Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Vuoi tagli puliti e accurati attraverso la lamiera senza distorsioni termiche o rottami?
| Parametro | Specificazione |
|---|---|
| Metodo di taglio | Cesoia meccanica della lama senza lavorazione a freddo, senza calore, senza trucioli |
| Ma× spessore (leggero idraulico) leggero | Fino a 1⁄4” (6 mm) acciaio dolce |
| Ma× spessore (idraulico per carichi pesanti) | Fino a 13⁄4” (45 mm) acciaio dolce |
| Tolleranza standard | ±0,030″0 (±0,25,75 mm) |
| Posizionamento back-gauge | ±0,005″ (±0,13 mm) su sistemi controllati da CNC |
| Sparecchiamento meccanico della lama | ~7% di spessore del materiale |
| Sparevolezza idraulica della lama | 7 di spessore del materiale 5% (regolabile dal materiale) |
| Finitura bordo | Taglio dritto pulito; bava minore proporzionale allo spazio libero |
| Materiali compatibili | Acciaio dolce, acciaio inossidabile, alluminio, rame, ottone, titanio (calibro sottile) |
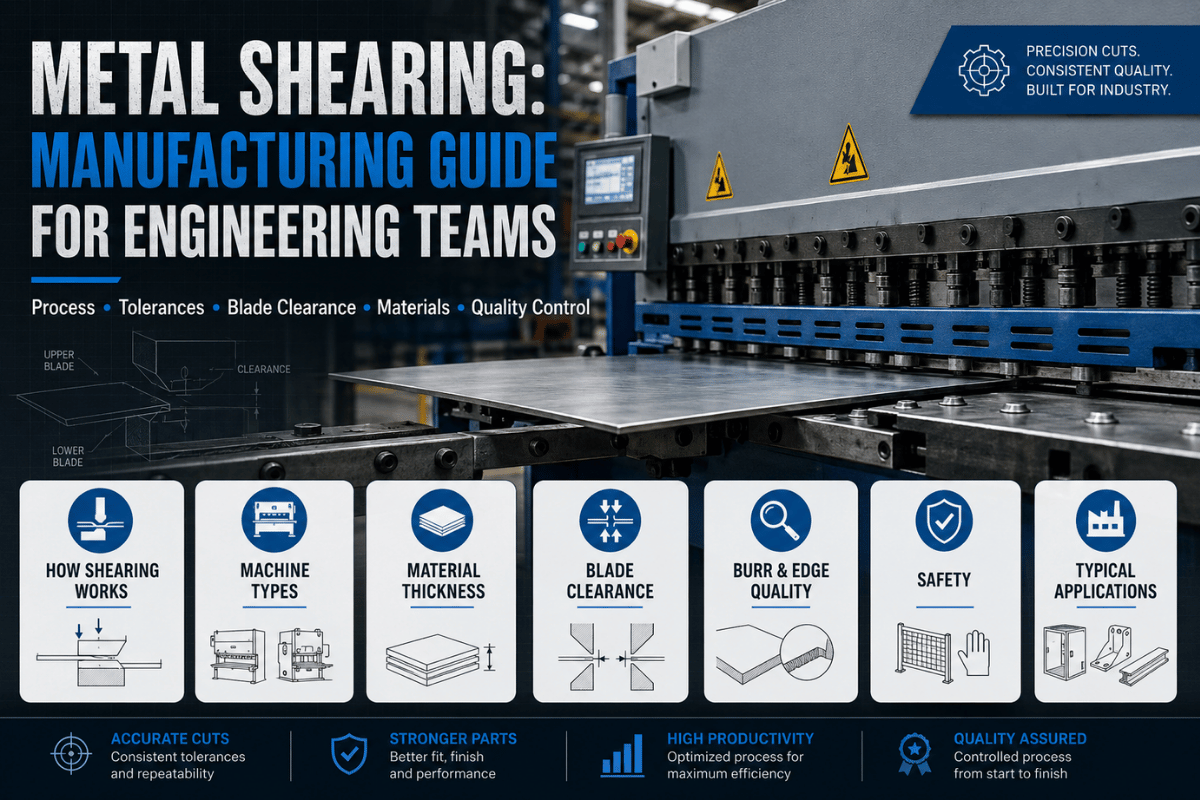
La tosatura dei metalli è un processo di fabbricazione a freddo che taglia lamiera, lamiera o nastro utilizzando due lame di taglio opposte pressate l'una accanto all'altra sotto un'elevata forza di taglio. Non viene applicato calore al materiale, non viene rimosso alcun materiale e non vengono creati trucioli; producendo un taglio dritto pulito con pochissima bava.
Questa è un'alternativa veloce e senza chip al taglio segato, al taglio laser o al taglio al plasma, per lavori in linea retta.
Prende il nome dalla modalità di sollecitazione dominante: a differenza del taglio (che rimuove il materiale per abrasione) o del taglio laser (che fonde il pezzo), il taglio si applica puro forza di taglio fino a quando il metallo si frattura lungo la linea della lama Poiché il processo è interamente meccanico, non c'è zona interessata dal calore (HAZ) 1 materiale rimane intatto a destra e durezza al bordo tagliato.
La tosatura e il taglio sono talvolta confusi, ma dal punto di vista meccanico sono abbastanza diversi La tosatura consiste nell'applicare due forze in direzioni opposte senza rimuovere il materiale, il bordo locale del pezzo tagliato le fratture lungo un percorso Taglio, generalmente parlando, copre l'uso di seghe che rimuovono i trucioli mediante riduzione, laser i pezzi di lavoro mediante la distruzione del vapore e del plasma, la distruzione del pezzo mediante fusione e soffiaggio, il cui materiale comporta la rimozione del materiale.
Il taglio è associato a kerf-loss ed effetti termici, il taglio è esente da entrambi questi e quindi il più efficiente per lavori a taglio dritto in materiali in lamiera/piastra.
Nota tecnica: L'offset della lama (la distanza tra il tagliente superiore e inferiore misurata orizzontalmente) per tutti tranne i metalli leggeri deve essere solitamente mantenuto a 5-10% dello spessore del materiale La quantità di gioco controlla il percorso di frattura: un gioco insufficiente determina il processo di doppia tranciatura (la seconda zona luminosa provoca una rapida usura delle lame) e un gioco eccessivo determina una piegatura e laminazione del metallo anziché una tranciatura.
Vantaggi della tosatura
Limiti di taglio

Tutti i processi di cesoiatura condividono una sequenza comune, che si tratti di una piccola cesoia da banco o di una ghigliottina idraulica industriale da 600 tonnellate Sono
| Materiale | Taglio Meccanico | Cesoia idraulica | Rischio chiave |
|---|---|---|---|
| Acciaio dolce | ~7% | 710% | Sgombero eccessivo → piega e sbava |
| Acciaio inossidabile (304) | 57% | 712% | Sotto-clearance → incrudimento, usura della lama |
| Alluminio | 68% | 812% | Sgombero eccessivo → bordo strappato |
| Rame/Ottone | 57% | 710% | Galling se clearance troppo stretto |
| Acciaio ad alta resistenza (HSLA) | 810% | 1015% | Rapida usura della lama se sotto-impostata |
In pratica: un operatore di un produttore di acciaio strutturale carica una lamiera di acciaio dolce da 3 mm sul taglio idraulico della ghigliottina L'operatore controlla la posizione del calibro posteriore 450 mm 0,5 mm e il parametro dello spazio tra le lame composto in 0,21 mm 7% dello spessore nominale del materiale da 3 mm (11/2 “) prima del primo taglio della giornata L'idraulica si attiva, il morsetto di fissaggio cade, la lama scivola rapidamente verso il basso a un rastrello di 3 e il taglio appare completato in meno di 1 secondo Una sezione trasversale del bordo finito: 55% della zona brunita 0,055^ brucia nello strato superiore e il restante 45% della zona “b si defila nella zona di frattura^! è contenuto entro tolleranze per gli sbozzati della lamiera strutturale. L'operatore raddrizza il taglio successivo senza che siano necessarie regolazioni.
Il costo nascosto lama sbagliata Cancella: Con una variazione di gioco della lama di 2-3 punti percentuali sopra l'intervallo raccomandato ^T 101TP invece di 7 3T per acciaio dolce1TP il pezzo si farà praticamente strada attraverso il taglio, formando una grande bava laminata pesante sul bordo finito Paghi il prezzo: questa bava convessa può causare problemi di adattamento a interferenza a valle, richiedere sbavature ad alta intensità di manodopera e persino causare il rifiuto del lotto di produzione I rapporti sul campo dell'officina di fabbricazione OSHA e FMRC hanno indicato che lo spazio improprio della lama è uno dei fughe di qualità/accetta di taglio più diffusi e la maggior parte degli autori descrive l'ispezione che avviene dopo che i rifiuti iniziano ad aumentare.

Approvvigionamento La selezione Power shear^ si basa spesso esclusivamente sulla scelta funzionale della capacità della macchina in base ai requisiti “fit”, ma un grande taglio a ghigliottina idraulica non si presta alla prototipazione a basso volume e un piccolo taglio da banco non può trattenere il calcio su una piastra spessa. Utilizzare il seguente albero decisionale insieme alle categorie di macchine raggruppate di seguito per scegliere il tipo di macchina più appropriato.
| Tipo di macchina | Spessore massimo (acciaio dolce) | Velocità Tipica | Migliore Applicazione | Livello di costo |
|---|---|---|---|---|
| Cesoia idraulica a ghigliottina | 64mm | 25 tagli/min (pesante), 68 (leggero) | Produzione di lastre/lamiere ad alto volume | $$–$$$ |
| Cesoia meccanica | Fino a 6 mm | 651 tagli/min | Fabbricazione di fogli di medio volume | $$ |
| Cesoia idraulica servo CNC | 625mm | 4 8 tagli/min | Produzione di precisione, corse a spessore misto | $$$ |
| Panca/taglio a leva | Fino a 10 mm (barra piatta) | Manuale | Piccolo negozio, tranciatura ruvida, volume basso | $ |
| Cesoia elettrica (portatile) | Fino a 12 calibri (2,7 mm) | Variabile | Taglio in loco, tranciatura di grandi fogli | $ |
| Cesoia alligatore | Sezioni strutturali (barra, ferro angolare) | Variabile | Lavorazione rottami, demolizione | $$ |
| Cesoia senza gola | Fino a 16 calibri (1,6 mm) | Manuale | Tagli curvi e irregolari in lamiera sottile | $ |
Il taglio a ghigliottina idraulico (chiamato anche taglio a ghigliottina, taglio a squadra e taglio elettrico) è la categoria di macchine più diffusa nella fabbricazione industriale di lamiere. I modelli di macchine standard commerciali presentano una lunghezza di taglio compresa tra 1200 e 6000 mm (41,5′ e 198,0”); macchine industriali più grandi e ad alta produttività possono raggiungere 8 m (~27 piedi) di lunghezza di taglio con una capacità di lamiera di 45 mm. La deformazione idraulica del pistone sostituisce il tradizionale volano delle vecchie cesoie meccaniche; ragionare che il pistone scende a una velocità costante e mantiene un tonnellaggio costante durante l'esecuzione di ogni ciclo.
La diversità dei termini del negozio: taglio a ghigliottina, taglio quadrato e taglio elettrico si riferiscono tutti alla stessa categoria di macchina di base: taglio del bordo superiore alimentato a macchina, alimentato a bordo inferiore fisso e con soglia alimentata a soglia. “Guillotine” è più comune nelle industrie europee e su larga scala; Il taglio a squadra “” viene utilizzato nelle lamiere nordamericane; il taglio a taglio a trazione ”“ è chiamato taglio elettrico o portatile quando non è montato a macchina. Un taglio a banco manuale è un taglio montato a tavola alimentato elettricamente.

La tranciatura a potenza può essere eseguita su qualsiasi metallo duttile su una macchina normale purché rientri nei limiti di resistenza alla trazione del nastro per quella macchina I metalli ad alta resistenza o fragili devono essere tranciati su una macchina ad alto tonnellaggio o non essere tranciati affatto.
| Materiale | Spessore massimo (meccanico) | Spessore massimo (idraulico, standard) | Note |
|---|---|---|---|
| Acciaio dolce (A36, A1011) | Fino a 1⁄4” (6 mm) | Fino a ~1″ (25 mm) | Materiale di riferimento per tutte le valutazioni di taglio |
| Alluminio (6061, 5052) | Fino a 3/8″ (9,5 mm) | Fino a ~13⁄4” (45 mm) | Più morbido = maggiore capacità vs. acciaio dolce |
| Acciaio inossidabile (304) | Fino a 3/16″ (4,8 mm) | Fino a ~½” (12,7 mm) | 40 capacità inferiore a 50% rispetto all'equivalente in acciaio dolce |
| Rame | Fino a 1⁄4” (6 mm) | Fino a 3/4″ (19 mm) | Simile all'alluminio; orologio per il grippaggio |
| Ottone | Fino a 3/16″ (4,8 mm) | Fino a ½” (12,7 mm) | Si indurisce meno dell'inossidabile |
| Titanio (grado 2) | Fino a 1/8″ (3,2 mm) | Fino a 1⁄4” (6 mm) | L'alta resistenza della macchina pesante richiede la forza pesante |
Migliore Meil per la tosatura-Acciaio dolce & Alluminio sono i migliori metalli ben tosati; entrambi sono duttili e possono essere fratturati facilmente e in modo pulito senza la necessità di gioco della lama allentata Anche il rame & ottone sono metalli facilmente ben tosati, gabbie particolarmente più leggere L'inossidabile (304/316) può essere tranciato, ma la maggiore resistenza alla trazione (circa 700 N/mm contro circa 400 N/mm per l'acciaio dolce) dell'inossidabile diminuisce la potenza di taglio effettiva della macchina (di circa 40-50%) e l'inevitabile tendenza a temprare significa che il gioco della lama deve essere mantenuto all'interno della parte più stretta della gamma Vedi il nostro servizio di lavorazione dell'acciaio inossidabile per l'uso in applicazioni che altrimenti richiedono voci di processo individuali Per la tranciatura dell'alluminio a spessori più elevati, vedere lavorazione CNC in alluminio.
Non dovrebbe acciai per utensili temprati a taglio, cioè D2, H13, 4140; carburo di tungsteno e ghise fragili: tutto causerà la formazione di trucioli e crepe sulla lama di taglio invece della frattura. I materiali difficili devono essere tagliati utilizzando filo EDM, molatura o plasma. Vedere Lavorazione EDM a filo per materiale duro accuratamente dimensionato e a tolleranza ravvicinata.
Nota ingegneristica: qualsiasi materiale superiore a circa 690 MPa di resistenza alla trazione (100.000 psi) richiede una macchina di taglio dedicata ad alta pressione o un cambio di processo. Inossidabile, che si indurisce durante la tosatura, significa che la qualità del bordo è compromessa più dalla nitidezza e dallo spazio della lama che con l'acciaio dolce, con bava e strappo paragonabili o peggiori della molatura abrasiva quando la lama è opaca: consulta il nostro servizio di molatura abrasiva.

La tosatura è un processo di media precisione È la soluzione migliore per ottenere dimensioni costanti (migliori della segatura) e consigliata rispetto al taglio al plasma; tuttavia, le tolleranze di taglio laser sono più strette e realizzano forme sottili o intricate Esamina le tue esigenze di tolleranza prima di selezionare un processo e un fornitore.
| Processo | Tolleranza Dimensionale Tipica | Finitura Bordo | HAZ | Migliore Per |
|---|---|---|---|---|
| Cesoiatura | ±0,030″00 (±0,25,0,75 mm) | Pulire dritto; sbavatura minore | Nessuno | Tagli dritti ad alto volume, tranciatura del piatto |
| Taglio laser | ±0,010″2 (±0,05,0,25 mm) | Liscio; può presentare striature su lamina spessa | Sì (sottile) | Profili complessi, tolleranze strette, spessore sottile |
| Taglio plasma | ±0,060″00 (±0,75,5 mm) | Rozzo, scorie presenti | Sì (significativo) | Piastra strutturale spessa, bassa precisione |
| Taglio sega | ±0,020″5 (±0,13,0,5 mm) | Liscio; necessaria la rimozione del chip | Nessuno | Calcio a barre, piccoli lotti, non lamiera |
Qualsiasi dimensione che non sia molto breve (vedi tabella sotto) rientrerà probabilmente nella tolleranza standard del settore (ASTM A568 / ISO 2768). Le tolleranze tipiche sono le seguenti:0-1″ = 0,005″; 1-12″ = 0,010″; 12-24″ = 0,020″; oltre 24″ = 0,030″+.
Ingegneria Nota L'altezza di Burr è direttamente proporzionale al gioco di taglio (lo spazio tra le lame di taglio superiori e inferiori) Il gioco corretto genera una bava piccola e coerente al confine delle zone di frattura e brunitura Troppo spazio provoca una bava laminata grande a causa della piega Troppo poco provoca una bava a doppio taglio, con una fascia luminosa secondaria Quando la qualità del bordo è costante, specifica il gioco della lama come parte del tuo servizio di taglio e tieni conto della torsione della striscia (comune in strisce molto strette inferiori a 10 x lo spessore del materiale-10-15 x è preferibile).
Tolleranze nominali per la tosatura di larghezze inferiori a 10 volte lo spessore del materiale è una buona regola pratica per evitare torsioni Per meglio di 10 volte lo spessore del materiale, è necessario utilizzare il lavoro delle tolleranze elencate per valutare se il processo è già all'altezza della sfida o migliore Quando sono necessarie tolleranze più strette di 0,010", la tosatura dovrebbe probabilmente essere utilizzata solo come pre-processo o eliminata del tutto-vedere lavorazione CNC in metallo oppure consulta la nostra guida alla lavorazione con tolleranza stretta Quando vengono utilizzati insieme alla lavorazione, i pezzi grezzi tranciati sono spesso fresati a CNC, una forma o dimensione finita. Vedi servizio di fresatura a CNC.

Scegliere tra processi di taglio e taglio alternativo si riduce all'economia (N.D.O.) nessuno dei due è universalmente migliore Abbina il tuo processo di tolleranza al tuo requisito di tolleranza, spessore e volume di produzione Questa matrice illustra tutte le opzioni.
| Material Gauge | Volume | Tolleranza /Profilo | Processo Consigliato |
|---|---|---|---|
| Qualsiasi calibro | Qualsiasi | Profilo curvo o complesso | Laser /Plasma /Getta ad acqua La tosatura non può produrre curve |
| <14 ga (<1,9 mm) | <10 pezzi | ±0,005″ o più stretto | Taglio laser |
| <1⁄4” (6 mm) | Qualsiasi | Tagli dritti, ±0,010″0,030″ | Cesoiatura |
| 3/8″1″ (10025 mm) | >100/mese | Tagli dritti | Vantaggio di taglio 0,36× rispetto al laser a 4kW |
| 3/8″1 | Basso volume | Profilo complesso | Taglio al plasma/sega |
| >piastra 1⁄4” | Qualsiasi | Spazzi dritti | Tosatura (poi Fresatura CNC per finire) |
| Qualsiasi | >10.000/mese | Spazzi a forma di rete ripetuti | Stampaggio (taglio solo per il pezzo grezzo primo) |
Per lavori di spessore molto sottile (<“) dove servono tolleranze strette o profili molto curvi, il Laser è la scelta più ovvia: produce 0,05 mm o meglio e nessuna bava su questo materiale leggero Ma a 3/8″ (10 mm) di lamiera e oltre, un forte calo del processo laser: un laser a fibra da quattro kilowatt passerà da 190200 IPM su scartamento sottile a 6070 IPM su lastra 38”, duro A 12 mm, una cesoia idraulica può produrre circa 36 volte il volume di tagli diritti all'ora.
Il funzionamento della tosatura costa molte volte meno: le macchine laser costeranno in genere $300K-$500K da acquistare e $1570 all'ora da utilizzare; un taglio idraulico simile costa nell'ordine di $30K e pochi decimi di centesimo per taglio Per la produzione in serie di parti tranciate e tagliate dritte in lamiera o lamiera di grosso spessore, i calcoli pendono pesantemente.
Scenario A-HVAC Contractor (Testura ): Un appaltatore di lamiera che fabbrica pannelli di condotti zincati richiede 5.000 pezzi grezzi tagliati diritti al mese in acciaio calibro 18 (1,2 mm) con tolleranza di 0,020 "Tutti i tagli sono rettangolari, curve zero Un taglio meccanico a $28.000 completa questa corsa in un unico turno al costo di circa $0,002 per taglio.
Il taglio laser dello stesso volume a $15/ora di macchina costerebbe circa 40 in più per pezzo e prolungherebbe il tempo di consegna per la programmazione della macchina impostata su ciascun profilo del condotto.
Scenario B Staffa aerospaziale (Laser): un fornitore aerospaziale richiede 20 unità di staffe in alluminio 6061-T6 da 0,12 "(3,2 mm) per ordine, ciascuna con tolleranza dimensionale di 0,005" e due ritagli raggiati complessi. Il taglio non può creare le caratteristiche raggiate e, anche sui bordi diritti, la tolleranza di taglio da 0,010 "a 0,030" supera il requisito di 0,005 ". Il laser uscirebbe in anticipo in termini di capacità ed economia per queste parentesi di volume basso.
Scenario C-Cancella porta automobilistica (stampaggio + tosatura): un fornitore automobilistico di livello 2 produce fustellati per porte HSLA da 1,5 mm, fabbricando 50K/mese Con questo volume, il metodo di produzione è la stampa a stampo progressiva ("progressive die stamping") ma la linea viene eseguita da bobina e la prima operazione è un fustellato tagliato a larghezza dal materiale della bobina principale La tosatura e lo stampaggio sono un'operazione: la tosatura esegue la preparazione del taglio dritto ad alta velocità; lo stampaggio esegue la formatura a rete.
Il taglio laser non è riuscito a tenere il passo con la velocità di produzione da bobina a vuoto a questo livello di produzione.

Quasi tutte le industrie manifatturiere che utilizzano metallo piatto utilizzano il processo di taglio del metallo, che se ne rendano conto o meno: condutture HVAC, pezzi grezzi aerospaziali, ecc. La vera domanda non è quali industrie tagliano ma in quale parte forma geometrica, tolleranze e quantità di l'uso diventa accettabile o meno.
In un impianto di stampaggio Tier-2: un taglio a ghigliottina idraulica da 600 tonnellate grezza l'acciaio per bobine HSLA da 1,5 mm a 6 tagli/min che alimenta il pezzo grezzo direttamente in una matrice di stampaggio progressiva; ogni pezzo grezzo colpisce in media a 0,5 mm su entrambe le dimensioni 23 ppcm. Questo rientra ampiamente nella tolleranza in entrata di 1,0 ppcm richiesta dalla matrice. La tosatura a volume è circa 80% meno costosa per pezzo grezzo rispetto al taglio laser; l'operatore di taglio funziona da solo durante ogni turno, sarebbero necessari tre operatori affinché le tre stazioni di taglio laser eseguano il throughput a questa velocità. Questo è il motivo per cui la tosatura è ancora la prima operazione nella stragrande maggioranza delle officine di fabbricazione di lamiere automobilistiche.
Non tutte le officine di tosatura possono mantenere le tolleranze richieste dalla tua parte Chiedi al tuo servizio di tosatura queste otto domande prima di acquistare pezzi grezzi tranciati per la tua applicazione Le loro risposte elimineranno rapidamente i negozi i cui processi non hanno il controllo dai negozi che preferirebbero non ispezionare:
Offerte Lecreator Servizi di lavorazione CNC con la cesoiatura della lamiera (compreso il posizionamento del retro-calibro CNC), la certificazione del materiale, & le operazioni secondarie Si prega di caricare un disegno CAD per un preventivo con le certificazioni del materiale allegate.

3 tendenze si stanno allineando per cambiare il modo in cui la capacità di taglio e le prestazioni vengono viste dai produttori nel 2025 e in avanti.
1. Sistemi servoidraulici: più precisi e molto più efficienti dal punto di vista energetico: i produttori automobilistici hanno già sostituito l'idraulica a potenza costante vecchio stile con sistemi azionati da servomotore che utilizzano energia solo quando si spostano per impostare il gap della pala. Invece di sprecare energia, olio da riscaldamento e quindi raffreddarlo, le moderne lame servoidrauliche scendono su profili programmati che riducono le vibrazioni in materiale a scartamento ridotto. Le moderne cesoie servoidrauliche, oltre a formare presse 60-70% in meno energia rispetto alle tradizionali apparecchiature idrauliche e ciò si traduce in costi operativi significativamente ridotti per negozi ad alto volume.
2. CNC Back-Gauge Back-Gauge Errore umano: gli assetti di back-gauge controllati da CNC sostituiscono la precisione variabile introdotta dagli operatori con arresti manuali, in particolare sulle corse di serie multidimensionali L'utilizzo dei macchinari CNC nei negozi nordamericani è stato in aumento 7% da 2022 a 2023 secondo l'Association for Manufacturing Technology Se la tua produzione è una soppressione ripetitiva delle funzionalità, specifica che il negozio di tosatura è impostato con un back-gauge CNC. Questo è il modo migliore per misurare all'interno di una corsa.
3. investimenti in capacità guidati dalla domanda di veicoli elettrici: i modelli di veicoli elettrici utilizzano una percentuale maggiore di acciai bassolegati ad alta resistenza e grezzi di alluminio rispetto alle controparti convenzionali alimentate a combustione interna Si tratta di metalli in cui la tosatura rimane la prima operazione primaria Il mercato nordamericano delle presse piegatrici e delle cesoie ha raggiunto $2,2 miliardi di USD nel 2024 e si prevede che crescerà a 6% Compound Annual Growth (CAGR) fino al 2034 fino a circa $3,9 miliardi Per le influenze sugli acquisti, quindi, ciò equivale all'acquisto continuo di capitale di nuova capacità di taglio da fornitori di apparecchiature Tier-1 e Tier-2; queste nuove servoidrauliche forniscono maggiore precisione rispetto alle linee meccaniche più vecchie.
Call to action Se stai acquistando attrezzature di taglio per applicazioni aerospaziali, automobilistiche o elettroniche, richiedi specificamente che il tuo fornitore disponibile confermi i cicli regolari di manutenzione delle pale e sia in grado di fornire un esempio di monitoraggio dell'usura delle pale Questi fattori hanno l'effetto più drammatico sulla qualità dei bordi e sulla coerenza dimensionale durante tutta una serie di produzione di qualsiasi ordine.
La tosatura è un processo di fabbricazione di opere a freddo mediante il quale la lamiera viene tagliata con una forza applicata a due pressature una accanto all'altra Nella terminologia a cinque dita, non si verifica calore, non trucioli e non si verifica esfoliazione del materiale a freddo. Il metallo si rompe lungo una linea di frattura pulita. È la tecnica più efficiente in termini di tempo ed economici per un taglio lineare in lamiera e lamiera dove la velocità di inversione è fondamentale.
L'acciaio dolce (A36, A1011) e l'alluminio (6061, 5052) sono i metalli più comunemente tranciati poiché sono duttili e con una resistenza alla trazione moderata Le lame di rame e ottone si tagliano bene in una gamma standard di calibri L'acciaio inossidabile (304/316/301 ecc.) ha una richiesta di capacità 40-50% più elevata per tranciarsi e deve essere tagliato con tolleranze più strette sullo spazio fuori dal fianco Le proprietà di incrudimento negli acciai duttili e nelle leghe di titanio supereranno il bordo della lama semplice dell'acciaio per utensili temprato, il carburo di tungsteno e i materiali fragili come la ghisa scheggeranno i bordi della lama piuttosto che produrre una frattura pulita.
Nella tosatura, i due lati di una lama diritta applicano forze di compressione normali opposte causando una frattura sulla linea di taglio (nessun materiale viene rimosso durante il processo) e non viene generato calore La tosatura è una sottosezione del taglio che utilizza, gli altri tipi includono la segatura (rimozione del truciolo tramite azione abrasiva), laser (vaporizzazione) e plasma (arco di potenza estremamente elevato, sabbiatura di materiale fuso) La tosatura produce una perdita di kerf pari a zero e conserva la maggior parte delle proprietà del materiale originale sul bordo tagliato a taglio.
Le variazioni del settore e del paese spesso descrivono le cesoie a lama come cesoie a ghigliottina, cesoie squadrate o cesoie a motore. Tutte hanno la stessa industria di base delle macchine. “Guillotine shear” è comune alla Germania e la cesoia pesante dell'Europa continentale. “Bench shear” o “lear” viene utilizzata per riferirsi a lame non motorizzate su piccole unità montate su banco per lavori con scartamento leggero. Le cesoie portatili elettriche sono chiamate cesoie elettriche per uso generico o beccucci di stagno se utilizzate su materiale di scartamento leggero.
La capacità di taglio nello spessore del materiale dipende esclusivamente dal tipo di macchina e dal tipo di materiale L'acciaio dolce varia solitamente da 3/16 "(5 mm) su piccole frese idrauliche, fino a 1" (25 mm) su ghigliottine idrauliche a forza bruta; acciaio inossidabile 40-50% in meno sulla stessa macchina Il fattore di servizio 100% è minimo per un taglio valutato per l'applicazione richiesta Si prega di controllare il grado del materiale quando si citano i servizi di taglio, non solo l'acciaio.
Zero taper 0,010″-0,030″ (0,25-0,75 mm) tolleranza standard sulla rastremazione a seconda della lunghezza di taglio, le parti corte richiedono tolleranze più strette Il posizionamento del backgauge CNC fino a 0,13 mm (0,005 ") riduce significativamente l'errore parte-parte rispetto ai fermi del calibro. Tolleranze più strette di 0,010 "devono essere tagliate al laser o lavorate a CNC.
Sì, il taglio dell'acciaio inossidabile è possibile, ma si aspettano ~ 50% raccomandazione di capacità superiore contro acciaio dolce di uguale spessore, a causa della maggiore resistenza alla trazione e tendenza all'incrudimento. Gli spazi tra le lame devono essere ridotti per lo stesso motivo, all'estremità inferiore dell'intervallo consigliato per evitare incrudimenti sul bordo tagliato.
La lama al gap del materiale (o“clearance”) è impostata come percentuale dello spessore del calcio Tipico per le unità di taglio meccaniche è 7% Le cesoie idrauliche utilizzano una gamma 7-15%, dove materiali più duri come acciaio inossidabile o ad alta resistenza tendono a spingere la percentuale ottimale alla gamma 15% per consentire la frattura pulita Un gioco troppo piccolo produce un rapido opacizzazione della lama e una bava a doppio taglio; uno spazio troppo grande produce un eccessivo arricciamento del pezzo da lavorare e la formazione di una grossa bava laminata.
Informazioni su questa guida
Questa guida alla tecnologia di taglio della lamiera si basa sulle specifiche dei macchinari OEM (Cincinnati Incorporated, Ursviken), sugli standard ingegneristici adottati dall'industria per la fabbricazione (ASTM A568, ISO 2768) e le ricerche di mercato (Global Market insights, Association for Manufacturing Technology), o sulle informazioni raccolte attraverso forum di professionisti (PracticalMachinist.com) e riferimenti standard di settore raccomandati (Degarmo, Black &Kohser, Materials and Processes in Manufacturing). Gli intervalli di tolleranza dello spessore dello stock di lunghezza e foglio riflettono i valori tipici utilizzati nell'industria (i risultati effettivi variano a seconda del modello specifico della macchina, della durata e delle condizioni effettive della lama, del grado di materiale utilizzato nonché della configurazione della macchina eseguita dal personale operativo. Controllare con il proprio fornitore di servizi di taglio per confermare l'idoneità del funzionamento.