


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Explication du processus de coupe EDM : perçage de fils, de puits et de trous EDM Tolérances, matériaux et moment d'utilisation de chacun
| Types de processus | EDM à fil, EDM à tamis (EDM à rame), EDM à perçage de trou |
| Diamètre du fil | 0,004″0.012″ O.10.30 mm) laiton ou cuivre |
| Tolérance EDM filaire | ±0,0002″ (5 µm) après le passage de l'écrémage |
| Tolérance EDM du sinker | ±0,0005″ (12 µm) |
| Tolérance de perçage de trous | ±0,002″ (50 µm) |
| Gamme de finition de surface | Ra 0,1 1,5 µm (selon le type et les passes) |
| Fluide Diélectrique | Eau désionisée (fil) /Huile d'hydrocarbures (puits) |
| Matériaux | Tout matériau électriquement conducteur |
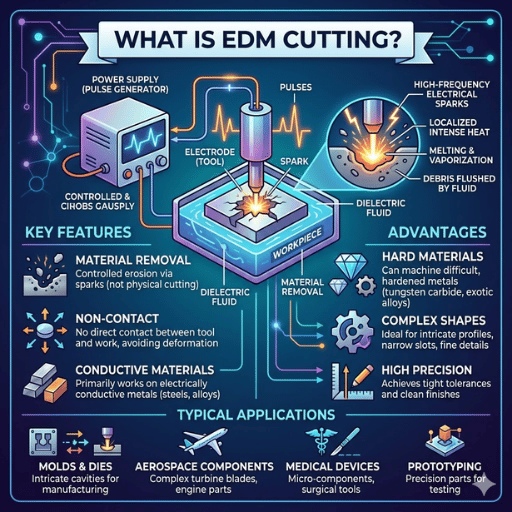
La découpe EDM (usinage par décharge électrique), ou usinage par étincelle/coupe filaire, est un processus machine qui utilise la décharge électrique plutôt que d'engendrer un contact direct pour enlever le matériau La découpe EDM peut couper n'importe quel métal conducteur, aussi dur soit-il, et constitue donc le processus automatisé de choix pour produire des découpes dans des aciers à outils trempés, du carbure de tungstène et des superalliages qui détruiraient les outils de coupe utilisés dans les tâches d'usinage plus traditionnelles Des profils de matrice aux cavités profondes du moule en passant par les trous de refroidissement au micro-diamètre, l'une des trois variantes EDM fera l'affaire.
En savoir plus sur Le Creator's services d'électroérosion filaire pour la découpe de profil de précision.

Voici comment l'EDM fonctionne comme un processus d'usinage Il se compose de deux corps conducteurs : une électrode d'outil et une pièce à travailler dans un fluide diélectrique Aucune action ne se produit lorsque la tension est fournie, généralement entre 40-300 V jusqu'à 50 A si en DC comme le fluide diélectrique recouvre un isolant qui n'entraîne aucun flux de courant électrique.
Le champ électrique augmente à mesure que l'écart diminue à mesure que l'électrode s'approche du travail Lorsque l'écart de travail de l'électrode tombe à 0,001″-0,002″ (25-50 m), un claquage se produit dans le diélectrique Un canal plasma se forme entre l'électrode et le travail qui conduit le courant électrique pendant une courte impulsion (microsecondes).
Températures pour le canal plasma supérieures à 8 000 C à 12 000 C - ce qui est bien supérieur au point de fusion de tout métal technique.
Dans chaque impulsion un petit volume de matériau de la pièce à travailler, et la surface de l'électrode, commence à s'éroder au fur et à mesure qu'il fond et se vaporise Une fois l'impulsion terminée, le plasma s'effondre et le diélectrique se précipite dans l'outil, chassant les débris fondus sous forme de microsphères (généralement 1-30 µm de diamètre).Ce processus se poursuit à plusieurs reprises à une fréquence élevée de 1-500 kHz, de sorte que chaque étincelle prolonge une profondeur connue et fiable de saignée.
Étant donné que l'électrode ne touche jamais réellement la pièce, les forces de coupe impliquées dans le processus sont nulles. Cela empêche toute forme de contrainte mécanique et de déviation de l'outil, et aucune distorsion des caractéristiques délicates ou minces n'est visible. Aucun durcissement du matériau ne se produit. Le meulage de l'acier HRC 65 est une tâche facile, car l'étincelle EDM se produit uniquement sur les caractéristiques électriques et thermiques, et non sur les propriétés mécaniques.
Deux paramètres de base : l'impulsion à l'heure et l'impulsion à l'heure sont maintenus par l'opérateur. Une durée plus longue de l'impulsion à l'heure entraîne la délivrance d'une plus grande quantité d'énergie à l'étincelle, ce qui entraîne un MRR élevé, une surface rugueuse et une profondeur substantielle de la couche de refonte. Une durée plus courte de l’impulsion à l’heure provoque l’inverse.
📐 Note d'ingénierie
Écart d'étincelle : 25-50 m. Énergie de décharge : 0,1-1 000 J/étincelle Référence : ISO 11559 (en) fournit des définitions pour la terminologie EDM traditionnelle et les paramètres de procédure.
Le rapport impulsion de puissance allumée : arrêt détermine entièrement la nature de l'état de surface par rapport au taux d'enlèvement de matière - un rapport allumé : éteint 1 :3 est la meilleure combinaison pour l'état de finition alors qu'un rapport allumé : éteint 3 :1 est le meilleur pour la vitesse Les générateurs contemporains font varier ce rapport automatiquement dans un maximum de 64 niveaux de puissance distincts.
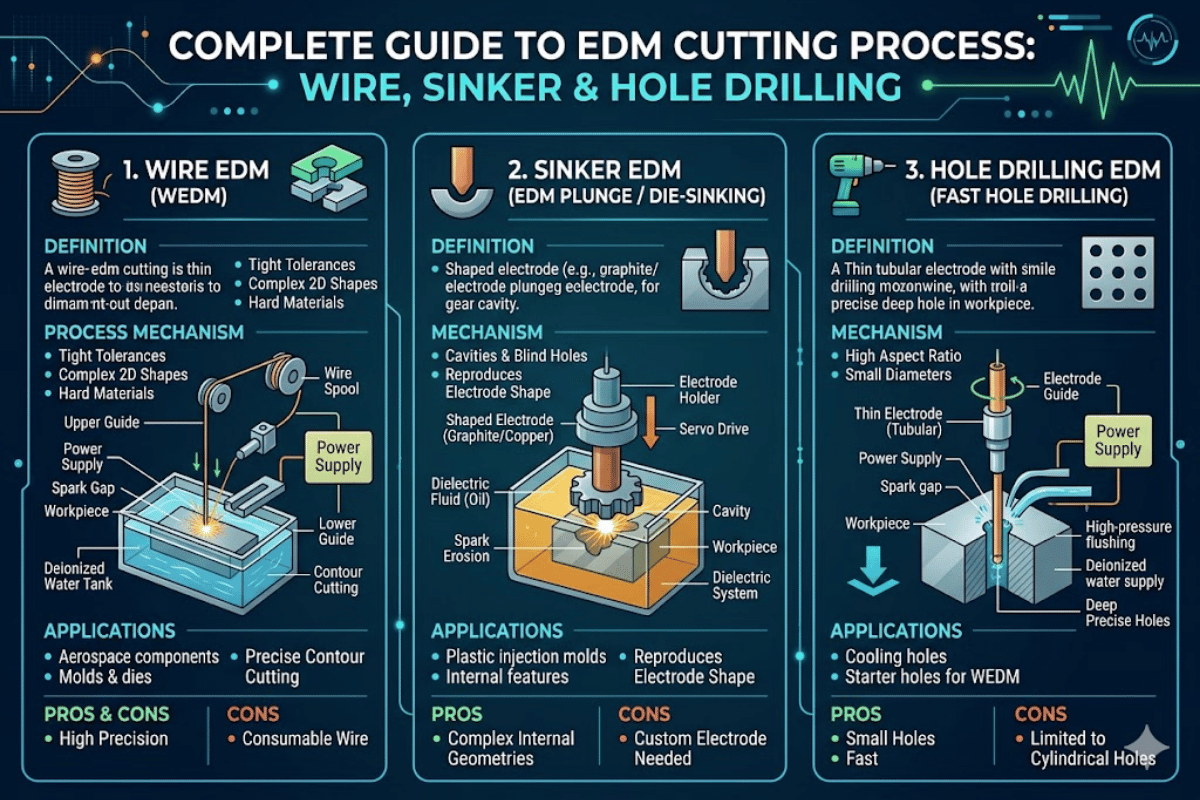
Ces quatre types d'EDM utilisant tous la même théorie de l'érosion par étincelles Leur différence est : la géométrie de l'électrode, le diélectrique et le système de mouvement sont différents pour différentes caractéristiques.
| Caractéristique | ÉDM filaire | Édm de sinker | Forage de trous EDM |
|---|---|---|---|
| Électrode | Fil de laiton 0,004″0.012″ | Graphite ou cuivre (en forme) | Tube en laiton 0,010″ 0,118″ |
| Diélectrique | Eau désionisée | Huile d'hydrocarbure | Eau désionisée |
| Tolérance | ±0,0002″ (5 µm) | ±0,0005″ (12 µm) | ±0,002″ (50 µm) |
| Finition de surface | Ra 0.13 µm | Ra 0,4 12,5 µm | Ra 0,33,2 µm |
| Géométrie | Profils 2 D (avec conicité ±30°) | Cavités 3D | Trous traversants uniquement |
| Meilleur pour | Décollage de précision, engrenages, filières d'extrusion | Cavités de moule, empreintes de matrice | Trou de départ, trous de refroidissement de la turbine |
| Vitesse | 31 in²/h | 0,10,4 po³/h | 300 secondes par trou |
Bobine constante en laiton ou fil enduit (le plus souvent 0,010″ /0,25 mm de diamètre) parcourt verticalement le travail (travailler) juste comme une lame de scie à ruban (bandsaw blade) sauf qu'il ne touche jamais Le fil pris d'une bobine d'alimentation à travers des guides en diamant, au-dessus de la zone de coupe, et sur une bobine réceptrice Puisque le fil avance constamment, l'usure de l'électrode n'a pas d'importance ; chaque section de fil est utilisée une seule fois.
Wire EDM produit les tolérances les plus serrées de tous les processus edm en utilisant une série de passes de skim ; passes de finition légères qui enlèvent moins et moins Étapes typiques : coupe grossière Ra 3 m, premier skim Ra 1,6 m, deuxième Ra 0,8 m, troisième Ra 0,1 m. Chaque skim ajoute au temps d'usinage, mais produit des dimensions plus fines et une meilleure surface.
Sinker EDM emploie une électrode pré-formée (« ground ») à partir de graphite ou de cuivre (« copper ») qui est plongée dans l'œuvre pour produire une cavité dure en image miroir La forme de l'électrode est prise directement sur la pièce à travailler, faisant de l'EDM plombé le processus de pré-accès pour les cavités de moule d'injection, les matrices de forgeage, les outils de moulage sous pression Les formes profondes en 3 D avec un rapport profondeur/largeur supérieur à 20 :1 sont facilement usinées.
Le edm de perçage de trous (également appelé edm à trou rapide ou à petit trou) alimente une électrode de tube en laiton en spirale à travers l'ouvrage Le fluide diélectrique se déverse par le centre creux et chasse les débris du fond du trou Les diamètres de trou de 0,010 « à 0,118 » (0,25-3,0 mm) sont percés dans de l'acier jusqu'à 12 « de profondeur, du titane, du carbure de tungstène, tout travail conducteur toujours la même opération de perçage de parcours s'ajoute toujours à d'autres opérations d'usinage. Fait fréquemment des points de départ de trous pour les chemins d'usinage de fil ED.

✔ Avantages
⚠ Limitations
La couche refondue (recast layer) également appelée couche blanche (white layer) se développe lorsque le matériau fondu se re-congèle en surface au lieu de s'écouler La couche cassante durcie a des valeurs de microdureté 30-501TP3 T supérieures au substrat Les spécifications telles que AMS 2628 exigent le retrait complet de la couche refondue pour les composants aérospatiaux et médicaux.
Le taux d'élimination du matériau varie énormément selon le matériau de la pièce. L'acier, par exemple, prend généralement 160 à 400 mm/h sur l'EDM du plomb, tandis que le carbure de tungstène tombe à seulement 40 à 100 mm/h à des paramètres de processus à peu près identiques. Le titane est rapidement usiné via l'EDM filaire car l'eau désurisée empêche le cauchemar d'oxydation associé à l'usinage traditionnel. L'EDM travaille sur n'importe quel matériau conducteur, quelle dureté ; un avantage majeur par rapport aux autres processus d'usinage.

Choisir entre EDM, Services d'usinage CNC, ´, et la coupe laser depend de la durete´ minimale du materiel, de la forme et de la taille des caracte'res, des tolerances et du volume de production Chaque processus a une fenêtre de fonctionnement distincte.
| Paramètre | ÉDM filaire | Fraisage CNC | Découpe Laser |
|---|---|---|---|
| Tolérance | ±0,0002″ (5 µm) | ±0,001″ (25 µm) | ±0,004″ (0,1 mm) |
| Finition de surface | Ra 0,1 µm | Ra 0,8 µm | Ra 1,6 µm |
| Matériaux | Métaux conducteurs uniquement | Tous métaux + plastiques | Tôle (mince) |
| Coins internes | Clair (rayon de fil ~ 0,005″) | Nécessite un rayon d'outil (min ~ 0,015″) | N/A (à travers la coupe) |
| Force de coupe | Zéro | Élevé (nécessite une fixation rigide) | Zéro |
| Taux horaire (États-Unis) | $40$120 | $40$120 (3 axes) | $60$125 |
| Meilleur pour | Métaux durs, tolérance serrée, profils complexes | Usinage général, temps de cycle rapides | Découpe de feuilles, volume élevé |
Conseil de décision : le plus coûteux par caractéristique pour les matériaux durcis au-dessus du HRC 45 et nécessitant des caractéristiques internes à 0,001« ou plus est l'EDM. Pour les métaux plus mous à géométrie ouverte, Services de fraisage CNC sera plus rapide et moins cher par pièce.
De nombreux procédés de paires de pièces de haute précision Par exemple, CNC usinent une paire de bases de moule pour façonner et finir la géométrie externe, puis utilisent EDM plomb pour finir les cavités internes et offrir des coins pointus Ce procédé hybride tire parti du fraisage le plus rapide pour les caractéristiques et la forme externes, et ajoute ensuite la précision géométrique de EDM. Pour les pièces multi-faces nécessitant des configurations indexées, Usinage CNC 4 axes peut réduire la manipulation avant que la pièce ne se déplace vers la cellule EDM.
La découpe laser vise le profilage de tôle à grande vitesse (1 000 po/min ou 25 m/min sur l'acier de faible épaisseur) mais ne peut pas offrir de tolérances EDM serrées ni couper à travers des sections épaisses Alors que la découpe laser est limitée à une épaisseur de tôle inférieure à 1 « (25 mm) pour la plupart des métaux, l'EDM filaire peut couper de 12 » (300 mm) avec une précision constante de haut en bas.

La demande de composants de moteurs de turbine représente une grande partie de la demande d'EDM Dans le 718 trous de refroidissement, les aubes de turbines 2-0.5 mm de diamètre de forage à travers un matériau durci jusqu'au 44. percement de trous L'EDM offre une précision de processus de 0,005 mm pour ces caractéristiques sur des milliers d'aubes, ce qui entraîne un gain de temps de 401TP3 T par rapport au forage traditionnel. L'EDM en fil façonne également les formes de racines de sapin sur les disques de turbine avec une précision de 0,0003 « grâce à des profils interrompus. Explorez-en davantage à » usinage CNC aérospatial.
Les fixations d'implant orthopédique en titane utilisent l'EDM de plomb pour générer des textures de surface régulières qui favorisent l'ostéointégration Des précisions de 0,005 mm garantissent des dimensions de pores identiques Les pièces d'instruments médicaux, par exemple les micro-ciseaux et les pinces à biopsie, utilisent l'EDM filaire pour produire des caractéristiques de profil où les bords sans bavure ne sont pas facultatifs mais essentiels Lisez à propos dispositif médical Usinage CNC pour un contexte plus large.
Les cavités pour moules d'injection avec des rapports d'aspect supérieurs à 20 :1, des nervures de section épaisse de 0,030 « et une finition miroir sont une application élevée pour l'EDM de plomb. Les électrodes en graphite sur les machines de broyage à grande vitesse transfèrent la géométrie 3 D complexe en aciers à outils H13 ou S7 durcis du HRC 48-52. les outils multi-cavités combinent généralement l'usinage grossier CNC (enlèvement de matière 801TP3 T) avec la finition ultérieure des EDM.
Wire EDM produit des broches de micro-connecteur avec des sections transversales inférieures à 0,5 mm, un outillage de cadre de connexion semi-conducteur avec une tolérance de pas de 0,003 mm et des cavités de moule pour les boîtiers IC. Aucune force de coupe n'existe donc les pièces fragiles ne sont pas déformées.
Données de marché : Le marché mondial des services EDM était évalué à $7,1 milliards en 2024 et devrait atteindre $9,8 milliards en 2030 en croissance à un TCAC de 5,51TP3 T sur la période La demande est tirée par la production de turbines aérospatiales, l'utilisation accrue d'implants médicaux et la mise à l'échelle de la complexité des moules entraînée par l'électrification automobile.

La conception pour EDM est différente de la conception pour l'usinage conventionnel Utilisez-les pour économiser du temps, de l'argent et des révisions dans vos projets.
Notre point de vue sur ce guide
Le Creator exploite nos machines EDM filaires dans notre installation de Shenzhen (près de Hong Kong), offrant une tolérance de 0,005 mm (0,0002 « ) sur les séries de production Nous sommes certifiés ISO 9001 :2015 et IATF 16949, avec une expérience définie dans les composants de turbines aérospatiales, l'outillage d'implants médicaux Ce guide est basé sur notre expérience d'atelier, utilisant des données réelles du terrain ; les chiffres ne sont pas des approximations des manuels. Lorsque les données de l'industrie sont référencées, les sources sont fournies ci-dessous.

La découpe EDM est un processus d'usinage à petite échelle qui élimine le métal par décharge rapide d'étincelles électriques à travers un fluide diélectrique Chaque décharge d'étincelle atteint 8 000-12 000 C, cokéfiant une infime quantité de métal L'outil et la pièce ne sont pas en contact physique ne donnant au processus aucune force de coupe et aucun effet de la dureté de la pièce.
Il existe trois principaux types d'EDM Fil EDM, utilisant un fil de laiton mince (0,004-0,012″) pour découper des formes 2 D, avec une tolérance de 0,0002 « Sinker EDM (ou bélier EDM) où une électrode en graphite ou en cuivre façonné est arrimée dans la pièce à usiner, créant des cavités 3 D, avec une tolérance de 0,0005 ». EDM de perçage de trou, où une électrode en tube creux est envoyée à travers la pièce à usiner pour former un trou traversant, de 0,010-0,118 de diamètre.
Les quatre principaux paramètres du processus sont : (1) l'impulsion à temps (durée de l'étincelle et énergie délivrée) ; (2) le temps d'arrêt de l'impulsion pour permettre au diélectrique de récupérer et aux débris d'être expulsés ; (3) la tension du fil (800-2 400 grammes) qui affecte la déviation du fil et la rectitude de la coupe ; (4) la vitesse du fil (2 à 15 mètres/min) pour maintenir le fil frais dans la zone coupée à tout moment.
L'EDM de tout matériau électriquement conducteur est possible même à très haute dureté Les pièces typiques sont : l'acier à outils (jusqu'à HRC 65), l'Inconel, les alliages de cuivre et d'aluminium, le carbure de tungstène, le titane Le matériau non conducteur, y compris la céramique, le verre et les plastiques, ne peut pas être usiné.
La finition repose sur le type EDM et le nombre de passes de finition Le fil EDM produit Ra 0,1 m à partir de 3 passes d'écrémage (finition miroir), en partant de Ra 3 m, coude rugueux fine gamme Sinker Ra 0,4 m (réglages de coupe fine, finition) Ra 12,5 m (coude rugueuse).Gamme EDM de perçage de trous Ra 0,3 m (réglages de coupe fine, finition) Ra 3,2 m (coude rugueuse).Les finitions plus fines sont obtenues avec des énergies de décharge plus faibles et des temps d'usinage longs.
Les finitions Ra 0,0002 et Ra 0,1 m sont obtenues sur des profilés épais EDM (>12″), Ra 1,6 m (coupe laser) avec une tolérance de sommet de 0,004″ et Ra 1,6 m ; meilleur résultat avec une tôle-métal de <1 « , rapide pour des profilés plus épais, l'EDM est plus lent, mais réalisable et meilleur pour les métaux durcis, caractéristiques internes inaccessibles aux découpeuses laser.
Prêt à vous faire démarrer le travail EDM ? Téléchargez votre fichier CAO pour une estimation gratuite : la plupart sont cotés dans les 12 heures.
Articles connexes
Références









