


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


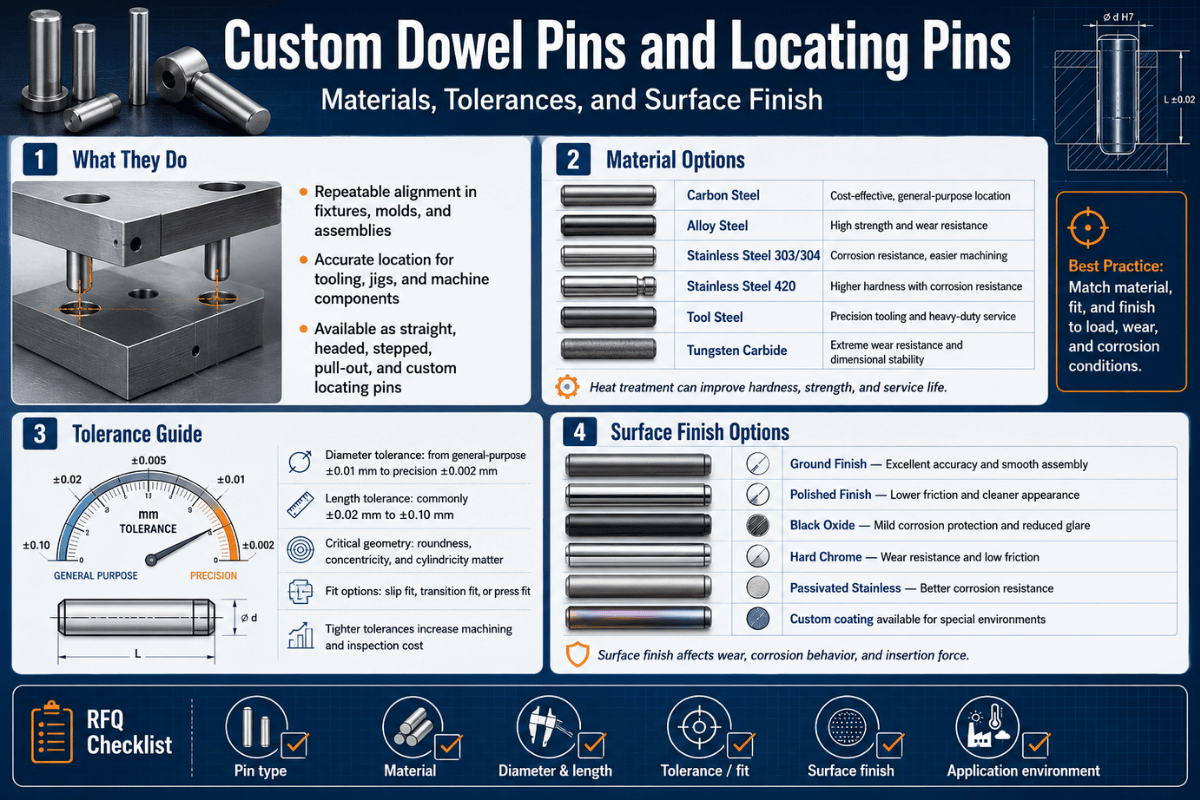
Los pasadores de clavija y los pasadores de ubicación personalizados parecen simples, un cilindro rectificado de acero endurecido, pero soportan la alineación, la carga de corte y la repetibilidad de todo un conjunto. Esta guía es la referencia de ingeniería para especificarlos: cómo elegir el material, establecer la tolerancia de ajuste a presión o de deslizamiento, resaltar el acabado de la superficie, diseñar el orificio y aplicar la regla de localización de redondo más diamante que la mayoría de las impresiones se equivocan.
În scurt: Los pasadores de clavija y los pasadores de ubicación personalizados son componentes cilíndricos rectificados con precisión que mantienen las piezas coincidentes en una posición repetible. Un pasador transporta una carga de corte y establece la ubicación entre dos partes; un pasador de ubicación coloca una pieza de trabajo en un accesorio. Ambos están definidos por cuatro especificaciones, material, clase de ajuste (prensa o deslizamiento), tolerancia dimensional y acabado superficial, además del orificio en el que se asientan.
| Rango de diámetro | 1/16®-1® estándar; métrica de 1-20 mm; personalizado más allá a pedido |
| Tolerancia estándar | Pulgada +0,0002 « sobredimensionado (prensa); métrica m6/h7 (ASME B18.8.2 / ISO 8734) |
| Materiales | Acero aleado, acero inoxidable 303/304/316/416 y 17-4 PH, acero para herramientas A2/O1, latón |
| Dureza | Hasta 60+ HRC (endurecido en pasamanos o en cajas); núcleo 47-58 HRC para pasadores endurecidos estándar |
| Acabado superficial | 32 µin (0,8 µm) Ra típico (tierra); a 8 µin (0,2 µm) para mayor precisión; todavía lapeado más fino |
| Estándares | ASME B18.8.2-2020, ISO 2338, ISO 8734, DIN 6325/DIN 7, NAAMS (automotriz) |

Los pasadores de clavija unen y alinean dos partes que se atornillan entre sí, soportando la carga de corte y fijando su posición relativa por práctica estándar de diseño de máquinas; un pasador de ubicación sostiene una pieza de trabajo en una posición conocida en un accesorio para que cada pieza se mecanice o monte de la misma manera. Ambos son sujetadores cilíndricos rectificados sin cabeza y ambos vienen estándar del estante, por lo que la pregunta práctica es cuándo un pasador personalizado gana su costo.
La respuesta honesta: la mayoría de los ensamblajes funcionan bien con pasadores estándar. Los pasadores de clavija y los pasadores de ubicación personalizados dan sus frutos cuando se necesita un diámetro o longitud no estándar, un material exótico o de mayor dureza, una forma final especial o un tamaño excesivo para un orificio desgastado. Los profesionales de campo en foros de ingeniería simplifican la división, las clavijas llevan cortante y establecen una ubicación repetible, mientras que los pernos solo se sujetan, razón por la cual un buen diseño usa ambos en lugar de pedir tornillos para ubicar.
Hay una trampa que vale la pena señalar al frente, porque genera la mitad de las solicitudes personalizadas que vemos: dos tacos redondos idénticos no localizan de forma fiable una pieza. Bajo tolerancia real y crecimiento térmico, dos alfileres redondos luchan entre sí y la pieza puede negarse a caer. A esto lo llamamos el Impuesto sobre restricciones, y la solución, un pasador redondo y un pasador de diamante, se cubre en la sección del pasador de ubicación a continuación.
Los pasadores de clavija son cilindros sólidos y rectificados con precisión que se ajustan a presión o deslizadamente en un orificio escariado para una ubicación exacta. Los pasadores de resorte (rollo) son huecos y comprimibles, por lo que perdonan un orificio perforado rugoso pero se ubican sin apretar. Los pasadores cónicos son cónicos y se asientan encajándolos en un cono escariado, sujetándolos bien pero más difíciles de ajustar con precisión. Para una alineación precisa y repetible en un conjunto mecanizado, la clavija es la herramienta adecuada; el pasador de resorte cambia precisión por tolerancia a un orificio descuidado.

El material es la primera especificación que realmente cambia el comportamiento de un pasador, porque establece dureza, resistencia a la corrosión y maquinabilidad al mismo tiempo. El valor predeterminado es acero aleado endurecido; se pasa al acero inoxidable para la corrosión, al acero para herramientas de 17-4 PH para la dureza con cierta resistencia a la corrosión y al latón cuando se necesitan piezas no magnéticas o que no produzcan chispas. La siguiente tabla es una ayuda para la toma de decisiones, el Índice de derechos de material del pasador, mapear cada material común según su dureza tratada térmicamente, su comportamiento a la corrosión y el deber que le conviene.
| Material | Dureza (tratada térmicamente) | Resistencia a la corrosión | Mejor deber |
|---|---|---|---|
| Acero aleado (por ejemplo, clavija endurecida estándar clase 4140) | Núcleo ~47-58 HRC, caso 60 HRC min | Bajo (necesita recubrimiento) | Pasadores de carga generales, pasadores de corte |
| Acero de mecanizado libre 12L14 | Suave (~70-90 HRB) | Bajo | Pasadores de localización personalizados de bajo costo, de servicio liviano |
| Acero inoxidable 303 (serie 300) | Suave (<~25 HRC, no endurecible) | Bien | Pasadores de alineación de fácil mecanizado, carga ligera |
| 316 acero inoxidable | Suave (<~25 HRC) | Excelente (marino/químico) | Ambientes corrosivos, bajo desgaste |
| Acero inoxidable 416 (serie 400) | ~36-42 HRC (endurecido y templado) | Moderado | Pasadores de acero inoxidable endurecibles, ajuste a presión repetido |
| Acero inoxidable 17-4 PH | H900 ¦44 HRC (hasta ¦33 HRC en H1150); ~1310 MPa UTS | Muy bien | Pines aeroespaciales/médicos que necesitan resistencia + corrosión |
| Acero para herramientas A2/O1 | 58-62 HRC | Bajo | Pasadores de localización de alto desgaste, troqueles y moldes |
| Latón | Suave | Bien | Conjuntos eléctricos no magnéticos ni chispeantes |
El error práctico aquí es alcanzar acero inoxidable 303 o 316 para un pasador de ajuste a presión porque es “inoxidable”. Ambos son austeníticos y permanecen por debajo de aproximadamente 25 HRC, por lo que se desgastan las repetidas agallas de ajuste a presión y el pasador. Cuando necesitas acero inoxidable más dureza, 416 o 17-4 PH es la decisión correcta; cuando necesitas una vida útil máxima, el acero para herramientas supera al acero inoxidable. Llevamos estas distinciones a nuestro alcance selección de materiales para piezas mecanizadas, porque la aleación también genera costos y plazos de entrega.
Las clavijas estándar son de acero aleado endurecido, rectificado después del tratamiento térmico para un núcleo de aproximadamente 47-58 HRC. Para resistencia a la corrosión, el acero inoxidable 303 y 316 cubre la alineación de carga ligera, mientras que el acero inoxidable 416 y 17-4 PH proporciona dureza para el ajuste a presión. Los aceros para herramientas como A2 y O1 alcanzan 58-62 HRC para pasadores de localización de alto desgaste, y el latón sirve para conjuntos no magnéticos o sin chispas. Elija el material de la carga, el medio ambiente y el desgaste, no del hábito.

El ajuste es la diferencia entre un pasador que se ubica y un pasador que se cae, o uno que no puedes instalar. Bajo práctica estándar de ajuste en el diseño de máquinas, una clavija de precisión se muele ligeramente sobredimensionada y se presiona en un orificio escariado, de modo que la interferencia, no solo el pasador, establece la retención. Según ASME B18.8.2, una clavija endurecida estándar se muele aproximadamente +0,0002 «por encima de su diámetro básico y se presiona en un orificio escariado al nominal, de modo que una pequeña interferencia, no solo el pasador, proporciona retención. Un ajuste deslizante proviene de escariar el orificio unas décimas más grande en lugar de cambiar el pasador, y los pasadores de la serie de gran tamaño agregan aproximadamente +0,0010 « para orificios reelaborados. Los pasadores métricos siguen ISO 8734 y DIN 6325 con tolerancias m6 (interferencia) o h7 (espacio libre) en diámetros de 1 a 20 mm. Confirme los límites de diámetro exactos con respecto a la edición ASME actual.
La interferencia en sí es pequeña y predecible. Una clavija de pulgada estándar se fabrica aproximadamente 0,0002 «por encima de su diámetro nominal y se asienta en un orificio escariado de ese tamaño nominal; Los pasadores especiales de gran tamaño añaden aproximadamente 0,0010 « para un orificio desgastado o reelaborado. El Ventana de interferencia Press-Fit a continuación se consolidan las bandas a las que los ingenieros llegan con mayor frecuencia.
| Diámetro nominal | Tolerancia al pin (presionar) | Objetivo de agujero escariado | Ajuste/uso |
|---|---|---|---|
| 1/16« (1,59 mm) | +0,0002« sobredimensionare | Reamer nominal de clavijas | Prensa ligera, pequeños conjuntos |
| 1/8 « (3,18 mm) | +0,0002« sobredimensionare | Reamer nominal de clavijas | Ubicación general de ajuste a presión |
| 1/4 « (6,35 mm) | +0,0002« sobredimensionare | ~0,0002® debajo del pasador | Clavija de máquina estándar |
| 3/8 « (9,53 mm) | +0,0002« sobredimensionare | ~0,0002® debajo del pasador | Servicio de corte más pesado |
| 1/2« (12,7 mm) | +0,0002« sobredimensionare | ~0,0002® debajo del pasador | Estructural/herramientas |
| Sobredimensionado (cualquier pulgada de diámetro) | ~+0,0010« | Volver a ensanchar el agujero desgastado | Reelaboración/reparación de ajuste |
| 6 mm (m6) | +0,012/+0,004 mm | H7 escariado | Ajuste a presión métrico (ISO 8734) |
| 10 mm (m6) | +0,015/+0,006 mm | H7 escariado | Ajuste a presión métrico |
| Ajuste deslizante (pulgadas) | Pin en/bajo nominal | Escariado +0,0003« terminado | Alineación extraíble, la clavija cambiaba con frecuencia |
Fuente: ASME B18.8.2-2020 clases dimensionales; bandas métricas m6 según ISO 8734. Confirme los límites exactos con respecto al estándar actual para su diámetro.
La práctica común en el taller establece la profundidad del orificio acoplado en dos o tres veces el diámetro del pasador, para un pasador de 6 mm, aproximadamente de 12 a 18 mm, lo que proporciona suficiente longitud de soporte para resistir la inclinación sin desperdiciar material. Pase el ajuste a través del orificio, no el pasador: vuelva a fresar el orificio al tamaño nominal y deje que el pasador estándar de 0,0002 «de gran tamaño cree la prensa.
Para un ajuste deslizante, escame unas décimas más grande para que el pasador se deslice pero aún así se ubique. Ir a más de tres diámetros rara vez agrega resistencia y complica la extracción.
Mantener estos límites es su propia disciplina; consulte nuestra guía para mecanizado de tolerancia estricta para saber cómo se produce y mide un orificio para clavija escariado en la práctica.
El acabado de la superficie rige cómo se asienta un pasador de ajuste a presión y cuánto tiempo sobrevive un pasador de localización. Los pasadores de precisión no tienen centro de conexión a tierra a un Ra típico de 32 µin (0,8 µm); El trabajo aeroespacial y de precisión especifica un Ra más fino, comúnmente 8-16 µin (0,2-0,4 µm), con los pasadores superpuestos aún más suaves. Estas cifras de Ra son típicas de la industria para pasadores rectificados y superpuestos, y se definen y miden según el estándar de textura superficial ASME B46.1-2019; Los estándares específicos de pasadores aeroespaciales establecen sus propios límites de acabado, así que confírmelos a las especificaciones de control. Los pasadores más suaves presionan con menos irritación y mantienen su fuerza de retención más repetidamente, lo que importa cuando se utiliza el mismo orificio en una serie de producción.
La dureza establece el desgaste y el corte. Los pasadores endurecidos estándar se tratan térmicamente hasta un núcleo de aproximadamente 47-58 HRC con una caja de 60 HRC mínimo, lo que brinda una resistencia de corte único del orden de 130 000 psi (aproximadamente 896 MPa) para pasadores de aleación endurecidos que permiten que un pasador pequeño transporte carga real, confirme el grado exacto y la edición ASME B18.8.2 para un diseño de soporte de carga. La ubicación de pasadores que indexan miles de piezas suele ser acero para herramientas a 58-62 HRC, y un revestimiento delgado de óxido negro o fosfato agrega una suave resistencia a la corrosión sin cambiar el ajuste.
Llame el acabado y la dureza junto con el ajuste. Una línea de base útil en un dibujo de clavijas personalizado: superficie de tierra de 32 µin (0,8 µm) Ra, 50-55 HRC para acero aleado y el diámetro tolerado a la clase de prensa (+0,0002 «de gran tamaño). Para pasadores de localización de ciclo alto, aumente la dureza al rango de acero para herramientas y apriete el acabado a 8-16 µin (0,2-0,4 µm) Ra. Los pasadores endurecidos más allá de aproximadamente 50 HRC se muelen o cortan con alambre en lugar de girarse, consulte nuestra nota en electroerosión de alambre para materiales endurecidos.
El orificio, no el pasador, decide si funciona un ajuste a presión, porque el pasador se compra a un tamaño conocido y el orificio es lo que usted controla. Utilice una escariadora del tamaño de una clavija en lugar de un taladro nominal: los maquinistas experimentados mantienen una escariadora apretada y suelta para cada tamaño de pasador, aproximadamente «0,0005 « en el lado apretado para una prensa firme y +0,0005 « en el lado suelto para un deslizamiento, y seleccione por el ajuste que necesitan. Un orificio solo perforado es de gran tamaño y con boca acampanada, por lo que el pasador no presiona ni localiza.
Los agujeros ciegos tienen un modo de falla que toma a los equipos con la guardia baja. Cuando presionas un pasador en un orificio cerrado con escariador, el aire atrapado y el aceite no tienen dónde escapar, por lo que comprime y resiste hidráulicamente el pasador: no puedes asentarlo a una profundidad repetible, el retroceso La presión puede empujarlo nuevamente hasta la mitad y, en un ajuste de interferencia apretado, la presión atrapada puede dañar el jefe circundante. Los fabricantes de herramientas y matrices han marcado esto durante décadas; como lo expresa una discusión de ingeniería sobre ventilación, no se puede tocar fondo un alfiler en un agujero ciego a menos que esté ventilado, porque ese último trozo de recorrido genera una presión casi ilimitada. La solución es rutinaria una vez conocida: ventile el orificio ciego con un pequeño taladro cruzado, rectifique un canal plano o en relieve en el pasador hasta la profundidad de la prensa, o especifique una clavija de tipo tirador (roscada) o de ventilación plana que deja escapar el fluido atrapado y da una manera de extraer el pasador más tarde. Producir esos orificios limpios y rectos es un perforación y escariado de precisión tarea por derecho propio.
Planifique la extracción en el momento del diseño. Los pasadores de ajuste a presión no deben salir con frecuencia; cuando se debe reparar una pieza, use un pasador de ajuste deslizante, una clavija con rosca interna o un orificio pasante para sacar el pasador desde la parte posterior.

Los pasadores de localización vienen en más formas que las clavijas porque su trabajo es colocar una pieza de trabajo, no solo unir dos placas. Los tipos comunes son redondos (lisos o con hombros), de punta bala y cónicos para facilitar la carga, de diamante (relieve) para ubicación radial, flotantes para absorber el error de espaciado de los orificios y expandiéndose para ubicarlos en un orificio. Cada uno se ajusta a presión en el cuerpo del dispositivo o se monta en un revestimiento renovable para tiradas de producción largas. A Patente de la USPTO sobre hardware de fijación cataloga la misma familia, pines de sujeción, liberación rápida, deriva e indexación, confirmando cuán estandarizada está esta taxonomía.
El principio que los une es cuántos grados de libertad elimina cada alfiler. Aquí es donde Impuesto sobre restricciones se vuelve concreto. Un pasador redondo en un agujero es un localizador de cuatro vías: fija la pieza en dos direcciones (la X y la Y de ese agujero). Agregue un segundo pasador redondo e intente fijar cuatro direcciones con dos orificios cuya distancia central nunca puede ser perfecta, por lo que la pieza se atasca y es posible que no se cargue en absoluto. La solución estándar, que se enseña en cada curso de plantilla y fijación según el principio de localización 3-2-1, es hacer del segundo pasador un diamante.
“Lo primero que reviso en una impresión de dos pines es si el segundo pin es un diamante. Dos tacos redondos miran directamente al dibujo y luego luchan contra ti en el banco, las piezas no se asientan y la gente culpa al maquinista en lugar de a la ubicación redundante”
Un pasador redondo es un localizador de cuatro vías: asentado en un orificio, evita que la pieza se mueva a lo largo de dos ejes. Un pasador de diamante (relieve) es un localizador de dos vías: sus partes planas tocan el orificio en solo dos lados, por lo que detiene la rotación alrededor del pasador redondo mientras deja que la pieza se deslice ligeramente entre los orificios. Emparejar una ronda (4 vías) con un diamante (2 vías) ubica la pieza completamente sin restringirla demasiado.
Estas geometrías se escalan en accesorios automotrices y aeroespaciales, donde familias como NAAMS estandarizan pasadores de localización redondos y de diamante; La misma lógica subyace a nuestra componentes de accesorios CNC para automóviles.
Llamar al estándar correcto en una impresión evita la mayor confusión en el abastecimiento, porque cada estándar fija las clases de diámetro, tolerancias y características de extracción. Las clavijas de pulgadas siguen ASME B18.8.2-2020; Los pasadores paralelos métricos siguen ISO 2338 (sin endurecer) e ISO 8734 (endurecidos), siendo DIN 6325 el equivalente común de suelo endurecido. Tenga en cuenta que los estándares de pines ISO se mantienen en sus ediciones de 1997, vigentes y vigentes, pero cite el año para que el comprador obtenga el documento correcto.
| Estándar | Cubiertas | Ajuste típico |
|---|---|---|
| ISO 8734 (1997) | Pasadores paralelos de acero endurecido + acero inoxidable martensítico (métrico) | prensa m6 |
| ISO 2338 (1997) | Pasadores paralelos no endurecidos (métricos) | m6/h8 |
| ASME B18.8.2-2020 | Pasadores de clavija de máquina rectificados endurecidos (pulgadas) | +0,0002«prensa de gran tamaño |
| DIN 6325 / DIN 7 | Pasadores rectificados/paralelos no endurecidos (métricos) | m6/h8 |
| NAAMS | Pasadores de localización redondos y de diamante (accesorios para automóviles) | Prensa de accesorios |

Vale la pena pedir pasadores de clavija y pasadores de ubicación personalizados cuando un pasador estándar no puede satisfacer el diámetro, la longitud, el material, la dureza o el extremo que necesita su ensamblaje. La prensa especializada muestra dónde se trata de rutina, los sistemas de fijación modulares construidos sobre rejillas de orificios para clavijas espaciados con precisión, por ejemplo, dependen de pasadores que coincidan con la placa. La decisión es sencilla: si un pasador de catálogo encaja, cómprelo; Si alguno de diámetro, longitud, aleación, dureza o característica queda fuera del stock, especifique un pasador personalizado.
En Lecreator mecanizamos pasadores de localización y clavijas personalizados mediante torneado CNC y rectificado cilíndrico, mantenemos las tolerancias dentro de aproximadamente ±0,005 mm, endurecemos a 60+ HRC y rectificamos acabados hacia 0,2 µm Ra, con certs de material disponibles según nuestra norma ISO 9001:2015. Sistemas IATF 16949, AS9100D e ISO 13485. Para los compradores que comparan el abastecimiento en alta mar, el costo de aterrizaje y el tiempo de entrega son parte de la especificación, razón por la cual los pines personalizados se cotizan junto con el resto de nuestros servicio de mecanizado CNC de precisión.
¿tiene una impresión con pasadores no estándar, tolerancias estrictas o material endurecido?

Vale la pena observar dos turnos si especifica los pasadores en 2026. En primer lugar, la automatización CNC y la medición en proceso ahora hacen que las tolerancias de los pasadores de ±0,005 mm sean rutinarias en lugar de premium, por lo que los diseñadores pueden solicitar ajustes más ajustados con confianza. En segundo lugar, la demanda de materiales se está inclinando hacia 17-4 PH y acero para herramientas a medida que más pasadores pasan a accesorios aeroespaciales, médicos y de ciclo alto, el mismo tirón que vemos en el creciente interés por los pasadores endurecidos.
Los analistas de mercado respaldan un crecimiento constante: las empresas independientes de investigación de mercado estiman que el mercado de clavijas será de aproximadamente $3.8 mil millones en 2025, creciendo cerca de una tasa anual compuesta de 5% durante la próxima década. Si está planeando un programa para 2026, la medida práctica es bloquear el material y la tolerancia en la impresión ahora, incluido el Edición ASME B18.8.2 2020, y calificar a un fabricante que pueda mantener el acabado, no solo el diámetro. (Actualizado en junio de 2026)
Las clavijas y pasadores de localización personalizados de las máquinas Lecreator mediante torneado CNC y rectificado cilíndrico, por lo que las tolerancias, ajustes y acabados anteriores reflejan lo que tenemos en piezas reales, clases de prensa según ASME B18.8.2, dureza a 60+ HRC y acabados rectificados hacia Ra de 0,2 µm. Cuando un número proviene de datos estándar o de terceros, lo citamos; donde depende de su geometría, lo decimos. Revisado por el equipo técnico de Lecreator.









