Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Möchten Sie saubere, genaue Schnitte durch Blech ohne thermische Verformung oder Schrott?
| Parameter | Spezifikation |
|---|---|
| Schneidmethode | Mechanische Klingenscherung, keine Späne, keine Hitze, keine Scherung |
| Ma× Dicke ist leicht hydraulisch | Bis zu 1⁄4” (6 mm) Weichstahl |
| Ma× Dicke ist robust hydraulisch | Bis zu 13⁄4” (45 mm) Weichstahl |
| Standardtoleranz | ±0,010 „60,030 (±0,²5 0,75 mm) |
| Rückspurpositionierung | ±0,005 “(±0,13 mm) auf CNC-gesteuerten Systemen |
| Klingenfreigabe mechanisch | ~71TP3 T der Materialdicke |
| Klingenfreiheit hydraulisch | 7 151 TP3 T der Materialstärke (durch Material verstellbar) |
| Kantenabschluss | Reinigen Sie den geraden Schnitt; kleiner Grat proportional zum Abstand |
| Kompatible Materialien | Milder Stahl, Edelstahl, Aluminium, Kupfer, Messing, Titan (dünne Spurweite) |
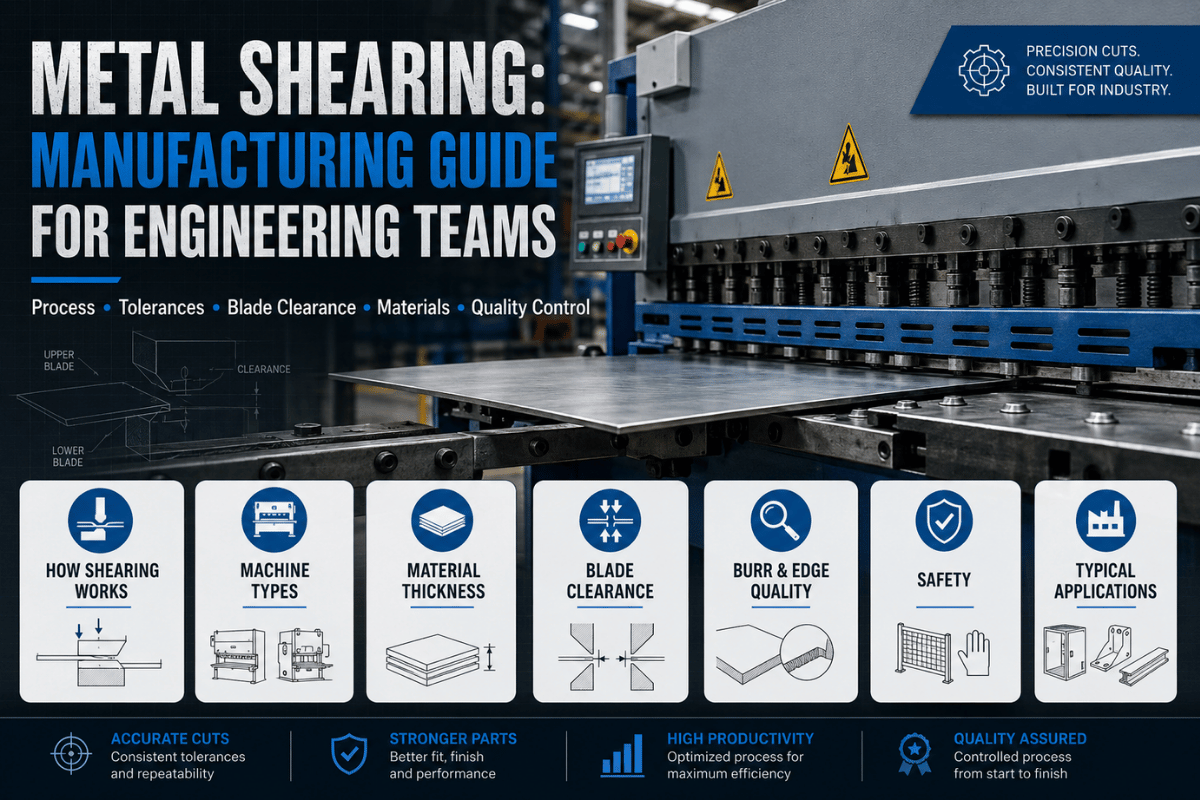
Metallscheren ist ein kaltverarbeitendes Fertigungsverfahren, bei dem Blech, Platte oder Streifen mit zwei gegenüberliegenden Schneidklingen geschnitten werden, die unter hoher Scherkraft aneinander vorbeigedrückt werden. Es wird keine Wärme auf das Material ausgeübt, kein Material entfernt und es entstehen keine Späne; Herstellung eines sauberen geraden Schnitts mit sehr wenig Grat.
Dies ist eine schnelle, spanfreie Alternative zum Sägen, Laserschneiden oder Plasmaschneiden für geradliniges Arbeiten.
Benannt nach dem vorherrschenden Spannungsmodus: Im Gegensatz zum Sägen (bei dem Material durch Abrieb entfernt wird) oder Laserschneiden (bei dem das Werkstück schmilzt) gilt das Scheren rein Querkraft Bis das Metall entlang der Klingenlinie bricht Da der Prozess vollständig mechanisch ist, gibt es keine Wärmeeinflusszone (HAZ) ‘Substanz und Härte bleiben bis zur Schnittkante erhalten.
Scher- und Schneidzeiten sind manchmal verwirrend, aber mechanisch sind sie recht unterschiedlich. Beim Schervorgang werden zwei Kräfte in entgegengesetzte Richtungen ausgeübt, ohne dass Material entfernt wird, wobei das Werkstück vor Ort ist, um Brüche entlang eines Pfads abzuschneiden. Schneiden, im Allgemeinen, um die Verwendung von Sägen zu vermeiden, die Späne entfernen, indem sie Abrieb, Reduzierung von Arbeiten durch Dampf, Zerstörung des Werkstücks durch Schmelzen und Wegblasen, bei dem Material entfernt wird.
Das Schneiden ist mit Schnittverlust und thermischen Effekten verbunden. Die Scherung ist von beiden frei und daher am effizientesten für geradlinige Schneidarbeiten in Blech-/Plattenmaterialien.
Technische Anmerkung: Der Klingenversatz (der horizontal gemessene Abstand zwischen der oberen und unteren Schneidkante) sollte für alle außer Leichtmetallen normalerweise bei 5-101TP3 T der Materialdicke gehalten werden Die Menge des Spielraums steuert den Bruchweg: Unzureichender Abstand führt zu einer doppelten Scherung des Prozesses (die zweite helle Zone verursacht einen schnellen Verschleiß der Klingen) und ein übermäßiger Abstand führt zu einem Falten und Rollen des Metalls statt zu einer Scherung.
Schervorteile
Scherbeschränkungen

Alle Schervorgänge haben eine gemeinsame Abfolge, ob es sich nun um eine kleine Bankscherung oder eine 600 Tonnen schwere industrielle hydraulische Guillotine handelt Sie sind:
| Material | Mechanische Scherung | Hydraulische Scherung | Schlüsselrisiko |
|---|---|---|---|
| Milder Stahl | ~7% | 7 10% | Überräumlichkeit → Falten und Grate |
| Edelstahl (304) | 5 71 TP3T | 7 121 TP3T | Unterräumung → Kaltverfestigung, Klingenverschleiß |
| Aluminium | 6 81 TP3T | 8 121 TP3T | Überräumlichkeit → gerissene Kante |
| Kupfer / Messing | 5 71 TP3T | 7 10% | Galgen, wenn die Räumung zu eng ist |
| Hochfester Stahl (HSLA) | 8 10% | 10 151 TP3T | Schneller Klingenverschleiß bei Unterstellung |
In der Praxis: Ein Baustahlbauer lädt ein 3 mm Weichstahlblech auf die hydraulische Guillotinenschere, Der Bediener überprüft die Rückspurposition 450 mm 0,5 mm und den auf 0,21 mm eingezifferten Messerspaltparameter 71TP3 T der nominalen 3 mm (11/2) Materialstärke vor dem ersten Schnitt des Tages Die Hydraulik aktiviert, Halteklemmt fällt ab, Klinge gleitet schnell an einem 3-Rechen ab, und der Schnitt erscheint in weniger als 1 Sekunde abgeschlossen. Ein Querschnitt der fertigen Kante: 551TP3 TT wird in der 055-Brenntoleranzen der nachträgerschicht abgefunden, die Blechverschliffs, die nachgebrannt.
Die versteckten Kosten von Wrong Blade Clear: Bei einer Klingenfreiheitsvariation von 2-3 Prozentpunkten über dem empfohlenen Bereich 101 TP3 T statt 73 T für milden Stahl bröckelt das Werkstück praktisch durch den Schnitt und bildet einen großen, schweren Walzgrat an der fertigen Kante Sie zahlen den Preis: Dieser konvexe Grat kann stromabwärts zu Problemen bei der Presspassung führen, eine arbeitsintensive Entgratung erfordern und sogar eine Ablehnung von Produktionschargen verursachen. Feldberichte von OSHA und FMRC Fabrication Shop haben gezeigt, dass eine unsachgemäße Klingenfreiheit eines der häufigsten Entweichens bei Scherqualität/Akzeptanzqualität ist, und die meisten Autoren stellen die Inspektion dar, die nach Beginn der Wiederholungen auftritt.

Beschaffung Die Auswahl von Power shear^ basiert oft ausschließlich auf der funktionalen Wahl der Maschinenkapazität, um die Anforderungen “anzupassen”, aber eine große hydraulische Guillotinenscherung eignet sich nicht für Prototyping mit geringem Volumen, und eine kleine Bankscherung kann den Schaft nicht über eine dicke Platte halten Verwenden Sie den folgenden Entscheidungsbaum zusammen mit den unten aufgeführten konzentrierten Maschinenkategorien, um den am besten geeigneten Maschinentyp auszuwählen.
| Maschinentyp | Maximale Dicke (Mildstahl) | Typische Geschwindigkeit | Beste Anwendung | Kostenstufe |
|---|---|---|---|---|
| Hydraulische Guillotinenscherung | 6 45 mm | 2 – 5 Schnitte/Minute (schwer), 6 – (leicht) | Hochvolumige Platten-/Blechproduktion | $$–$$$ |
| Mechanische Scherung | Bis zu 6 mm | 6 12 Schnitte/Min | Mittelvolumige Blechherstellung | $$ |
| CNC Servo hydraulische Scherung | 6 25 mm | 4 – 8 Schnitte/Min | Präzisionsproduktion, Mischdickenläufe | $$$ |
| Bank-/Hebelscherung | Bis zu 10 mm (Flachsteg) | Manuell | Kleiner Laden, grobe Ausstreichung, geringe Lautstärke | $ |
| Elektrische Kraftscherung (Handheld) | Bis zu 12 Gauge (2,7 mm) | Variabel | Schneiden vor Ort, große Blattausstreichung | $ |
| Alligatorscherung | Strukturprofile (Rebar, Winkeleisen) | Variabel | Schrottverarbeitung, Abbruch | $$ |
| Kehllose Scherung | Bis zu 16 Gauge (1,6 mm) | Manuell | Gebogene und unregelmäßige Schnitte in dünner Folie | $ |
Die hydraulische Guillotinenscherung (auch Guillotinenscherung, Quadrierungsscherung und Leistungsscherung genannt) ist die am weitesten verbreitete Maschinenkategorie in der industriellen Blechherstellung. Kommerzielle Standardmaschinenmodelle verfügen über eine Schnittlänge zwischen 1200 und 6000 mm (41,5 & 198,0”); Größere Industriemaschinen mit hoher Produktivität können eine Schnittlänge von 8 m (~27 Fuß) mit einer Blechkapazität von 45 mm erreichen. Die hydraulische Ram-Verformung ersetzt das herkömmliche Schwungrad älterer mechanischer Scheren; Grund dafür, dass die Stöße mit konstanter Geschwindigkeit absteigen und während der Ausführung jedes Zyklus eine konstante Tonnage beibehalten.
Die Vielfalt der Werkstatt “Schere”eine Guillotine-Scherung, eine Quadraturscherung und eine Kraftscherung beziehen sich alle auf die gleichen Grundbegriffe der Maschinenkategorie “angetriebene Scherung”, feste Unterkante, angetriebene Oberkante. ”Guillotine ist in Europa und im großen Maßstab am häufigsten.“Industrien; ”Quadratscherung” wird in nordamerikanischen Blechwerkstätten verwendet;” „Kraftscherung” wird als elektrische Handscherung bezeichnet, wenn sie nicht maschinenmontiert ist. Eine manuelle Tischscherung ist eine elektrisch angetriebene, tischmontierte Scherung.

An jedem duktilen Metall kann auf einer normalen Maschine eine Kraftscherung durchgeführt werden, sofern es innerhalb der Bandzugfestigkeitsgrenzen für diese Maschine liegt. Hochfeste oder spröde Metalle müssen auf einer Maschine mit hoher Tonnage geschert werden oder überhaupt nicht.
| Material | Maximale Dicke (mechanisch) | Maximale Dicke (hydraulisch, Standard) | Anmerkungen |
|---|---|---|---|
| Milder Stahl (A36, A1011) | Bis zu 1⁄4” (6 mm) | Bis zu ~1 (25 mm) | Referenzmaterial für alle Scherbewertungen |
| Aluminium (6061, 5052) | Bis zu 3/8 (9,5 mm) | Bis ~13⁄4” (45 mm) | Weicher = höhere Kapazität vs. Weichstahl |
| Edelstahl (304) | Bis zu 3/16 (4,8 mm) | Bis zu ~½” (12,7 mm) | 40 –501 TP3 T geringere Kapazität als Weichstahläquivalent |
| Kupfer | Bis zu 1⁄4” (6 mm) | Bis zu 3/4 (19 mm) | Ähnlich wie Aluminium; auf Abrieb achten |
| Messing | Bis zu 3/16 (4,8 mm) | Bis zu ½” (12,7 mm) | Härtet weniger als rostfrei |
| Titan (Grad 2) | Bis zu 1/8 (3,2 mm) | Bis zu 1⁄4” (6 mm) | Hohe Zugfestigkeit erfordert eine schwere Maschine |
Best Meil for Shearing-Mild Steel & Aluminium sind die besten gut gescherten Metalle; beide sind duktil und können leicht und sauber gebrochen werden, ohne dass ein lockeres Blattspiel erforderlich ist Kupfer & Messing sind auch leicht gut gescherte Metalle, besonders leichtere Messwerte Edelstahl (304/316) kann geschert werden, aber die höhere Zugfestigkeit (etwa 700 N/mm gegenüber etwa 400 N/mm für Weichstahl) des Edelstahls verringert die effektive Maschinenschneidleistung (um etwa 40-50%) und die unvermeidliche Tendenz zum Hartarbeiten bedeutet, dass die Klingenfreiheit innerhalb des engeren Teils des See-Bereichs gehalten werden muss. Bearbeitungsservice aus Edelstahl Zur Verwendung in Anwendungen, die ansonsten individuelle Prozesseinträge erfordern Zur Aluminium-Bleaching bei höheren Dicken siehe Aluminium CNC Bearbeitung.
Sollten nicht schergehärtete Werkzeugstähle, also D2, H13, 4140; Wolframcarbid, und spröde Gusseisen - alle werden Späne und Risse am Scherblatt bilden, anstatt zu brechen Schwierige Materialien sollten mit Draht EDM, Schleifen oder Plasma-siehe Draht EDM Bearbeitung Für genau dimensioniertes, hartes Material mit großer Toleranz.
Technische Anmerkung - jedes Material über ca. 690 MPa Zugfestigkeit (100.000 psi) erfordert eine spezielle Hochdruckschermaschine oder Prozesswechsel aus Edelstahl, die unter Scherung wärmehärten, bedeutet, dass die Kantenqualität durch die Schärfe und den Abstand der Klinge stärker beeinträchtigt wird als bei Weichstahl, mit Grat & Riss vergleichbar mit oder schlechter als Schleifschleifen, wenn die Klinge stumpf ist - siehe unseren Schleifschleifservice.

Das Scheren ist ein mittelpräziser Prozess. Es ist am besten, um konsistente Abmessungen (besser als das Sägen) zu erreichen und wird gegenüber dem Plasmaschneiden empfohlen; Allerdings sind die Laserschneidtoleranzen enger und erreichen dünne oder komplizierte Formen. Untersuchen Sie Ihre Toleranzanforderungen, bevor Sie einen Prozess und einen Anbieter auswählen.
| Prozess | Typische Maßtoleranz | Kantenabschluss | HAZ | Am besten für |
|---|---|---|---|---|
| Scherung | ±0,010 „60,030 (±0,25 0,75 mm) | Reinigen Sie gerade; kleiner Grat | Keine | Gerades Schneiden mit hohem Volumen, Plattenstreicheln |
| Laserschneiden | ±0,002 „60,010 (±0,05 0,25 mm) | Glatt; kann Streifen auf dickem Teller haben | Ja (dünn) | Komplexe Profile, enge Toleranzen, dünne Spurweite |
| Plasmaschneiden | ±0,030 „60 (±0,75 1,5 mm) | Rau, Schlacke vorhanden | Ja (bedeutend) | Dicke Strukturplatte, geringe Präzision |
| Sägenschneiden | ±0,005 „60,020 (±0,13 0,5 mm) | Glatt; Spanabtrag erforderlich | Keine | Stangenmaterial, kleine Chargen, Nichtblatt |
Jede Dimension, die nicht sehr kurz geschnitten ist (siehe Tabelle unten), wird wahrscheinlich innerhalb der Industriestandard-Toleranz liegen (ASTM A568 / ISO 2768 „). Typische Toleranzen sind wie folgt: 0-1 „= 0,005; 1-12 „= 0,010; 12-24 = 0,020; über 24 = 0,030+.
Engineering Hinweis Burroundurchfahrtshöhe ist direkt proportional zur Scherdurchgangshöhe (der Spalt zwischen und unteren Schneidklingen) Durch richtiges Spiel entsteht ein kleiner, gleichmäßiger Grat an der Grenze der Bruch - & Scherzonen Zu viel verursacht einen großen, gewalzten Grat durch die Falte Zu wenig verursacht einen Doppelschergrat, mit sekundärem hellen Band Wenn es auf eine gleichmäßige Kantenqualität ankommt, geben Sie die Klingenfreiheit als Teil Ihres Scherdienstes an und berücksichtigen Sie die Bandverdrehung (üblich bei sehr schmalen Streifen weniger als 10 x der Materialstärke-10-15 x ist vorzuziehen).
Nominale Toleranzen für Scherung von Breiten, die schmaler als 10-fach der Materialdicke sind, sind eine gute Faustregel, um eine Verdrehung zu vermeiden. Bei einer Dicke von mehr als 10-fachem Material sollte anhand der aufgeführten Toleranzen beurteilt werden, ob das Verfahren der Herausforderung bereits gewachsen ist, oder es sollte eine bessere verwendet werden Wenn Toleranzen benötigt werden, die enger als 0,010 sind, sollte die Scherung wahrscheinlich nur als Vorprozess verwendet oder ganz eliminiert werden - siehe Metall CNC Bearbeitung oder konsultieren Sie unsere Bearbeitungsführung mit enger Toleranz. Bei Verwendung in Verbindung mit der Bearbeitung werden gescherte Rohlinge häufig CNC-gefräst, um eine fertige Form oder Abmessung zu erhalten. Siehe CNC-Frässervice.

Die Wahl zwischen Scher- und alternativen Schneidprozessen hängt von den wirtschaftlichen Anforderungen ab. Passen Sie Ihren Prozess nicht allgemein besser an Ihre Toleranz, Materialdicke und Produktionsvolumen an. Diese Matrix veranschaulicht alle Optionen.
| Materialanzeige | Volumen | Toleranz / Profil | Empfohlener Prozess |
|---|---|---|---|
| Irgendein Messgerät | Irgendwelche | Gebogenes oder komplexes Profil | Laser / / Wasserstrahl Plasma Sie kann keine Kurven erzeugen |
| <14 ga (<1,9 mm) | <10 Stück | ±0,005 „oder enger | Laserschneiden |
| <1⁄4” (6 mm) | Irgendwelche | Gerade Schnitte, ±0,010 „ab 0,030“ | Scherung |
| 3/8 „1 (10 25 mm) | >100/monat | Gerade Schnitte | Scherleistung 36 ̄NF-Durchsatzvorteil gegenüber 4 kW-Laser |
| 3/8 „1 „ | Geringe Lautstärke | Komplexes Profil | Plasma-/Sägeschneiden |
| >1⁄4” Platte | Irgendwelche | Gerade Zuschnitte | Scherung (dann CNC-Fräsen Zum Abschluss) |
| Irgendwelche | >10.000/monat | Wiederholte netzförmige Rohlinge | Stempeln (Scheren nur für First-op-Rohling) |
Für Arbeiten mit sehr dünner Spurweite (<“), bei denen enge Toleranzen oder sehr gekrümmte Profile erforderlich sind, ist Laser die offensichtliche Wahl: Er erzeugt 0,05 mm oder besser und keinen Grat auf diesem leichten Material. Aber bei einer Platte mit 3/8 (10 mm) und mehr ein starker Abfall des Laserprozesses: Ein Vier-Kilowatt-Faserlaser wird von 190200 IPM auf dünner Spurweite auf 6070 IPM auf einer Platte mit 38” steigen, hart. Bei 12 mm kann eine hydraulische Scherung etwa das 36-fache des stündigen Volumens gerader Schnitte erzeugen.
Scherkosten um ein Vielfaches geringer im Betrieb: Lasermaschinen kosten in der Regel $300 K-$500 K im Kauf und $1570 pro Stunde im Betrieb; eine ähnliche hydraulische Scherkosten in der Größenordnung von $30 K und einige Zehntel Cent pro Schnitt Für die Massenproduktion von verkleinerten, gerad geschnittenen Teilen in Platten oder Schwerspurblechen kippen die Berechnungen stark.
Szenario A-HVAC Contractor (Probe): Ein Blechunternehmer, der verzinkte Kanalplatten herstellt, benötigt 5.000 gerade geschnittene Rohlinge pro Monat in 18-Gauge-Stahl (1,2 mm) bis zu einer Toleranz von 0,020. Alle Schnitte sind rechteckig, keine Kurven Eine mechanische Scherung mit $28.000 schließt diesen Lauf in einer einzigen Schicht zu einem Preis von ca. $0,002 pro Schnitt ab.
Das Schneiden der gleichen Lautstärke mit einer Maschinenzeit von 1 TP4T15/Stunde durch Laser würde etwa 40 mehr pro Stück kosten und die Vorlaufzeit für die Maschinenprogrammierung verlängern, die bei jeder Kanalprofiländerung eingerichtet wird.
Szenario B „Luft- und Raumfahrthalterung (Laser): Ein Luft- und Raumfahrtlieferant benötigt 20 Einheiten „Aluminium “0,125 (3,2 mm) 661- T6-Halterungen pro Bestellung, wobei jede eine Maßtoleranz von 0,005 und zwei komplexe Radiusausschnitte aufweist. Durch die Scherung können die abgerundeten Merkmale nicht erzeugt werden, und selbst an den geraden Kanten übersteigt die Scherverträglichkeit von 0,010 bis 0,030 die Anforderung von 0,005. Laser würde in Bezug auf Fähigkeit und Wirtschaftlichkeit für diese niedrigen Halterungen die Nase vorn haben.
Szenario C-Automobil Tür Blank (Stanzen + Scheren): Ein Tier-2-Automobilzulieferer stellt 1,5 mm HSLA-Türrohlinge her, Herstellung 50 K/Monat. Bei diesem Volumen ist die Produktionsmethode progressives Stempelprägen – aber die Linie wird von der Spule aus geführt und der erste Vorgang ist ein auf Breite gescherter Rohling vom Hauptspulenmaterial. Scheren und Stanzen sind ein Vorgang: Scheren führt die Hochgeschwindigkeitsvorbereitung im geraden Schnitt durch; Stanzen bewirkt die Netzformbildung.
Das Laserschneiden konnte bei dieser Produktionsstufe nicht mit der Durchsatzrate von Spule zu Leer Schritt halten.

Fast alle verarbeitenden Industrien, die Flachmetall verwenden, nutzen das Metallscherverfahren, unabhängig davon, ob sie es realisieren oder nicht: HLK-Kanäle, Luft- und Raumfahrtrohlinge usw. Die eigentliche Frage ist nicht, welche Industrien scheren, sondern an welchem Teil geometrische Form, Toleranzen und Ausmaß der Die Verwendung von Schervorgängen wird akzeptabel oder nicht.
In einer Tier-2-Stanzanlage: Ein 600 Tonnen schwerer hydraulischer Guillotine-Scherrohling 1,5 mm HSLA-Spulenstahl mit 6 Schnitten/min Zuführung des Rohlings direkt in eine progressive Stanzform; jeder Rohling trifft durchschnittlich 0,5 mm auf beide Abmessungen 23 ppcm. Dies liegt deutlich innerhalb der 1,0 ppcm eingehenden Toleranz, die die Matrize erfordern wird. Das Scheren im Volumen ist pro Rohling etwa 80% kostengünstiger als das Laserschneiden; Der Scherbediener läuft während jeder Schicht alleine, drei Bediener wären erforderlich, damit die drei Laserschneidstationen mit dieser Geschwindigkeit durchfahren können. Deshalb ist das Scheren immer noch der erste Vorgang in der überwiegenden Mehrheit der Automobilblechherstellung.
Nicht jede Schererei kann die Toleranzen halten, die Ihr Teil benötigt Stellen Sie Ihrem Scherservice diese acht Fragen, bevor Sie gescherte Rohlinge für Ihre Anwendung kaufen Ihre Antworten werden schnell Geschäfte aussortieren, deren Prozesse nicht unter Kontrolle sind, von Geschäften, die es vorziehen würden, Sie nicht zu inspizieren:
Lecreator bietet CNC-Bearbeitungsdienstleistungen Mit Blechscherung (einschließlich CNC-Rückspurpositionierung), Materialzertifizierung, & Sekundäroperationen Bitte laden Sie eine CAD-Zeichnung für ein Angebot mit beigefügten Materialzertifizierungen hoch.

3 Trends stimmen überein, um die Sichtweise der Hersteller auf Scherkapazität und -leistung im Jahr 2025 und in Zukunft zu ändern.
1. Servohydrauliksysteme - präziser und weitaus energieeffizienter: Automobilhersteller haben die Konstantleistungshydraulik alter Bauart bereits durch servomotorbetriebene Systeme ersetzt, die nur beim Einstellen des Blattspalts Strom verbrauchen. Anstatt Energieheizöl zu verschwenden und es dann zu kühlen, werden moderne Servohydraulikblätter auf programmierte Profile abgesenkt, die Vibrationen auf Dünnspurmaterial reduzieren. Moderne servohydraulische Schermaschinen sowie Formpressen 60-70% weniger Energie im Vergleich zu herkömmlichen Hydraulikgeräten und das führt zu deutlich geringeren Betriebskosten für Geschäfte mit hohem Volumen.
2. CNC Back-Gauge Automation – schneidet menschliches Versagen ab: CNC-gesteuerte Rückspuraufbauten verdrängen die von Bedienern eingeführte variable Genauigkeit mit manuellen Stopps, insbesondere bei mehrdimensionalen Serienläufen. Die CNC-Maschinenauslastung in nordamerikanischen Geschäften stieg laut Association for Manufacturing Technology von 2022 bis 2023 um 7%. Wenn es sich bei Ihrer Produktion um ein wiederholtes Austunken von Präzisionsmerkmalen handelt, geben Sie an, dass die Scherwerkstatt mit einer CNC-Rückspur eingerichtet ist. Dies ist der beste Weg, um die Konsistenz innerhalb eines Laufs zu messen.
3. Kapazitätsinvestitionen, die durch die Nachfrage nach Elektrofahrzeugen getrieben werden: Modelle von Elektrofahrzeugen verwenden einen höheren Anteil an hochfesten niedriglegierten Stählen und Aluminiumrohlingen als herkömmliche Gegenstücke mit Verbrennungsantrieb. Dies sind Metalle, bei denen die Scherung nach wie vor der primäre erste Vorgang ist Der nordamerikanische Markt für Abkantpressen und Scheren erreichte im Jahr 2024 $2,2 Milliarden USD und wird voraussichtlich bis 2034 um 6% Compound Annual Growth (CAGR) auf geschätzte $3,9 Milliarden wachsen. Für Kaufeinflüsse entspricht dies daher dem kontinuierlichen Kapitaleinkauf neuer Scherkapazitäten von Lieferanten mechanischer Geräte Tier-1 und Tier-2; diese neueren Geräte bieten mehr Präzisions-Hydraulikleitungen als ältere.
Call to Action Wenn Sie Schergeräte für Luft - und Raumfahrt, Automobil, oder Elektronikanwendungen kaufen, fordern Sie ausdrücklich, dass Ihr verfügbarer Lieferant regelmäßige Klingenwartungszyklen bestätigt und in der Lage ist, ein Beispiel für die Überwachung des Klingenverschleißes zu liefern Diese Faktoren haben den dramatischsten Effekt auf die Kantenqualität und die Maßkonsistenz während eines Produktionslaufs jeder Bestellung.
Das Scheren ist ein Fertigungsverfahren in Kaltwerken, bei dem Blech mit einer Kraft geschnitten wird, die auf zwei aneinander vorbeidrückende Klingen ausgeübt wird In der Fünf-Finger-Terminologie kommt es zu keiner Hitze, keinen Spänen und keinem Materialabblättern. „Das Metall bricht entlang einer sauberen Bruchlinie. Es ist die zeiteffizienteste und kostengünstigste Technik für einen geraden Schnitt in Blech und Blech, bei dem die Durchlaufgeschwindigkeit im Vordergrund steht.
Weichstahl (A36, A1011) und Aluminium (6061, 5052) sind die am häufigsten gescherten Metalle, da sie duktil und mäßig zugfest sind Kupfer - und Messingklingen scheren bei einem Standardbereich von Messgeräten gut auf Edelstahl (304/316/301 usw) hat einen höheren Kapazitätsbedarf von 40-501TP3 T zum Scheren und muss mit engeren Toleranzen auf dem Außenflankenspiel geschnitten werden Die Kaltverfestigungseigenschaften in duktilstählen und Titanlegierungen werden eine glatte Klingenkante herausbrechen. Gehärteter Werkzeugstahl, Wolframvergas und Spröhren werden nicht Splklingenkanten wie Gusskanten herausschneiden erzeugen.
Beim Scheren üben die beiden Seiten eines geraden Blattes entgegengesetzte normale Druckkräfte aus, die zu einem Bruch an der Scherlinie führen. Im Prozess wird kein Material entfernt und es entsteht keine Wärme. Das Scheren ist ein Teilabschnitt, der mit dem Schneiden versehen wird, die anderen Arten umfassen Sägen (Spanentfernung durch Schleifwirkung), Laser (Verdampfung) und Plasma (extrem hoher Lichtbogen, Heraussprengen von geschmolzenem Material). Das Scheren erzeugt keinen Schnittverlust und behält die meisten der ursprünglichen Materialeigenschaften an der Scherschneidkante bei.
Industrie - und Ländervariationen beschreiben Schaufelscherenmaschinen häufig als Guillotinenschere, Quadraturschere oder Leistungsschere – alle haben den gleichen Grundmaschinentyp “Guillotinenscherung” ist in Deutschland und der kontinentaleuropäischen Schwerindustrie üblich “Benchscherung” oder “Hebelscherung” wird verwendet, um nicht angetriebene Scherblätter an kleinen, auf der Bank montierten Einheiten für leichte Eicharbeiten zu bezeichnen Elektrische Handschereeinheiten werden als Kraftschere für den generischen Gebrauch bezeichnet, oder Zinnschere, wenn sie auf leichtem Eichmaterial verwendet werden.
Die Schnittleistung in der Materialdicke hängt ausschließlich vom Maschinentyp und der Materialart ab. Milder Stahl reicht normalerweise von 3/16 (5 mm) bei kleinen hydraulischen Schneidgeräten bis zu 1 (25 mm) bei hydraulischen Guillotinen mit roher Kraft; Edelstahl 40-50% weniger bei derselben Maschine. 100%-Servicefaktor ist minimal für eine Scherbewertung für Ihre erforderliche Anwendung. Bitte überprüfen Sie Ihre Materialqualität, wenn Sie Scherdienste angeben, nicht nur Stahl.
Null Verjüngung, 0,010 “-0,030 (0,25-0,75 mm) Standardtoleranz bei Scherung in Abhängigkeit von der Schnittlänge „Kurzlaufteile erfordern engere Toleranzen. Die CNC-Rückspurpositionierung bis hinunter zu 0,13 mm (0,005) reduziert den Teil-zu-Teil-Fehler im Vergleich zu Messgeräten erheblich. Toleranzen, die enger als 0,010 sind, müssen lasergeschnitten oder CNC-bearbeitet werden.
Ja, Edelstahlscherung ist möglich, aber erwarten Sie ~501TP3 T höhere Kapazität Empfehlung gegenüber Weichstahl gleicher Dicke, wegen der höheren Zugfestigkeit und Kaltverfestigung Tendenz Klingenspalte müssen aus dem gleichen Grund reduziert werden, am unteren Ende des empfohlenen Bereichs, um Kaltverfestigung an der Schnittkante zu verhindern.
Die Lücke zwischen Klinge und Material (oder “Freiraum”) wird als Prozentsatz der Stammdicke eingestellt. Typisch für mechanische Schereinheiten ist 7%. Die hydraulische Schere verwendet einen Bereich von 7-15%, in dem härtere Materialien wie Edelstahl oder hochfester Stahl dazu neigen, den optimalen Prozentsatz auf den Bereich von 15% zu drücken, um einen sauberen Bruch zu ermöglichen. Ein zu kleiner Abstand führt zu schnellem Klingenstumpf und Doppelschergrat; Ein zu großer Spalt führt dazu, dass sich das Werkstück übermäßig krümmt und ein großer Walzgrat entsteht.
Über diesen Leitfaden
Dieser Leitfaden zur Blechschertechnik basiert auf OEM-Maschinenspezifikationen (Cincinnati Incorporated, Ursviken), auf technischen Standards, die von der Industrie für die Fertigung (ASTM A568, ISO 2768) und Marktforschung (Global Market Insights, Association for Manufacturing Technology) übernommen wurden, oder auf Informationen, die durch Praktikerforen (PracticalMachinist.com) und empfohlene branchenübliche Referenzen (Degarmo, Black & Kohser, Materialien und Prozesse in der Fertigung) gesammelt wurden. Längen- und Blechdickentoleranzen spiegeln typische Werte wider, die in der Industrie verwendet werden. Die tatsächlichen Ergebnisse variieren je nach maschinenspezifischem Modell, tatsächlichem Modell und Zustand und Eignung prüfen Sie die Qualität des Maschinenbedienungsbetriebs durch Ihren Maschinenbedienungsdienstleister bestätigen.