


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


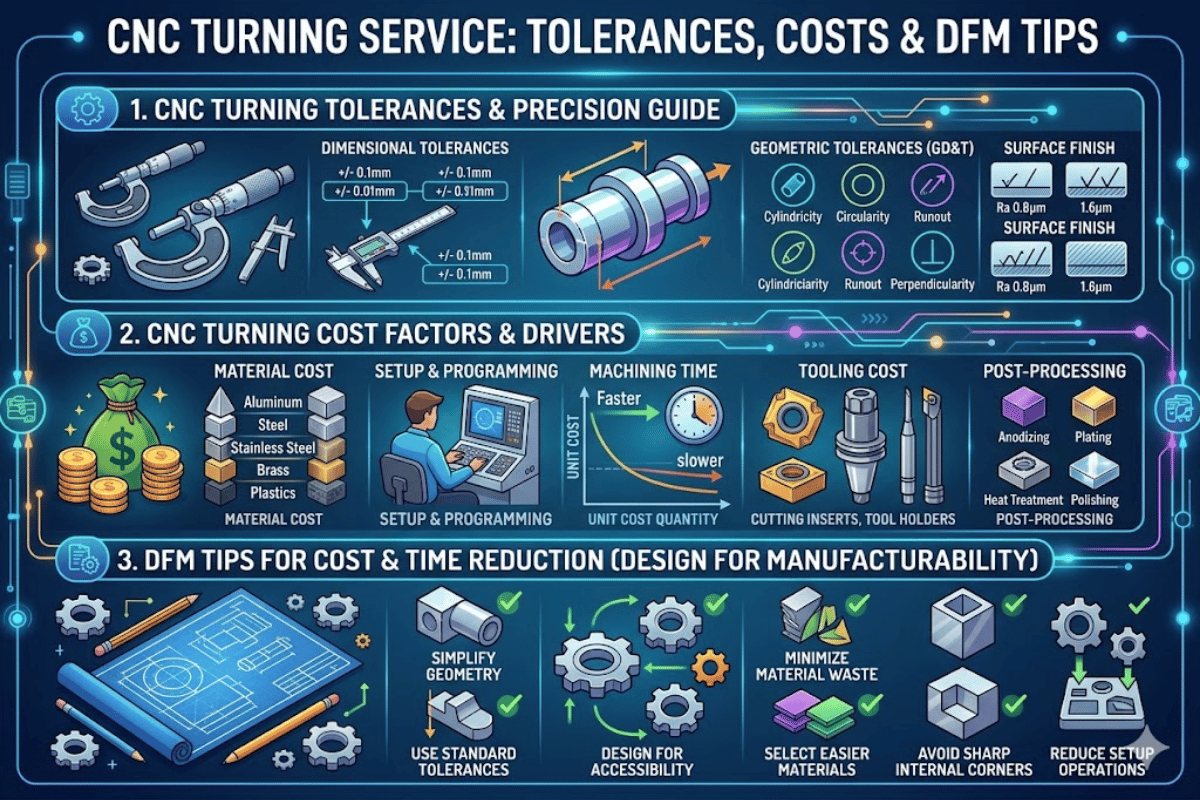
Service de tournage CNC : ce que chaque acheteur et ingénieur devrait savoir
Demander des pièces retournées au CNC semble être une proposition simple jusqu'à ce que vous receviez un devis qui représente trois fois votre budget disponible ou lorsque la livraison est hors tolérance de 0,003 pouces La différence entre commander la pièce et obtenir ce que vous vouliez se résume presque toujours à la spécification d'ingénierie, à la connaissance avant d'envoyer la RFQ Cet article expose tout ce que vous devez savoir sur les spécifications d'ingénierie, les facteurs de coûts, les compromis matériels et les meilleures pratiques qui marquent la différence entre une expérience d'achat qui tombe à plat sur son visage et une expérience qui ravit le client Pour les devis de puits de prototype ou les courses de 10 000 unités, le même cadre de décision s'applique.
| Tolérance Standard | ±0,005 po. (0,13 mm) |
| Tolérance de précision | ±0,002 po. (0,05 mm) |
| Ultra-précision (trous alésés) | ±0,0005 po. (0,013 mm) |
| Finition de surface (standard) | Ra 3,2 µm (125 µin) |
| Finition de surface (précision) | Ra 0,8 µm (32 µin) |
| Ma× Diamètre (Conventionnel) | Jusqu'à 24 po (610 mm) |
| Tarif horaire typique | $75$125 (tour CNC standard) |
| Délai d'exécution typique (prototype) | 3 jours ouvrables |

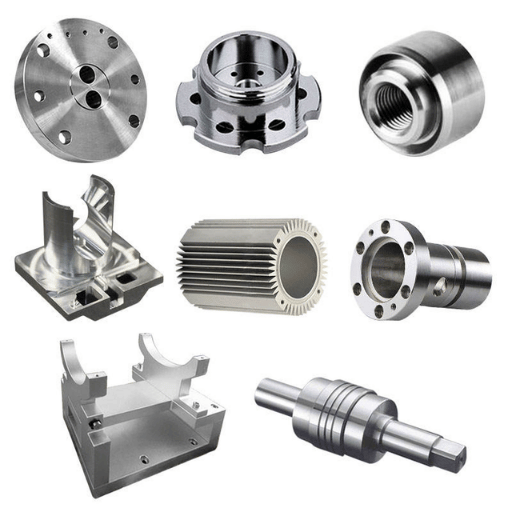
Un service de tournage CNC utilise un tour, qui fait tourner la pièce autour d'un outil de coupe stationnaire et enlève de la matière Ce processus d'usinage est le mieux adapté à la production de pièces cylindriques à symétrie de rotation Les arbres, bagues, broches, raccords filetés et boîtiers ronds sont la fabrication la plus facile à réaliser sur un tour CNC En raison de la géométrie impliquée, le temps de cycle est généralement plus faible lors d'une opération de tournage car la pièce tourne en continu pour que la coupe puisse atteindre un état stable de fonctionnement.
Le virage hors parcours a ses limites de tout ce qui détruit la symétrie de rotation et ne peut pas être atteint sur les axes X (diamètre) et Z (longueur).Ces capacités de tour CNC nécessitent un Service de tournage CNC cela possède soit des centres de tournage CNC avec outillage sous tension, soit un fonctionnement de fraiseuse séparée. Un centre de tournage de 2 a×is ne peut couper que des profils X, Z, mais un fraisage, un perçage et un taraudage supplémentaires peuvent être effectués sur la machine sans retirer au préalable la pièce du mandrin, mais la plage de géométrie est encore largement ronde ou proche des sections transversales rondes.
Les tours CNC de type suisse gèrent une niche unique dans la fabrication, les pièces longues et minces avec des rapports longueur/diamètre élevés qui provoqueraient facilement une déflexion si elles étaient usinées sur le centre de tournage CNC standard. La prise en charge des centres de tournage standard avec un repos constant n'augmente que la longueur maximale supportée non supportée à environ 8 :1 L/D. Les machines suisses alimentent le stock de barres à travers une bague de guidage, maintenant des rapports L/D de 20 :1 et au-delà, avec une plage de diamètre typique de 0,04 po à 1,25 po..
📐 Note d'ingénierie
Le diamètre minimum des caractéristiques pour le tournage CNC est de 0,030 po (0,76 mm).L'épaisseur minimale de la paroi pour les métaux est de 0,020 po (0,51 mm).Pour les plastiques, 0,060 po (1,52 mm).L'angle de conicité minimum est de 30° pour éviter la rupture de l'outil Sauf indication spécifique, ces spécifications sont basées sur Directives de conception de tournage Protolabs CNC et sont généralement applicables à tous les services de tournage CNC.

En fait, choisir le tournage CNC par rapport à l'usinage CNC est moins une question de ma préférence ou de capacité géométrique que de caractéristiques et de caractéristiques géométriques sélectionnées Si votre caractéristique à quatre côtés a un corps à prédominance ronde et est configuré comme un arbre, une entretoise, une buse ou une bague, alors le tournage serait votre meilleure opération d'usinage À l'inverse, les pièces avec des caractéristiques ou des géométries à quatre côtés seraient mieux usinées sur une fraiseuse CNC Les pièces qui présentent des caractéristiques de type rond ainsi que des caractéristiques à quatre côtés doivent être usinées sur un centre de laminoir ou complétées dans deux opérations d'usinage distinctes.
| Facteur | Tournage CNC | Fraisage CNC |
|---|---|---|
| Meilleure Géométrie | Cylindrique, conique, sphérique | Contours plats, prismatiques, 3D |
| Finition de surface (standard) | Ra 0,41,6 µm | Ra 0.813,2 µm |
| Tolérance Typique | ±0,005 po. (±0,13 mm) | ±0,005 po. (±0,13 mm) |
| Temps de cycle (partie simple) | 30 secondes 0 seconde | 20 minutes |
| Coût d'installation | $50$150 | $100$300 |
| Taux Horaire | $75$125 | $80$150 |
| Capacité multi-longs | L'outillage en direct ajoute des trous croisés, des plats | 4/5-axes ajoute des angles complexes |
Lorsque vos pièces contiennent des caractéristiques des deux processus, les centres de tournage et de fraisage hybrides suppriment le besoin d'une deuxième configuration La pièce reste dans un mandrin et la machine passe des outils rotatifs aux outils fixes Cela ne permet pas une accumulation d'erreur de tolérance accumulée Pour les pièces de production avec un profil cylindrique primaire, le processus de tournage CNC diminuera considérablement le temps de cycle par rapport au fraisage, ce qui en fait l'opération d'usinage préférée pour les pièces tournées CNC personnalisées à grand volume.
Si votre composant est d'environ 701TP3 T cylindrique avec quelques zones plates ou trous percés en croix, obtenez un devis pour un centre de tournage avec un outillage sous tension avant de sauter à un moulin La configuration unique peut être de 20-401TP3 T en moins par pièce pour des quantités de plus de 50 pièces.

Spécifier les tolérances entraîne plus de votre coût de tournage CNC que presque toutes les autres variables de dessin de pièces Voici une ligne directrice sur la finition de surface et les exigences de précision nécessaires pour une interface mécanique typique La précision de la machine CNC de précision standard tourne à 0,005 po (0,13 mm) qui sera précise pour la plupart des ajustements de presse et des alésages de trous La tolérance de 0,002 po (0,05 mm) nécessite des alimentations plus lentes, des outils de coupe plus fins, une passe de finition possible et peut augmenter le temps de cycle de 20-501TP3 T. Tolérance de 0,0005 po (0,013 mm) sur les caractéristiques de réamed ou de sol peuvent doubler ou tripler.
| Niveau de tolérance | Gamme | Multiplicateur de coûts | Applications courantes |
|---|---|---|---|
| Standard | ±0,005 po. (±0,13 mm) | 1× (référence) | Arbres structurels, entretoises, quincaillerie générale |
| Précision | ±0,002 po. (±0,05 mm) | 1.51. | Sièges de roulement, surfaces de contact, raccords hydrauliques |
| Ultra-précision | ±0,0005 po. (±0,013 mm) | 2.54× | Douilles aérospatiales, broches d'implant médical, supports optiques |
La spécification de finition de surface suit une courbe de coût parallèle La finition standard telle que tournée se situe autour de Ra 3,2 µm (note de rugosité N7 par ISO 1302), qui ne nécessite aucune opération secondaire, Pousser à Ra 0,8 µm (N5) exige des paramètres de coupe plus fins et éventuellement une étape de polissage Pour les surfaces de scellement qui ont besoin de Ra 0,4 µm (N4), le broyage ou le rodage après le processus de tournage est une pratique courante.
Les tolérances serrées sur chaque dimension n'améliorent pas une pièce - elles augmentent le coût 200-3001TP3 T en moyenne avec un tournage CNC. 0,002 po. (0,05 mm) devrait être la limite à moins qu'un roulement ou un alésage de joint ne l'exige - il serait imprudent de le spécifier pour les trous de fixation ou les non-connecteurs Pour ces caractéristiques, par défaut à 0,005 po. (0,13 mm) par tolérances générales ISO 2768.

Les coûts qui culminent à la rotation des prix du CNC sont des facteurs de défis qui changent avec les matériaux, la forme, la taille, le volume et les tolérances de manière extrêmement prévisible Ils comprennent
La formule du coût total pour une pièce transformée en CNC entre dans cette structure : Total = Frais de configuration + (Durée du cycle × Taux horaire) + Coût du matériel + Opérations secondaires + Frais généraux. Les frais de configuration pour le tournage CNC se situent généralement entre $50 et $200 par tâche, couvrant la préparation des luminaires, le chargement des outils et l'inspection du premier article. La programmation ajoute un autre $50 par heure pour les pièces complexes. Selon le Guide des coûts d'usinage CNC HKAA 2025, 1, le coût du matériau représente 30 01 TP3 T du coût total du projet en fonction de la qualité de l'alliage et de la géométrie de la pièce.
Le volume a l'impact unique sur la tarification unitaire À une quantité de 1, la configuration et la programmation sont entièrement absorbées par cette seule partie $1 configuration 10 sur une partie avec $3 de machine signifie temps $153 par unité À 100 unités, les écarts de coûts de configuration à $1.50 par partie À 1 000 unités, la configuration est négligeable et le temps de cycle plus le matériel dominent l'image des coûts Les magasins qui fournissent des systèmes de devis instantanés montrent généralement clairement cette courbe volume-prix.
Les secondaires CNC s'additionnent L'anodisation coûte $15-$50/lot selon la taille, tandis que le traitement thermique, le platage et le broyage ont tous leurs propres frais de configuration et de pièces. Considérez ceci lors de la préparation de votre devis, ce qui semble peu coûteux à la machine peut ajouter 401TP3 T à vos prix finaux après la finition. Plusieurs finitions de surface sur une pièce peuvent doubler votre coût et ajouter une semaine pour le délai.
La sélection d'un matériau d'usinage CNC pour le tournage doit équilibrer l'usinabilité (temps de coupe et usure de l'outil), les propriétés mécaniques (résistance et dureté) et les considérations de coût. L'utilisation d'un mauvais matériau peut augmenter d'un facteur trois vos dépenses d'usinage ou nuire à l'intégrité des pièces Voici un tableau comparatif des matériaux de tournage les plus fréquemment sélectionnés.
| Matériel | Indice d'usinabilité | Tolérance réalisable | Coût Relatif | Meilleur pour |
|---|---|---|---|---|
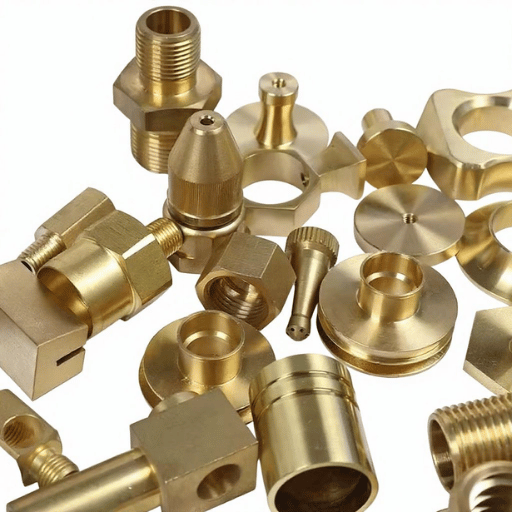
| Laiton C360 | ~300 | ±0,001 po. | $$ | Raccords, vannes, connecteurs électriques à grand volume |
| Aluminium 6061-T6 | ~270 | ±0,001 po. | $ | Prototypes, enceintes, pièces de structure légères |
| Acier au carbone 1018 | ~100 (référence) | ±0,002 po. | $ | Arbres, broches, pièces métalliques à usage général |
| Acier inoxydable 303 | ~78 | ±0,002 po. | $$ | Résistance à la corrosion + bonne usinabilité |
| Acier inoxydable 304/316 | ~45 | ±0,003 po. | $$ | Applications médicales, alimentaires et marines |
| Titane Ti-6Al-4V | ~22 | ±0,003 po. | $$$$ | Aérospatiale, implants médicaux, haute résistance au poids |
| PEEK | ~30 | ±0,003 po. | $$$ | Joints haute température, roulements, matière plastique résistante aux produits chimiques |
L'indice d'usinage est comparé à l'acier à usinage libre (AISI 1212) à 100. des rapports plus élevés indiquent des vitesses de coupe plus efficaces, moins d'usure de l'outil et un coût par caractéristique usinée plus faible. Profilé en laiton et en aluminium, mieux car ils créent une formation de copeaux propres et imposent peu de contraintes aux outils de coupe. Les alliages à haute température tels que l'inox ou le titane introduisent de la chaleur dans la zone de coupe et entraînent les coûts d'outillage d'usinage de 301TP3 T ou plus.
Si un inoxydable résistant à la corrosion est requis, entre la nuance 303 et 304, 303 produit un potentiel de réduction des coûts de l'ordre de 301TP3 T, en raison de sa capacité à être tourné environ 401TP3 T plus vite que 304, sans soudure ni exigences de résistance totale à la corrosion. 303, étant un acier inoxydable à usinage libre et à teneur en soufre améliorée, produit des alimentations et des vitesses plus rapides que 304, lors du tournage tournage CNC de précision pièces, avec une finition de surface très propre.
Conception pour la fabricabilité : comment rendre vos pièces de tournage CNC plus abordables Voici sept meilleures pratiques recueillies à partir de l'expérience de l'industrie et Directives de conception d'usinage Protolabs cela aidera à réduire les cotations tournantes.
📐 Note d'ingénierie
Avec un rapport L/D de 4 :1 à 8 :1, précisez que votre Fournisseur de services de tournage CNC utilisez soit un repos régulier, soit un repos suiveur Si plus grand que 8 :1, considérez le tournage de type suisse ou si diviser la pièce en deux composants plus courts qui s'emboîtent ou s'enfilent ensemble est possible Selon Guide de conception CNC de Chiggo, 10, parties dépassant 6 :1 L/D sans support voir dégradation de tolérance jusquʼà 50%.

Tous les services d'usinage CNC n'offrent pas la même qualité ou fiabilité Les solutions avancées de tournage CNC varient considérablement en termes de rigueur d'inspection, de vitesse de communication et de taux de livraison à temps. Avant de vous engager auprès d'un fournisseur, utilisez cette liste de contrôle pour évaluer si un atelier peut produire des pièces selon les tolérances de votre dessin et expédier dans les délais.
Évitez un atelier de tournage CNC qui expédie des pièces sans rapport d'inspection, ne peut pas fournir de certificats de source matérielle ou ne peut pas surveiller les processus de gestion de la qualité Ces lacunes du service client sont le précurseur de l'expédition de pièces hors tolérance.

✔ Avantages
⚠ Limitations
Le-creator utilise plus de 80 machines CNC certifiées AS9100D, ISO 13485, IATF 16949. Envoyez-nous votre dessin pour un examen DFM et un devis dans les 24 heures.
Guidé développé par l'équipe d'ingénierie de Le-creator, une usine d'usinage CNC à Shenzhen avec 17 ans et une expérience dans le tournage, le fraisage et la fabrication de tôles Plus de 1000 clients Les données de tolérance, les plages de coûts et les règles de conception sont dérivées de paramètres avec lesquels nous travaillons quotidiennement sur des projets d'usinage médical, électronique et industriel général. Lorsque référencés, des liens externes nous dirigent vers les données originales.









