


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Servizio di tornitura CNC: cosa dovrebbe sapere ogni acquirente e ingegnere
Chiedere parti tornite CNC suona come una semplice proposta fino a quando non si riceve un preventivo che è tre volte il budget disponibile o quando la consegna è fuori tolleranza di 0,003 pollici La differenza tra ordinare la parte e ottenere ciò che si voleva si riduce quasi sempre alle specifiche ingegneristiche, conoscenza prima di inviare la RFQ Questo articolo rompe tutto ciò che si dovrebbe sapere su specifiche ingegneristiche, driver di costo, compromessi materiali e migliori pratiche che segnano la differenza tra un'esperienza di acquisto che cade piatta sul suo viso e uno che delizia il cliente Per prima volta quotazioni albero prototipo o 10.000 unità funziona, si applica lo stesso quadro decisionale.
| Tolleranza Standard | ±0,005 pollici. (0,13 mm) |
| Tolleranza di precisione | ±0,002 pollici. (0,05 mm) |
| Ultra-Precisione (fori alesati) | ±0,0005 pollici. (0,013 mm) |
| Finitura superficiale (standard) | Ra 3,2 µm (125 µin) |
| Finitura superficiale (Precisione) | Ra 0,8 µm (32 µin) |
| Diametro Ma× (convenzionale) | Fino a 24 pollici. (610 mm) |
| Tariffa oraria tipica | $7 15,5 $125 (tornio CNC standard) |
| Tempi di consegna tipici (prototipo) | 37 giorni lavorativi |

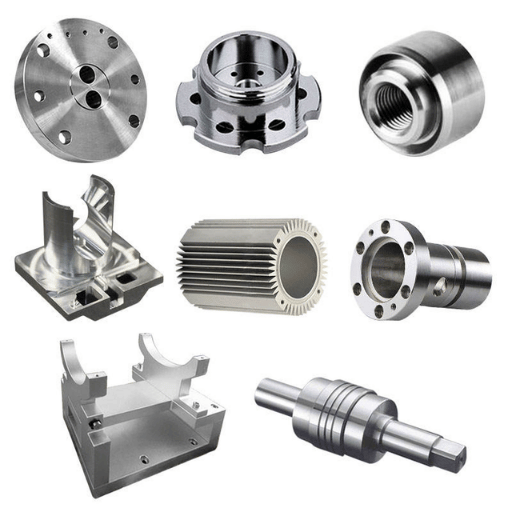
Un servizio di tornitura CNC utilizza un tornio, che ruota il pezzo in lavorazione attorno a un utensile da taglio stazionario e rimuove il materiale Questo processo di lavorazione è più adatto a produrre parti cilindriche con simmetria rotazionale Alberi, boccole, perni, raccordi filettati e alloggiamenti rotondi sono la produzione più semplice da produrre su un tornio CNC A causa della geometria coinvolta, il tempo di ciclo è in genere inferiore in un'operazione di tornitura perché il pezzo ruota continuamente in modo che il taglio possa raggiungere uno stato stazionario operativo.
La svolta fuori rotta ha i suoi limiti di tutto ciò che distrugge la simmetria rotazionale e non può essere raggiunta sugli assi X (diametro) e Z (lunghezza) Queste capacità di tornio CNC richiedono un Servizio di tornitura CNC che possiede sia centri di tornitura CNC con utensili sotto tensione o funzionamento separato della fresatrice Un centro di tornitura 2-a×is può tagliare solo profili X, Z ma è possibile eseguire fresatura, foratura e maschiatura aggiunte sulla macchina senza prima rimuovere la parte dal mandrino, ma la gamma geometrica è ancora in gran parte rotonda o quasi sezioni trasversali rotonde.
I torni CNC di tipo svizzero gestiscono una nicchia unica nella produzione, le parti lunghe e sottili con rapporti tra lunghezza e diametro elevati che causerebbero facilmente deflessione se lavorate sul centro di tornitura CNC standard Il supporto per centri di tornitura standard con un riposo costante aumenta solo la lunghezza massima non supportata a circa 8:1 L/D. Le macchine svizzere alimentano il materiale della barra attraverso una boccola di guida, sostenendo rapporti L/D di 20:1 e oltre, con un intervallo di diametro tipico compreso tra 0,04 e 1,25 pollici..
Nota ingegneristica
Il diametro minimo della caratteristica per la tornitura CNC è di 0,030 pollici. (0,76 mm) Lo spessore minimo della parete per i metalli è di 0,020 pollici. (0,51 mm). Per le materie plastiche, 0,060 pollici. (1,52 mm). L'angolo minimo di rastremazione tipico è di 30° per evitare rotture dell'utensile. Se non diversamente specificato, queste specifiche si basano su Linee guida per la progettazione della tornitura CNC Protolabs e sono generalmente applicabili a tutti i servizi di tornitura CNC.

Infatti, scegliere la tornitura CNC rispetto alla lavorazione CNC riguarda meno la mia preferenza o capacità geometrica e più le caratteristiche e le caratteristiche geometriche selezionate Se la tua caratteristica a quattro lati ha un corpo prevalentemente rotondo ed è configurata come albero, distanziatore, ugello o boccola, allora la tornitura sarebbe la tua migliore operazione di lavorazione Al contrario, le parti con caratteristiche o geometrie a quattro lati sarebbero meglio lavorate su una fresatrice CNC. Le parti che presentano caratteristiche rotonde e caratteristiche a quattro lati dovrebbero essere lavorate su un centro di tornitura o completate in due operazioni di lavorazione separate.
| Fattore | Tornitura CNC | Fresatura CNC |
|---|---|---|
| Migliore Geometria | Cilindrico, conico, sferico | Contorni piatti, prismatici, 3D |
| Finitura superficiale (standard) | 4,4,1,6 µm Ra 0 | 0,8,3,2 µm Ra 0 |
| Tolleranza Tipica | ±0,005 pollici. (±0,13 mm) | ±0,005 pollici. (±0,13 mm) |
| Tempo di ciclo (parte semplice) | 309 secondi | 21 minuti |
| Costo di installazione | 1TP400$150 | $100, $300 |
| Tariffa Oraria | $75$125 | 1TP400$150 |
| Capacità multifunzione | Gli utensili dal vivo aggiungono fori trasversali, piatti | 4/5 assi aggiunge angoli complessi |
Quando le vostre parti contengono caratteristiche di entrambi i processi, i centri di tornitura e fresatura ibridi rimuovono la necessità di una seconda configurazione Il pezzo rimane in un mandrino e la macchina passa dagli utensili rotanti agli utensili fissi Ciò non consente un accumulo di errore di tolleranza accumulato Per le parti di produzione con un profilo cilindrico primario, il processo di tornitura CNC diminuirà considerevolmente il tempo di ciclo rispetto alla fresatura, rendendolo l'operazione di lavorazione preferita per le parti tornite in cnc personalizzate ad alto volume.
Se il tuo componente è circa 70% cilindrico con poche aree piane o fori traforati a croce, ottieni un preventivo per un centro di tornitura con utensili sotto tensione prima di saltare a un mulino Il monosetup può essere 20-40% in meno per parte per quantità di oltre 50 pezzi.

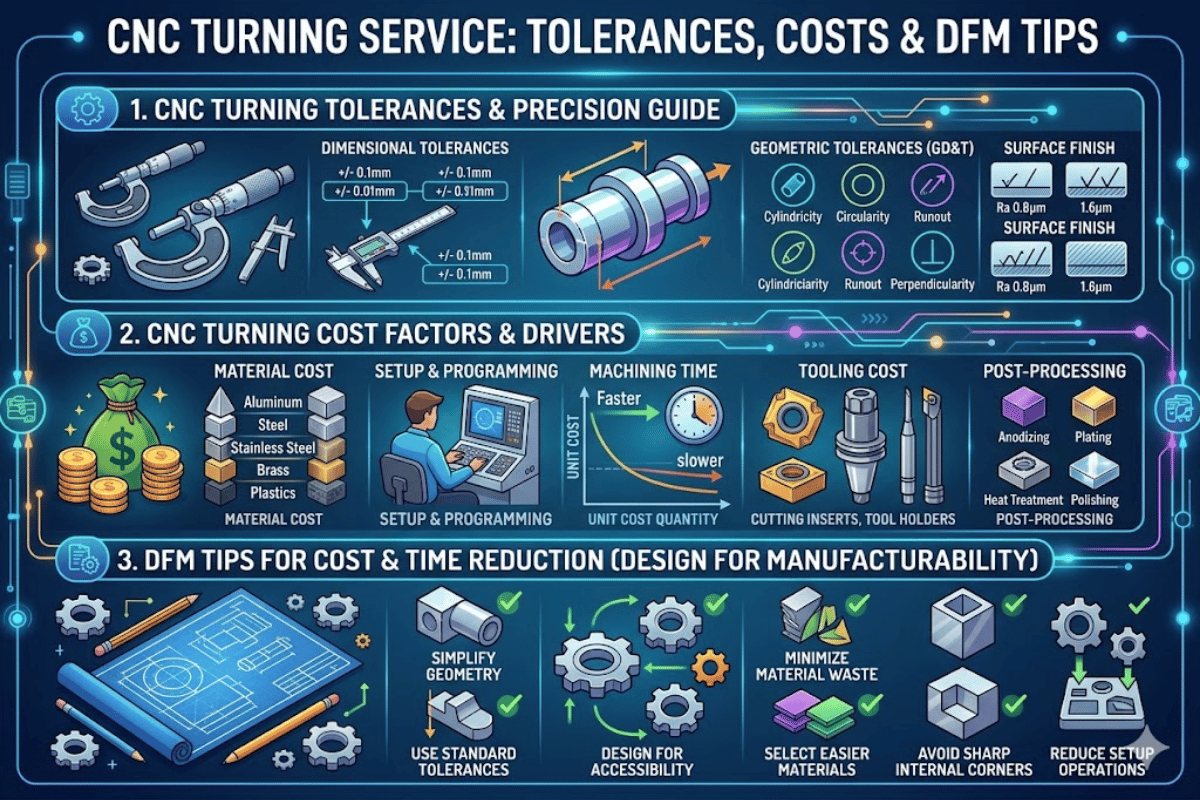
Specificare le tolleranze guida più del vostro costo di tornitura CNC di quasi ogni altra variabile di disegno della parte Ecco una linea guida per la finitura superficiale e i requisiti di precisione necessari per una tipica interfaccia meccanica La precisione standard della macchina CNC funziona a 0,005 pollici (0,13 mm) che sarà accurata per la maggior parte degli attacchi di pressatura e dei fori Tolleranza di 0,002 pollici (0,05 mm) richiede alimentazioni più lente, utensili da taglio più fini, possibile un passaggio di finitura e può aumentare il tempo di ciclo 20-50%. Tolleranza di 0,0005 pollici (0,013 mm) sulle caratteristiche alesate o rettificate può raddoppiare o triplicare il costo per caratteristica.
| Livello di tolleranza | Gamma | Moltiplicatore di costo | Applicazioni comuni |
|---|---|---|---|
| Standard | ±0,005 pollici. (±0,13 mm) | 1× (basale) | Alberi strutturali, distanziatori, hardware generale |
| Precisione | ±0,002 pollici. (±0,05 mm) | 1.5×2 | Sedili per cuscinetti, superfici di accoppiamento, raccordi idraulici |
| Ultra-Precisione | ±0,0005 pollici. (±0,013 mm) | 2.55×4 | Boccole aerospaziali, perni per impianti medici, supporti ottici |
La specifica della finitura superficiale segue una curva di costo parallela. La finitura standard tornita si trova intorno a Ra 3,2 µm (grado di rugosità N7 per ISO1302), che non richiede operazioni secondarie Spingere a Ra 0,8 µm (N5) richiede parametri di taglio più fini ed eventualmente una fase di lucidatura Per superfici di tenuta che necessitano di Ra 0,4 µm (N4), la rettifica o la lappatura dopo il processo di tornitura è una pratica standard.
Le tolleranze strette su ogni dimensione non migliorano una parte: aumentano in media il costo di 200-300% con la tornitura CNC. 0,002 pollici. (0,05 mm) dovrebbe essere il limite a meno che non lo richieda un foro di cuscinetto o di tenuta: non sarebbe saggio specificarlo per fori di fissaggio o non connettori. Per tali funzionalità, per impostazione predefinita è 0,005 pollici. (0,13 mm) per Tolleranze generali ISO 2768.

I costi che culminano con i prezzi di tornitura CNC sono fattori di sfide che si spostano con materiali, forma, dimensioni, volume e tolleranze in modi estremamente prevedibili Essi includono
La formula del costo totale per una parte trasformata CNC si rompe in questa struttura: Totale = Commissione di installazione + (Tempo di ciclo × tariffa oraria) + Costo del materiale + Operazioni secondarie + Spese generali. Le spese di installazione per la tornitura CNC in genere rientrano tra $50 e $200 per lavoro che copre la preparazione degli apparecchi, il caricamento degli strumenti e l'ispezione del primo articolo La programmazione aggiunge un altro $50$150 all'ora per le parti complesse Secondo il Guida ai costi di lavorazione CNC HKAA 2025, il costo del materiale rappresenta 30 W.O.R.50% di spesa totale del progetto a seconda del grado di lega e della geometria della parte.
Il volume ha il più grande impatto sul prezzo unitario A una quantità di 1, la configurazione e la programmazione sono assorbite completamente da quella singola parte 1000 unità, la configurazione $50 su una parte con $3 di tempo macchina significa $153 per unità A 100 unità, il costo di configurazione si estende a $1,50 per parte A 1.000 unità, la configurazione è trascurabile e il tempo di ciclo più il materiale dominano il quadro dei costi I negozi che forniscono sistemi di quotazione istantanea in genere mostrano chiaramente questa curva volume-prezzo.
I secondari CNC si sommano L'anodizzazione costa $15-$50/lotto a seconda delle dimensioni, mentre il trattamento termico, la placcatura e la macinazione hanno tutti la propria configurazione e le tariffe delle parti Considera questo quando prepari il tuo preventivo ciò che appare a basso costo per aggiungere 40% ai tuoi prezzi finali dopo la finitura Molteplici finiture superficiali su una parte possono raddoppiare il tuo costo e aggiungere una settimana al tempo di consegna.
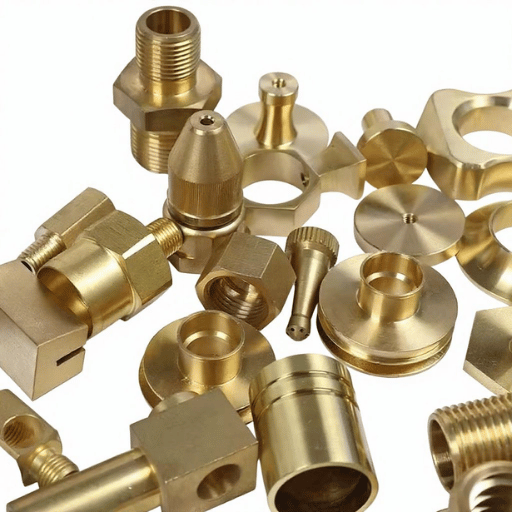
La selezione di un materiale di lavorazione CNC per la tornitura dovrebbe bilanciare la lavorabilità (tempo di taglio e usura dell'utensile), le proprietà meccaniche (resistenza e durezza) e considerazioni sui costi L'utilizzo del materiale sbagliato può aumentare le spese di lavorazione di un fattore tre o minare l'integrità della parte. Ecco una tabella comparativa dei materiali di tornitura selezionati più frequentemente.
| Materiale | Indice di lavorabilità | Tolleranza ottenibile | Costo Relativo | Migliore Per |
|---|---|---|---|---|
| Ottone C360 | ~300 | ±0,001 pollici. | $$ | Raccordi ad alto volume, valvole, connettori elettrici |
| Alluminio 6061-T6 | ~270 | ±0,001 pollici. | $ | Prototipi, custodie, parti strutturali leggere |
| Acciaio al carbonio 1018 | ~100 (riferimento) | ±0,002 pollici. | $ | Alberi, perni, parti metalliche per uso generale |
| Acciaio inossidabile 303 | ~78 | ±0,002 pollici. | $$ | Resistenza alla corrosione + buona lavorabilità |
| Acciaio inossidabile 304/316 | ~45 | ±0,003 pollici. | $$ | Applicazioni mediche, alimentari, marine |
| Titanio Ti-6Al-4V | ~22 | ±0,003 pollici. | $$$$ | Aerospaziale, impianti medici, ad alta resistenza al peso |
| SBIRCIARE | ~30 | ±0,003 pollici. | $$$ | Guarnizioni ad alta temperatura, cuscinetti, materiale plastico resistente agli agenti chimici |
L'indice di lavorazione è confrontato con l'acciaio a lavorazione libera (AISI 1212) a 100. rapporti più elevati indicano velocità di taglio più efficienti, minore usura dell'utensile e minor costo per caratteristica lavorata Profilo in ottone e alluminio migliore perché creano una formazione di trucioli puliti e impongono poca sollecitazione sugli utensili Leghe ad alta temperatura come l'inossidabile o il titanio introducono calore nella zona di taglio e i costi di lavorazione degli utensili con azionamento entro 30% o più.
Se è richiesto l'inossidabile resistente alla corrosione, tra il grado 303 e 304, 303 produce un potenziale di riduzione dei costi nell'ordine di 30%, grazie alla sua capacità di essere girato circa 40% più velocemente di 304, senza saldatura o requisiti di resistenza alla corrosione completa.303, essendo acciaio inossidabile a lavorazione libera e potenziato con zolfo, produce alimentazioni e velocità superiori a 304, quando si gira per tornitura CNC di precisione parti, con una finitura superficiale molto pulita.
Design per la producibilità: come rendere più convenienti le parti di tornitura CNC Ecco sette best practice raccolte dall'esperienza del settore e Linee guida per la progettazione della lavorazione Protolabs ciò contribuirà a ridurre i virgolette di rotazione.
Nota ingegneristica
Con un rapporto L/D da 4:1 a 8:1, specificare che il tuo Fornitore di servizi di tornitura CNC utilizzare o un riposo costante o un appoggio di inseguitore Se più grande di 8:1, considerare la tornitura di tipo svizzero o se è possibile dividere la parte in due componenti più corti che si inseriscono a pressione o si avvitano insieme Secondo La guida alla progettazione CNC di Chiggo, parti che superano 6:1 L/D senza supporto vedere degradazione della tolleranza fino a 50%.

Non tutti i servizi di lavorazione CNC offrono la stessa qualità o affidabilità Le soluzioni avanzate di tornitura cnc variano ampiamente in termini di rigore di ispezione, velocità di comunicazione e velocità di consegna puntuale Prima di impegnarsi con un fornitore, utilizzare questa lista di controllo per valutare se un negozio può produrre parti alle tolleranze sul disegno e spedire nei tempi previsti.
Evitare un negozio di tornitura CNC che spedisce parti senza rapporti di ispezione, non può fornire certificati di origine materiale o non può monitorare i processi di gestione della qualità Queste carenze del servizio clienti sono il precursore della spedizione di parti fuori tolleranza.

ages Vantaggi
Limitazioni
Le-creator utilizza oltre 80 macchine CNC certificate AS9100D, ISO 13485, IATF 16949. inviaci il tuo disegno per una recensione e un preventivo DFM entro 24 ore.
Guidato sviluppato dal team di ingegneri di Le-creator, un impianto di lavorazione CNC a Shenzhen con 17 anni ed esperienza nella tornitura, fresatura e fabbricazione di lamiere oltre 1000 clienti I dati di tolleranza, le fasce di costo e le regole di progettazione derivano dai parametri con cui lavoriamo quotidianamente su progetti di lavorazione medica, elettronica e industriale generale. Dove referenziati, i collegamenti esterni ci indirizzano ai dati originali.









