over de diameters, tolerantiebereiken, en fabrikantspecificaties 'zijn geverifieerd aan de hand van fabrikant documentatie, praktijkmensen uit de industrie, en gepubliceerde artikelen Lecreator exploiteert zwitserse draaicentra die uiterst nauwkeurige, complexe componenten produceren over metalen, kunststoffen en titaniumlegeringen, met nauwkeurigheid en herhaalbaarheid gevalideerd tot ±0,0001″ per productiekwalificatie Neem voor deelspecifieke vragen contact op met onze applicatie-ingenieurs.
Gerecenseerd door Lecreator Engineering Team









