


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


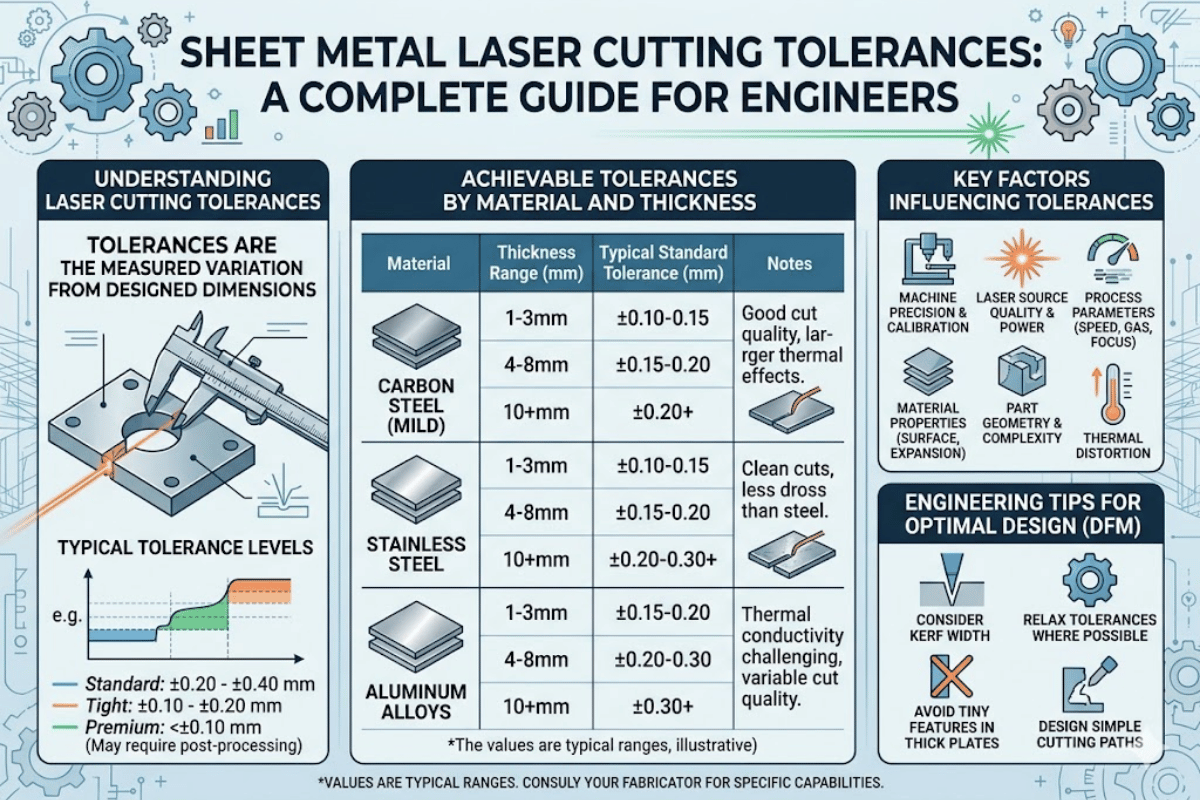
Tolérances de découpe laser de tôle : un guide complet pour les ingénieurs
Les tolérances de découpe laser de tôle sont ce qui détermine si une partie de votre ajustement, fonctionne et est accepté par un client Les tolérances de découpe laser de tôle standard doivent être attendues dans la plage de 0,005 pouces -0,010 pouces (0,13-0,25 mm) sur la plupart des matériaux et épaisseurs Les systèmes de découpe laser à fibre donnent la tolérance de découpe laser de tôle la plus serrée de 0,002 à 0,003 pouces sur une tôle d'acier inoxydable ou d'acier doux de calibre léger Ce qui suit est un tableau de données de tolérance de découpe laser de tôle filtré par matériau et épaisseur, une comparaison de la précision laser laser de fibre et de CO2, un aperçu des facteurs qui influencent la tolérance de votre matériau de découpe fabrication de tôle coûts.
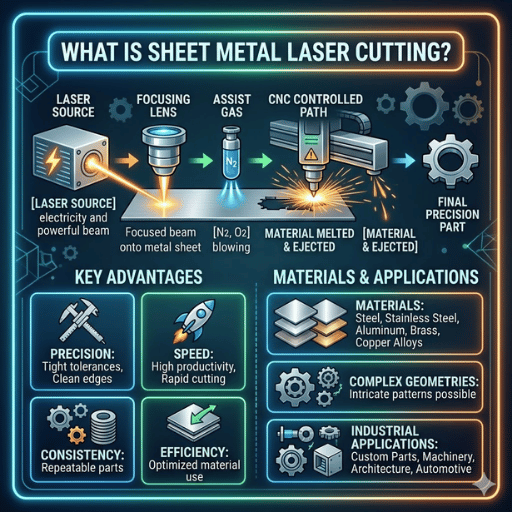
La découpe laser de tôle est un procédé moderne de découpe thermique de tôle à commande numérique par ordinateur (CNC) qui a un foyer laser pour fondre, brûler, vaporiser ou souffler à travers votre tôle le long d'un chemin programmé. Un souffle d'assistance d'azote, d'oxygène ou d'air comprimé est dirigé à travers la buse de découpe laser pour éliminer le matériau fondu de la saignée et l'empêcher d'oxyder la face coupée.
Sur le marché de la découpe laser de tôle, deux sources laser sont populaires Un laser à fibre produit de la lumière à une longueur d'onde de 1,06 m qui est transmise à travers une fibre flexible jusqu'à la tête de découpe, Dans un mélange gazeux de dioxyde de carbone, d'azote et d'hélium, un laser CO2 produit de la lumière à une longueur d'onde de 10,6 m. La technologie de découpe laser à fibre a de plus en plus dépassé les systèmes CO2 pour les tôles de moins de 12 mm d'épaisseur puisqu'elle peut couper plus rapidement, fonctionner de manière plus économique et traiter les métaux réfléchissants tels que l'aluminium, le cuivre et le laiton sans problèmes de rétroréflexion du faisceau.
Les machines de découpe laser de feuilles à commande numérique par ordinateur (CNC) utilisent un contrôleur CNC rigide pour exécuter des chemins de découpe de profil bidimensionnels, généralement importés via un fichier de dessin DXF ou DWG. Les machines de découpe laser de fibres grand format équipées de 3 à 6 kW de puissance de coupe disponible couperont de l'acier doux d'une épaisseur allant jusqu'à 20 mm, de l'acier inoxydable d'une épaisseur allant jusqu'à 15 mm et de l'aluminium d'une épaisseur allant jusqu'à 12 mm. La précision de placement d'une machine bien entretenue et régulièrement inspectée est de 0,001 pouce, tandis que la répétabilité du même machine secondaire est de 4 mm.
La clé de la tolérance de coupe laser de feuille est le matériau et l'épaisseur Les données de tolérance pour les alliages de feuille énumérés ci-dessous, coupés sur un système laser à fibre moderne à l'étalonnage standard, sont présentées dans le tableau Toutes les tolérances sont ce qui peut être le contrôle dimensionnel sur les caractéristiques de coupe diamètre de trou, largeur de fente, et contour de pièce, pas la précision de l'emplacement de la machine et la répétabilité.
| Matériel | Gamme Épaisseur | Tolérance Typique | Remarques |
|---|---|---|---|
| Acier doux | 0,53 mm | ±0,1 mm (±0,004″) | Laser à fibre ; assistance azote ou oxygène |
| Acier doux | 31 mm | ±0,2 mm (±0,008″) | Les matériaux plus épais nécessitent un débit d'alimentation plus lent |
| Acier doux | 12m5m | ±0,30,5 mm (±0,0120,020″) | CO2 ou fibre haute puissance (10 kW+) |
| Acier inoxydable | 0,53 mm | ±0,050,1 mm (±0,0020,004″) | Meilleure qualité de coupe ; assistance à l'azote préférée |
| Acier inoxydable | 38 mm | ±0.10,2 mm (±0,0040,008″) | Azote pour bord sans oxyde |
| Aluminium | 0,53 mm | ±0,1 mm (±0,004″) | Laser à fibre préféré ; surface réfléchissante |
| Aluminium | 31 mm | ±0,150,25 mm (±0,0060,010″) | Une conductivité thermique élevée élargit la ZAT |
| Laiton | 0,53 mm | ±0,1 mm (±0,004″) | Laser à fibre uniquement ; Le faisceau de CO2 réfléchit |
| Cuivre | 0,53 mm | ±0.10.15 mm(±0,0040.006″) | Nécessite une puissance élevée (4 kW+) ; fenêtre de processus étroite |
Sur une échelle de 10 :1, les tolérances sur l'acier doux épais peuvent atteindre 0,02 « tandis que la tôle d'acier inoxydable peut être coupée à 0,002 ». Toutes les tolérances de découpe laser de tôle dépendent fortement de l'épaisseur du matériau, car à mesure que le matériau devient plus épais, plus d'énergie doit être fournie pour réaliser la coupe, la saignée résultante est plus large et la zone affectée par la chaleur augmente avec elle, ce qui signifie une tolérance plus faible sur la pièce finie.
S'il fait passer une pièce découpée au laser sur son centre de fraisage avant d'usiner le acier inoxydable ou aluminium, « , il voudra que la tolérance de diamètre telle que coupée soit indiquée afin de pouvoir en tenir compte dans sa soustraction de stock ».
Outre les différences de longueur d'onde, la délivrance du faisceau et l'interaction avec le métal, les lasers à fibre et les lasers à CO2 ont une capacité de tolérance, une qualité de coupe et un coût par pièce différents Le tableau ci-dessous résume la comparaison pour la tôle.
| Critères | Laser à fibre | Laser CO2 |
|---|---|---|
| Longueur d'onde | 1,06µm | 10,6µm |
| Précision Positionnelle | ±0,002″0.003″ | ±0,004″0.005″ |
| Répétabilité | ±0,001″ | ±0,002″ |
| Vitesse de coupe (jauge fine) | 2 plus rapide que le CO2 | Base de référence |
| Diamètre de poutre | ~25 µm point focalisé | ~75100 µm de tache focalisée |
| Largeur Kerf | 0,10,2 mm | 0,20,4 mm |
| Métaux Réfléchissants | Coupe le laiton, le cuivre, l'aluminium | Risque de dommages par rétro-réflexion |
| Acier épais (>20 mm) | Nécessite des systèmes de 10 kW+ | Fort performant jusqu'à 25 mm |
| Coût d'exploitation | 305 (0% inférieur) | Plus élevé (consommation de gaz, miroirs) |
La découpe laser à fibre permet un diamètre de faisceau plus petit et une saignée plus étroite que la découpe au CO2, ce qui se traduit par des tolérances plus serrées et moins de ferraille La longueur d'onde de 1,06 m est absorbée plus efficacement par les métaux, de sorte que les lasers à fibre offrent des performances de perçage et de découpe plus rapides sur les tôles de calibre mince à moyen C'est pourquoi la plupart des nouveaux magasins de laser ciblant les entreprises de tôlerie achèteront un système de découpe laser à fibre.
Il est vrai que les lasers CO2 présentent encore un avantage dans deux domaines : les performances sur acier épais au-dessus de 20 mm d'épaisseur où la longueur d'onde plus longue permet un meilleur couplage du faisceau en profondeur, et lors du traitement de matériaux non métalliques tels que l'acrylique, le bois ou les textiles Pour les services de découpe laser de tôle dédiés, la norme est la fibre.
Grâce à des dimensions fiables, la précision à 0,002 « sur l'inox fin et 0,003 pouces sur l'acier doux fin - est maintenant standard sur un système laser à fibre dédié, à peu près égal aux niveaux de CO2 d'il y a dix ans mais à 2-3 x le coût d'exploitation.
Dans l'atelier, les tolérances de découpe laser sont une combinaison de 7 facteurs en interaction. Connaître chacun vous permet d'écrire des spécifications plus compréhensibles et d'éviter des problèmes avec le fabricant.
La saignée est la largeur du matériau enlevé par le faisceau laser lors de la découpe La valeur typique de saignée est de 0,1 mm sur l'inox fin (laser à fibre) à 0,4 mm sur l'acier doux épais (laser CO2).Le paquet de fabrication assistée par ordinateur (CAM) prend la compensation de saignée, changeant le chemin de l'outil de la moitié de la largeur de saignée, de sorte que la pièce finie atterrit à la taille Si la compensation de saignée est incorrecte ou si la largeur de saignée varie en raison de l'optique usée, toutes les caractéristiques sur la pièce se déplacent de cette quantité.
L'énergie thermique du faisceau laser entraîne une zone affectée par la chaleur (ZAT) le long du bord coupé L'accumulation de chaleur sur les petites pièces provoque une déformation et une distorsion de la chaleur, les caractéristiques de tirage hors de tolérance L'aluminium et l'acier inoxydable sont le plus souvent affectés en raison de leur conductivité thermique (inox) ou de leur coefficient de dilatation thermique (aluminium).Le traitement de cela nécessite une séquence de coupe optimisée (couper d'abord les petits éléments), des méthodes de coupe par languettes et/ou pulsées, ainsi qu'une fixation et un serrage appropriés.
La planéité de la tôle avant la découpe a un effet immédiat sur la tolérance finale des pièces. Par exemple, un arc de 2 mm sur une feuille de 1 500 mm (inox) provoque une variation de la profondeur de focalisation, ce qui provoque alors une variation de la largeur du trait et de l'angle du bord. ISO 2768 doit spécifier le tol de planéité (plat ou détendu) lors de la commande de tôle Pour les travaux de tolérance serrée, un matériau plat ou déstressé doit être utilisé.
Facteurs d'interaction laser conductivité thermique, réflectivité, point de fusioncontrols le processus d'absorption d'énergie La conductivité thermique élevée du cuivre reflète et chasse rapidement l'énergie laser, ce qui nécessite une puissance laser élevée pour produire une saignée stable La réflectivité de l'aluminium aux longueurs d'onde du CO2 a rendu pratiquement impossible la coupe avant l'arrivée des lasers à fibre sur le marché. Chaque plage de processus de paramètres de coupe acceptables et de rétrécissement de la fenêtre à mesure que l'épaisseur du matériau augmente.
La précision du positionnement CNC repose sur la précision des entraînements linéaires sur la machine, la résolution du codeur et l'état d'étalonnage. Un système de découpe laser à fibre avec des moteurs linéaires et des codeurs à l'échelle du verre aura généralement une précision de 0,001 « et une répétabilité de 0,0005 ». Sans étalonnage fréquent au moins une fois par an conformément à Normes de mesure du NIST10 Les spécifications dériveront. Découvrez ce que fait votre fabricant pour l'étalonnage et à quelle fréquence.
L'interaction de la puissance laser, du débit d'alimentation, de la spécification du gaz d'assistance, de la pression du gaz et de la position de mise au point détermine la qualité de coupe La vitesse d'alimentation excessive provoque un bord rugueux avec les scories ; une HAZ trop lente entraîne un risque de combustion plus important Chaque combinaison matériau/épaisseur a une fenêtre de processus spécifique pour les divers paramètres Alors que la plupart des fabricants fournissent des bibliothèques de paramètres, un opérateur expérimenté ajuste les paramètres sur mesure pour chaque travail.
La buse de coupe dirige le gaz d'assistance coaxialement au faisceau laser Si l'orifice endommagé, l'accumulation de projections ou le motif de pulvérisation est décentré, le jet de gaz d'assistance asymétrique résultant provoque une déviation inégale de la piscine de métal en fusion produisant une qualité de bord asymétrique. L'inspection de la buse doit être effectuée au début de chaque changement, remplacement dès la première indication de formation de projections.

Le coût de découpe laser par pièce est fonction de six facteurs La connaissance de ces facteurs vous aide à faire des choix de conception et d'approvisionnement qui réduisent le coût des pièces sans sacrifier les tolérances dont vous avez besoin.
Le coût des matériaux est fonction de l'alliage, de l'épaisseur et de la taille des tôles L'acier inoxydable coûte 2 à 3 fois plus cher par kg que l'acier doux ; l'aluminium se situe entre les deux L'achat de tailles de tôles standard (1 220 2 440 mm ou 1 500 3 000 mm) réduit le coût des tôles au mètre carré par rapport aux tailles personnalisées.
Le temps de machine est de loin le composant de coût le plus important Les lasers à fibre coupent le matériau mince 2 à 3 fois plus rapidement que les lasers à CO2 de sorte que les fournisseurs de services qui utilisent des équipements de traitement de fibre ont généralement des coûts de pièces inférieurs pour les métaux inférieurs à 6 mm Les coûts des plaques plus épaisses augmentent avec une vitesse de coupe plus grande.
Plus la tolérance est serrée, plus le coût est élevé Le respect des tolérances de 0,002 « prend des vitesses de coupe plus lentes, plus de contrôle du processus et une inspection des pièces de 1001 TP3 T. Les tolérances de 0,010 » permettent une coupe plus rapide et une inspection basée sur l'échantillon Avez-vous vraiment besoin de votre niveau de tolérance ?
La taille des lots est une considération importante car les coûts de configuration et de programmation sont répartis sur des exécutions Un prototype unique transporte la totalité de la surcharge de configuration ($50-$150) répartie sur une seule pièce ; une course de 1 000 pièces réduit cette surcharge à seulement quelques centimes par pièce.
Les opérations secondaires telles que le pliage, le perçage par fraisage, l'insertion de matériel, l'ébavurage et la finition de surface augmenteront le coût du travail. Sur une presse plieuse, chaque dixième de millimètre d'augmentation des tolérances de mesure ajoutera 0,010 « -0,020 » aux tolérances accumulées et doit donc être pris en considération lors de la conception en tant que tolérances de coupe. Le fraisage doit être effectué comme une étape distincte sur une machine différente après la découpe laser.
L'efficacité de nidification affecte le coût des matériaux Les profils rectangulaires simples nichent parfaitement sans déchets, les courbes organiques complexes peuvent laisser de petits retours Le logiciel d'imbrication le plus avancé pour les mélanges de pièces standard produit une utilisation des matériaux dans la gamme de 75-85%. Pour une explication détaillée de la façon dont les coûts d'usinage et de fabrication s'accumulent consultez notre ventilation des coûts d'usinage guide.
Ces 8 règles aideront à concevoir des pièces découpées au laser plus simples à fabriquer, inspecter et assembler avec moins de problèmes de tolérance.
1. la conception pour la tolérance minimale nécessaire L'application de valeurs de tolérance de 0,002 « à toutes les caractéristiques dicte de tester chaque détail Utilisez des tolérances serrées (0,002 ») pour les surfaces d'accouplement, les ajustements de la tige/interférence et les trous de référencement de la donnée Utilisez la tolérance générale (0,010 « ) sur tout le reste.
2. prenez le kerf en considération lors du développement de votre modèle CAO La plupart des fabricants compensent le kerf dans les logiciels de FAO, mais confirment lors de la sollicitation de devis Si vous compensez dans votre DXF et que le magasin compense à nouveau, vous vous retrouverez avec une partie surdimensionnée et une tolérance trop serrée sur chaque fonctionnalité.
3. conception à la taille minimale des caractéristiques Utilisez un diamètre supérieur ou égal à l'épaisseur de la feuille pour les trous La largeur minimale des fentes est de 1,5 x l'épaisseur du matériau Les caractéristiques plus petites sont incohérentes dans la qualité de coupe et vont de la tolérance faible à la tolérance largement inexacte.
4. être conscient de la direction des grains lors de la flexion La flexion perpendiculaire (à travers le grain) resserre les tolérances entre 20-301TP3 T par rapport au parallèle (le long du grain).
5. utilisez de grands coins arrondis à l'intérieur. Minimisez le rayon interne à travers le grain (perpendiculaire à la surface du matériau) à une épaisseur de feuille de 0,5 x. Les angles vifs internes conduisent à des microfissures, à une concentration de contraintes et à une réduction de la vitesse de coupe du laser jusqu'à près de zéro, ce qui entraîne une plus grande largeur de la saignée et peut entraîner des problèmes de tolérance élevés dans cette caractéristique.
6. Gardez la largeur de la ligne de gravure au-dessus de 0,5 mm. Les textes, logos et fiduciaires gravés au laser perdent leur définition une fois sous 0,5 mm de large Pour maximiser la clarté de la partie découpée au laser, une hauteur de caractère minimale de 1,5 mm est recommandée.
7. placement prudent des trous de fraisage Les trous pilotes de fraisage doivent être éloignés d'au moins 3 x de l'épaisseur du matériau de base du bord et d'une épaisseur de matériau de 2 x par rapport à un bord plié ou plié Les opérations mécaniques de fraisage placent des forces qui déforment ou déforment la bride et déplacent l'emplacement du trou s'il est positionné trop près des caractéristiques.
8. conception pour l'imbrication Les profils haut de gamme ont des formes rectangulaires et à angle droit qui optimisent l'efficacité de l'imbrication par rapport aux profils de forme arrondis et libres. Pour réduire les coûts des matériaux, il faut utiliser des caractéristiques de profil intérieur aussi rectangulaires ou à angle droit que possible.
Le-Creator effectue la découpe laser fibre en conjonction avec Usinage CNC et le travail de la tôle via ISO 9001 et notre système de gestion de la qualité accrédité Pour le prototype à travers des besoins de volume élevé, nous pouvons répondre à la précision et à la finition de surface que votre projet exige.
Transparence du contenu : Cet article a été rédigé et édité par l'équipe de contenu d'ingénierie de Le-Creator avec la collaboration de notre équipe de découpe laser de fibre et de fabrication de tôle Les valeurs de tolérance données sont des capacités typiques des systèmes laser à fibre (axes XY) actuels et sont conçues comme une figure de parc à billes large Les tolérances réelles sont fortement dépendantes de la géométrie de la pièce, de l'état/état du matériau, de l'étalonnage de la machine et de l'habileté de l'opérateur Veuillez vérifier les tolérances adéquates avec un fabricant.









