Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Servicio de torneado CNC: lo que todo comprador e ingeniero debe saber
Solicitar piezas torneadas CNC suena como una propuesta simple hasta que reciba una cotización que sea tres veces su presupuesto disponible o cuando la entrega esté fuera de tolerancia en 0,003 pulgadas. La diferencia entre pedir la pieza y obtener lo que deseaba casi siempre se reduce a las especificaciones de ingeniería, el conocimiento antes de enviar la solicitud de cotización. Este artículo describe todo lo que debe saber sobre las especificaciones de ingeniería, los factores de costo, las compensaciones de materiales y las mejores prácticas que marcan la diferencia entre una experiencia de compra que fracasa y una que deleita al cliente. Por primera vez se aplican cotizaciones de ejes de prototipos o ejecuciones de 10.000 unidades, se aplica el mismo marco de decisión.
| Tolerancia estándar | ±0,005 pulg. (0,13 mm) |
| Tolerancia de precisión | ±0,002 pulg. (0,05 mm) |
| Ultraprecisión (agujeros escariados) | ±0,0005 pulg. (0,013 mm) |
| Acabado superficial (estándar) | Ra 3,2 µm (125 µin) |
| Acabado de superficie (precisión) | Ra 0,8 µm (32 µin) |
| Diámetro Ma× (Convencional) | Hasta 24 pulgadas (610 mm) |
| Tarifa horaria típica | $75-$125 (torno CNC estándar) |
| Plazo de entrega típico (prototipo) | 3-7 días hábiles |

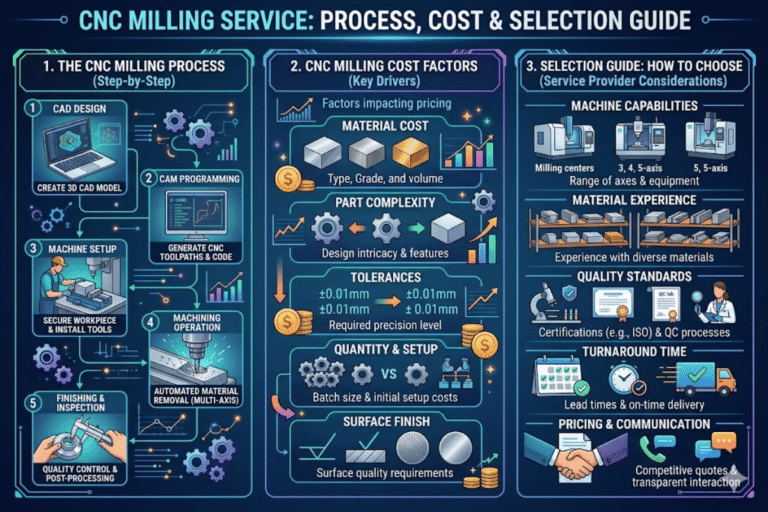
Un servicio de torneado CNC utiliza un torno, que hace girar la pieza de trabajo alrededor de una herramienta de corte estacionaria estacionaria y elimina material. Este proceso de mecanizado es más adecuado para producir piezas cilíndricas con simetría rotacional. Los ejes, casquillos, pasadores, accesorios roscados y carcasas redondas son los más fáciles de producir en un torno CNC. Debido a la geometría involucrada, el tiempo del ciclo suele ser menor en una operación de torneado porque la pieza de trabajo gira continuamente para que el corte pueda alcanzar un estado operativo estable.
El giro fuera de rumbo tiene sus limitaciones de cualquier cosa que destruya la simetría rotacional y no pueda alcanzarse en los ejes X (diámetro) y Z (longitud). Estas capacidades de torno CNC requieren a Servicio de torneado CNC que posee centros de torneado CNC con herramientas vivas o operación de fresadora separada. Un centro de torneado de 2-a×is solo puede cortar perfiles X, Z, pero se pueden realizar fresados, taladrados y roscados adicionales en la máquina sin quitar primero la pieza del mandril, pero el rango de geometría sigue siendo en gran medida redondo o casi redondo. secciones transversales.
Los tornos CNC de tipo suizo manejan un nicho único en la fabricación, las piezas largas y delgadas con relaciones de longitud a diámetro altas que fácilmente causarían deflexión si se mecanizan en el centro de torneado CNC estándar. El soporte para centros de torneado estándar con un reposo constante solo aumenta la longitud máxima soportada sin soporte a aproximadamente 8:1 L/D. Las máquinas suizas alimentan la barra a través de un casquillo guía, manteniendo relaciones L/D de 20:1 y más, con un rango de diámetro típico de 0,04 pulgadas a 1,25 pulgadas..
📐 Nota de ingeniería
El diámetro mínimo de la característica para torneado CNC es 0,030 pulgadas. (0,76 mm). El espesor mínimo de pared para metales es de 0,020 pulgadas. (0,51 mm). Para plásticos, 0,060 pulgadas. (1,52 mm). El ángulo de conicidad mínimo típico es de 30° para evitar roturas de herramientas. A menos que se indique específicamente, estas especificaciones se basan en Pautas de diseño de torneado CNC de ProtoLabs y generalmente son aplicables a todos los servicios de torneado CNC.

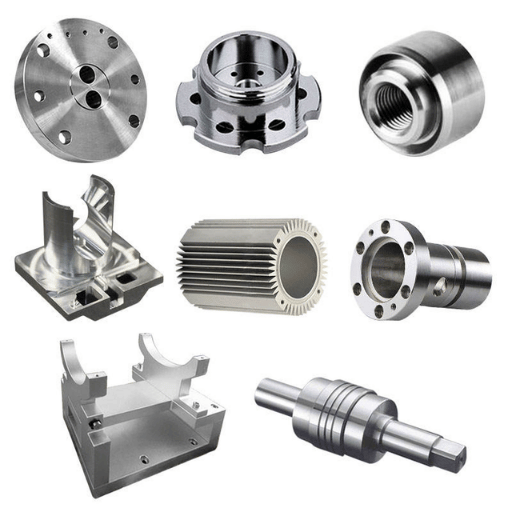
De hecho, elegir el torneado CNC versus el mecanizado CNC tiene menos que ver con mi preferencia o capacidad geométrica y más con las características y características geométricas seleccionadas. Si su característica de cuatro lados tiene un cuerpo predominantemente redondo y está configurada como eje, espaciador, boquilla o casquillo, entonces el torneado sería su mejor operación de mecanizado. Por el contrario, las piezas con características o geometrías de cuatro lados se mecanizarían mejor en una fresadora CNC. Las piezas que presentan características de forma redonda y de cuatro lados deben mecanizarse en un centro de torneado o completarse en dos operaciones de mecanizado separadas.
| Factor | Torneado CNC | Fresado CNC |
|---|---|---|
| Mejor geometría | Cilíndrico, cónico, esférico | Contornos planos, prismáticos y 3D |
| Acabado superficial (estándar) | Ra 0,4-1,6 µm | Ra 0,8-3,2 µm |
| Tolerancia típica | ±0,005 pulg. (±0,13 mm) | ±0,005 pulg. (±0,13 mm) |
| Tiempo de ciclo (parte simple) | 30-90 segundos | 2-10 minutos |
| Costo de configuración | $50-$150 | $100-$300 |
| Tarifa por hora | $75-$125 | $80-$150 |
| Capacidad de múltiples funciones | Las herramientas vivas añaden orificios transversales y planos | 4/5 ejes agrega ángulos complejos |
Cuando sus piezas contienen características de ambos procesos, los centros híbridos de torneado y fresado eliminan la necesidad de una segunda configuración. La pieza de trabajo permanece en un mandril y la máquina cambia de herramientas giratorias a herramientas estacionarias. Esto no permite una acumulación de errores de tolerancia acumulados. Para piezas de producción con un perfil cilíndrico primario, el proceso de torneado CNC reducirá considerablemente el tiempo de ciclo en comparación con el fresado, lo que lo convierte en la operación de mecanizado preferida para piezas torneadas CNC personalizadas de gran volumen.
Si su componente es aproximadamente cilíndrico 70% con algunas áreas planas o orificios perforados en cruz, obtenga una cotización para un centro de torneado con herramientas vivas antes de saltar a un molino. La configuración única puede ser 20-40% menos por pieza para cantidades superiores a 50 piezas.

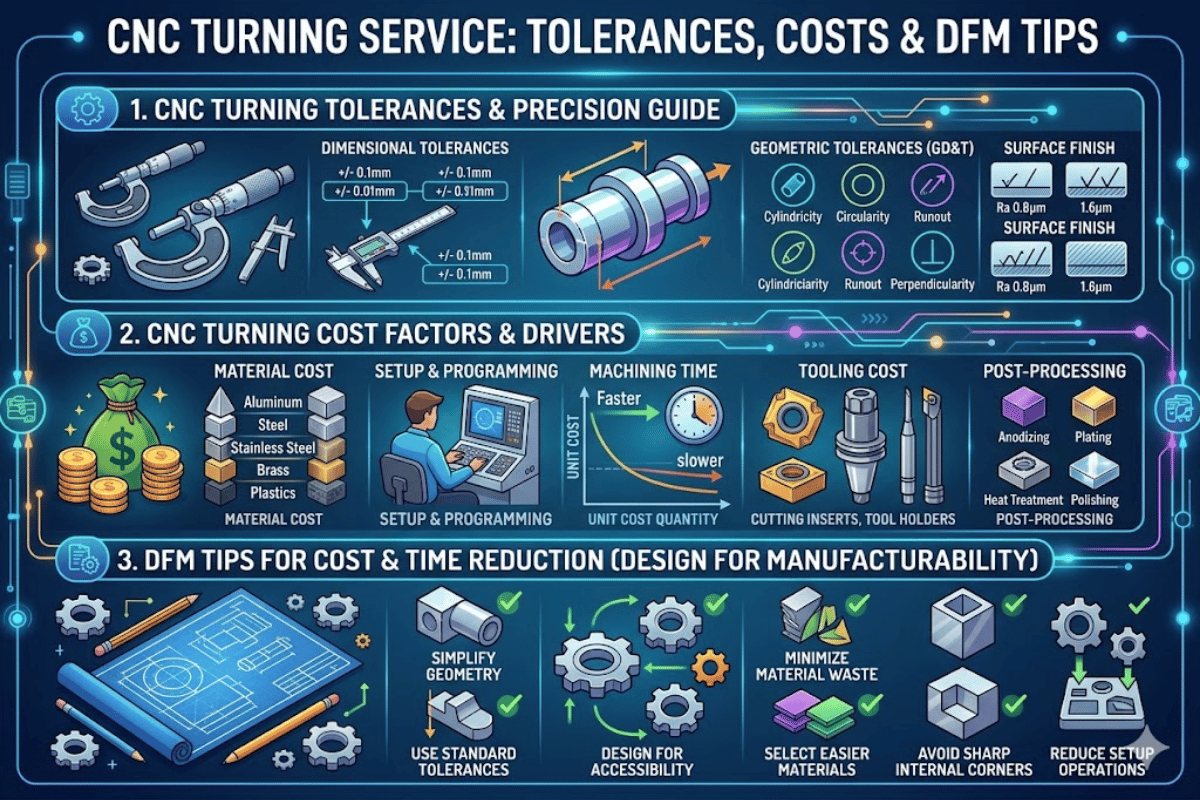
Especificar tolerancias genera una mayor parte del costo de torneado CNC que casi cualquier otra variable de dibujo de piezas. Aquí hay una guía sobre los requisitos de precisión y acabado de la superficie necesarios para una interfaz mecánica típica. La precisión estándar de la máquina CNC de precisión es de 0,005 pulgadas. (0,13 mm), que será precisa para la mayoría de los ajustes de prensa y orificios de orificios. Tolerancia de 0,002 pulgadas. (0,05 mm) requiere alimentaciones más lentas, herramientas de corte más finas, posible un paso de acabado y puede aumentar el tiempo del ciclo 20-50%. Tolerancia de 0,0005 pulgadas (0,013 mm) en las características fresadas o rectificadas puede duplicar o triplicar el costo por característica.
| Nivel de tolerancia | Rango | Multiplicador de costos | Aplicaciones comunes |
|---|---|---|---|
| Estándar | ±0,005 pulg. (±0,13 mm) | 1× (línea de base) | Ejes estructurales, espaciadores, herrajes generales |
| Precisión | ±0,002 pulg. (±0,05 mm) | 1,5-2× | Asientos de rodamientos, superficies de contacto, accesorios hidráulicos |
| Ultraprecisión | ±0,0005 pulg. (±0,013 mm) | 2.5-4× | Bujes aeroespaciales, pasadores de implantes médicos, soportes ópticos |
La especificación del acabado superficial sigue una curva de costos paralela. El acabado torneado estándar se sitúa alrededor de Ra 3,2 µm (grado de rugosidad N7 por ISO 1302), que no requiere operaciones secundarias. Empujar a Ra 0,8 µm (N5) exige parámetros de corte más finos y posiblemente un paso de pulido. Para sellar superficies que necesitan Ra 0,4 µm (N4), es una práctica estándar rectificar o lapear después del proceso de torneado.
Las tolerancias estrictas en todas las dimensiones no mejoran una pieza: aumentan el costo de 200 a 300% en promedio con el giro CNC. 0,002 pulgadas. (0,05 mm) debería ser el límite a menos que un orificio de rodamiento o sello lo requiera; no sería prudente especificarlo para orificios de sujeción o no conectores. Para esas características, por defecto a 0,005 pulgadas (0,13 mm) por Tolerancias generales ISO 2768.

Los costos que culminan con los precios de torneado CNC son factores que influyen en los desafíos que cambian con los materiales, la forma, el tamaño, el volumen y las tolerancias de maneras extremadamente predecibles. Incluyen
La fórmula del coste total de una pieza convertida CNC irrumpe en esta estructura: Total = Tarifa de configuración + (Tiempo de ciclo × Tarifa por hora) + Costo del material + Operaciones secundarias + Gastos generales. Las tarifas de configuración para el torneado CNC suelen oscilar entre $50 y $200 por trabajo, lo que cubre la preparación del dispositivo, la carga de herramientas y la inspección del primer artículo. La programación añade otro $50-$150 por hora para piezas complejas. Según el Guía de costos de mecanizado CNC HKAA 2025, el costo del material representa 30-50% del gasto total del proyecto dependiendo del grado de la aleación y la geometría de la pieza.
El volumen tiene el mayor impacto en el precio unitario. En una cantidad de 1, la configuración y la programación son absorbidas completamente por esa única parte: una configuración $150 en una parte con $3 de tiempo de máquina significa $153 por unidad. A 100 unidades, el costo de configuración se extiende a $1,50 por parte. A 1.000 unidades, la configuración es insignificante y el tiempo de ciclo más el material dominan el panorama de costos. Las tiendas que ofrecen sistemas de cotización instantánea suelen mostrar claramente esta curva volumen-precio.
Los secundarios CNC se suman. Los costos de anodizado $15-$50/lote dependen del tamaño, mientras que el tratamiento térmico, el enchapado y el rectificado tienen sus propios costos de instalación y piezas. Considere esto al preparar su cotización «lo que parece de bajo costo para la máquina puede agregar 40% a sus precios finales después del acabado. Múltiples acabados superficiales en una pieza pueden duplicar su costo y agregar una semana al tiempo de entrega.
La selección de un material de mecanizado CNC para torneado debe equilibrar la maquinabilidad (tiempo de corte y desgaste de la herramienta), las propiedades mecánicas (resistencia y dureza) y las consideraciones de costos. Usar el material incorrecto puede aumentar su gasto de mecanizado en un factor de tres o socavar la integridad de la pieza. Aquí hay una tabla comparativa de los materiales de torneado seleccionados con más frecuencia.
| Material | Índice de maquinabilidad | Tolerancia alcanzable | Costo relativo | Mejor para |
|---|---|---|---|---|
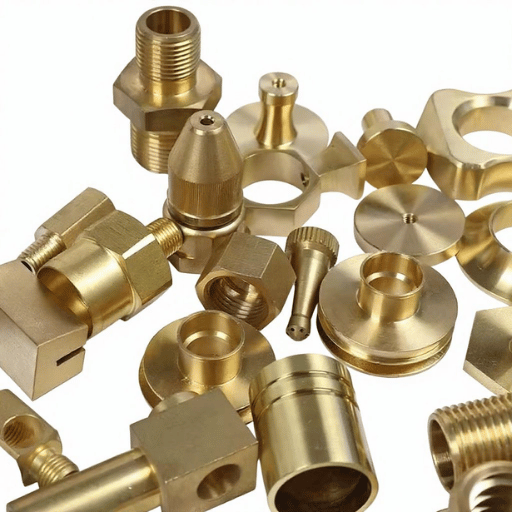
| Latón C360 | ~300 | ±0,001 pulg. | $$ | Accesorios de gran volumen, válvulas, conectores eléctricos |
| Aluminio 6061-T6 | ~270 | ±0,001 pulg. | $ | Prototipos, cerramientos, piezas estructurales ligeras |
| Acero al carbono 1018 | ~100 (línea de base) | ±0,002 pulg. | $ | Ejes, pasadores, piezas metálicas de uso general |
| Acero inoxidable 303 | ~78 | ±0,002 pulg. | $$ | Resistencia a la corrosión + buena maquinabilidad |
| Acero inoxidable 304/316 | ~45 | ±0,003 pulg. | $$ | Aplicaciones médicas, de calidad alimentaria y marinas |
| Ti-6al-4V de titanio | ~22 | ±0,003 pulg. | $$$$ | Aeroespacial, implantes médicos, alta resistencia al peso |
| MIRAR | ~30 | ±0,003 pulg. | $$$ | Sellos de alta temperatura, cojinetes, material plástico resistente a químicos |
El índice de mecanizado se compara con el acero de mecanizado libre (AISI 1212) en 100. Las relaciones más altas indican velocidades de corte más eficientes, menos desgaste de las herramientas y menor costo por característica mecanizada. El perfil de latón y aluminio es mejor porque crean una formación limpia de virutas e imponen poca tensión a las herramientas de corte. Las aleaciones de alta temperatura, como las de acero inoxidable o titanio, introducen calor en la zona de corte y aumentan los costos de las herramientas de mecanizado en 30% o más.
Si se requiere acero inoxidable resistente a la corrosión, entre los grados 303 y 304, 303 produce un potencial de reducción de costos del orden de 30%, debido a su capacidad para girar aproximadamente 40% más rápido que 304, sin requisitos de soldadura o resistencia total a la corrosión. 303, al mecanizar libremente acero inoxidable mejorado con azufre, produce alimentaciones y velocidades superiores a 304, al girar torneado CNC de precisión piezas, con un acabado superficial muy limpio.
Diseño para la capacidad de fabricación: cómo hacer que sus piezas de torneado CNC sean más asequibles. Aquí hay siete mejores prácticas recopiladas de la experiencia de la industria y Pautas de diseño de mecanizado de ProtoLabs eso ayudará a reducir las cotizaciones cambiantes.
📐 Nota de ingeniería
Con una relación L/D de 4:1 a 8:1, especifique que su Proveedor de servicios de torneado CNC utilice un reposo estable o un reposapiés seguidor. Si es mayor que 8:1, considere girar tipo suizo o si es posible dividir la pieza en dos componentes más cortos que se ajustan a presión o se enroscan. Según Guía de diseño CNC de Chiggo, las piezas que excedan 6:1 L/D sin soporte ver degradación de tolerancia de hasta 50%.

No todos los servicios de mecanizado CNC ofrecen la misma calidad o confiabilidad. Las soluciones avanzadas de torneado CNC varían ampliamente en cuanto a rigor de inspección, velocidad de comunicación y tasas de entrega puntual. Antes de comprometerse con un proveedor, utilice esta lista de verificación para evaluar si un taller puede producir piezas con las tolerancias de su dibujo y enviarlas a tiempo.
Evite un taller de torneado CNC que envíe piezas sin informes de inspección, no pueda proporcionar certificados de origen de materiales o no pueda monitorear los procesos de gestión de calidad. Estas deficiencias en el servicio al cliente son el precursor del envío de piezas fuera de tolerancia.

✔ Ventajas
⚠ Limitati
Le-creator utiliza más de 80 máquinas CNC certificadas según AS9100D, ISO 13485, IATF 16949. Envíenos su dibujo para una revisión y cotización de DFM dentro de las 24 horas.
Guiado desarrollado por el equipo de ingeniería de Le-creator, una instalación de mecanizado CNC en Shenzhen con 17 años y experiencia en torneado, fresado y fabricación de chapa metálica. Más de 1000 clientes. Los datos de tolerancia, rangos de costos y reglas de diseño se derivan de parámetros con los que trabajamos diariamente en proyectos de mecanizado médico, electrónico e industrial en general. Cuando se hace referencia, los enlaces externos nos dirigen a los datos originales.