


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Vous voulez des coupes propres et précises à travers la tôle sans distorsion thermique ni rebut ?
| Paramètre | Spécification |
|---|---|
| Méthode de découpe | Cisaillement mécanique des lames fonctionnant à froid, pas de chaleur, pas de copeaux |
| Ma× épaisseur hydraulique légère | Jusqu'à 1⁄4 de” (6 mm) d'acier doux |
| Ma× épaisseur hydraulique robuste | Jusqu'à 13⁄4” (45 mm) d'acier doux |
| Tolérance standard | ±0,010″0,030″(±0,²50,75 mm) |
| Positionnement de la voie arrière | ±0,005″ (±0,13 mm) sur les systèmes contrôlés par CNC |
| Dégagement de la lame mécanique | ~7% d'épaisseur de matériau |
| Dégagement de la lame hydraulique | 7% d'épaisseur de matériau (réglable par matériau) |
| Finition bord | Coupe droite propre ; bavure mineure proportionnelle au dégagement |
| Matériaux compatibles | Acier doux, acier inoxydable, aluminium, cuivre, laiton, titane (gauge fine) |
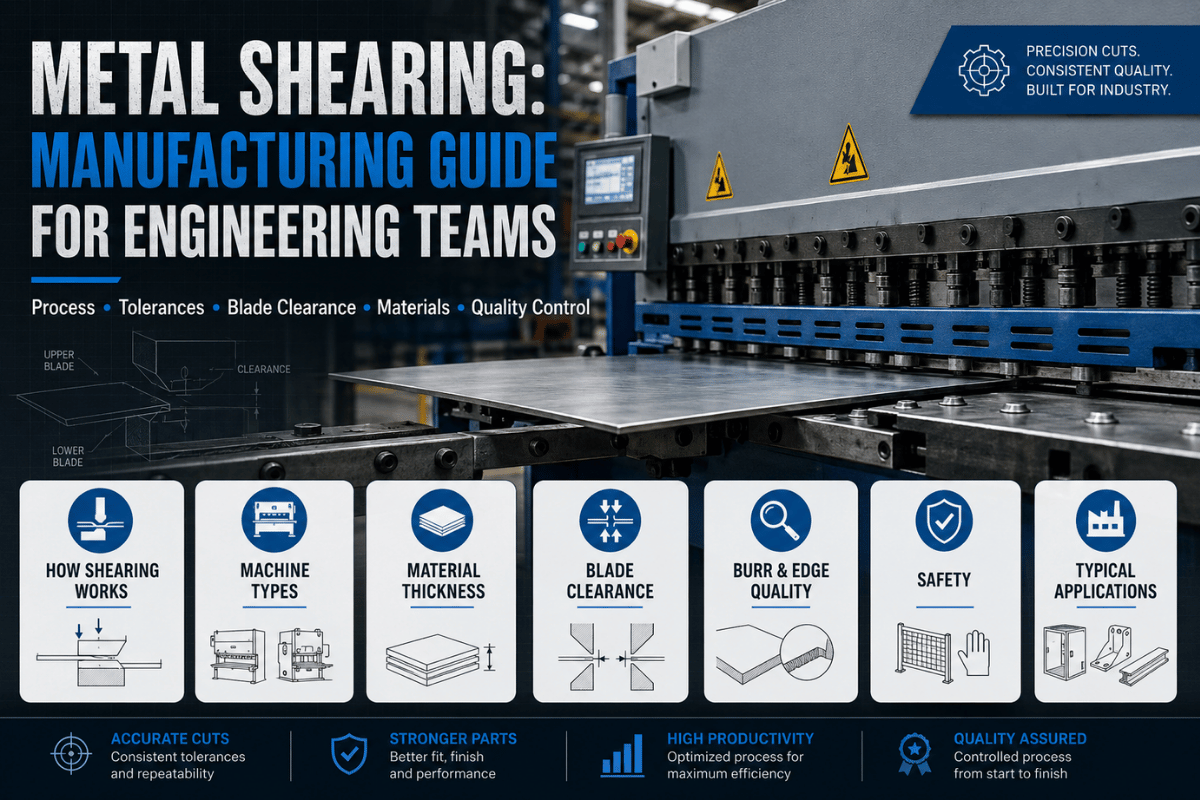
Le cisaillement du métal est un processus de fabrication à froid qui coupe la tôle, la plaque ou la bande à l'aide de deux lames de coupe opposées pressées l'une sur l'autre sous une force de cisaillement élevée. Aucune chaleur n'est appliquée au matériau, aucun matériau n'est retiré et aucun copeau n'est créé ; produisant une coupe droite propre avec très peu de bavure.
Il s'agit d'une alternative rapide et sans copeaux au sciage, à la découpe laser ou à la découpe plasma, pour le travail en ligne droite.
Nommé d'après le mode de contrainte dominant : contrairement au sciage (qui enlève la matière par abrasion) ou à la découpe laser (qui fait fondre la pièce), le cisaillement s'applique pur force de cisaillement jusqu'à ce que le métal se fracture le long de la ligne de la lame Parce que le processus est entièrement mécanique, il n'y a pas zone affectée thermiquement (ZAT) La structure et la dureté restent intactes jusqu'au bord coupé.
Le cisaillement et la découpe sont parfois confondus, mais mécaniquement ils sont assez différents Le cisaillement consiste à appliquer deux forces dans des directions opposées sans enlever de matière, le bord de la pièce local à la découpe le long d'un chemin. La découpe, d'une manière générale, recouvre l'utilisation de scies qui éliminent, abr, la réduction de vapeur par travail de plasma par destruction de la pièce par fusion et soufflage par soufflage-fausse de matière qui impliquent l'enlèvement de matière.
La découpe est associée à des pertes de saignée et à des effets thermiques, le cisaillement est exempt de ces deux éléments et donc le plus efficace pour le travail à coupe droite dans les matériaux en feuilles/plaques.
Note d'ingénierie : Le décalage de la lame (la distance entre le bord de coupe supérieur et inférieur mesurée horizontalement) pour tous les métaux, sauf les métaux légers, doit habituellement être maintenu à 5-101TP3 T de l'épaisseur du matériau La quantité de jeu contrôle le chemin de fracture : un jeu insuffisant entraîne le processus de double cisaillement (la deuxième zone brillante provoque une usure rapide des lames) et un jeu excessif entraîne un pliage et un laminage du métal plutôt qu'un cisaillement.
Avantages de tonte
Limites de cisaillement

Tous les procédés de cisaillement partagent une séquence commune, qu'il s'agisse d'une petite cisaille de banc ou d'une guillotine hydraulique industrielle de 600 tonnes Ils sont :
| Matériel | Cisaillement mécanique | Cisaillement hydraulique | Risque clé |
|---|---|---|---|
| Acier doux | ~7% | 710% | Sur-dégagement → plier et bavurer |
| Acier inoxydable (304) | 5% | 712TP3T | Sous-dégagement → écrouissage, usure de lame |
| Aluminium | 68% | 812TP3T | Sur-dégagement → bord déchiré |
| Cuivre/Laiton | 5% | 710% | Galant si le jeu est trop serré |
| Acier à haute résistance (HSLA) | 810% | 1015% | Usure rapide des lames si elle est en sous-ensemble |
En pratique : Un opérateur de fabrication d'acier de construction charge une tôle d'acier doux de 3 mm sur la cisaille guillotine hydraulique L'opérateur vérifie la position du gabarit arrière 450 mm 0,5 mm et le paramètre d'espace entre les lames composé en 0,21 mm 71TP3 T de l'épaisseur nominale de 3 mm (11/2″) avant la première coupe de la journée. L'hydraulique active, maintient la pince tombe, la lame glisse rapidement vers le bas à un râteau de 3, et la coupe semble terminée en moins d'une seconde. Une section transversale du bord fini : 551TP3 Tapier brûlant suivant zone contenue dans la plaque ^tures de rupture est contenu dans la zone.
Le coût caché du mauvais dégagement de la lame : Avec une variation du dégagement de la lame de 2 à 3 points de pourcentage au-dessus de la plage recommandée ^ 101TP3 T au lieu de 73 T pour l'acier doux 1 TP la pièce va pratiquement froisser son chemin à travers la coupe, formant une grande fraise lourde roulée sur le bord fini Vous payez le prix : cette fraise convexe peut provoquer des problèmes d'ajustement par interférence en aval, nécessiter un ébavurage à forte intensité de main-d'œuvre et même provoquer un rejet de lot de production Les rapports de terrain des ateliers de fabrication OSHA et FMRC ont indiqué qu'un dégagement inapproprié de la lame est l'un des échappements de qualité de cisaillement/qualité d'acceptation et de qualité de cisaillement les plus répandus, et la qualité, et la plupart des auteurs décrivent l'inspection se produisent après que l'inspection se produisent après que les rejets.

Approvisionnement Puissance cisaillement^ la sélection est souvent basée uniquement sur le choix fonctionnel de la capacité de la machine pour adapter les exigences de“, mais un grand cisaillement de guillotine hydraulique ne se prête pas au prototypage de faible volume, et un petit banc de cisaillement ne peut pas maintenir le stock sur une plaque épaisse Utilisez l'arbre de décision suivant ainsi que les catégories de machines groupées ci-dessous pour choisir le type de machine le plus approprié.
| Type de machine | Épaisseur maximale (acier doux) | Vitesse Typique | Meilleure Application | Niveau de coût |
|---|---|---|---|---|
| Cisaillement hydraulique en guillotine | 64 mm | 2 coupes/min (lourdes), 68 (légères) | Production de plaques/feuilles à grand volume | $$–$$$ |
| Cisaillement mécanique | Jusqu'à 6 mm | 61 coupes/min | Fabrication de feuilles à volume moyen | $$ |
| Cisaillement hydraulique servo CNC | 62 mm | 4 coupes/min | Production de précision, courses d'épaisseur mixte | $$$ |
| Banc/cisaille à levier | Jusqu'à 10 mm (barre plate) | Manuel | Petite boutique, couverture rugueuse, faible volume | $ |
| Cisaille électrique (portable) | Jusqu'à 12 gauges (2,7 mm) | Variable | Découpe sur site, couverture de grandes feuilles | $ |
| Cisaillement alligator | Sections structurelles (barre, cornière) | Variable | Traitement de ferraille, démolition | $$ |
| Cisaillement sans gorge | Jusqu'à 16 gauges (1,6 mm) | Manuel | Découpes courbes et irrégulières en feuille mince | $ |
Le cisaillement guillotine hydraulique (également appelé cisaillement guillotine, cisaillement équarrissant et cisaillement de puissance) est la catégorie de machines la plus répandue dans la fabrication industrielle de tôle Les modèles de machines standard commerciales comportent entre 1200 et 6000 mm (41,5′ & 198,0”) longueur de coupe ; les machines industrielles plus grandes et à haute productivité peuvent atteindre 8 m (~27 pi) de longueur de coupe avec une capacité de tôle de 45 mm d'épaisseur La déformation hydraulique du vérin remplace le volant d'inertie traditionnel des cisailles mécaniques plus anciennes ; raison pour laquelle les rameaux descendent à un taux de vitesse constant et maintiennent un tonnage constant tout au long de l'exécution de chaque cycle.
La diversité des termes d'atelier : un cisaillement à guillotine, un cisaillement carré et un cisaillement de puissance font tous référence à la même catégorie de base de machines, un bord inférieur fixe alimenté par une machine et un cisaillement de bord supérieur à seuil. La cisaillement de la turbineGuillotine“ est plus courante dans les industries européennes et à grande échelle ; Le ”squaring shear“ est utilisé dans les ateliers de tôles nord-américains ; Le” ”power shear“ est appelé cisaillement électrique ou portatif lorsqu'il n'est pas monté sur machine. Une cisaille manuelle de banc est une cisaille électrique montée sur table.

Le cisaillement de puissance peut être effectué sur n'importe quel métal ductile sur une machine normale à condition qu'il tombe dans les limites de résistance à la traction de la bande pour cette machine Les métaux à haute résistance ou cassants doivent être cisaillés sur une machine à tonnage élevé ou pas du tout.
| Matériel | Épaisseur maximale (mécanique) | Épaisseur maximale (hydraulique, standard) | Remarques |
|---|---|---|---|
| Acier doux (A36, A1011) | Jusqu'à 1⁄4 de” (6 mm) | Jusqu'à ~1″ (25 mm) | Matériau de référence pour tous les indices de cisaillement |
| Aluminium (6061, 5052) | Jusqu'à 3/8″ (9,5 mm) | Jusqu'à ~13⁄4” (45 mm) | Plus doux = capacité plus élevée par rapport à l'acier doux |
| Acier inoxydable (304) | Jusqu'à 3/16″ (4,8 mm) | Jusqu'à ~½” (12,7 mm) | 40 capacité inférieure à celle de l'équivalent en acier doux |
| Cuivre | Jusqu'à 1⁄4 de” (6 mm) | Jusqu'à 3/4″ (19 mm) | Semblable à l'aluminium ; surveiller le grippage |
| Laiton | Jusqu'à 3/16″ (4,8 mm) | Jusqu'à ½” (12,7 mm) | Durcisseurs de travail moins qu'inoxydables |
| Titane (grade 2) | Jusqu'à 1/8″ (3,2 mm) | Jusqu'à 1⁄4 de” (6 mm) | Haute résistance à la traction exige une machine lourde |
Best Meil for Shearing-L'acier doux & Aluminium sont les métaux les mieux cisaillés bien ; les deux sont ductiles et peuvent être fracturés facilement et proprement sans avoir besoin d'un jeu de lame lâche Le cuivre & Laiton sont également des métaux facilement bien cisaillés, en particulier des jauges plus légères. L'acier inoxydable (304/316) peut être cisaillé, mais la résistance à la traction plus élevée (environ 700 N/mm contre environ 400 N/mm pour l'acier doux) de l'inox diminue la puissance de coupe efficace de la machine (d'environ 40-501TP3 T) et la tendance à travailler plus fort signifie que le jeu de la lame doit être maintenu dans la plage de notre pièce. service d'usinage en acier inoxydable pour une utilisation dans des applications qui nécessitent par ailleurs des entrées de processus individuelles Pour le découpage en aluminium à des épaisseurs plus élevées, voir usinage CNC en aluminium.
Ne devrait pas cisailler les aciers à outils trempés, c'est-à-dire D2, H13, 4140 ; le carbure de tungstène et les fontes cassantes - tous provoqueront la formation de copeaux et de fissures au niveau de la lame de cisaillement au lieu de la fracture. Les matériaux difficiles doivent être coupés à l'aide de fil EDM, de meulage ou de plasma-voir Usinage EDM filaire pour un matériau dur dimensionné avec précision et à tolérance étroite.
Note d'ingénierie - tout matériau supérieur à environ 690 MPa de résistance à la traction (100 000 psi) nécessite une machine de cisaillement haute pression dédiée ou un changement de processus. L'inox, qui durcit sous cisaillement, signifie que la qualité des bords est davantage compromise par l'affûtage et le jeu des lames qu'avec l'acier doux, avec une fraise et une déchirure comparables ou pires que le meulage abrasif lorsque la lame est terne - voir notre service de meulage abrasif.

Le cisaillement est un processus de précision moyenne Il est préférable pour atteindre des dimensions cohérentes (meilleures que le sciage) et recommandé sur la découpe plasma ; cependant, les tolérances de découpe laser sont plus étroites et accomplissent des formes fines ou complexes Étudiez vos besoins de tolérance avant de sélectionner un processus et un fournisseur.
| Processus | Tolérance dimensionnelle typique | Finition des bords | HAZ | Meilleur pour |
|---|---|---|---|---|
| Cisaillement | ±0,010″0.030″(±0,250,75 mm) | Nettoyer droit ; bavure mineure | Aucun | Découpes droites à grand volume, découpage de plaques |
| Découpe laser | ±0,002″0.010″(±0,050,25 mm) | Lisse ; peut avoir des stries sur une plaque épaisse | Oui (mince) | Profils complexes, tolérances serrées, calibre mince |
| Découpe plasma | ±0,030″0.060″ (±0,751,5 mm) | Brut, scories présentes | Oui (significatif) | Plaque structurelle épaisse, faible précision |
| Coupe de scie | ±0,005″0.020″(±0,130,5 mm) | Lisse ; élimination des copeaux requise | Aucun | Stock de bar, petits lots, non-feuille |
Toute dimension qui n'est pas très courte (voir tableau ci-dessous) sera probablement dans la tolérance standard de l'industrie (ASTM A568 /ISO 2768).Les tolérances typiques sont les suivantes : 0-1″ = 0,005″ ; 1-12″ = 0,010″ ; 12-24″ = 0,020″ ; plus de 24″ = 0,030″+.
Note d'ingénierie La hauteur de bavure est directement proportionnelle au jeu de cisaillement (l'écart entre les lames de coupe supérieure et inférieure).Le jeu correct génère une petite bavure constante à la limite des zones de fracture et de brunissage Un jeu trop important provoque une bavure large et roulée due au pli Trop peu provoque une bavure à double cisaillement, avec une bande lumineuse secondaire Lorsque la qualité constante des bords compte, spécifiez le jeu des lames dans le cadre de votre service de cisaillement et tendez compte de la torsion de la bande (commune dans les bandes très étroites inférieures à 10 x l'épaisseur du matériau - 10-15 x est préférable).
Les tolérances nominales pour le cisaillement de largeurs plus étroites que 10 x l'épaisseur du matériau sont une bonne règle empirique pour éviter la torsion Pour mieux que 10 x l'épaisseur du matériau, travailler à partir des tolérances énumérées pour évaluer si le procédé est déjà à la hauteur du défi, ou une meilleure devrait être utilisée Lorsque des tolérances plus serrées que 0,010 « sont nécessaires, le cisaillement doit probablement être utilisé uniquement comme pré-processus ou complètement éliminé-voir » usinage CNC métallique ou consultez notre guide d'usinage à tolérance serrée Lorsqu'il est utilisé conjointement avec l'usinage, les ébauches cisaillées sont souvent fraisées CNC à une forme ou une dimension finie voir Service de fraisage CNC.

Choisir entre le cisaillement et les processus de coupe alternatifs revient à l'économie : ni l'un ni l'autre n'est universellement meilleur. Associez votre processus à vos exigences de tolérance, à votre épaisseur de matériau et à votre volume de production. Cette matrice illustre toutes les options.
| Jauge matérielle | Volume | Tolérance/Profil | Processus recommandé |
|---|---|---|---|
| N'importe quelle jauge | N'importe lequel | Profil courbé ou complexe | Laser//Waterjet /Le cisaillement du plasma ne peut pas produire de courbes |
| <14 ga (<1,9 mm) | <10 pièces | ±0,005″ ou plus serré | Découpe laser |
| <1⁄4” (6 mm) | N'importe lequel | Coupes droites, ±0,010″0,030″ | Cisaillement |
| 3/8″1″ (1025 mm) | >100/mois | Découpes droites | Cisaillement 36. avantage de débit par rapport au laser 4 kW |
| 3/8″1" | Volume faible | Profil complexe | Plasma/Coupe de scie |
| Plaque de >1⁄4” | N'importe lequel | Ébauches droites | Cisaillage (puis Fraisage CNC pour finir) |
| N'importe lequel | >10 000/mois | Blanks répétés en forme de filet | Estampage (cisaillement pour ébauche première opération uniquement) |
Pour les travaux de très faible épaisseur (<“) où des tolérances étroites ou des profils très courbes sont nécessaires, le Laser est le choix évident : il produit 0,05 mm ou mieux et aucune bavure sur ce matériau léger Mais à 3/8 (10 mm) de plaque et plus, une forte chute du processus laser : un laser à fibre de quatre kilowatts passera de 190200 IPM sur mince jauge à 6070 IPM sur plaque 38”, dur À 12 mm, un cisaillement hydraulique peut produire environ 36 fois le volume de coupes droites d'une heure.
Le cisaillement coûte beaucoup moins cher à faire fonctionner : Les machines laser coûtent généralement $300 K-$500 K à acheter et $1570 à l'heure à faire fonctionner ; un cisaillement hydraulique similaire coûte de l'ordre de $30 K et quelques dixièmes de centime par coupe Pour la production en série de pièces découpées en tôle ou en tôle de gros calibre, les calculs donnent un fort pourboire.
Scénario A-entrepreneur CVC (cisaillement (Chearing) : Un entrepreneur en tôle fabriquant des panneaux de conduits galvanisés exige 5 000 ébauches coupées droites par mois en acier de calibre 18 (1,2 mm) à une tolérance de 0,020 ″ Toutes les coupes sont rectangulaires, courbes nulles Un cisaillement mécanique à $28 000 complète cette course en un seul quart de travail au coût d'environ $0,002 par coupe.
La découpe laser du même volume à $15/heure de machine coûterait environ 40 de plus par pièce et prolongerait le délai de mise en place de la programmation machine pour chaque changement de profil de conduit.
Scénario B (Laser) : Un fournisseur aérospatial exige 20 unités de supports en aluminium 0,125 « (3,2 mm) 6061-T6 par commande, chacune ayant une tolérance dimensionnelle de 0,005 » et deux découpes complexes rayonnées Le cisaillement ne peut pas créer les caractéristiques rayonnées, et même sur les bords droits, la tolérance au cisaillement de 0,010 « à 0,030 » dépasse l'exigence de 0,005 « Le laser serait en avance en termes de capacité et d'économie pour ces supports à faible volume ».
Scénario C-Automotive Door Blank (Estampage + Cisaillage) : Un équipementier automobile de niveau 2 fabrique des ébauches de porte HSLA de 1,5 mm, fabriquant 50 K/mois A ce volume, la méthode de production est le matriçage progressif (« die stamping ») mais la ligne est exécutée à partir de bobine et la première opération est une ébauche cisaillée coupée à largeur à partir de la bobine principale Le cisaillement et l'estampage sont une opération : le cisaillement fait la préparation à coupe droite à grande vitesse ; l'estampage fait le formage en forme de filet.
La découpe laser ne pouvait pas suivre le rythme du débit bobine à ébauche à ce niveau de production.

Presque toutes les industries manufacturières utilisant du métal plat utilisent le processus de cisaillement des métaux, qu'elles s'en rendent compte ou non : conduits CVC, ébauches aérospatiales, etc. La vraie question n'est pas de savoir quelles industries cisaillent mais à quelle partie la forme géométrique, les tolérances et la quantité de le cas échéant, le cisaillement devient-il acceptable ou non.
Dans une usine d'estampage de niveau 2 : une guillotine hydraulique de 600 tonnes ébauches de cisaillement acier de bobine HSLA de 1,5 mm à 6 coupes/min alimentant l'ébauche directement dans une matrice d'estampage progressif ; chaque ébauche frappe en moyenne à 0,5 mm sur les deux dimensions 23 pppcm. C'est bien dans la tolérance entrante de 1,0 pppcm que la matrice exigera Le cisaillement au volume est d'environ 801TP3 T moins cher par ébauche que la découpe laser ; l'opérateur de cisaillement fonctionne seul pendant chaque quart de travail, trois opérateurs seraient nécessaires pour que les trois stations de découpe laser à cette vitesse de débit automobile. C'est pourquoi le cisaillement est encore la cisaillage est la première opération dans la grande majorité des ateliers de fabrication de tôle automobile.
Tous les ateliers de tonte ne peuvent pas tenir les tolérances requises par votre pièce Posez ces huit questions à votre service de tonte avant d'acheter des ébauches cisaillées pour votre application Leurs réponses élimineront rapidement les magasins dont les processus ne sont pas contrôlés des magasins qui préféreraient que vous ne les inspectiez pas :
Offres Lecreator Services d'usinage CNC avec cisaillement de tôle (y compris positionnement par voie arrière CNC), certification de matériaux et opérations secondaires. Veuillez télécharger un dessin CAO pour un devis avec les certifications de matériaux jointes.

3 tendances s’alignent pour changer la façon dont la capacité et les performances de cisaillement sont perçues par les fabricants en 2025 et au-delà.
1. Systèmes servohydrauliques-plus précis et beaucoup plus économes en énergie : les constructeurs automobiles ont déjà remplacé l'hydraulique à puissance constante à l'ancienne par des systèmes entraînés par servomoteur qui utilisent uniquement la puissance lorsqu'ils se déplacent pour régler l'espace entre les pales. Au lieu de gaspiller de l'énergie en chauffant puis en la refroidissant, les pales servohydrauliques modernes descendent sur des profils programmés qui réduisent les vibrations en matériaux de faible épaisseur. Machines de cisaillement servohydrauliques modernes, ainsi que des presses de formation 60-701TP3 T moins d'énergie par rapport aux équipements hydrauliques traditionnels et cela se traduit par des coûts d'exploitation considérablement réduits pour les ateliers à grand volume.
2. CNC BackGauge Automation (Automatisation CNC à contre-jauge) coupe l'erreur humaine : les configurations de rétro-jauge contrôlées CNC déplacent la précision variable introduite par les opérateurs avec des arrêts manuels, en particulier sur les séries multi-dimensions L'utilisation des machines CNC dans les magasins nord-américains a augmenté de 71TP3 T de 2022 à 2023 selon l'Association for Manufacturing Technology Si votre production est une suppression répétitive des caractéristiques de précision, précisez que l'atelier de tonte est configuré avec un rétro-jauge CNC (CNC back-gauge) (c) c'est le meilleur moyen de mesurer la cohérence au cours d'une course.
3. Investissements de capacité motivés par la demande de VE : Les modèles de véhicules électriques utilisent une proportion plus élevée d'aciers faiblement alliés à haute résistance et de flans d'aluminium que les homologues conventionnels alimentés par combustion interne Ce sont des métaux où le cisaillement reste la première opération principale Le marché nord-américain de la presse plieuse et du cisaillement a atteint $2,2 milliards USD en 2024 et devrait croître à 61TP3 T Compound Annual Growth (CAGR) jusqu'en 2034 pour un volume estimé à $3,9 milliards Pour les influences d'achat, cela équivaut donc à l'achat continu en capital de nouvelles capacités de cisaillement auprès des fournisseurs d'équipement Tier-1 et Tier-2 ; ces lignes mécaniques plus anciennes.
Appel à l'action Si vous achetez du matériel de cisaillement pour des applications aérospatiales, automobiles ou électroniques, demandez spécifiquement à votre fournisseur disponible de confirmer les cycles réguliers de maintenance des lames et d'être en mesure de fournir un exemple de surveillance de l'usure de ces facteurs ont l'effet le plus dramatique sur la qualité des bords et la cohérence dimensionnelle tout au long d'une série de production de n'importe quelle commande.
Le cisaillement est un processus de fabrication d'ouvrages à froid par lequel la tôle est coupée avec une force appliquée à deux lames se pressant l'une sur l'autre Dans la terminologie à cinq doigts, aucune chaleur, aucun copeau et aucun exfoliation de matériau ne se produit : le métal se brise le long d'une ligne de fracture propre. Il s’agit de la technique la plus rapide et la plus rentable pour une ligne droite découpée en tôle et en plaque métallique où la vitesse de retournement est primordiale.
L'acier doux (A36, A1011) et l'aluminium (6061, 5052) sont les métaux les plus couramment cisaillés puisqu'ils sont ductiles et ont une résistance à la traction modérée Les lames de cuivre et de laiton se cisaillent bien à une gamme standard de jauges L'acier inoxydable (304/316/301 etc) a une demande de capacité de 40-501TP3 T plus élevée pour cisailler et doit être coupé avec des tolérances plus serrées sur le dégagement à flanc extérieur Les propriétés d'écrouissage dans les aciers ductiles et les alliages de titane vont sur-fracture le bord des lames d'outils trempées, le carbure de carbure et le carbure de la fonte.
Lors du cisaillement, les deux côtés d'une lame droite appliquent des forces de compression normales opposées provoquant une fracture au niveau de la ligne de cisaillement. Aucun matériau n'est retiré lors du processus et aucune chaleur n'est générée. Le cisaillement est une sous-section de coupe utilisée, les autres types comprenant le sciage (enlèvement des copeaux via action abrasive), le laser (vaporisation) et le plasma (arc extrêmement puissant, projection de matériau fondu). Le cisaillement produit une perte de saignée nulle et conserve la plupart des propriétés originales du matériau sur le bord coupé par cisaillement.
Les variations de l'industrie et des pays décrivent souvent les cisailles à lames comme des cisailles à guillotine, des cisailles carrées ou des cisailles électriques. 1000 ont le même type de machine de base. Les conduites de cisaillement à guillotine sont communes à l'Allemagne et à l'industrie lourde d'Europe continentale. “Le cisaillement” ou “lever shear” sont utilisés pour désigner les lames de cisaillement non motorisées sur les petites unités montées sur banc pour les travaux à voie légère. Les unités de cisaillement portables électriques sont appelées cisailles électriques pour un usage générique ou pinces à étain si elles sont utilisées sur un matériau à voie légère.
La capacité de coupe en épaisseur du matériau dépend uniquement du type de machine et du type de matériau L'acier doux varie habituellement de 3/16 « (5 mm) sur les petites fraises hydrauliques, jusqu'à 1 » (25 mm) sur les guillotines hydrauliques à force brute ; l'acier inoxydable 40-501TP3 T moins sur la même machine Le facteur de service 1001TP3 T est minime pour un cisaillement évalué pour votre application requise Veuillez vérifier votre qualité de matériau lorsque vous indiquez des services de cisaillement, pas seulement de l'acier.
Tolérance standard de conicité nulle, 0,010″-0,030″ (0,25-0,75 mm) sur le cisaillement en fonction de la longueur de coupe Les pièces de course courtes nécessitent des tolérances plus serrées Le positionnement du back-gauge CNC jusqu'à 0,13 mm (0,005 « ) réduit l'erreur d'une pièce à l'autre de manière significative par rapport aux butées de jauge Les tolérances plus serrées que 0,010 » doivent être découpées au laser ou usinées CNC.
Oui, le cisaillement en acier inoxydable est possible, mais attendez-vous à une recommandation de capacité supérieure d'environ 501TP3 T par rapport à l'acier doux d'épaisseur égale, en raison de la résistance à la traction et de la tendance à l'écrouissage plus élevées. Les espaces entre les lames doivent être réduits pour la même raison, à l'extrémité inférieure de la plage recommandée pour éviter l'écrouissage au niveau du bord coupé.
L'espace entre la lame et le matériau (ou “cleclearance”) est réglé en pourcentage de l'épaisseur du stock Typique pour les unités de cisaillement mécanique est 71TP3 T. Les cisailles hydrauliques utilisent une plage de 7-151TP3 T, où les matériaux plus durs tels que l'acier inoxydable ou à haute résistance ont tendance à pousser le pourcentage optimal à la plage de 151TP3 T pour permettre une rupture propre Un jeu trop faible produit un émoussement rapide de la lame et une fraise à double cisaillement ; un espace trop grand produit un enroulement excessif de la pièce à travailler et la formation d'une grosse fraise laminée.
À propos de ce guide
Ce guide technologique de cisaillement de tôle est basé sur les spécifications des machines OEM (Cincinnati Incorporated, Ursviken), sur les normes d'ingénierie adoptées par l'industrie pour la fabrication (ASTM A568, ISO 2768) et les études de marché (Global Market insights, Association for Manufacturing Technology), ou sur les informations recueillies via des forums de praticiens (PracticalMachinist.com) et les références recommandées aux normes de l'industrie (Degarmo, Black & Kohser, Materials and Processes in Manufacturing). Les plages de longueur et d'épaisseur des feuilles reflètent les valeurs typiques utilisées dans l'utilisation dans l'industrie varient les résultats réels varient en fonction du modèle, de la machine.









