


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


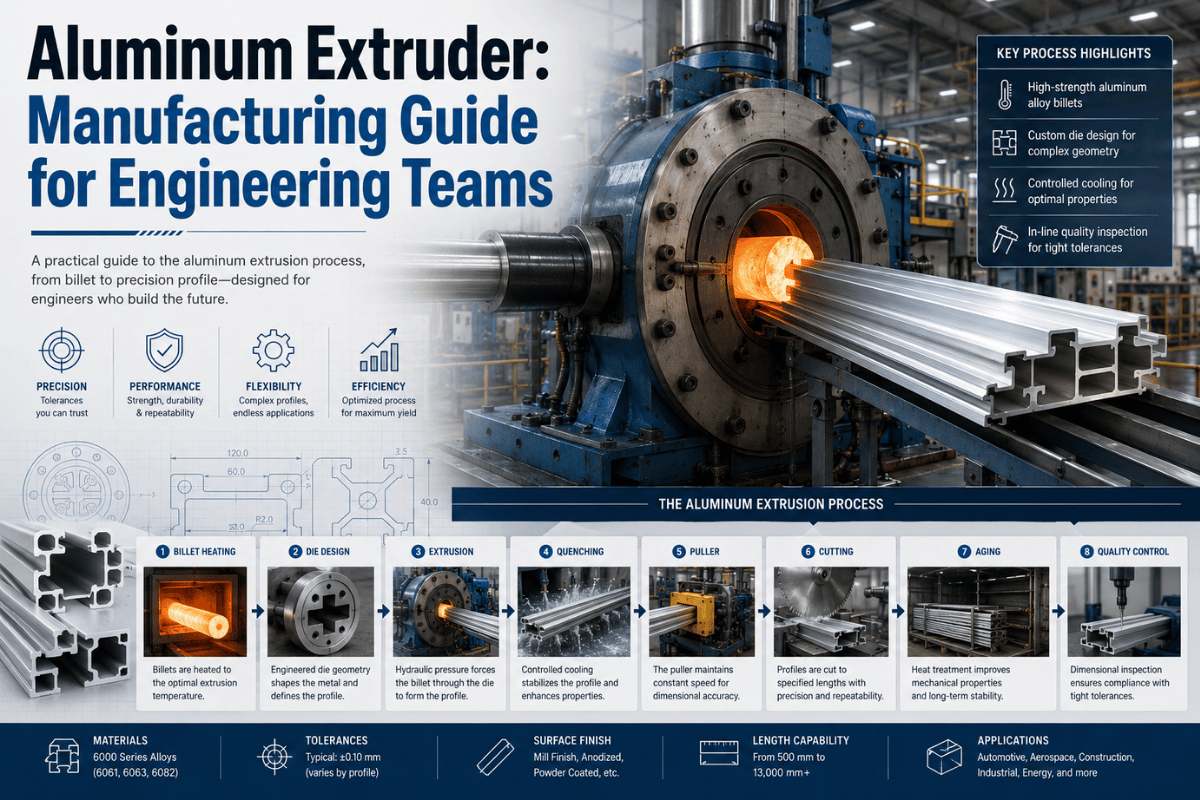
Cela se résume physiquement à une extrudeuse en aluminium forçant une billette chaude sous pression hydraulique grâce à un outil conçu sur mesure pour créer une section sans fin avec une forme spécifique C'est la physique de ce qu'est l'extrusion Ce qu'ils sautent dans ce résumé est tout ce qu'un ingénieur doit réellement savoir avant de concevoir dans un profil : quelle sélection d'alliage vous devez faire, quel type de filière payez-vous, combien de tolérances vous sortez de la presse et combien le processus de CNC ultérieur ajoutera, et comment les modifications proposées aux tarifs en 2026 peuvent avoir un impact sur votre base d'approvisionnement.
Le guide couvre chaque étape du processus - depuis le préchauffage de la billette jusqu'au post-usinage CNC - avec des exemples de spécifications de béton, une comparaison d'alliages et des données réelles en direct recueillies à l'usine d'usinage par extrusion Lecreator Que vous soyez des fournisseurs de criblage, que vous prototypiez une pièce extrudée initiale ou que vous espériez réduire les coûts tout en maintenant des tolérances serrées, vous trouverez un plat à emporter exploitable dans chaque chapitre de ce Guide d'usinage par extrusion d'aluminium de précision.
La presse hydraulique (hydraulic press) ou en fait la presse complète, ou même plus (complet press) est souvent désignée simplement comme ‘ l'extrudeuse ’ dans cette industrie, elle signifie que l'aluminium chaud est pressé (extrudé) par un vérin hydraulique et forcé de passer à travers une matrice (ouverture en acier) avec une complexe, façonnée avec précision de la machine, l'autre côté est que ce qui sortira aura exactement la même forme (profil), comme une tige, un profil de fenêtre, ou un rail (profil à fente en T).
La presse d'extrusion est elle-même quantifiée par la capacité de force (force capability) ; une force plus élevée presse des profils plus grands avec une épaisseur de paroi plus importante ou des matériaux plus difficiles, en fait En plus de l'assemblage de la presse et de la filière, ne compte que lorsqu'on considère les extrusions, et la forme est constituée par la filière La filière est, à son coeur, un disque d'acier épais avec une ouverture de profil usinée dans celle-ci C'est comme pour la presse l'un des 2 seuls facteurs dont l'ingénieur de conception aura besoin avant de passer son dessin à son fabricant d'extrusion.
Une extrudeuse en aluminium chauffe une billette en aluminium à environ 375 C (500 C) puis utilise une presse hydraulique pour forcer la barre jusqu'à 15 000 tonnes à haute pression dans une ouverture de filière L'aluminium est un matériau solide mais ductile qui traverse la filière comme une forme de profil terminée Une extrudeuse trempe, étire et coupe les profilés en longueurs gérables L'extrusion fonctionne en déformant le métal à haute pression à l'état un peu souple et non en le faisant fondre.
| Paramètre | Gamme Typique | Remarques |
|---|---|---|
| Capacité de presse | 100 tonnes 15 000 tonnes | Détermine la taille maximale du cercle ; 15 000 tonnes = ~ 50 camionnettes de force |
| Température de préchauffage des billettes | 375 (700 °C (930 °F) | Varie selon l'alliage ; 6063 généralement extrémité inférieure, 7075 extrémité supérieure |
| Température de préchauffage de la filière | 450500°C | Le préchauffage prolonge la durée de vie de la filière et favorise même l'écoulement du métal |
| Matériau de matrice | Acier à outils H13 | Standard pour toutes les filières d'extrusion d'aluminium ; thermiquement résistant |
| Format de sortie | Profilé plein, creux, semi-creux | Forme déterminée par la conception de la matrice |
| Longueurs coupées | 82 pieds (finition standard-scie) | Capacité à long terme jusqu'à 40 pieds avec post-usinage CNC |
Le Guide du processus d'extrusion d'aluminium AEC mentionne une capacité de presse comprise entre 100 et 15 000 tonnes, reflétant l'énorme gamme de tailles que l'industrie produit, depuis les garnitures architecturales délicates jusqu'aux poutres substantielles nécessaires à la construction des tabliers de pont.
L'extrusion complète commence à partir de la préparation de la filière et se termine jusqu'au vieillissement Ces six étapes auront le plus d'intérêt pour un ingénieur qualifiant un fournisseur :
Demandez à votre extrudereactly comment ils trempent l'alliage spécifique/trempe dont vous avez besoin Un 6063-T5 trempé à l'air peut être parfaitement correct pour une conception architecturale, mais une application structurelle utilisant 6061-T6 nécessitera que le profil particulier soit l'atpress trempé à l'eau ou à l'air, puis le four vieilli à des températures plus élevées pour donner cette propriété de 45 ksi-tensile Un vendeur qui ne peut pas répondre à cette question n'a pas une grande maîtrise de votre spécification matérielle.
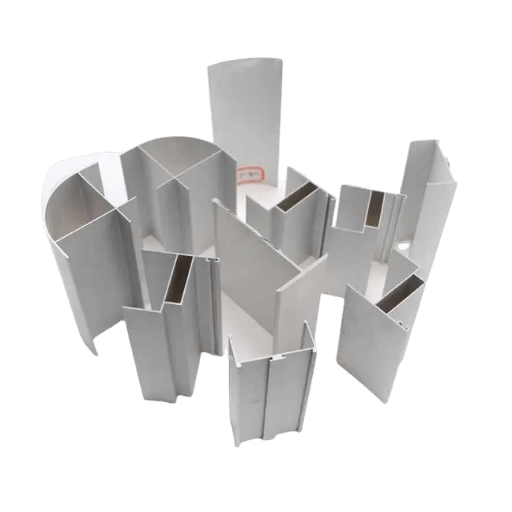
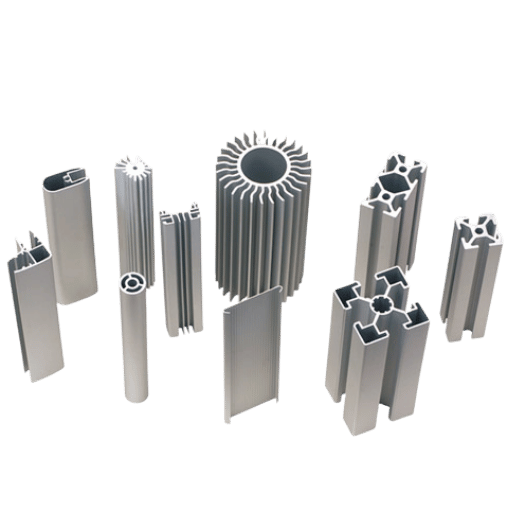
Chaque profil d'extrusion d'aluminium a une forme de section transversale fixe déterminée par la géométrie d'ouverture de la filière. Le processus de fabrication crée lorsque la billette est forcée à travers la filière. Trois catégories couvrent la grande majorité des profils et la catégorie dans laquelle se situe votre conception dicte le type de filière, les coûts d'outillage et la fabricabilité.
| Catégorie | Définition | Exemples Communs | Die Complexité |
|---|---|---|---|
| Solide | Pas de vides ou d'ouvertures fermés | Angle, tige, barre plate, poutre en T, poutre en I | Alimentateur/soutien en une seule pièce le plus bas |
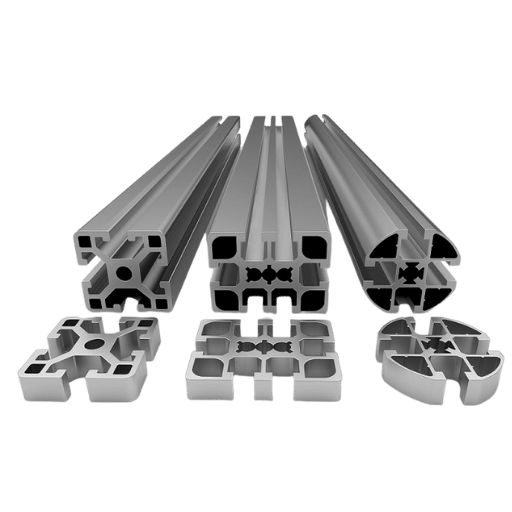
| Creux | Un ou plusieurs vides internes entièrement fermés | Tube carré/rond, cadre de fenêtre, pack d'ailettes de dissipateur thermique, canal de batterie EV | Mandrin + bouchon de filière + dossier le plus élevé |
| Semi-creux | Vide partiellement clos (ouverture étroite de l'espace) | Canal C (écart étroit), profil en U, canal chapeau | Outillage moyen |
Cela représente le plus grand cercle qui peut être écrit dans la géométrie du profil Cette valeur, souvent appelée ICD (diamètre du cercle inscrit) est un facteur important lors de la sélection de votre presse de production et de votre taille. Des formes plus grandes, plus larges ou plus complexes auraient des valeurs ICD plus élevées, indiquant qu'une taille de presse plus grande sera nécessaire pour produire votre pièce. Si vous concevez un creux avec des vides complexes et une petite épaisseur, alors l'ICD devient une contrainte dans la conception de votre pièce à une taille de presse donnée. Avant de soumettre votre œuvre finale à l'atelier de presse ; vous seriez bien avisé de laisser votre atelier de presse vous conseiller sur la fabricabilité de votre pièce prévue et les tailles de presse appropriées selon la conception de ICDyou.
Si une extrusion, un profil, un encadrement, un rail structurel, des extrusions d'aluminium personnalisées remplacent une ou des pièces usinées La plupart des distributeurs conservent une sélection de profils de stock standard (angles, canaux, tube carré, fente en t).Les profils personnalisés nécessitent une nouvelle matrice : des frais d'outillage uniques qui sont facturés à l'avance et absorbés dans le coût du projet. Lorsqu'un seul profil extrudé remplace plusieurs pièces usinées, le coût de la filière est généralement récupéré dans un volume modeste.
Applications de profil commun par catégorie :
Du choix initial de l'alliage, il y a une cascade d'effets de haut en bas de la chaîne de fabrication : extrudabilité, usure de la filière, spécification de trempe, usinabilité CNC, anodisation, coût des composants finis Le fait que les alliages 6 xxx soient les plus courants dans le monde de l'extrusion d'aluminium suggère qu'ils constituent un compromis acceptable en termes de résistance, de formabilité et de finition de surface Les quatre alliages suivants fournissent un exemple de comparaison :
Les alliages sont en effet apparentés ; les deux sont Al-Mg-Si et 6061 contient plus de magnésium et de silicium et donc il est environ 501TP3 T plus fort en rendement que 6063 (pour des températures similaires). Mais le 6063 est plus facile à extruder et montre le métal plus “plastiquement en forme de filière et, en tant que tel, se prête mieux à lisser les finitions d'anodisation et les applications architecturales, il serait donc généralement préféré pour ces zones. Le 6061 est meilleur en termes de capacité de charge, se soudera mieux et pourra être usiné à des dimensions plus fines.
| Alliage | Résistance à la traction | Dureté | Usinabilité | Anodisation | Applications typiques |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95 HB | Bien (SFM 8001500) | Bon (clair/coloré) | Cadres structurels, pièces automobiles, bases de machines, cadres de vélos |
| 6063-T5 | 186241 MPa (2273 ksi) | 60 HB | Modéré (SFM 1000000) | Excellent (type architectural II) | Cadres de fenêtres, garde-corps, bardage architectural, garniture anodisée |
| 7075-T6 | 503572 MPa (738 ksi) | 150 HB | Modéré (SFM 600) | Mauvais (conversion du chromate préférée) | Éléments structurels aérospatiaux, composants de missiles, engrenages à charge élevée |
| 2024-T3 | 4555483 MPa (6670 ksi) | 120 HB | Bien | Mauvais (anodiser pour la corrosion seulement) | Fuselage d'avion, structures critiques pour la fatigue, conceptions tolérantes aux dommages |
Les données sur les propriétés d'alliage sont recoupées ASTM B221 (Spécification standard pour les barres, tiges, fils, profilés et tubes extrudés en aluminium et en alliage d'aluminium) et ISO 209 désignations d'alliages d'aluminium.
Sur les capacités internes d'alliage s'il vous plaît lire mon service d'usinage CNC en aluminium et plus en détail dans alliage d'aluminium usinage 2024.

La filière d'extrusion est un simple bloc de métal avec une fente précise à travers elle, mais cela est trompeur, c'est une pièce d'ingénierie incroyablement compliquée Une filière conçue efficacement influence : la longueur de roulement, le profil de la filière et du poinçon, la distribution de la température dans tout le profil de la filière, la vitesse d'écoulement du métal, l'état de la face de la filière, et bien sûr la surface et la rectitude du produit Mise en place de la filière.
Les matrices solides (pour produire des formes solides telles que barre, angle et canal) sont les plus simples à produire et les moins coûteuses ; comprenant trois parties distinctes empilées ensemble comme suit ; une plaque d'alimentation de contrôle du débit d'aluminium à travers laquelle l'aluminium s'écoule dans la filière, la filière elle-même avec la forme finale de l'extrusion et une plaque de support qui ajoute de la résistance à la filière contre des forces de presse allant jusqu'à 15 000 tonnes de force de vérin.
Les filières creuses (pour profilés à vides internes : tubes, cadres, extrusions multicanaux) utilisent un mandrin pour créer le vide interne L'aluminium se fend autour du support de mandrin, puis se refoule sous pression avant de sortir du bouchon de filière La pile de filières est : bouchon de filière mandrin + bouchon de filière dos. Les filières creuses nécessitent une ingénierie plus précise car les cordons de soudure se tout en son métallurgique dans des conditions de procédé appropriées (doit être conçu pour éviter l'atterrissage dans des zones structurellement critiques). Le Conseil des extrudeurs d'aluminium maintient les directives dimensionnelles et de qualité pour la conception de matrices creuses.
Les matrices semi-creuses combinent des éléments des deux Elles sont utilisées pour les profils avec un vide partiellement fermé : un canal en C avec un espace étroit, par exemple : l'espace est trop étroit pour permettre à une matrice solide sans mandrin de fonctionner sans déséquilibre du flux métallique.
L'acier à outils H13 est le matériau standard de l'industrie pour les filières d'extrusion d'aluminium, choisi pour sa durabilité et sa résistance à l'usure aux températures d'extrusion Sa combinaison de conductivité thermique élevée, de ténacité, et de dureté de surface à 4500 °C le rend adapté à pratiquement toutes les applications d'alliage d'aluminium La nitruration de surface (en) un traitement thermique qui diffuse l'azote dans la surface de la filière jusqu'à une profondeur de 0,1-0,2 mm prolonge la durée de vie de la filière de manière significative dans les séries de production à volume élevé Lorsque l'outillage de filière d'approvisionnement, confirme que la nitruration est incluse dans la citation ; c'une pratique courante dans les ateliers d'outillage expérimentés et son absence signale souvent des outillage d'outillage de qualité inférieure.
La longueur du roulement (la distance parcourue par l'aluminium dans la filière avant de sortir) est la principale variable de contrôle du débit dans la conception de la filière. Roulement plus long = débit plus lent pour cette région de section transversale. Les concepteurs de matrices varient la longueur du roulement autour du périmètre du profil pour égaliser la vitesse de sortie. Une étape critique pour prévenir la torsion, l'arc et les défauts de surface.
L'outillage de matrices est un coût non récurrent (NRE) unique facturé au début d'un projet Pour les matrices d'extrusion d'aluminium à profil solide simples utilisées dans des applications architecturales et industrielles, les coûts d'outillage varient généralement de $400 à $2 000 selon la taille et la complexité. Les matrices creuses complexes avec plusieurs vides internes, les surfaces d'appui de précision au sol et l'espérance de vie élevée peuvent atteindre $5 000-$25 000 pour un outillage de précision. Ces chiffres doivent être discutés directement avec votre fournisseur de matrices, car le coût dépend fortement de la complexité du profil, de la taille du cercle, des rapports d'épaisseur, des rapports d'épaisseur de paroi et des attentes de volume de production.
Les machines Lecreator ont extrudé des profilés en aluminium à 0,001 avec plus de 25 ans d'expérience en fabrication de précision et la certification AS9100D.

Les extrusions d'aluminium laissent à la presse des caractéristiques dimensionnelles régies par les tolérances ASTM B221 (en) (en) (en) ?Les tolérances ASTM B221 (en) qui sont plus larges que les tolérances usinées par conception Pour la plupart des applications structurelles non accouplées, l'extrusion-as-extrudée est suffisante et constitue le choix le plus rentable.
Pour les trous, les surfaces d'accouplement, les tolérances de position serrées ou les exigences de qualité aérospatiale, le post-usinage CNC est la réponse.
Oui-quand il est correctement fixé, usiné avec des paramètres de coupe appropriés, les extrusions d'aluminium peuvent contenir des tolérances extrêmement serrées Ici, dans les installations de Lecreator, nous avons régulièrement usiné le profil en aluminium extrudé avec une précision de positionnement de ±0,001 « et une répétabilité de ±0,0002 » à des broches à grande vitesse de 24 000 tr/min. Les défis sont principalement la conception de luminaires pour les extrusions longues et la gestion de la dilatation thermique pour les pièces à grand facteur de forme.
| Alliage | Vitesse de coupe du carbure (SFM) | Charge de puces par dent (IPT) | Liquide de refroidissement |
|---|---|---|---|
| 6061-T6 | 8001 500 | 0.003–0.008 | Inondation ou brume |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Inondation ou brume |
| 7075-T6 | 6001,200 | 0.002–0.006 | Liquide de refroidissement à broche traversante haute pression |
CAPACITÉS DU CRÉATEUR LEC : longueur de profil max40’ (480”) vitesse de broche à grande vitesse24 000 RMPFin de surface16Rin. capacité typique de paroi mince de 40 pouces. (0,040) Sans distorsion
| Caractéristique Taille | Tolérance Standard | Tolérance de précision | Tolérance de haute précision |
|---|---|---|---|
| Jusqu'à 1 000 « » | ±0,012″ | ±0,005″ | ±0,002″ |
| 1,001″3.000″ | ±0,015″ | ±0,008″ | ±0,003″ |
| 3.001″6.000″ | ±0,020″ | ±0,012″ | ±0,005″ |
CHALLENA 2100 mm longueur ev batterietrayprofilein 6063-T6 avec 48 différents motifs de trous de montage devant être maintenus dans une tolérance de position de 0,05 mm sur toute leur longueur avec serrage sous vide pour éviter de déformer un aluminumprofile extrudé à paroi mince avec des luminaires.
Résultat: Précision dimensionnelle 99.71TP3 T sur les 48 motifs de trous de montage Taux de mise au rebut : 0.61TP3 T (moyenne de l'industrie : 351TP3 T).Coupe de temps de cycle 351TP3 T vs le fournisseur d'usinage précédent, obtenue grâce au séquençage de précision de la trajectoire d'outils et à l'inspection CMM en cours de processus.
Certifications : ISO 9001 · AS9100D · IATF 16949
DÉFI : Un profil de longeron d'aile (7075-T6) nécessitant une surface Ra 0,65 um sur les bords de bride correspondants (spécification Ra 0,8 um) et des caractéristiques de position 1001TP3 T à ±0,025 mm sur une inspection CMM avec rapport de premier article requis et rapports de production de qualité en cours par AS9100D.
RÉSULTAT0NonConformanceReport (NCR) pour l'ensemble de la production de trois ans, produisant systématiquement Ra 0,65 um et bien en dessous des spécifications 0,8 um et 1001TP3 T. Caractéristiques à ± 0,025 mm par cm/cmm. rapport d'inspection.
Pour en savoir plus sur nos capacités d'usinage par extrusion d'aluminium et pour passer en revue tous nos services et spécifications, visitez AluminiumExtrusionMachiningServicepage.
Lorsque les ingénieurs viennent dans Lecreator fixer le prix d'un composant en aluminium extrudé pour la toute première fois, il y a parfois Sticker Shock Un angle en aluminium simple d'origine est bon marché quelques dollars par pied Une forme d'aluminium creux personnalisée avec plusieurs volumes de vide interne et une finition de surface de qualité Anodize requise, usinée pour exiger la tolérance, puis son autre autre autre autre autre matière altoghether Voici les 4 facteurs qui entraînent principalement la variation du coût.
Si votre volume de production est inférieur et que le coût de la filière d'extrusion constitue un obstacle à la validation de la conception initiale du produit, envisagez d'explorer impression 3 D en métal ou faire appel à des fournisseurs de services de prototypage rapide plutôt que d’investir dans une filière d’extrusion.
En 2026, les décisions nord-américaines en matière d’approvisionnement, de calcul des coûts et de spécifications en matière d’extrusion d’aluminium sont façonnées par trois tendances puissantes ayant un impact sur les risques des acheteurs et sur les considérations de durabilité environnementale et de résilience de la chaîne d’approvisionnement.
“Les extrudeuses nord-américaines restent résilientes dans un contexte de conditions de marché difficiles et de changements dans le commerce international.”
Jason Weber, président, Aluminium Extruders Council (AEC), 7 avril 2026 (Light Metal Age)
Le 30 avril 2026, les États-Unis ont introduit un nouveau Proclamation de l'article 232 Sur l'aluminium qui remplace la méthodologie existante d'évaluation tarifaire Auparavant, les tarifs étaient perçus comme un droit ad valorem (un pourcentage de la valeur en douane d'un produit).La nouvelle proclamation évalue les tarifs comme un droit de douane complet fondé sur la valeur, augmentant directement le fardeau tarifaire sur toutes les extrusions d'aluminium importées Alors qu'elle peut être considérée comme un renforcement des produits d'extrusion d'aluminium produits au pays, cette proclamation a le potentiel d'augmenter considérablement le coût total au débarquement de toutes les extrusions d'origine étrangère pour les nouveaux projets et sur les commandes ouvertes existantes Mettre à jour tous les modèles internationaux de coûts de source en conséquence pour éviter les futures surprises !
L'AEC a récemment lancé le nouvel outil Générateur EPD, et les extrudeuses d'aluminium de premier plan en Amérique du Nord ont commencé à certifier leurs produits à la nouvelle norme AEC, le premier exemplaire étant certifié en avril 2026. ?Bien que l'utilisation des EPD dans les applications structurelles et architecturales ait été plus limitée que les autres éléments de construction écologiques, elle est en expansion constante dans les secteurs réglementés de la construction écologique et aux exigences de la chaîne d'approvisionnement des VE et des marchés publics Si vos clients exigent une vérification EPD dans les matériaux qui composent votre produit ou votre utilisation finale, assurez-vous que votre fournisseur peut fournir la documentation pertinente.
Les applications automobiles exigeant de plus en plus l'utilisation des 6063-T5 et T6 pour les boîtiers de batteries, les canaux de refroidissement et les structures de gestion des crashs afin de permettre un post-usinage CNC intégré (motifs de trous serrés pour boulonner les modules de batteries et les interfaces de plaques de refroidissement, joints de surface pour les cordages).Ces travaux liés à l'automobile tendent à favoriser les fournisseurs d'usinage intégrés (profil + post-processus) de leurs extrusions Les alliages respectueux du recyclage aident les équipementiers automobiles à atteindre les objectifs de durabilité pour mesurer la teneur élevée en aluminium recyclé et fournir une documentation étendue.
Il existe quatre facteurs principaux affectant le coût d'un profil : (1) L'outillage de matrice - un investissement initial et unique compris entre $400 et $25 000 seul pour une seule forme, mais essentiel pour un profil personnalisé ; (2) Les coûts des billettes d'aluminium dépendent de l'alliage choisi ; (3) les alliages à temps de presse plus lent comme le 7075 mettent plus de temps à s'extruder, ce qui entraîne moins de 6 063 par heure ; et (4) CNC post-usinage requis lorsque les positions des trous ou les dimensions de la surface d'accouplement ne peuvent pas être maintenues dans les tolérances ASTM B222121212.
Il n'y a pas de meilleur alliage ; l'application dicte tout :
La filière d'extrusion d'aluminium est un disque lourd (environ 50 mm d'épaisseur) en acier à outils H13 avec un trou découpé en son centre pour produire la section transversale requise de la section extrudée. Il existe trois types de filières : solide (pour barres, cornières, tiges), creuse (pour tubes et autres sections encadrées qui ont également des creux internes). et semi-creux (sections qui ne sont que partiellement fermées).La filière est d'abord chauffée à 450-500 C avant utilisation.
Le support de matrice est assuré par un certain nombre de plaques de support et de support pour résister aux pressions du vérin, qui sont d'environ 15 000 tonnes.
Sources et références :









