


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


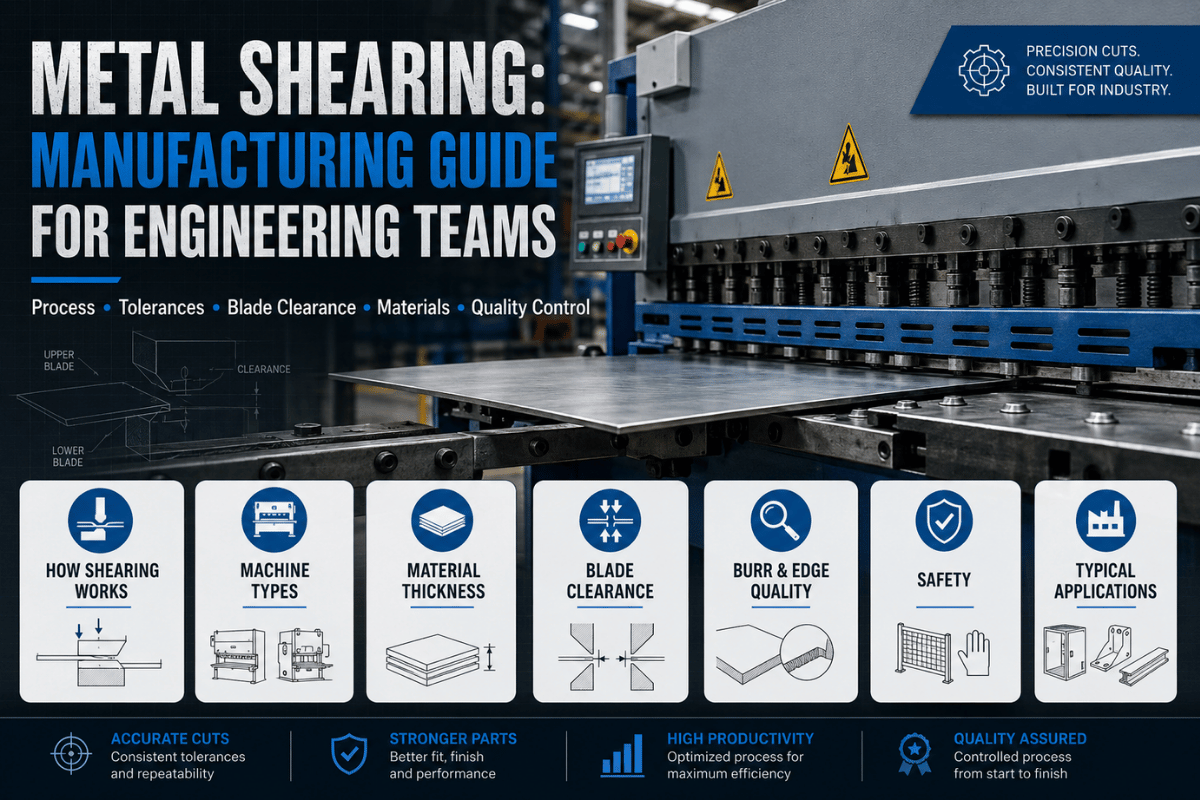
¿quiere cortes limpios y precisos a través de chapa sin distorsión térmica ni chatarra?
| Parámetro | Especificación |
|---|---|
| Método de corte | Cizalla de cuchilla mecánica «trabajo en frío, sin calor, sin astillas |
| Ma× espesor « hidráulico ligero | Hasta 1⁄4” (6 mm) de acero dulce |
| Ma× espesor « hidráulico de alta resistencia | Hasta 13⁄4” (45 mm) de acero dulce |
| Tolerancia estándar | ±0,010®-0,030® (±0,²5-0,75 mm) |
| Posicionamiento del calibre trasero | ±0,005® (±0,13 mm) en sistemas controlados por CNC |
| Espacio libre de la hoja « mecánico | ~7% de espesor del material |
| Holgura de la hoja « hidráulica | 7-15% de espesor del material (ajustable por material) |
| Acabado de borde | Corte recto limpio; rebaba menor proporcional al espacio libre |
| Materiales compatibles | Acero dulce, acero inoxidable, aluminio, cobre, latón, titanio (calibre fino) |
El cizallamiento de metales es un proceso de fabricación que funciona en frío y corta láminas de metal, placas o tiras utilizando dos cuchillas de corte opuestas presionadas entre sí bajo una alta fuerza de corte. No se aplica calor al material, no se elimina ningún material y no se crean astillas; produciendo un corte recto limpio con muy poca rebaba.
Esta es una alternativa rápida y sin astillas al aserrado, corte por láser o corte por plasma para trabajos en línea recta.
El nombre del modo de tensión dominante: a diferencia del aserrado (que elimina el material por abrasión) o el corte por láser (que funde la pieza de trabajo), el corte se aplica puro fuerza cortante hasta que el metal se fracture a lo largo de la línea de la pala. Debido a que el proceso es completamente mecánico, no lo hay zona afectada por el calor (HAZ) « la estructura del material y la dureza permanecen intactas hasta el borde cortado.
El corte y el corte a veces son confusos, pero mecánicamente son bastante diferentes. El corte es cuestión de aplicar dos fuerzas en direcciones opuestas sin quitar el material, el borde de la pieza de trabajo local al corte se fractura a lo largo de un camino. El corte, en general, cubre el uso de sierras, que eliminan las virutas por abrasión, láser, reducción de las piezas de trabajo por vaporización, plasma, destrucción de la pieza de trabajo por fusión y soplado, todo lo cual implica la eliminación del material.
El corte está asociado con la pérdida por corte y los efectos térmicos, el corte está libre de ambos y, por lo tanto, es el más eficiente para trabajos de corte recto en materiales de láminas/placas.
Nota de ingeniería: El desplazamiento de la hoja (la distancia entre el borde cortante superior e inferior medida horizontalmente) para todos los metales excepto los ligeros generalmente debe mantenerse en 5-10% del espesor del material. La cantidad de espacio libre controla la trayectoria de fractura: un espacio libre insuficiente da como resultado un doble corte del proceso (la segunda zona brillante provoca un rápido desgaste de las hojas) y un exceso de espacio libre da como resultado un plegado y laminado del metal en lugar de un corte.
Ventajas de la esquila
Limitaciones de corte

Todos los procesos de cizallamiento comparten una secuencia común, ya sea un pequeño cizallamiento de banco o una guillotina hidráulica industrial de 600 toneladas. Ellos son:
| Material | Corte mecánico | Cizalla hidráulica | Riesgo clave |
|---|---|---|---|
| Acero dulce | ~7% | 7-10% | Sobreespacio libre → doblar y rebaba |
| Acero inoxidable (304) | 5-7% | 7-12% | Espacio libre → endurecimiento por trabajo, desgaste de la hoja |
| Aluminio | 6-8% | 8-12% | Sobreespacio libre → borde roto |
| Cobre / Latón | 5-7% | 7-10% | Galling si el espacio libre es demasiado apretado |
| Acero de alta resistencia (HSLA) | 8-10% | 10-15% | Desgaste rápido de la hoja si está por debajo del juego |
En la práctica: un operador de fabricante de acero estructural carga una lámina de acero dulce de 3 mm sobre el corte de guillotina hidráulica. El operador comprueba la posición del medidor posterior 450 mm 0,5 mm y el parámetro de espacio de la hoja se ajusta a 0,21 mm “ 7% del espesor nominal del material de 3 mm (11/2 «) antes del primer corte del día. El sistema hidráulico se activa, la abrazadera de sujeción cae, la hoja se desliza rápidamente hacia abajo en una inclinación de 3 y el corte aparece completado en menos de 1 segundo. Una sección transversal del borde terminado: 55% de la zona de bruñido 0,055^ se quema en la capa superior, y los 45% restantes de la zona “se arruga en la zona de fractura^! está contenido dentro de las tolerancias para placas de láminas estructurales en blanco. El operador endereza el corte posterior sin necesidad de ajustes.
El coste oculto de la limpieza incorrecta de la hoja: con una variación de la holgura de la hoja de 2-3 puntos porcentuales por encima del rango recomendado ^^ 10% en lugar de 7% para acero dulce, la pieza de trabajo prácticamente se arrugará a través del corte, formando un gran y pesado laminado. rebaba en el borde terminado. Usted paga el precio: esta rebaba convexa puede causar problemas de ajuste de interferencia aguas abajo, requerir desbarbado que requiere mucha mano de obra e incluso provocar el rechazo del lote de producción. Los informes de campo de los talleres de fabricación de OSHA y FMRC han indicado que el espacio libre inadecuado de la hoja es uno de los escapes de calidad de corte/aceptación más frecuentes, y la mayoría de los autores describen que la inspección ocurre después de que los rechazos comienzan a aumentar.

La selección de cortes de energía de adquisición a menudo se basa únicamente en la elección funcional de la capacidad de la máquina para “ajustarse” a los requisitos, pero un corte de guillotina hidráulica grande no se presta a la creación de prototipos de bajo volumen, y un corte de banco pequeño no puede mantener el stock sobre una placa gruesa. Utilice el siguiente árbol de decisión junto con las categorías de máquinas agrupadas a continuación para elegir el tipo de máquina más apropiado.
| Tipo de máquina | Espesor máximo (acero dulce) | Velocidad típica | Mejor aplicación | Nivel de costo |
|---|---|---|---|---|
| Cizalla hidráulica de guillotina | 6-45 mm | 2-5 cortes/min (pesado), 6-8 (ligero) | Producción de chapa/lámina de gran volumen | $$–$$$ |
| Corte mecánico | Hasta 6 mm | 6-12 cortes/min | Fabricación de láminas de volumen medio | $$ |
| Cizalla servohidráulica CNC | 6-25 mm | 4-8 cortes/min | Producción de precisión, tiradas de espesor mixto | $$$ |
| Corte de banco/palanca | Hasta 10 mm (barra plana) | Manual | Pequeña tienda, en bruto, bajo volumen | $ |
| Cizalla eléctrica (de mano) | Hasta calibre 12 (2,7 mm) | Variable | Corte in situ, corte de láminas grandes | $ |
| Cizalla de cocodrilo | Secciones estructurales (rebarra, ángulo de hierro) | Variable | Procesamiento de chatarra, demolición | $$ |
| Corte sin garganta | Hasta calibre 16 (1,6 mm) | Manual | Cortes curvos e irregulares en lámina fina | $ |
La cizalla de guillotina hidráulica (también llamada cizalla de guillotina, cizalla cuadrada y cizalla eléctrica) es la categoría de máquina más frecuente en la fabricación de chapa industrial. Los modelos de máquinas comerciales estándar presentan una longitud de corte de entre 1200 y 6000 mm (41,5′ y 198,0”); Las máquinas industriales más grandes y de alta productividad pueden alcanzar 8 m (~27 pies) de longitud de corte con una capacidad de lámina de 45 mm de espesor. La deformación hidráulica del ariete reemplaza el volante tradicional de las cizallas mecánicas más antiguas; razón por la que el ariete desciende a una velocidad constante y mantiene un tonelaje constante durante la ejecución de cada ciclo.
La diversidad de términos de taller: corte de guillotina, corte cuadrado y corte eléctrico se refieren a la misma categoría básica de máquina: corte de borde inferior fijo accionado y corte de borde superior accionado por umbral. El corte de “guillotina” es más común en las industrias europeas y de gran escala; El “corte cuadrado” se utiliza en los talleres de chapa de América del Norte;” El “corte de potencia” se denomina cizallamiento eléctrico o portátil cuando no está montado en una máquina. Un cizallamiento manual de banco es un cizallamiento montado en mesa accionado eléctricamente.

El corte a presión se puede realizar en cualquier metal dúctil en una máquina normal siempre que esté dentro de los límites de resistencia a la tracción de la tira para esa máquina. Los metales de alta resistencia o quebradizos deben cortarse en una máquina de alto tonelaje o no cortarse en absoluto.
| Material | Espesor máximo (mecánico) | Espesor máximo (hidráulico, estándar) | Notas |
|---|---|---|---|
| Acero dulce (A36, A1011) | Hasta 1⁄4” (6 mm) | Hasta ~1« (25 mm) | Material de referencia para todas las clasificaciones de corte |
| Aluminio (6061, 5052) | Hasta 3/8 « (9,5 mm) | Hasta ~13⁄4” (45 mm) | Más blando = mayor capacidad frente al acero dulce |
| Acero inoxidable (304) | Hasta 3/16 « (4,8 mm) | Hasta ~½” (12,7 mm) | 40-50% de menor capacidad que el equivalente de acero dulce |
| Cobre | Hasta 1⁄4” (6 mm) | Hasta 3/4« (19 mm) | Similar al aluminio; Esté atento a las irritaciones |
| Latón | Hasta 3/16 « (4,8 mm) | Hasta ½” (12,7 mm) | Los protectores de trabajo son menos resistentes que los de acero inoxidable |
| Titanio (Grado 2) | Hasta 1/8 « (3,2 mm) | Hasta 1⁄4” (6 mm) | Alta resistencia a la tracción « exige una máquina pesada |
Best Meil for Shearing- El acero dulce y el aluminio son los mejores metales bien cortados; Ambos son dúctiles y se pueden fracturar fácil y limpiamente sin necesidad de holgura de las cuchillas. El cobre y el latón también son metales fácilmente cortados, especialmente calibres más ligeros. La resistencia inoxidable (304/316) se puede cortar, pero la mayor resistencia a la tracción (alrededor de 700 N/mm versus alrededor de 400 N/mm para acero dulce) del acero inoxidable disminuye la potencia efectiva de corte de la máquina (alrededor de 40-50%) y la inevitable tendencia a endurecerse por trabajo significa que la distancia entre cuchillas debe mantenerse dentro de la parte más estrecha del rango. Ver nuestro servicio de mecanizado de acero inoxidable para uso en aplicaciones que de otro modo requerirían entradas de procesos individuales. Para piezas en bruto de aluminio de mayor espesor, consulte mecanizado CNC de aluminio.
No se deben cortar aceros para herramientas endurecidos, es decir, D2, H13, 4140; carburo de tungsteno y hierros fundidos quebradizos: todos provocarán que se formen astillas y grietas en la cuchilla de corte en lugar de fracturarse. Los materiales difíciles deben cortarse con alambre EDM, molienda o plasma, consulte Mecanizado por electroerosión de alambre para materiales duros dimensionados con precisión y de tolerancia estrecha.
Nota de ingeniería: cualquier material con una resistencia a la tracción superior a aproximadamente 690 MPa (100 000 psi) requiere una máquina de corte de alta presión dedicada o un cambio de proceso. El acero inoxidable, que endurece el trabajo bajo cizallamiento, significa que la calidad del borde se ve comprometida más por el filo y el espacio libre de la hoja que con el acero dulce, con rebabas y desgarro comparables o peores que el rectificado abrasivo cuando la hoja está opaca; consulte nuestro servicio de rectificado abrasivo.

El corte es un proceso de precisión media. Es mejor para lograr dimensiones consistentes (mejor que el aserrado) y se recomienda sobre el corte por plasma; sin embargo, las tolerancias de corte por láser son más estrechas y logran formas delgadas o intrincadas. Investigue sus necesidades de tolerancia antes de seleccionar un proceso y un proveedor.
| Proceso | Tolerancia dimensional típica | Acabado de borde | HAZ | Mejor para |
|---|---|---|---|---|
| Esquila | ±0,010®-0,030® (±0,25-0,75 mm) | Limpiar recto; rebaba menor | Ninguno | Cortes rectos de gran volumen, corte de placas |
| Corte láser | ±0,002®-0,010® (±0,05-0,25 mm) | Suave; puede tener estrías en placas gruesas | Sí (delgado) | Perfiles complejos, tolerancias estrictas, calibre delgado |
| Corte por plasma | ±0,030®-0,060® (±0,75-1,5 mm) | Escoria áspera presente | Sí (significativo) | Placa estructural gruesa, baja precisión |
| Corte de sierra | ±0,005®-0,020® (±0,13-0,5 mm) | Suave; Se requiere eliminación de virutas | Ninguno | Stock de barra, lotes pequeños, sin hojas |
Cualquier dimensión que no sea un atajo (consulte la tabla a continuación) probablemente estará dentro de la tolerancia estándar de la industria (ASTM A568 / ISO 2768). Las tolerancias típicas son las siguientes: 0-1® = 0,005®; 1-12® = 0,010®; 12-24® = 0,020®; más de 24® = 0,030®+.
Nota de ingeniería: La altura de la rebaba es directamente proporcional a la holgura por corte (el espacio entre las cuchillas de corte superior e inferior). El espacio libre correcto genera una rebaba pequeña y consistente en el límite de las zonas de fractura y pulido. Demasiado espacio libre provoca una rebaba grande y enrollada debido al pliegue. Muy poco provoca una rebaba de doble corte, con una banda brillante secundaria. Cuando la calidad constante de los bordes importa, especifique el espacio libre de la hoja como parte de su servicio de corte y tenga en cuenta la torsión de la tira (común en tiras muy estrechas de menos de 10 veces el espesor del material: 10-15 veces es preferible).
Las tolerancias nominales para el corte de anchos inferiores a 10 veces el espesor del material son una buena regla general para evitar torceduras. Para obtener más de 10 veces el espesor del material, trabaje desde las tolerancias enumeradas para evaluar si el proceso ya está a la altura del desafío o si se debe utilizar uno mejor. Cuando se necesitan tolerancias superiores a 0,010 «, el corte probablemente debería usarse sólo como preproceso o eliminarse por completo; consulte mecanizado CNC metálico o consulte nuestra guía de mecanizado de tolerancia estricta. Cuando se utilizan junto con el mecanizado, los espacios en blanco cortados a menudo se fresan con CNC hasta obtener una forma o dimensión terminada (consulte el servicio de fresado con CNC).

Elegir entre procesos de corte y procesos de corte alternativos se reduce a la economía. Ninguno de los dos es universalmente mejor. Adapte su proceso a sus requisitos de tolerancia, espesor del material y volumen de producción. Esta matriz ilustra todas las opciones.
| Calibre de materiales | Volumen | Tolerancia/perfil | Proceso recomendado |
|---|---|---|---|
| Cualquier calibre | Cualquiera | Perfil curvo o complejo | Láser / Plasma / Chorro de agua « el corte no puede producir curvas |
| <14ga (<1,9 mm) | <10 uds | ±0,005® sau mai închis | Corte láser |
| <1⁄4” (6 mm) | Cualquiera | Cortes rectos, ±0,010®-0,030® | Esquila |
| 3/8«-1« (10-25 mm) | >100/mes | Cortes rectos | Ventaja de rendimiento de corte “36× sobre láser de 4kW |
| 3/8«-1« | Volumen bajo | Perfil complejo | Corte de plasma/sierra |
| >1⁄4” plato | Cualquiera | Espacios en blanco rectos | Cortar (entonces fresado CNC para terminar) |
| Cualquiera | >10.000/mes | Blanks repetidos en forma de red | Estampado (corte solo para el primer espacio en blanco) |
Para trabajos de calibre muy delgado (<“) donde se necesitan tolerancias estrechas o perfiles muy curvos, el láser es la opción obvia: produce 0,05 mm o mejor y no produce rebabas en este material liviano. Pero con una placa de 3/8 ” (10 mm) o más, una caída brusca en el proceso láser: un láser de fibra de cuatro kilovatios pasará de 190200 IPM en calibre delgado a 6070 IPM en placa de 38”, duro. A 12 mm, un corte hidráulico puede producir aproximadamente 36 veces el volumen de cortes rectos por hora.
El corte cuesta muchas veces menos de operar: las máquinas láser normalmente cuestan $300K-$500K de compra y $1570 por hora de operación; un corte hidráulico similar cuesta del orden de $30K y unas décimas de centavo por corte. Para la producción en masa de piezas cortadas rectas y en bruto en placas o láminas de gran calibre, los cálculos se inclinan mucho.
Escenario A-Contratista de HVAC (Corte ): Un contratista de chapa que fabrica paneles de conductos galvanizados requiere 5000 piezas en bruto de corte recto por mes en acero de calibre 18 (1,2 mm) con una tolerancia de 0,020 «. Todos los cortes son rectangulares, con curvas cero. Un corte mecánico a $28.000 completa este recorrido en un solo turno a un costo de aproximadamente $0,002 por corte.
Cortar con láser el mismo volumen a $15/hora de tiempo de la máquina costaría aproximadamente 40 más por pieza y extendería el tiempo de entrega para la configuración de programación de la máquina en cada cambio de perfil de conducto.
Escenario B: Soporte aeroespacial (láser): un proveedor aeroespacial requiere 20 unidades de soportes de aluminio 6061-T6 de 0,125 « (3,2 mm) por pedido, cada uno con una tolerancia dimensional de 0,005 « y dos recortes radiados complejos. El corte no puede crear las características radiadas, e incluso en los bordes rectos, la tolerancia de corte de 0,010 « a 0,030 « excede el requisito de 0,005 «. El láser saldría adelante en términos de capacidad y economía para estos soportes de bajo volumen.
Escenario C- Manta de puerta para automóviles (estampado + corte): un proveedor de automóviles de nivel 2 fabrica mantas de puerta HSLA de 1,5 mm y fabrica 50 mil al mes. En este volumen, el método de producción es el estampado progresivo de troqueles, pero la línea se ejecuta desde la bobina y la primera operación es un corte en blanco cortado al ancho desde la bobina maestra. El corte y el estampado son una sola operación: el corte realiza la preparación de corte recto de alta velocidad; el estampado forma la red.
El corte por láser no pudo seguir el ritmo de la tasa de rendimiento de bobina a blanco en este nivel de producción.

Casi todas las industrias manufactureras que utilizan metales planos utilizan el proceso de corte del metal, lo realicen o no: conductos HVAC, espacios en blanco aeroespaciales, etc. La verdadera pregunta no es qué industrias cortan sino en qué parte la forma geométrica, las tolerancias y la cantidad de uso. uso el corte se vuelve aceptable o no.
En una planta de estampado de nivel 2: una pieza en bruto de corte de guillotina hidráulica de 600 toneladas de acero en espiral HSLA de 1,5 mm a 6 cortes/min que alimenta la pieza en bruto directamente a una matriz de estampado progresivo; cada pieza en bruto alcanza en promedio 0,5 mm en ambas dimensiones 23 ppcm. Esto está dentro de la tolerancia entrante de 1,0 ppcm que requerirá la matriz. El corte en volumen es aproximadamente 80% menos costoso por pieza en bruto que el corte por láser; el operador de corte funciona solo durante cada turno, se necesitarían tres operadores para que las tres estaciones de corte por láser funcionen a esta velocidad. Por eso el corte sigue siendo la primera operación en la gran mayoría de los talleres de fabricación de chapa para automóviles.
No todos los talleres de esquila pueden mantener las tolerancias que su pieza requiere. Haga estas ocho preguntas a su servicio de esquila antes de comprar espacios en blanco cortados para su aplicación. Sus respuestas eliminarán rápidamente las tiendas cuyos procesos no tienen el control de las tiendas que preferirían que usted no inspeccionara:
Ofertas Lecreator Servicii de mecanizare CNC con corte de chapa (incluido el posicionamiento de retroproyección CNC), certificación de materiales y operaciones secundarias. Cargue un dibujo CAD para obtener una cotización con las certificaciones de materiales adjuntas.

Tres tendencias se están alineando para cambiar la forma en que los fabricantes ven la capacidad de corte y el rendimiento en 2025 y en adelante.
1. Sistemas servohidráulicos: más precisos y mucho más eficientes energéticamente: los fabricantes de automóviles ya han reemplazado los sistemas hidráulicos de potencia constante de estilo antiguo con sistemas accionados por servomotores que solo utilizan energía cuando se mueven para establecer el espacio entre las palas. En lugar de desperdiciar energía calentando aceite y luego enfriándolo, las modernas palas servohidráulicas descienden sobre perfiles programados que reducen la vibración a material de calibre delgado. Las modernas cizallas servohidráulicas, además de formar prensas 60-70% menos energía en comparación con los equipos hidráulicos tradicionales y eso se traduce en costos operativos significativamente reducidos para talleres de gran volumen.
2. Automatización de retromedidores CNC -contracorta el error humano: las configuraciones de retromedidores controlados por CNC desplazan la precisión variable introducida por los operadores con paradas manuales, especialmente en series multidimensionales. La utilización de maquinaria CNC en los talleres norteamericanos aumentó 7% de 2022 a 2023 según la Asociación de Tecnología de Fabricación. Si su producción es un borrado repetitivo de las características de precisión, especifique que el taller de corte está configurado con un retromedidor CNC --esta es la mejor manera de medir la consistencia dentro de una ejecución.
3. Inversiones en capacidad impulsadas por la demanda de vehículos eléctricos: los modelos de vehículos eléctricos utilizan una mayor proporción de aceros de alta resistencia y baja aleación y piezas en bruto de aluminio que sus homólogos convencionales de combustión interna. Se trata de metales en los que el cizallamiento sigue siendo la primera operación principal. El mercado norteamericano de prensado y cizallamiento alcanzó los $2.200 millones de dólares en 2024 y se prevé que crezca hasta 6% de crecimiento anual compuesto (CAGR) hasta 2034 hasta aproximadamente $3.900 millones. Por lo tanto, para influencias de compra, esto equivale a una compra continua de capital de nueva capacidad de corte de proveedores de equipos de Nivel 1 y 2; Estos servohidráulicos más nuevos proporcionan más precisión que las líneas mecánicas más antiguas.
Llamado a la acción. Si está comprando equipos de corte para aplicaciones aeroespaciales, automotrices o electrónicas, solicite específicamente que su proveedor disponible confirme los ciclos regulares de mantenimiento de las palas y pueda brindar un ejemplo de monitoreo del desgaste de las palas. Estos factores tienen el efecto más dramático en la calidad de los bordes y la consistencia dimensional durante una producción de cualquier pedido.
El corte es un proceso de fabricación en frío mediante el cual se corta la chapa metálica con una fuerza aplicada a dos cuchillas que se presionan entre sí. En terminología de cinco dedos, no se produce calor, ni astillas ni exfoliación del material ñe el metal se rompe a lo largo de una línea de fractura limpia. Es la técnica más eficiente en términos de tiempo y rentabilidad para un corte en línea recta en láminas y placas de metal donde la velocidad de giro es primordial.
El acero dulce (A36, A1011) y el aluminio (6061, 5052) son los metales cortados con mayor frecuencia ya que son dúctiles y de resistencia a la tracción moderada. Las hojas de cobre y latón se cortan bien en una gama estándar de calibres. El acero inoxidable (304/316/301, etc.) tiene una mayor demanda de capacidad de corte de 40-50% y debe cortarse con tolerancias más estrictas en la holgura de los flancos. Las propiedades de endurecimiento por trabajo en aceros dúctiles y aleaciones de titanio superarán el borde de la hoja liso de fractura. El acero para herramientas endurecido, el carburo de tungsteno y los materiales frágiles como el hierro fundido astillarán los bordes de las hojas en lugar de producir una fractura limpia.
Al cortar, los dos lados de una cuchilla recta aplican fuerzas de compresión normales opuestas que causan una fractura en la línea de corte 1. En el proceso no se elimina ningún material y no se genera calor. El corte es una subsección del corte que utiliza, los otros tipos incluyen aserrado (eliminación de virutas mediante acción abrasiva), láser (vaporización) y plasma (arco de potencia extremadamente alta, extracción de material fundido). El corte produce cero pérdidas por corte y conserva la mayoría de las propiedades originales del material en el borde cortado por corte.
Las variaciones de la industria y los países a menudo describen las máquinas de corte de cuchillas como tijeras de guillotina, tijeras cuadradas o tijeras eléctricas “, todas tienen el mismo tipo de máquina básica. La ”corte de guillotina“ es común en la industria pesada de Alemania y Europa continental. La ”corte de banco“ o ”corte de palanca” se utiliza para referirse a las cuchillas de corte sin motor en unidades pequeñas montadas en banco para trabajos de calibre ligero. Las unidades de corte eléctricas portátiles se denominan tijeras eléctricas para uso genérico o tijeras de hojalata si se utilizan en material de calibre ligero.
La capacidad de corte en espesor del material depende únicamente del tipo de máquina y del tipo de material. El acero dulce suele oscilar entre 3/16 « (5 mm) en pequeños cortadores hidráulicos y hasta 1 «25 mm) en guillotinas hidráulicas de fuerza bruta; acero inoxidable 40-50% menos en la misma máquina. El factor de servicio 100% es mínimo para una clasificación de corte para su aplicación requerida. Verifique la calidad de su material al cotizar servicios de corte, no solo acero.
Conicidad cero, 0,010 «-0,030 « (0,25-0,75 mm) de tolerancia estándar al corte dependiendo de la longitud de corte «las piezas de tirada corta requieren tolerancias más estrictas. El posicionamiento del calibre posterior CNC hasta 0,13 mm (0,005 «) reduce significativamente el error de pieza a pieza en comparación con los topes de calibre. Las tolerancias superiores a 0,010 « deben cortarse con láser o mecanizarse con CNC.
Sí, es posible el corte de acero inoxidable, pero espere una recomendación de mayor capacidad de ~50% en comparación con el acero dulce de igual espesor, debido a la mayor resistencia a la tracción y tendencia al endurecimiento por trabajo. Los espacios entre cuchillas deben reducirse por la misma razón, en el extremo inferior del rango recomendado para evitar el endurecimiento por trabajo en el borde cortado.
El espacio entre la hoja y el material (o “espacio libre”) se establece como porcentaje del espesor del material. Lo típico de las unidades de corte mecánico es 7%. Las cizallas hidráulicas utilizan un rango 7-15%, donde los materiales más duros como el acero inoxidable o el acero de alta resistencia tienden a empujar el porcentaje óptimo al rango 15% para permitir una fractura limpia. Un espacio libre demasiado pequeño produce un rápido embotamiento de la hoja y una rebaba de doble corte; un espacio demasiado grande produce que la pieza de trabajo se rice excesivamente y se forme una gran rebaba laminada.
Acerca de esta guía
Esta guía de tecnología de corte de chapa se basa en las especificaciones de maquinaria OEM (Cincinnati Incorporated, Ursviken), en los estándares de ingeniería adoptados por la industria para la fabricación (ASTM A568, ISO 2768) y la investigación de mercado (Global Market insights, Association for Manufacturing Technology), o en información recopilada a través de foros profesionales (PracticalMachinist.com) y referencias estándar recomendadas de la industria (Degarmo, Black & Kohser, Materiales y procesos en la fabricación). Los rangos de tolerancias de longitud y espesor del material laminar reflejan valores típicos utilizados en la industria (los resultados reales varían según el modelo específico de la máquina, la vida útil y el estado real de la hoja, el grado del material utilizado y la configuración de la máquina realizada por el personal operativo). Consulte con su proveedor de servicios de corte para confirmar la idoneidad de la operación.









