


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


El mecanizado aeroespacial no es un grupo de calidad indefinido, sino un conjunto completo de requisitos rígidos y cuantificables. Tolerancias superiores a ± 0,001in en piezas estructurales y ± 0,0002in en piezas de motor. Trazabilidad del material 100% hasta el certificado de fábrica. Un sistema de gestión de calidad obligatorio registrado en AS9100D. Certificación Nadcap en procesos especiales como tratamiento térmico y pruebas no destructivas (NDT). Estos no son estándares aspiracionales. Este es el mínimo requerido para ser considerado un proveedor serio por cualquier OEM o contratista principal aeroespacial importante. Esta guía de mecanizado para el sector aeroespacial cubre lo que significa cada uno de estos estándares en la práctica, qué procesos CNC se adaptan a qué piezas, cómo se comportan los materiales aeroespaciales durante el mecanizado y qué preguntas deben hacer los compradores antes de emitir una solicitud de cotización.
⚡ Mecanizado aeroespacial: especificaciones rápidas
| Parámetro | Valor/rango típico |
|---|---|
| Tolerancia estándar (estructural) | ±0,001® / ±0,025 mm |
| Tolerancia estricta (motor/sistemas de combustible) | ±0,0002«-±0,0001® / ±5-2,5 µm |
| Acabado superficial | Ra 0,8-1,2 µm (Ra 32-125 µin) |
| Aleaciones comunes | Al 7075-T6, Ti-6Al-4V, Inconel 718, PEEK |
| Certificaciones clave | AS9100D, NADCAP (procesos especiales), ITAR (defensa) |
| Plazo de entrega típico | 3-15 días (prototipo) / 2-6 semanas (producción) |
El mecanizado aeroespacial se refiere a la fabricación sustractiva controlada por computadora de componentes para aeronaves, naves espaciales, satélites, sistemas de propulsión y aviónica, que operan bajo los requisitos de tolerancia, materiales y documentación más efectivos de cualquier sector de fabricación comercial. La palabra “aeroespacial” no es sólo marca; conlleva obligaciones específicas en materia de certificación, trazabilidad e inspección que el mecanizado CNC comercial estándar no impone.
Cuando un taller CNC de fábrica puede tener tolerancias de ± 0,005 pulgadas en piezas básicas, trabajar con materiales genéricos, confiar en el operador para verificar las dimensiones de las piezas y no tener nada más completo que la certificación ISO 9001, el estándar de la industria aeroespacial es mucho más estricto y prescriptivo. Un taller CNC aeroespacial típico se define según los requisitos que se reflejan en la siguiente tabla:
| Dimensión | Mecanizado CNC estándar | Mecanizado CNC aeroespacial |
|---|---|---|
| Tolerancia general | ±0,005® típico | ±0,001® mínimo; ±0,0001® en sistemas de combustible |
| Certificación QMS | ISO 9001:2015 | AS9100D (administraciones aeroespaciales a ISO 9001) |
| Certificación de procesos especiales | Normalmente no es necesario | Acreditación NADCAP para tratamiento térmico, END, recubrimientos |
| Trazabilidad material | CoC (certificado de conformidad) | Certificado de prueba de molino, trazabilidad de lotes térmicos, conformidad con especificaciones AMS/MIL |
| Requisito del primer artículo | Normalmente, una inspección por muestreo | FAI completo según AS9102 con informe dimensional, certificado de material, validación de procesos |
| Método de inspección | Cmm puntual o medición manual | 100% CMM dimensional, SPC, END para características críticas |
En última instancia, si eres un ingeniero que intenta obtener calificaciones de vuelo servicios de mecanizado CNC de precisión, estas distinciones son la diferencia entre si una tienda se considera siquiera capaz de presentar una oferta y si simplemente es capaz de mantener una dimensión geométrica en el dibujo.
¿qué es un maquinista aeroespacial? Un maquinista aeroespacial es un programador u operador CNC cuyo trabajo es fabricar piezas para las industrias aeroespacial, espacial y de defensa, y que funciona dentro de la estructura regulatoria, incluidas las certificaciones y estándares, de esa industria. Esto requiere una gama más amplia de competencias que un operador de máquinas de nivel básico. Para calificar como maquinista aeroespacial, uno debe estar familiarizado con la lectura e implementación de ASME Y14.5 Dimensionamiento y tolerancia geométricos (GD&T). Una sólida comprensión de la documentación AS9100D y los requisitos de implementación, el mecanizado práctico de titanio, superaleaciones de níquel y otras aleaciones aeroespaciales exóticas, los informes de inspección del primer artículo (FAI) según los estándares AS9102 y un entorno de instalación certificado AS9100D contribuyen a lo que generalmente se considera el estándar. No es sorprendente que la compensación para los maquinistas aeroespaciales refleje el mayor nivel de experiencia electrónica requerido: el ingreso laboral promedio en el sector aeroespacial y de defensa de EE. UU. es de $115.000 por año, 56% por encima del promedio de fabricación nacional.
El mecanizado CNC produce componentes para aviones y naves espaciales, que abarcan todos los sistemas principales, desde conjuntos estructurales hasta propulsión y aviónica. No todos exigen capacidad de 5 ejes; esa es una sobreespecificación común. Así es como se desglosan las categorías:
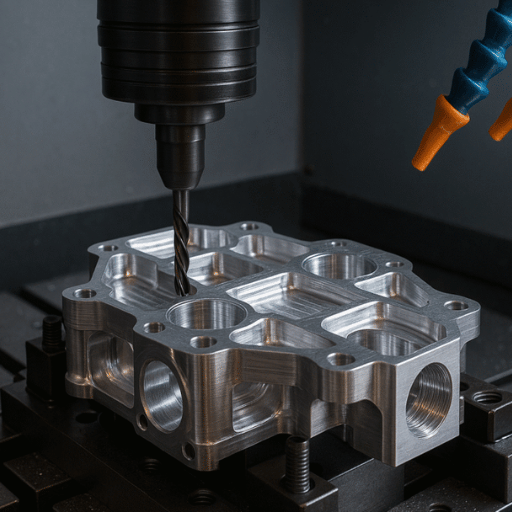
Partes estructurales (mamparos, nervaduras de alas, marcos de fuselaje, accesorios de larguero) son la categoría CNC aeroespacial de mayor volumen. La mayoría son de aluminio, 7075-T6 para aplicaciones de alta tensión, 6061 para estructuras secundarias. La geometría suele ser de 2,5 D a 3 D, y el fresado de 3 ejes maneja la mayoría. Estas piezas requieren trazabilidad total del material e inspección dimensional, pero normalmente no necesitan 5 ejes a menos que el diseño incluya características de ángulo compuesto o bolsillos profundos con paredes empinadas.
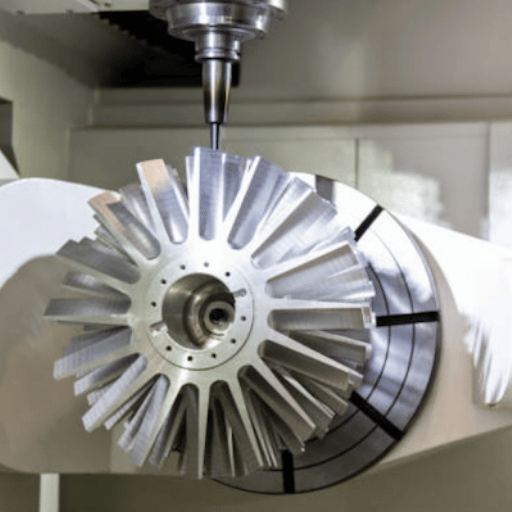
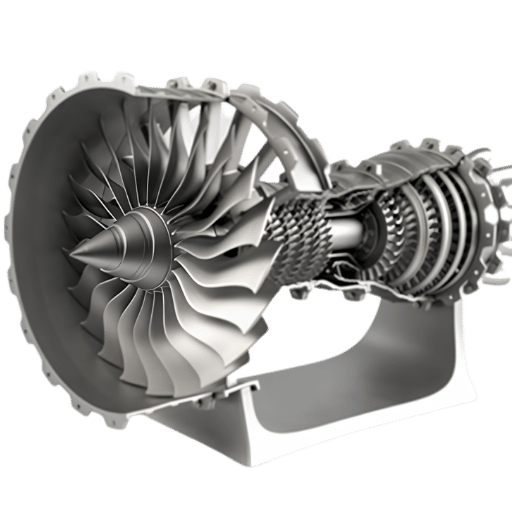
Componentes del motorlas palas de las turbinas, los anillos de los compresores, las carcasas de las cámaras de combustión y las boquillas de combustible son los lugares donde la tolerancia y los requisitos de materiales aumentan drásticamente. Las superaleaciones de níquel como Inconel 718 dominan las piezas de sección caliente. Mangos giratorios CNC, discos y ejes; Se necesita fresado de 5 ejes (a veces con acabado EDM) para los perfiles de las palas y los canales de refrigeración internos.
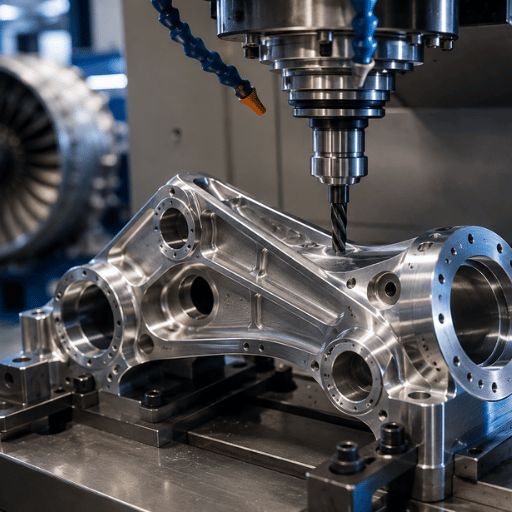
Piezas del tren de aterrizaje (ejes, pistones, eslabones de torsión, conjuntos de horquillas) son componentes críticos para la fatiga y de alta tensión típicamente mecanizados con acero inoxidable Ti-6Al-4V o 17-4 PH. Los centros de torneado CNC y de giro multieje son estándar. Estos a menudo requieren una inspección de END acreditada por NADCAP después del mecanizado.
Carcasas de aviónica y soportes de sensores suelen ser de aluminio 6061 o PEEK, con requisitos dimensionales de ±0,001 « y consideraciones de blindaje EMI. Estas son piezas de 3 ejes en la mayoría de los casos. Para componentes aeroespaciales de aluminio en esta categoría, los requisitos de acabado de anodizado a menudo desencadenan la revisión del tratamiento de la superficie NADCAP.
Componentes del sistema hidráulico y de combustible (colectores, cuerpos de válvulas, carcasas de bombas) cumplen con los requisitos de tolerancia más estrictos de cualquier categoría aeroespacial mecanizada, hasta ±0,0001 « en superficies de sellado, combinado con estrictas especificaciones de limpieza y requisitos de prueba de presión.
Seleccionar el proceso de mecanizado adecuado es la primera decisión de control de costos en cualquier programa aeroespacial. Especificar el mecanizado de 5 ejes para una pieza que necesita capacidad de 3 ejes agrega 40-60% al costo de mecanizado sin ningún beneficio de calidad. El siguiente marco de decisión es la forma más rápida de hacer coincidir la geometría con el proceso:
📐 Selección de proceso: hacer coincidir la geometría con la máquina
| Geometría de pieza / Requisito | Proceso recomendado |
|---|---|
| Cilíndrico/rotacional (ejes, pasadores, casquillos) | Torneado CNC (torno) |
| Características en 1-2 caras, sin cortes (soportes, placas, carcasas) | Fresado CNC de 3 ejes |
| Contornos complejos, ángulos compuestos, características de múltiples caras (componentes de turbina, accesorios estructurales) | Fresado CNC de 5 ejes |
| Perforaciones de precisión en material endurecido/geometría interna compleja (inyectores de combustible, canales de refrigeración) | EDM (alambre o fregadero) |
Para piezas cilíndricas de aeronaves, como componentes del tren de aterrizaje o varillas de actuador hidráulico, Servicios de torneado CNC suelen ser el método de producción adecuado. Al decidir entre tornear y fresar para un conjunto de características específicas, nuestro guía de fresado CNC versus torneado cubre los criterios de decisión en detalle.
Mecanizado CNC de 5 ejes El mecanizado CNC de 5 ejes generalmente es necesario para producir piezas con superficies contorneadas o con características que se colocan en múltiples caras que deben ubicarse con precisión entre sí (los ejemplos incluyen piezas giratorias como turbinas o impulsores). (blisks), o accesorios de superficie aerodinámicos complejos que cuentan con conexiones de ángulo compuesto. Si sus piezas no tienen características o contornos en más de dos caras, no hay necesidad de mecanizado de 5 ejes (esto excluye elementos como sujetadores, carcasas simples, soportes, placas de montaje o la gran mayoría de gabinetes de aviónica). Un proveedor de mecanizado recomienda el mecanizado de 5 ejes para piezas simples, especialmente si no pueden proporcionar una razón técnica legítima para hacerlo según el dibujo de la pieza o sus requisitos funcionales, no entiende la pieza o está intentando rellenar la cotización. En cambio, considere separar geometrías más complejas de la lista de materiales (en BOMS complejas, las piezas más simples se pueden ejecutar de manera eficiente en máquinas estándar de 3 ejes, y las de 5 ejes se usan principalmente para las piezas del conjunto que lo requieren.
ESCENARIO, Selección de Procesos
Una startup aeroespacial necesita 50 soportes estructurales de titanio para una pequeña estructura satelital. Los soportes tienen orificios pasantes, avellanados y funciones de ranura, todos en una sola cara. La cotización inicial de un proveedor especifica el mecanizado de 5 ejes “para la calidad aeroespacial”. Corriendo a través del árbol de decisiones: características de una sola cara, sin ángulos compuestos, sin superficies curvas. 3 ejes es correcto. El ingeniero volvió a especificar, consiguió un taller diferente y redujo el coste de mecanizado por pieza en 44% «sin cambios en los requisitos dimensionales ni en el alcance de la certificación.
Las aleaciones de aluminio representan la mayoría de las piezas mecanizadas aeroespaciales por volumen. Eso sorprende a las personas que asumen que la industria funciona con titanio, pero el papel del titanio es más crítico que universal, concentrado en aplicaciones de alta tensión y alta temperatura donde el techo de temperatura del aluminio (aproximadamente 150°C continuo) se queda corto. El aluminio 7075-T6 y 6061 ofrecen una buena resistencia a la corrosión cuando se anodizan adecuadamente, lo cual es una razón clave por la que dominan las aplicaciones estructurales de fuselajes tanto en aviones comerciales como militares. Cada categoría de materiales aporta características de maquinabilidad distintas que afectan directamente el costo de las herramientas, el tiempo del ciclo y la tasa de desechos.
| Material | Resistencia a la tracción | Temperatura máxima de servicio | Maquinabilidad | Uso típico aeroespacial | Costo relativo |
|---|---|---|---|---|---|
| Al 7075-T6 | 503 MPa | ~150°C | Excelente | Piezas estructurales, revestimientos de alas, soportes, marcos de fuselaje | $ |
| Al 2024-T4 | 470 MPa | ~120°C | Muy bueno | Estructura del fuselaje, nervaduras de las alas, marcos cargados de tensión | $ |
| Ti-6Al-4V | 950 MPa | ~315°C (600°C a corto plazo) | Pobre | Soportes de motor, estructuras de trenes de aterrizaje, bastidores estructurales | $$$$ |
| Inconel 718 | 1.380 MPa | ~700°C | Muy pobre | Palas de turbina, sistemas de escape, carcasas de sección caliente | $$$$$ |
| 17-4 PH Inoxidable | 1.172 MPa | ~315°C | Moderado | Tren de aterrizaje, ejes actuadores, bridas, sujetadores | $$ |
| MIRAR | ~100 MPa | ~260°C continuo | Bien | Carcasas de aviónica, jaulas de rodamientos, aisladores eléctricos | $$$ |
Estas aleaciones de aluminio se basan en el volumen de piezas estructurales: cada grado sirve para diferentes aplicaciones aeroespaciales según el entorno operativo, la carga de fatiga y el rango de temperatura. Para conocer el comportamiento detallado de tolerancia por grado de aleación, consulte nuestra guía tolerancias de mecanizado CNC de aluminio cubre los detalles. Una vez que los diseños estructurales se introducen en la envoltura de temperatura o tensión donde el aluminio no calificará, componentes aeroespaciales de aleación de aluminio siga siendo el valor predeterminado de primera elección, con titanio interviniendo para zonas críticas definidas en lugar de como una sustitución general.
Nota de ingeniería de 📐, Parámetros de mecanizado Ti-6Al-4V
La conductividad térmica del Ti-6Al-4V es de 6,7 W/mK, aproximadamente 3% la del aluminio de 237 W/mK. Ésa es la razón fundamental de las dificultades de mecanizado que generalmente se experimentan con el titanio: el calor no fluye a través del chip y se concentra rápidamente en el filo, lo que a su vez ablanda el carburo y provoca un desgaste químico del cráter por encima de 500°C. Para herramientas de carburo recubierto, las velocidades de corte recomendadas están en el rango de 115-230 SFM (35-70 m/min) para fresado, o 230-300 SFM (70-90 m/min) para torneado, en comparación con 800-2000+ SFM para un Al 6061 típico. El uso recomendado de refrigerante de alta presión a 70-100 bar del husillo pasante no es opcional. Su índice de maquinabilidad está en la región de 20%, lo que significa que la vida útil de la herramienta es aproximadamente cinco veces más corta que la del acero equivalente de uso general con parámetros similares. Las plantas que no tienen experiencia en titanio aeroespacial tienden a subestimar significativamente los costos de herramientas consumibles.
Los requisitos de tolerancia en el mecanizado aeroespacial varían según la función del componente, no según el programa o la preferencia del cliente. La repetibilidad del mecanizado CNC es lo que hace que esas estrictas tolerancias se puedan alcanzar en todos los volúmenes de producción: un proceso correctamente marcado tiene una ejecución de ±0,001 « para funcionar sin intervención manual. Las piezas críticas para la vida útil en aplicaciones estructurales o de motores tienen las especificaciones más estrictas. La siguiente tabla refleja los rangos de tolerancia de mecanizado por categoría de aplicación:
| Categoría de componente | Tolerancia típica | Acabado superficial (Ra) |
|---|---|---|
| Piezas estructurales generales | ±0,001® (25 µm) | Ra 3,2-6,3 µm |
| Tren de aterrizaje/marcos estructurales portantes | ±0,0005® (12,7 µm) | Ra 1,6-3,2 µm |
| Componentes del motor (discos, estuches, sección caliente) | ±0,0002-0,0005® (5-12 µm) | Ra 0,8-1,6 µm |
| Sistemas de combustible e hidráulicos | ±0,0001-0,0003® (2,5-7 µm) | Ra 0,4-0,8 µm |
| Carcasas de aviónica y gabinetes electrónicos | ±0,001® (25 µm) | Ra 1,6-3,2 µm |
Los acabados superficiales de hardware de vuelo mecanizado con precisión importan estructuralmente, no sólo estéticamente. Para estándares de rugosidad superficial aplicable a piezas de aluminio aeroespaciales anodizadas y de capa dura, Ra 0,8-1,6 µm es la especificación común para superficies sensibles a la fatiga.
Existen tres esquemas de certificación de proveedores para la cadena de suministro de la industria del mecanizado aeroespacial. No son intercambiables y solo solicitar uno de los dos marcos obligatorios generará problemas de RFQ.
AS9100D es el estándar del Sistema de Gestión de Calidad para la industria de la aviación, publicado por el Grupo Internacional de Calidad Aeroespacial (IAQG). Se basa en la norma ISO 9001:2015 y agrega requisitos aeroespaciales específicos para la gestión de riesgos, la gestión de configuración, la inspección del primer artículo y el control de proveedores. AS9100D certifica que todo el sistema de gestión de una tienda cumple con los requisitos aeroespaciales, no que ninguna pieza individual sea correcta.
NADCAP (Programa Nacional de Acreditación de Contratistas Aeroespaciales y de Defensa), gestionado por el Performance Review Institute (PRI), cubre los 26 “procesos especiales” definidos, entre ellos tratamiento térmico, END, procesamiento químico, recubrimientos, soldadura y mejora de superficies. NADCAP es específico del proceso, no para toda la empresa. Audita la capacidad de procesos individuales: calibración de equipos, calificaciones de operadores, documentación de procesos. AS9100D cubre el taller; NADCAP cubre cada proceso especial dentro de él.
ITAR (Reglamento sobre el tráfico internacional de armas) se requiere registro para cualquier proveedor involucrado en la fabricación, exportación o manejo de componentes relacionados con la defensa según la Lista de municiones de EE. UU. Es un marco de control de exportaciones, no un estándar de calidad, pero es un requisito previo contractual para la mayoría de los programas aeroespaciales militares de EE. UU.
ESCENARIO, AS9100 Sin NADCAP
“El proveedor debe tener la certificación AS9100D”, grita el gerente de adquisiciones para muchos soportes de tren de aterrizaje de titanio. “Y necesitamos un acabado anodizado”, dice más adelante en la solicitud de cotización. Afortunadamente para todos los involucrados, el proveedor tiene la certificación AS9100D y el certificado está actualizado. Las piezas llegan y la inspección dimensional pasa bien. Pero el anodizado se realizó en un subnivel sin acreditación de procesamiento químico NADCAP. Esto lo detecta el ingeniero de calidad OEM y un proveedor calificado tardará tres semanas en volver a inspeccionar una pieza y en quitar y rehacer el recubrimiento, ya que no tenemos suficiente trazabilidad. Habría tardado cinco minutos en comprobar el estado de su acreditación antes de la compra.
“Los OEMS tienen el requisito de que Nadcap fluya hacia la cadena de suministro, como parte del proceso general de calificación de proveedores. Auditorías críticas de procesos, realizadas por expertos en la materia aceptados por las partes interesadas dentro del programa, Nadcap ha mejorado la calidad de los proveedores, ha hecho cumplir estándares comunes y ha generado ahorros”
Instituto de Revisión del Desempeño (PRI), pri.org
Nota de ingeniería -gneste AS9100D frente a NADCAP: la diferencia de alcance
| Aspecto | AS9100D | NADCAP |
|---|---|---|
| Lo que certifica | Sistema de gestión de calidad de toda la empresa | Ejecución individual de procesos especiales |
| Emitido por | IAQG (alineado con ISO 9001:2015) | Instituto de Revisión del Desempeño (PRI) |
| Alcance de la auditoría | Toda la empresa: documentos, revisión de gestión, control de proveedores | Específico del proceso: equipo, calidad del operador, parámetros |
| ¿requerido para procesos especiales (tratamiento térmico, END, recubrimiento)? | No « no cubre la ejecución del proceso | Sí, obligatorio para las cadenas de suministro OEM de nivel 1 |
| ¿Certifica la calidad de la pieza? | No | No « certifica la capacidad del proceso |
Estos cuatro desafíos representan la mayoría de los sobrecostos y retrasos en los programas de mecanizado aeroespacial. Comprenderlos antes de la solicitud de cotización reduce las sorpresas durante la producción.
⚠¦ Desafío 1: Endurecimiento por trabajo en titanio e inconel
Ambos materiales se endurecen en la zona de corte si la carga de virutas es insuficiente. El mecanismo: la mala conductividad térmica hace que el calor se acumule en la superficie de corte, no pase a través de la viruta. La conductividad del titanio es 3% de la del aluminio. La piel ya endurecida de una pasada anterior ralentiza la entrada del siguiente filo y aumenta rápidamente la tasa de desgaste. Cortar a 115 SFM en lugar de 130 SFM puede reducir la vida útil de la herramienta entre 30 y 501 TPM. Ser “demasiado cauteloso” es tan malo, si no peor, que ser demasiado agresivo.
⚠¦ Desafío 2: Distorsión de paredes delgadas
La reducción de peso es uno de los principales impulsores del diseño aeroespacial; Las paredes de 1 a 3 mm son típicas de piezas que albergan aplicaciones estructurales o estructurales. Con ese espesor de paredes, la fuerza de corte conduce a la deflexión (flexión de la pieza durante el mecanizado y luego retroceso al retirar la herramienta). Ese error dimensional aparece primero al mirar la pieza en el CMM. La técnica de fijación, la amortiguación de vibraciones y una estrategia de profundidad de corte reducida por pasada son remediaciones estándar. Un DFM previo al mecanizado puede sacar a la luz que las paredes de la pieza son demasiado delgadas antes de adoptar un enfoque de fijación.
⚠¦ Desafío 3: Relación entre compra y vuelo de titanio
La chatarra por peso en el mecanizado de titanio para el sector aeroespacial oscila entre 60% y 80%. Para fabricar una pieza terminada que pese 1 kilogramo de titanio, el taller normalmente debe comprar entre 5 y 10 kilogramos de palanquilla. Este costo se incluye en la cotización, ya sea como cargo por material o distribuido en todas las piezas, como lo haría cualquier costo de taller. Al evaluar las cotizaciones de titanio de proveedores potenciales, no espere que la cotización del material refleje el peso de la pieza terminada; Esté preparado para pagar los residuos como artículo de línea, incluso cuando el riesgo de chatarra se describa como ‘cero’
⚠¦ Desafío 4: Gastos generales de documentación
La trazabilidad del AS9100D, los certificados de prueba de fábrica, los informes de inspección dimensional, los paquetes FAIR por AS9102 y los registros de no conformidad representan inherentemente costos reales significativos. Los requisitos de documentación de un proyecto AS9100D típico pueden agregar gastos generales de 15-25% a una estimación de mecanizado comercial estándar en el taller ISO 9001 como el costo de mano de obra adicional y la carga administrativa para el mantenimiento de registros y la gestión de discrepancias (estos costos son justificables pero requieren representación en cotizaciones).
Abordar estos riesgos desde el principio en la fase de diseño reduce sustancialmente la exposición al retrabajo. Nuestro Directrices DFM para piezas aeroespaciales mecanizadas el espesor de la pared de la cubierta, los radios de las esquinas y las consideraciones de acceso a los accesorios afectan directamente el rendimiento.
¿es caro el mecanizado CNC aeroespacial? Sí, a menudo 2-5 veces más que una pieza industrial del mismo tipo. Tres factores: costo de los materiales (Inconel 718 cuesta ~$35-45/lb vs Al 6061 ~$1.50-2.50/lb), dificultad de procesamiento (el mecanizado de 5 ejes es 40-60% más caro que 3 ejes) y trabajo de cumplimiento (papelería, FAIR, trazabilidad). Pero el coste de la no conformidad en hardware de vuelo de alta calidad «reelaboración, fallo de campo, exposición legal « siempre superará con creces esa prima inicial. La pregunta pertinente no debería ser ¿Es costoso el mecanizado aeroespacial (¿debería serlo? El precio de sus proveedores representa el costo real de esa pieza en particular (no lo esconde como dinero para pedidos de cambio futuros).
| Conductor de costos | Cnc estándar | Cnc aeroespacial |
|---|---|---|
| Materia prima (aluminio) | ~$1.50-2.50/lb | ~$1.50-2.50/lb + sobrecarga de trazabilidad |
| Materia prima (titanio) | ~$15-25/lb | ~$20-35/lb (billete con especificaciones AMS + compra para volar) |
| Prima de 5 ejes versus 3 ejes | Línea base | +40-60% para operaciones de 5 ejes |
| Calidad/documentación | Línea base | +15-25% (FAIR, SPC, trazabilidad) |
Lista de verificación de RFQ de mecanizado aeroespacial: 8 preguntas que descubren si un taller puede hacer el trabajo
ESCENARIO, Calificación del Proveedor en la Práctica
Un OEM aeroespacial internacional especifica un nuevo taller de neumáticos secundarios (este taller suministrará un pedido de producción de 200 piezas de soportes de motor Inconel 718). De la lista de verificación: las preguntas 1 a 3 pasan (actual AS9100D, registrado ITAR) 1 La pregunta 2 expone el registro NADCAP del taller para END y procesamiento químico, pero no para tratamiento térmico. Cuando los soportes necesitan recocido de solución después del mecanizado y el taller subcontrata el tratamiento térmico, el proveedor calificado del OEM necesitó mucho más tiempo para calificar al tratador térmico con NADCAP. Marcar el alcance en RFQ en lugar de PPAP salvó un hito en el programa.
¿Listo para obtener piezas de precisión aeroespaciales?
Solicite una cotización de Servicios de mecanizado CNC aeroespacial de LecreatorRevisión de DFM incluida sin costo alguno.
La industria aeroespacial y de defensa de EE. UU. generó $995 mil millones en actividad comercial total en 2024, contribuyendo con $443 mil millones en valor económico, 1,5% del PIB de EE. UU. Mientras tanto, la FAA pronostica que la flota de aviones comerciales crecerá de 7.387 en 2024 a 10.607 aviones para 2045. Esa trayectoria de crecimiento está dando forma a tres cambios significativos en la forma en que se mecanizan las piezas aeroespaciales:
Inspección en proceso asistida por IA. La medición automatizada de CMM combinada con la inspección de superficies basada en la visión está pasando del control de calidad posterior al mecanizado al control adaptativo en tiempo real. Los fabricantes de máquinas herramienta están integrando sondas de medición directamente en los centros de mecanizado, por lo que el perfil de las palas de una turbina se mide entre pasadas de la herramienta, no después. Para los compradores, esto afecta el tiempo de entrega (menos cola de inspección posterior al mecanizado) y el rendimiento de primera pasada en piezas aeroespaciales complejas de aluminio y titanio.
Fabricación híbrida aditiva-sustractiva. Los sistemas de DMG Mori y Matsuura ahora construyen preformas en forma casi neta mediante deposición de energía dirigida y luego superficies críticas con acabado CNC en la misma máquina. Para materiales de alto costo como Inconel 718 y titanio, esto reduce drásticamente la relación compra-mosca, en lugar de mecanizar un soporte complejo a partir de palanquilla sólida con una pérdida de material de 60-80%, la preforma casi neta comienza dentro de 10-15% de dimensiones finales.
rampa de producción de EVTOL. Archer Aviation, Joby y otros desarrolladores avanzados de movilidad aérea están pasando de la certificación de prototipo a la certificación de producción en 2025-2026. El perfil de las piezas, soportes estructurales, marcos y carcasas de aluminio 6061/7075 con tolerancias de ±0,001 « en cantidades de producción de prototipos y de bajo volumen, es casi idéntico al mecanizado estructural aeroespacial estándar. Para los talleres CNC, esto representa una nueva demanda en un segmento con menor complejidad de certificación que el transporte comercial, pero los mismos requisitos de documentación AS9100D y dimensional.
El mecanizado aeroespacial pasa por un conjunto mucho más estricto de requisitos dimensionales, materiales y de certificación que el mecanizado CNC genérico. Las tolerancias aeroespaciales estructurales van desde 0,001 « para 7075 estructuras de aire hasta 0,005 « para la mayoría de las piezas interiores comerciales; la trazabilidad de la certificación rastrea cada pieza hasta certificados de molino gratuitos y especificaciones AMS o MIL; el taller requiere AS9100D (no nuevos IFRLAPAK ni estándares anteriores); los procesos especiales (tratamiento térmico, END, procesamiento químico, recubrimientos, soldadura) requieren acreditación NADCAP adicional; y el primer producto está sujeto a un informe FAI completo según AS9102. Esa documentación por sí sola aumenta los costos del proyecto en 15-25% con respecto al trabajo CNC comercial estándar.
Primero «como mínimo, un taller de mecanizado aeroespacial necesita la certificación AS9100D 'el estándar de gestión de calidad de la industria de la aviación publicado por la IAQG, además de GDYLIFBOGS. En segundo lugar, cuando el alcance del trabajo implica procesos especiales (tratamiento térmico, END, procesamiento químico, etc.), la acreditación NADCAP para cada uno de esos procesos especiales también es un mínimo necesario. En tercer lugar, para las aplicaciones de defensa de EE. UU., es necesario obtener el registro ITAR. Estos estándares van de la mano y ambos están activos en todos los proveedores aeroespaciales de nivel 1.
Sí, las piezas estructurales y de repuesto aeroespaciales tienden a costar entre 2 y 5 veces más que las piezas CNC comerciales comparables. La fabricación de motores y compresores diésel representa tres factores principales que limitan el costo de las piezas: el costo de los materiales (Inconel 718 aproximadamente $35-50 por libra en comparación con el precio del aluminio 6061 de $1-3 por libra), el proceso (ejes adicionales o máquinas complejas agregan un costo de 40-60% en 3 ejes) y el cumplimiento (documentación AS9100D, informes FAI, la trazabilidad del material agrega 15-25% al costo de la pieza). El costo por pieza apta para volar versus el costo por pieza conforme es el punto de referencia más útil; la menor cantidad de defectos de fabricación debido a un proceso más estricto y al control del material significa una responsabilidad de retrabajo y retrabajo menos costosa.
Un maquinista aeroespacial es alguien que, como parte de un entorno acreditado por AS9100D, opera o programa equipos CNC para producir componentes de hardware de vuelo. El rol de maquinista requiere familiaridad con el uso y la interpretación de GD&T para ASME Y14.5, el mecanizado de aleaciones aeroespaciales (aluminio, titanio y superaleaciones) y experiencia con la documentación FAI, SPC. Estos trabajos de mecanizado aeroespacial suelen disfrutar de una importante prima de habilidades, ya que el ingreso laboral anual promedio de $115.000 en el sector de A&D es un 56 por ciento más alto que el promedio de fabricación nacional.
Los plazos de entrega de los prototipos suelen ser de 3 a 15 días para el componente de mecanizado y, además, para el cierre de FAIR más el tiempo para subcontratar cualquier proceso especial (anodizado, END, tratamiento térmico, etc.). Para tiradas de producción de 50 a 500 piezas, los plazos de entrega normalmente oscilarán entre dos y seis semanas dependiendo de la disponibilidad del material, la posición de la cola y la complejidad de la inspección. Un elemento que los compradores de prototipos a menudo pasan por alto es que los plazos de entrega de mecanizado citados no incluyen los tiempos de giro de FAIR ni los tiempos de giro para ningún proceso especial subcontratado. Aclare si su plazo de entrega es para completar todo el proyecto en forma FAI o solo para los componentes mecanizados de la máquina herramienta.
Referencias
Sobre el autor
Revisado por el equipo de ingeniería de Lecreator. Lecreator brinda servicios de mecanizado CNC de precisión para programas aeroespaciales, médicos e industriales, ofreciendo capacidades de fresado, torneado CNC y acabado de superficies de 3 y 5 ejes. El contenido representa nuestra experiencia de producción directa con aluminio, titanio y plásticos de ingeniería de grado aeroespacial.
Declarație de content: Este artículo se investigó utilizando datos de la industria aeroespacial disponibles públicamente (FAA, AIA, PRI/NADCAP), análisis de contenido de la competencia y bases de datos de parámetros de mecanizado. Las estimaciones de costos y plazos de entrega reflejan rangos de consenso de la industria sin respaldo contractual específico. Los lectores deben verificar los requisitos de certificación y las especificaciones de tolerancia con la documentación de la autoridad de diseño específica de su programa.









