


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.



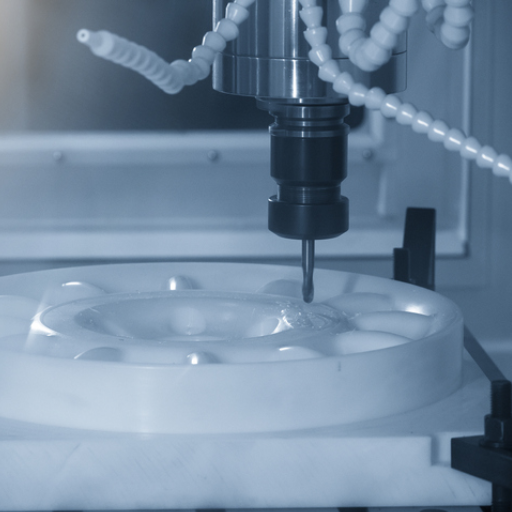
Atteindre la précision dans l'usinage du polyoxyméthylène (POM) ne se limite pas à disposer d'outils et de techniques appropriés, mais à maîtriser le contrôle de la température. POM, un thermoplastique à fortes performances, est connu pour sa haute résistance, son faible frottement et sa stabilité dimensionnelle. Cependant, sa sensibilité aux différentes fluctuations de température, où la distorsion, les fissures induites par les contraintes ou l'incertitude dimensionnelle peuvent émerger facilement, pose de nombreux problèmes techniques aux fabricants pendant l'usinage. Le rôle de la température dans le processus d'usinage POM sera mis en avant ici, en partenariat avec certaines stratégies de travail pour un problème aussi pertinent. À partir de là, le lecteur sera ensuite guidé à travers toutes les nuances de la manipulation des températures, en examinant les résultats pour lisser précisément l'usinage et assurer une meilleure performance thermique.
La maîtrise de la fenêtre thermique étroite du POM est le facteur le plus important pour prévenir la déformation et garantir l'intégrité mécanique à long terme des composants de haute précision.

Le polyoxyméthylène (POM), communément appelé acétal, est un polymère thermoplastique populaire pour son module d'élasticité élevé, sa résistance à la traction et à la flexion, et son excellente stabilité dimensionnelle Il peut être usiné à des tolérances très serrées pour éviter la conicité et la contrainte entre les surfaces de finition très polie et vierge Le POM convient pour exiger des charges dans les applications statiques et dynamiques, grâce à une faible nature de friction et une bonne résistance à l'humidité Il est tout aussi efficace que les pièces coulissantes, par exemple, les engrenages, les roulements, et les pièces mécaniques.
L'usinabilité reste généralement le premier parmi les avantages de l'acétal Il permet de couper ou de fraiser ou de maintenir ses formes par le perçage avec une certaine confiance sur les outils et les méthodes contrôlées Il y en a d'autres plus aptes à un gauchissement ou un ramollissement important suite à l'utilisation de la chaleur, mais le POM survit bien pendant ce temps en ce qui concerne son intégrité structurelle Fondamentalement, un résultat très cohérent peut être prédit car ce matériau est moins susceptible de produire des pièces défectueuses même dans des processus assez défavorables.
Il doit y avoir un soin supplémentaire pendant le processus d'usinage POM pour gérer les températures L'application inappropriée de températures élevées peut provoquer une détonation, des non-uniformités de forme et des imperfections de surface Certains des exemples de combustion incluent des outils tranchants, des aliments durs et un refroidissement spécifique pour eux Si de telles étapes sont suivies POM est un matériau hautement statistique qui peut donner au client l'option la plus fiable dans tous les domaines, des composants automobiles à l'électronique grand public quotidienne.
Le contrôle de la température est très important dans l'usinage du POM (polyoxyméthylène) pour une haute précision et la rétention de l'intégrité du matériau Le POM est sensible à la chaleur Les températures élevées peuvent faire dilater, déformer et dégrader thermiquement le matériau Le contrôle de la chaleur pendant l'usinage est critique car il minimise ces problèmes, permettant aux éléments de conserver des dimensions précises et une finition de surface lisse.
La stabilité de la température a également un effet à long terme sur la durabilité des pièces en POM. Une exposition incontrôlée à la chaleur dans le processus d'usinage peut produire une décomposition thermique de la structure moléculaire au fil du temps, réduisant ainsi son endurance et ses performances globales. Avec une température soigneusement contrôlée, les défauts (déformation) peuvent être annulés et la fabrication de poteaux possible sans endommager ses propriétés mécaniques, telles que la résistance et l'usure.
Le contrôle de la température du puits est également bon pour la propreté et l'efficacité du processus d'usinage, qui domine dans la réduction à la fois de l'usure de l'outil et l'augmentation de la longévité des équipements de coupe et donc de l'efficacité de l'ensemble du processus. Le système et les mécanismes à utiliser pour maintenir la température de coupe dans une plage optimale comprennent généralement l'emploi d'un système de lubrifiant de coupe bien conçu, contrôlant ainsi la vitesse pendant l'opération de coupe, et l'ajustement de la géométrie de la fraise qui donne une réfrigération maximale. La qualité et la rentabilité des composants à base de polyacétal peuvent donc être mieux garanties lors de la fabrication.
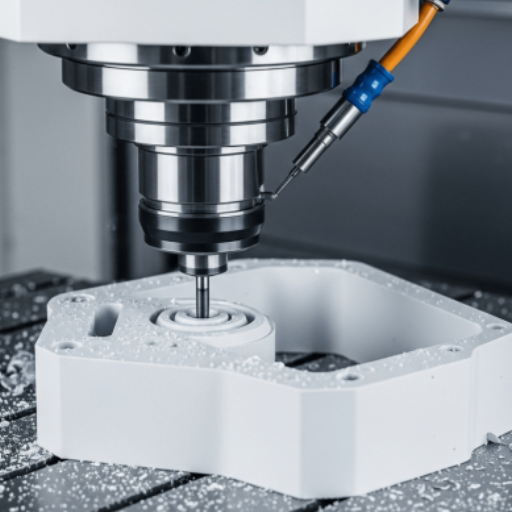
Le CNC, à savoir le contrôle numérique par ordinateur, est une méthode très utile pour la fabrication de polyoxyméthylène, souvent connu sous le nom d'acétal. Le POM est populaire pour ses propriétés mécaniques solides telles que sa résistance élevée, sa rigidité et son faible frottement ; cela le rend idéal pour les composants de précision. Avec l'usinage CNC, les dimensions, les tolérances et les finitions de surface peuvent être très étroitement contrôlées afin que les pièces spécialisées puissent être adaptées à des applications spécifiques.
Dans l'usinage POM avec des outils CNC, il y a des étapes clés Tout d'abord, le matériau est sélectionné et fixé au lit d'usinage Les outils, généralement les fraises d'extrémité ou les perceuses, sont programmés par l'opérateur de la machine-outil pour faire les opérations requises selon la conception finale Tout en fonctionnant sur l'outil, l'espace de conception comprend la pièce à usiner À ce stade, la température de fonctionnement, le type de liquide de refroidissement de coupe, et plus sont explorés Les dommages de surchauffe sur le produit final peuvent être évités en raison de la vibrance de l'outil CNC peut être modifié facilement pour effectuer des opérations comme le fraisage, l'alésage et le tournage sur des géométries complexes, exigences de handicap architectural.
L'un des principaux avantages du traitement du POM par usinage CNC est sa minimisation des rebuts et sa cohérence de tolérance Le châssis peut alors permettre un réglage supplémentaire pour une sélection optimale des outils et des processus pour faire fonctionner la machine efficacement, réduire le temps de cycle, maintenir les coûts de production les plus bas possibles. Étant donné que le matériau est, par nature, résistant à l'usure et présente un faible taux d'absorption d'humidité, les produits finaux livrés par usinage CNC sont durables pour des applications telles que l'automobile, l'électronique et les équipements médicaux Ainsi, le fonctionnement de l'usinage CNC reste aujourd'hui en faveur pour toutes les activités traduisant les matériaux à base de POM.
La température, en traitement et en application, est associée à des altérations importantes des propriétés des Polyoxyméthylènes Le POM est sensible aux conditions thermiques changeantes Un contrôle strict de la température est une nécessité absolue si l'on veut conserver la stabilité mécanique et dimensionnelle des matériaux POM Une température de fusion supérieure à celle recommandée peut provoquer une décoloration, ainsi qu'une perte partielle de résistance et de performance. À l'inverse, une application de température moins que nécessaire peut être la cause de difficultés de fusion et de points de défaut comme des problèmes grossiers ou des accidents de mauvaise liaison.
Les propriétés mécaniques, la ténacité et la résistance à la fatigue de plusieurs polymères, tels que le POM, sont affectées par la variation de la température En bref, la rigidité et la capacité portante sont réduites à haute température, tandis que le POM devient extrêmement cassant à très basse température Ces effets de matériau doivent être contrôlés autant que possible lors du moulage ou de l'usinage des pièces POM afin d'assurer leur durabilité chaque fois qu'elles sont utilisées dans des applications pénibles, telles que l'automobile ou le médical.
Une régulation précise de la température en contrôle pendant la manipulation du POM facilite la satisfaction des propriétés des matériaux et projette des attentes de durabilité plus longues. L'équipement commercial, qui, pour une part, doit être limité par la plage de température de l'équipement de traitement, se détériore à toutes marges conduisant à une dégradation thermique ou à une incohérence polymorphe. La température pourrait tout aussi bien finir par améliorer la qualité du POM en conjonction avec les performances, tout en étant destiné à différentes industries.
La préservation des températures appropriées pendant le moulage du Polyoxyméthylène (POM) fait apparaître un certain nombre de défis Pour commencer, il n'y a que la simple question de POM se prêtant à une gamme très étroite de chaleur pendant le traitement Toute déviation par rapport à un tel régime de température acceptable pourrait conduire à une dégradation thermique, qui à son tour diminue la résistance du matériau, provoque une décoloration, ou libère du formaldéhyde, créant des problèmes de sécurité et d'environnement Il est, par conséquent, impératif de maintenir un contrôle strict de la température pour éliminer ces agents et prévenir les propriétés indésirables du matériau.
L'uniformité de la température dans l'ensemble de l'équipement de procédé apparaît comme un autre défi Un chauffage incohérent entraînera une cristallisation du matériau sous une autre forme qu'une et créera des variations de microstructure dans le produit, ce qui entraîne une mauvaise performance Ceci est généralement causé par des systèmes de configuration et de contrôle inefficaces en place pendant la production Les technologies de surveillance et de contrôle avancés de la température s'en chargeront pour obtenir une cohérence tout au long du processus de production.
Enfin, les conditions externes comme les facteurs environnementaux et l'usure des machines déprécient davantage l'aspect régulation totale de la température Les fluctuations des températures externes ou toute usure des machines internes peuvent contribuer aux inefficacités de traitement Un entretien régulier couplé à une bonne isolation des machines réduirait la variabilité et assurerait également la continuité dans le fonctionnement de la machine Lorsqu'elles sont systématiquement traitées, les défis peuvent améliorer la qualité et la durabilité des produits POM dans une variété d'applications.
La température joue un rôle majeur en matière d'état de surface et de tolérance dimensionnelle des produits POM (polyoxyméthylène).Avec les changements de température, le matériau lui-même a tendance à se dilater ou à se contracter l'ouvrant ainsi à des déformations pouvant compromettre la précision dimensionnelle Alors que des températures élevées peuvent faire perdre au matériau induit par la chaleur ses capacités de maintien des détails de surface, rendant ainsi les défauts inévitables ; de basses températures à l'autre extrémité rendraient le polymère très cassant et posant de fortes chances de génération de défauts de surface pendant le traitement ou le service.
Des températures incohérentes pendant l'usinage entraînent un refroidissement inégal Assurer une solidification uniforme pour protéger à la fois l'esthétique et l'ajustement fonctionnel du composant.
Il est toujours important que des températures de traitement constantes soient respectées pour une meilleure finition de surface. Les incohérences de température pendant les processus d'usinage, d'extrusion ou de moulage entraîneront un refroidissement inégal, conduisant à une surface déformée ou à une déformation. La protection du contrôle de la température est donc primordiale pour garantir que l'ensemble du matériau subit une solidification uniforme pour conférer des finitions de surface lisses, et que l'esthétique et la fonctionnalité du produit sont entre de bonnes mains.
Les tolérances dimensionnelles dépendent de la température La température affecte les tolérances dimensionnelles et, par conséquent, celles-ci doivent être étroitement maintenues pour les applications de haute précision ; des écarts mineurs peuvent affecter les performances du produit ou l'interface avec d'autres pièces Le contrôle de précision de la température, la stabilisation thermique et l'utilisation d'environnements de refroidissement contrôlés sont quelques-unes des mesures qui peuvent aider les deux effets. Les fabricants seront en mesure d'éviter une myriade de problèmes connexes en calmant l'influence de la température et peuvent ainsi garantir que leurs produits POM sont toujours sains et bons.

La déformation et la chaîne sont censées être l'un des défis les plus courants dans le processus d'usinage du polyoxyméthylène (POM).Ces distorsions sont davantage liées au coefficient élevé de dilatation thermique du matériau et à sa grande sensibilité à la chaleur. Une plus grande quantité de chaleur générée par l'usinage pourrait soumettre le matériau POM à une contrainte thermique et provoquer sa dilatation inégale, ce qui pourrait conduire à une imprécision dimensionnelle ainsi qu'à une distorsion de forme indésirable dans le produit final.
Le facteur le plus important en considération de l'atténuation de ces problèmes est de contrôler la génération de chaleur Il peut être géré en utilisant des outils de coupe tranchants pour minimiser la friction et en employant des vitesses d'usinage lentes mais régulières Le chemin d'outil contrôlé permet d'obtenir le moins de changements rapides possible dans la direction de coupe des bords, conduisant à des facteurs qui peuvent aggraver la production de points chauds. Les polymères tels que le POM bénéficient de l'utilisation de liquides de refroidissement pendant l'usinage. Le refroidissement contribue également à maintenir la pièce proche de sa plus faible stabilité thermique, permettant ainsi au système de refroidissement de conduire efficacement la charge en termes de dissipation thermique, plutôt que de créer des contraintes localisées dans le matériau.
Les procédés post-usinage jouent également un rôle dans l'adressage de la déformation et de la chaîne Le recuit après usinage contribue à relâcher les contraintes internes, stabilisant davantage la pièce Un stockage et une manipulation appropriés des composants usinés à travers des environnements contrôlés sont indispensables pour assurer l'intégrité dimensionnelle à long terme Ces mêmes mesures, si elles sont mises en œuvre, aideront les fabricants à gérer leurs problèmes de déformation et de chaîne et ainsi produire des pièces POM précises et de haute qualité.
Le moulage par fusion est un procédé multiforme confronté au défi des variations de température qui sont d'une immense importance pour régir la qualité et l'uniformité des pièces Cette température gère de bonnes températures en assurant une fusion uniforme du polymère, l'uniformité d'écoulement du polymère, et l'achèvement de la solidification L'apparition de fluctuations de température incohérentes au cours des derniers processus du moulage produit des remplissages partiels, un gauchissement, un retrait, ou des finitions de surface non souhaitées.
Des variations de température peuvent se produire à un moment tout au long du processus : Dans le fût, où l'objectif fondamental chauffe le matériau ; pendant l'écoulement à travers les deux moitiés du moule ; et dans l'ensemble du moule jusqu'à la fin du processus. C'est ici que des schémas de contrôle précis de la température doivent être utilisés pour lutter contre ces variations. Une surveillance et un paramétrage continus garantissent une répartition uniforme de la chaleur, préservant ainsi la viscosité du matériau et empêchant tout défaut final.
Le contrôle de la température avec précision entraîne une diminution des déchets de production et améliore l'efficacité. Des réglages de température stables permettent des cycles reproductibles, ce qui permet aux fabricants de créer des pièces dans la qualité de propriétés souhaitée avec une perte de matériau minimale et moins de temps d'arrêt. Lorsqu'elle est prise en compte en détail dans la gestion thermique, la précision du moulage par injection peut conférer des résultats de qualité supérieure ainsi que le respect de tolérances strictes spécifiées pour diverses applications critiques.
La température du fût prise en compte est une caractéristique majeure dans le traitement du Polyoxyméthylène (POM) Un contrôle adéquat de la température permet de s'assurer que le polymère se reproduit de manière homogène et s'écoule uniformément, facteurs qui sont substantiels pour atteindre un écoulement constant et prévenir les défauts dans les pièces moulées En cas de températures de fût trop basses, le matériau manque de fusion complète, rendant ainsi le remplissage irrégulier et compromettant potentiellement la résistance structurelle Les températures élevées du fût, en revanche, dégénèrent en dégradation thermique prématurée qui altèrent la puissance mécanique du POM provoquant ainsi un problème de produits défectueux.
Le profil de température du fût par rapport au type POM en cours de traitement se situe généralement dans des limites étroites fixées par les fabricants de matériaux Un fonctionnement dans ces limites est nécessaire pour préserver la cristallinité du polymère et pour améliorer ses propriétés mécaniques et thermiques De larges variations de température sont à éviter car elles induisent des contraintes dans le matériau pouvant donner lieu à un gauchissement, à une fissuration, etc., dans la partie finale.
Une température constante du canon se traduirait non seulement par un meilleur rendement mais également par une réduction des temps d'arrêt résultant de l'usure de l'équipement, de la dégradation des matériaux ou du colmatage au sein du système. L'enregistrement d'une température appropriée par rapport à toutes les zones du canon, ainsi qu'une surveillance régulière, sont par tous les moyens cruciaux pour un traitement approprié, un minimum de déchets et une fiabilité éternelle des produits dans diverses applications POM.

Plage de fusion standard (330 °F) 347 °F
Dans l'usinage CNC du polyoxyméthylène, la fixation correcte de la température est très importante pour maintenir la précision et la qualité La température de fusion du POM lui-même se situe habituellement entre 330 °F et 347 °F (165 °C à 175 °C).De toute évidence, pour faciliter les bonnes pratiques de coupe, le travail du matériau à une température juste en dessous de son point de fusion exclut tout signe de déformation ou d'écoulement du matériau sous la pression de l'outil Cela permet une coupe propre et constante sur toute sa longueur sans endommager le matériau.
Le contrôle de la température coïncide dans une certaine mesure avec le fonctionnement de vitesses de coupe et d'alimentations modérées La surchauffe est générée en raison d'un usinage sévère, qui entraîne une dilatation thermique et une distorsion de surface dans la pièce à usiner Des systèmes de refroidissement efficaces sont nécessaires pour dissiper la chaleur et assurer une atmosphère de travail stable qui maintient le matériau dans un état exempt de déformation La pratique d'une bonne ventilation aidera à maintenir un environnement approprié et à réduire les fluctuations de température pour les défauts liés à la chaleur.
L'importance d'une attention appropriée de manière continue - qu'il s'agisse des températures ou de l'usure des outils pour le traitement des puits et pour maintenir la durée de vie des outils-matériaux. POM subit de nouveaux types de finition, apportant un contrôleur de précision CNC avec le processus d'usinage, venez ici pour nettoyer les produits finaux de haute qualité.
Il est indispensable pour les pratiques d'usinage et de fabrication de qualité POM (Polyoxyméthylène) d'exiger des systèmes de refroidissement efficaces. POM est assez sensible à la chaleur de sorte que s'il n'est pas refroidi correctement, il présentera de nombreux défauts, comme une déformation, une décoloration ou des imprécisions dimensionnelles. Ces systèmes de refroidissement requis maintiennent le matériau stable dans son environnement d'usinage et favorisent l'intégrité du matériau, tout en mettant également en évidence la réalisation d'exigences de tolérance strictes.
Les systèmes de refroidissement à base d'eau sont les plus courants et les plus efficaces. Leur résistance majeure serait la capacité de répartir la chaleur uniformément pendant l'usinage. Le bon écoulement du matériau de refroidissement préserve le matériau même sous une contrainte thermique extrême. Cela réduit à son tour la déformation. Il est tout aussi très important de maintenir le liquide de refroidissement aux bonnes températures ; maintenir le meilleur environnement possible dans le processus de refroidissement du matériau évitera les chocs thermiques et économisera sur la qualité.
Une autre considération concerne l'intégration du système de refroidissement avec la gestion globale du processus d'optimisation des vitesses de coupe, des chemins d'outils et des débits d'alimentation pour diminuer l'accumulation de chaleur L'entretien régulier des systèmes de refroidissement devient tout aussi important afin de prévenir les contaminations ou les blocages, conduisant à l'efficacité du refroidissement Ensemble, ces mesures délimitent le processus d'usinage POM pour être à la fois efficace et capable de produire tout composant de haute qualité et sans défaut.
Le maintien optimal des températures du moule a une importance capitale pour garantir des résultats de haute qualité dans l'usinage POM Même si un contrôle approprié de la température améliore le flux de matière et modifie les risques de défauts comme la déformation ou l'imprécision dimensionnelle, il aide également à un rendement de fabrication cohérent Les systèmes de surveillance s'appuient sur différents outils pour rassembler de telles données pour la surveillance du processus - par exemple, des thermocouples ou des capteurs infrarouges qui modulent le chauffage en temps réel afin que le moule puisse être contrôlé en temps opportun pour un fonctionnement continu.
La régulation des systèmes de chauffage et de refroidissement pour actualiser un équilibre optimal pour les matériaux utilisés implique des ajustements appropriés de la température du moule. Lorsque les températures du moule culminent, cela peut engendrer une dégradation thermique du polymère, tandis que des températures trop basses peuvent entraîner un remplissage inadéquat et des contraintes résiduelles accrues. En calibrant doucement les éléments chauffants ou en affinant l'atmosphère de décharge, des différences de température excessives peuvent être gérées pour maintenir l'environnement de fabrication aussi stable que nécessaire.
La maintenance, l'inspection et la surveillance du système doivent être effectuées par défaut dans les méthodes de contrôle de la température. L'étalonnage des équipements de surveillance et le nettoyage des canaux de refroidissement pour éviter les blocages sont maintenus pour plus de précision dans les ajustements de température. Ils améliorent en réalité l'efficacité de la production et minimisent les fréquences des défauts dans le but d'augmenter la productivité globale du processus d'usinage.
Vers un avenir où l'usinage du polyoxyméthylène (POM) devrait produire des pièces de manière précise et efficace, des techniques d'usinage hybridées sont nécessaires, en se concentrant sur l'amélioration des capacités et des capacités du processus, ainsi que sur l'intégration de l'automatisation et du contrôle entièrement basé sur le réseau Le contrôle de la température sous-jacent au processus sera un facteur critique pour montitorer la rétention pendant le processus d'usinage POM tout en réduisant les écarts dimensionnels L'utilisation de capteurs avancés en concurrence avec la surveillance en temps réel peut amener des diagnostics très précoces de tout dysfonctionnement, améliorant par conséquent la fiabilité et la fiabilité des opérations d'usinage.
L'aspect de la durabilité des matériaux et de la gestion des déchets devrait faire l'objet de beaucoup de réflexion en ce qui concerne le futur usinage dentaire POM Le recyclage des déchets d'usinage POM et la pratique de l'usinage vert peuvent aussi bien réduire l'impact environnemental Le passage au vert dans ce type d'initiatives se traduirait par des stratégies globales de durabilité et s'articulerait avec les débits pour encourager la rentabilité.
Les progrès dans le domaine de la technologie d'usinage ont encore accru le besoin de recherches futures sur les matériaux d'outils de coupe et le revêtement Les processus innovants, à savoir l'outillage avancé dans le cas du POM, peuvent éventuellement augmenter la durée de vie des outils grâce à une meilleure qualité de finition de surface tout en réduisant simultanément les temps d'arrêt pour le remplacement des outils La formation des opérateurs aux nouvelles techniques et technologies jouera également un rôle essentiel pour faire correspondre l'esprit aux développements actuels en cours de mise en œuvre.
R : Le contrôle départemental dans le contexte de l'usinage POM est le contrôle de la température de la cavité du moule, de l'environnement de coupe et des pièces à usiner pendant le traitement POM (également appelé acétal)-plastique pour protéger les propriétés et les propriétés d'usinage de la résine ; il soutient l'exigence de stabilité dimensionnelle et de résistance à la chaleur, aide à prévenir la perte de propriétés mécaniques, diminue les changements dimensionnels et fabrique des pièces en plastique et des composants POM aux dimensions et à la résistance mécanique très exactes requises.
R : La température du moule indique que la température de revenu de la cavité correspond à l'opération de moulage par injection et affecte directement la vitesse de refroidissement, la cristallinité et donc la stabilité dimensionnelle, la résistance à la chaleur et les performances thermiques et de stabilité du thermoplastique technique. Lorsque l'étape naturelle de vitesse de refroidissement est combinée à une stabilisation de pré-trempe adhésive correspondant au temps de refroidissement, les fabricants peuvent interdire la déformation, les retraits anormaux et les proportions qui aident à ce que le package soit une bonne chose à propos du POM pour les caractéristiques de fabrication CNC de haute précision et les pièces en plastique afin de établir une lisibilité à faible coefficient de frottement.
R : Le contrôle acceptable de la température pour l'usinage POM nécessite une attention particulière aux paramètres de traitement pour éviter toute condition défavorable à haute température : vitesse d'injection, pression de serrage, température ambiante et conditions d'humidité, et tous les moyens de refroidissement. Maintenir la logique avec une vitesse d'injection froide et une pression d'arrêt pour minimiser les vides et les éclairs sous la température de traitement, donc pas de surchauffe de la résine et également préserver la résistance chimique, la résistance mécanique, ainsi que les caractéristiques et le comportement d'usinage de la matière plastique.
R : La nécessité de températures de moule et de traitement est influencée par les qualités POM et la qualité POM exacte choisie. Certaines qualités POM ont une résistance à la température plus élevée et ont des formules de résine différentes, ce qui modifie en fait le comportement de la cristallisation. Afin d'éviter les changements dimensionnels, d'éviter la perte de propriétés mécaniques et de réduire les coûts d'usinage en diminuant les refaites et les mises au rebut, la sélection des matériaux doit tenir compte des plages de température spécifiées pour chaque qualité.
R : Afin d'usiner le POM à une température particulière, les CNC de haute précision et le type de machine d'enlèvement de matière utilisé dans ce processus doivent prendre en compte la chaleur générée lors de la coupe. Par conséquent, la température contribuera grandement à décider des vitesses de coupe et des alimentations, car en contrôlant la chaleur générée par la coupe, on empêche toute forme de distorsion thermique de se produire et on garantit la dimension et la tolérance des pièces. L'usinage CNC de haute précision à alimentation continue couplé à des mécanismes de refroidissement appropriés produit des pièces avec des tolérances serrées et une finition cohérente.
R : Conception de moule appropriée, conçue pour couvrir une répartition uniforme de la température, avec des travaux de contrôle de la température de la cavité du moule pour accélérer la segmentation du refroidissement, dans lesquels des vitesses de refroidissement plus légères sont évitées, conduisant à des têtes, des lignes de soudure ou des contraintes internes, etc. Contrôle de la température du moule effectué conjointement avec l'optimisation de la conception du moule garantit que les composants POM conformes aux exigences de bonne résistance aux produits chimiques et de stabilité dimensionnelle sont rapidement préparés pour un usinage ultérieur du plastique si nécessaire.
R : Puisque le but est que le coût d'usinage diminue en maintenant les performances de POM, le choix d'une qualité POM appropriée, le contrôle de la température et de l'humidité de traitement, un temps de cycle plus petit avec l'utilisation des méthodes de refroidissement appropriées, ainsi que l'utilisation de machines CNC de haute précision lors de la réduction des coûts secondaires, est donc de plus en plus nécessaire. Garder un contrôle strict sur les paramètres de traitement et la température du moule entraînera moins de ferraille et un coût moindre pour les machines d'usinage du plastique et des matériaux en général.
R : Le contrôle de température approprié et précis aide les matériaux à durcir et à refroidir avec un filage cristallin spécifique qui établit des performances mécaniques, un faible coefficient d'usure et une résistance chimique. L'excès de chaleur pendant le moulage par injection et l'augmentation de la température pendant l'usinage du POM empêchent la dégradation du plastique technique. Le surmoulage du POM garantit également qu'il n'y a pas de fragilisation ou de perte de performances pour le plastique moulé à usage final.
Test de propriétés mécaniques et analyse de microstructure du polyoxyméthylène (POM)
Cette étude explique comment des températures de fusion plus élevées influencent les propriétés mécaniques et la microstructure des échantillons POM.
Lire la suite sur Academia.edu
Une étude de la dégradation oxydative thermique du polyamide 6
Cette recherche implique une analyse thermogravimétrique (ATG) pour mesurer la masse de polymère en fonction de la température dans des conditions contrôlées.
Accédez à l'étude dans les bibliothèques de l'Université de l'État de Washington
Etude du spray à froid polymère sur polymère
Cet article souligne l'importance d'un contrôle précis de la température dans le traitement des polymères, en particulier pour maintenir les propriétés des matériaux.
Consultez le document sur Rowan Digital Works









