


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Utilice esta guía de decisiones para leer las especificaciones de la máquina, detectar la geometría del torno primero y separar el costo de la máquina del costo de las piezas. Lecreator admite torneado CNC, trabajo de torneado de molino, torneado de tipo suizo, piezas prototipo y torneado de producción para compradores que necesitan piezas terminadas en lugar de una máquina nueva en el piso.
| Mejor ajuste | Ejes, pasadores, casquillos, espaciadores, insertos roscados, manguitos, boquillas, poleas y carcasas torneadas. |
|---|---|
| Especificaciones de la máquina que importan | Husillo, rpm, mandril o pinza, capacidad de barra, recorrido X/Z, torreta, herramientas vivas, refrigerante, recinto, controlador y acceso de inspección. |
| Puente de servicio | Lecreator enumera torneado CNC de 2 ejes, herramientas activas, torneado tipo suizo, creación rápida de prototipos, torneado de producción y operaciones secundarias. |
| Reclamaciones del Lecreador Público | Volviendo la tolerancia a +/-0,0005 pulgadas, más de 50 materiales, plazo de entrega más rápido de 3 días y lenguaje de calidad que incluye AS9100D, ISO 13485 e IATF 16949. |
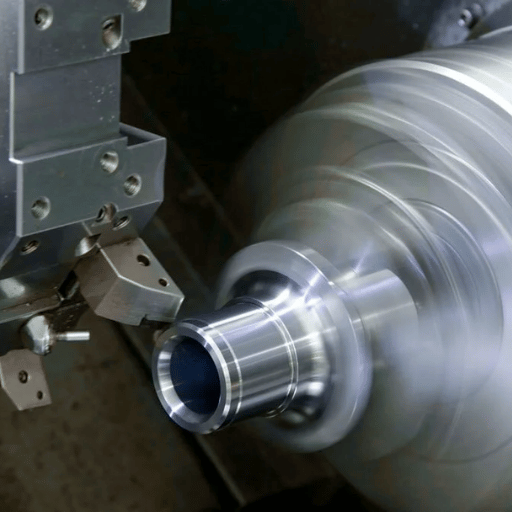
Los tornos CNC giran una pieza de trabajo mientras una herramienta elimina material. Eso hace que el proceso sea naturalmente fuerte para la geometría metálica redonda: diámetros, hombros, ranuras, roscas, orificios, conos, chaflanes y caras. La geometría se convierte en un problema de ajuste cuando el dibujo tiene caras más planas, bolsillos, características profundas fuera del eje o geometría lateral compleja que las características redondas.
La palabra “torno” también puede crear confusión. Los tornos de motor manuales, los mini tornos, los tornos giratorios y los centros de torneado controlados por computadora pueden girar una pieza, pero difieren en el control del eje, la repetibilidad, la retención de trabajo, la carga del operador, el gabinete, el refrigerante y las necesidades de inspección. Para los ciclos de producción, la comparación real rara vez es “torneado o sin torno”. Suele ser “solo torno, torneado, molino CNC, máquina suiza o cotización de servicio”
Comience con la geometría, no con un catálogo de máquinas. Si la mayor parte del valor se crea controlando los diámetros alrededor de una línea central, la pieza probablemente sea la primera en el torno. Si el dibujo depende de caras prismáticas amplias, múltiples bolsillos o características fuera del eje, es posible que necesite fresado, herramientas vivas, electroerosión de alambre o una segunda operación.
| Parte familia | Por qué es el torno primero | Punto de vigilancia |
|---|---|---|
| Eje | Los diámetros, hombros, ranuras y caras comparten una línea central. | Las relaciones largas de longitud a diámetro pueden necesitar soporte. |
| Pasador de clavija | Giro recto de OD, chaflanes y traje de control de longitud. | El acabado y la dureza pueden trasladar el trabajo al rectificado. |
| Buje | Las relaciones OD, ID, orificio y cara se pueden mantener en una sola configuración. | Las paredes delgadas pueden moverse durante la sujeción y el corte. |
| Espaciador | Longitud simple, OD, ID y control de chaflán. | El control de rebabas importa en volumen. |
| Inserto roscado | Las roscas externas e internas se alinean con el eje del husillo. | Se deben especificar el calibre de rosca, el paso, la clase y la introducción. |
| Polea | Las ranuras y los orificios concéntricos son trabajos de torno naturales. | Es posible que sea necesario fresar o brochar los chaveteros. |
| Boquilla | Las conos, orificios, asientos e hilos son características centrales. | Los pequeños agujeros profundos pueden controlar el tiempo del ciclo. |
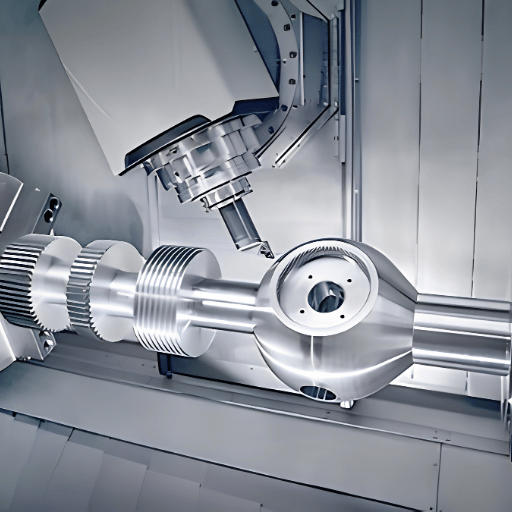
| Cuerpo conector | Los elementos de carcasa redonda, orificio e rosca se adaptan a un centro de giro. | Los pisos, ranuras y orificios transversales añaden herramientas vivas o fresado. |
| Vivienda convertida | Los asientos y caras concéntricos se pueden cortar desde palanquilla o barra. | Los bolsillos y los patrones de pernos pueden hacer que el trabajo gire. |
Escenario 1: eje prototipo. Un ingeniero de producto necesita 12 ejes de acero inoxidable con dos diámetros, una rosca M6 y un asiento de cojinete. La impresión no tiene bolsillos, ni planos ni orificios laterales. Se trata de un candidato limpio para torneado cnc, incluso si un comprador buscó por primera vez una máquina de torno cnc. Los datos de cotización útiles no son una marca de máquina; es grado de material, tolerancia a la DO, clase de rosca, acabado del asiento de cojinete, cantidad y método de inspección. Si la próxima revisión agrega un orificio transversal o una llave plana, la pieza aún puede comenzar en un torno, pero podría necesitar herramientas vivas, una segunda configuración de fresado o una transferencia a Mecanizado suizo para funciones pequeñas y largas.
El marco mencionado a continuación es el punto de decisión central: el Prueba de ajuste de torno o servicio de 6 entradas. Separa la lógica de propiedad de la lógica de compra parcial. Poseer una máquina herramienta puede tener sentido cuando se alinean la demanda repetida, el tiempo del operador, el equipo de inspección y la capacidad del piso. Citando a Servicio de torneado CNC tiene más sentido cuando la pieza es urgente, de bajo volumen, difícil de inspeccionar, sensible al material o con probabilidades de cambiar.
| Entrada | Comprar señal | Señal de cotización |
|---|---|---|
| Volumen anual | Las tiradas de producción repetidas estables llenan la máquina. | Prototipo o demanda irregular. |
| Tolerancia | El equipo de inspección existente puede medir el dibujo. | Se requieren informes de tolerancia estricta, GD&T o CMM. |
| Material | Trabajos conocidos de aluminio, latón o acero de mecanizado libre. | Titanio, acero inoxidable, aleación endurecida o comportamiento plástico difícil. |
| Utilización | Las horas de husillo justifican la máquina, las herramientas, el refrigerante y el mantenimiento. | La máquina permanecería inactiva entre trabajos. |
| Habilidad del operador | Un maquinista puede programar, configurar herramientas, probar y ajustar compensaciones. | No hay operador capacitado ni soporte de configuración. |
| Carga de inspección | Shop ya cuenta con medidores, micrómetros, medidores de rosca e informes. | El cliente necesita certificados materiales, primer artículo, CMM o PPAP. |
| Tasa de cambio de geometría | El dibujo está bloqueado. | El diseño todavía avanza a través de rondas de prototipos. |
| Operaciones secundarias | Sólo se necesitan torneados y trabajos de perforación sencillos. | Se requiere tratamiento térmico, rectificado, enchapado, grabado o montaje. |
| Programar riesgo | La cola interna es predecible. | Las piezas se necesitan más rápido que el ciclo de compra, instalación y prueba de una máquina. |
Escenario 2: comprador atrapado entre la máquina y el servicio. Supongamos que un pequeño equipo de hardware quiere 200 inserciones roscadas de latón por mes. Un mini torno podría fabricar muestras tempranas, pero el comprador también necesita una medición constante de roscas, control de rebabas, trazabilidad del material y un plan de respaldo cuando la demanda salta a 2000 piezas. La prueba de 6 entradas apunta hacia una ruta híbrida: utilice muestras internas simples para verificar el ajuste y luego cite la geometría de producción a través de un proveedor de torneado. Esto protege el efectivo de sentarse dentro de una máquina, juego de pinzas, portaherramientas, refrigerante, equipo de inspección y capacitación del operador antes de que el diseño sea estable.

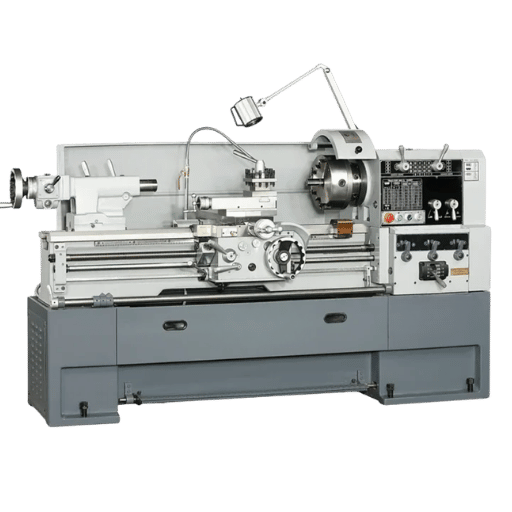
Las hojas de especificaciones se ven similares hasta que el dibujo de la pieza entra en discusión. El tamaño de la pinza, un mandril de 8 pulgadas, un contrapunto, un alimentador de barra, una torreta, un subhusillo, herramientas activas del eje Y y un sistema de refrigeración cambian lo que se puede hacer sin configuraciones adicionales. Los ejemplos de máquinas públicas también muestran por qué la comparación de precios es difícil: los paquetes compactos pueden incluir un husillo de 1,5 hp y 180-5000 rpm, mientras que los tornos metálicos CNC más grandes se venden alrededor del columpio, el orificio del husillo, la distancia central y el soporte para trabajos pesados.
Al comparar la envolvente de una máquina con una cotización de servicio, agrupe el dibujo por bandas dimensionales: 0,25 en pasadores, 0,5 en espaciadores, 1 en casquillos, 2 en carcasas, 8 en trabajos de mandril, 12 en piezas de diámetro y 24 en piezas de longitud, todas crean diferentes preguntas de inspección y sujeción de trabajo.
| Especificaciones | Por qué es importante | Traducción por RFQ |
|---|---|---|
| Potencia y rpm del husillo | Controla el par, la velocidad y la capacidad de cortar metal sin parlotear. | Comparta material, diámetro exterior, acabado y tolerancia. |
| Chuck sau collet | Afecta el agarre, el descentramiento, el cambio y el marcado de la superficie. | Llame a las zonas cosméticas y las necesidades de concentricidad. |
| Capacidad de barra | Establece el diámetro máximo de la culata para trabajos alimentados con barras. | Proporcione el tamaño de las existencias si se conoce. |
| Contrapunto | Soporta piezas largas durante el giro. | Marque los ejes delgados temprano. |
| Herramientas en vivo | Agrega operaciones de perforación, pisos, ranuras y fresado ligero en el centro de giro. | Marque los orificios transversales, los planos y las características angulares. |
| Subhusillo | Puede terminar la parte trasera sin volver a sujetarla manualmente. | Muestre claramente las características de la cara posterior. |
| Buje guía | Soporta trabajos pequeños, largos y delgados cerca del corte. | Considere un Torno suizo camino para ejes y pasadores pequeños. |
| Recinto y vigilancia | Protege alrededor de trabajos giratorios, virutas, refrigerante y puntos de pellizco. | Pregunte cómo maneja la configuración los riesgos de retención de trabajo expuestos. |
Para girar, la velocidad del husillo cambia con el diámetro de la pieza. El Laboratorio de mecanizado de la Universidad de Florida da la fórmula común N = 12 * V / (pi * D), donde N son rpm, V es la velocidad de la superficie en pies por minuto y D es el diámetro en pulgadas. Eso significa que una pieza de trabajo de 0,25 pulgadas y una pieza de trabajo de 2 pulgadas no utilizan las mismas rpm a la misma velocidad de superficie. La misma fuente también advierte a los estudiantes que limiten la velocidad bajo ciertas condiciones de seguridad del mandril en su configuración de laboratorio, lo que recuerda que las rpm no se eligen únicamente de una mesa.
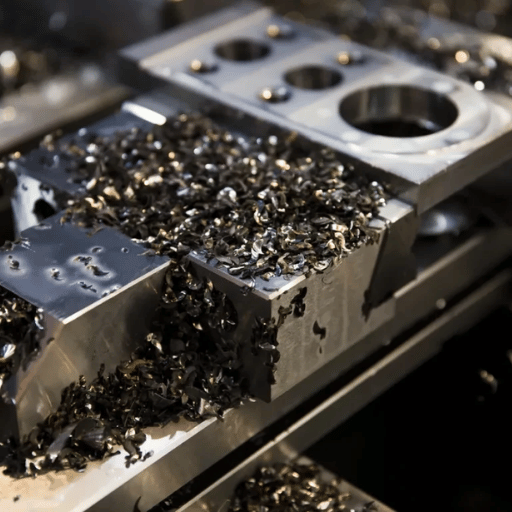
La elección del material cambia el calor, el desgaste de las herramientas, el control de virutas, las necesidades de refrigerante, el comportamiento de las rebabas y el acabado de la superficie. El aluminio puede cortarse rápidamente, el latón puede mecanizarse limpiamente, el acero inoxidable puede endurecerse, el titanio transporta mal el calor, los plásticos pueden moverse bajo la presión de la abrazadera y los aceros endurecidos pueden necesitar una cadena de proceso diferente. Lecreator enumera rutas de materiales dedicadas para mecanizado CNC de aluminio, mecanizado CNC de acero inoxidable, y mecanizado CNC de titanio.
La tolerancia también necesita una redacción cuidadosa. Las páginas de servicio pueden enumerar una capacidad como +/-0,0005 pulgadas, pero un dibujo aún tiene que definir qué diámetro, longitud, diámetro, rosca, descentramiento, posición, planitud o acabado superficial es crítico. El Catálogo de especificaciones dimensionales y geométricas ISO apunta a estándares separados para tolerancias de tamaño lineal, especificaciones geométricas de productos y referencias de referencia, incluidos ISO 286-1, ISO 286-2, ISO 1101 e ISO 5459.
| Material | Riesgo de giro | Qué especificar |
|---|---|---|
| Aluminio | Rebabas, marcas de acabado, calidad del hilo. | Aleación, acabado, límites de desbarbado, zonas cosméticas. |
| Acero inoxidable | Endurecimiento por trabajo, desgaste de herramientas, calor, rebabas. | Grado, necesidad de pasivación, diámetros críticos. |
| Titanio | Calor, vida útil de la herramienta, deflexión, irritación. | Grado, acabado, plan de inspección, cantidad de lote. |
| Latón y cobre | Las marcas de superficie y el comportamiento de las virutas varían según la aleación. | Número de aleaciones, necesidad sin plomo, límites cosméticos. |
| Plástico | Distorsión de abrazadera, movimiento de calor, rebabas y pelusa. | Grado del material, temperatura de uso, planitud y acabado. |
Para un proyecto de producción, la solicitud de cotización debe conectar el dibujo a un cronograma del proyecto, una línea de base de rendimiento, una línea de base de inspección y un resultado de producción esperado. Pregunte si el proveedor puede separar una necesidad de prototipo de 3 días de una construcción de puente de 6 meses, un pedido repetido de 12 meses o una comparación de propiedad de 24 meses. Para la capacidad de piezas torneadas, las páginas públicas de Lecreator enumeran la capacidad de torneado del mecanizado CNC de 12 de diámetro por 24 de longitud y una capacidad de la página de torneado de diámetro máximo de 24 pulgadas y longitud de 36 pulgadas; esos números deben compararse con el dibujo real antes de que cualquier estudio de caso, muestra interna o resultado de producción se trate como comparable.
Escenario 3: trampa de tolerancia. Un comprador solicita que cada diámetro de un manguito de acero inoxidable se mantenga en +/-0,0005 porque una página de servicio enumera ese número. El maquinista lee el dibujo y ve un asiento de rodamiento que importa, dos diámetros espaciadores no críticos, una pared delgada y una rosca sin calibre. Una mejor redacción de RFQ marca el asiento del rodamiento como crítico, relaja los diámetros no funcionales, define el requisito de rosca y solicita el método de inspección. Ese cambio puede reducir el riesgo de chatarra sin debilitar la intención del diseño.
Los ejemplos de máquinas públicas muestran por qué la cuestión del costo necesita contexto. Los paquetes de tornos CNC compactos se pueden anunciar en cinco cifras bajas, mientras que las guías de costos comerciales colocan tornos de 2 ejes de nivel básico en el rango $15,000-$50,000 y tornos de producción en el rango $50,000-$300,000. Esos números son sólo contexto de compra. No incluyen herramientas, pinzas, refrigerante, software, equipos de inspección, accesorios, mantenimiento, tiempo del operador, chatarra ni operaciones secundarias.
Una respuesta útil es una gama con una advertencia: un torno CNC pequeño o básico puede comenzar en cinco cifras bajas, mientras que los centros de torneado de producción pueden alcanzar seis cifras antes que los accesorios. El verdadero punto de interrupción no es el precio de etiqueta. Es el costo esperado por pieza utilizable después de contar la instalación, el desgaste de la herramienta, la inspección, el retrabajo, el tiempo de inactividad y la mano de obra.
| Conductor de costos | Efecto propiedad de la máquina | Efecto cotización de servicio |
|---|---|---|
| Configuración | Pagado en tiempo de personal y chatarra. | Integrado en cotización y amortizado por cantidad. |
| Herramientas | Portaherramientas, insertos, taladros, barras perforadoras, calibres. | El proveedor selecciona las herramientas de proceso. |
| Inspección | Micrómetros, medidores de rosca, acceso CMM, registros. | Los informes solicitados añaden costos pero reducen la carga interna. |
| Material | El comprador conlleva riesgos de caídas, chatarra y pedidos. | La cotización puede incluir necesidades materiales y de certificados. |
| Horario | La instalación y prueba de la máquina pueden retrasar las primeras piezas utilizables. | Un proveedor con capacidad puede cotizar el prototipo y el calendario de producción. |

Una RFQ clara supera a un correo electrónico largo. Si la pieza ya está dirigida a a Serviciu de mecanizare CNC, proporcione al proveedor suficientes detalles para elegir un torno, una máquina suiza, un centro de giro de molino o un proceso secundario sin adivinar.
Para ejes pequeños, clavijas médicas, conectores y componentes torneados en miniatura, pregunte temprano si una ruta suiza es adecuada. Para piezas que combinan torneado con planos, ranuras y orificios transversales, pregunte si hay herramientas vivas o mecanizado multitarea puede reducir configuraciones adicionales. Para esquinas internas afiladas, ranuras finas o materiales endurecidos fuera de la zona de confort de un torno, electroerosión por cable puede pertenecer al plan de proceso.
Una pieza torneada puede parecer simple y aún no pasar la inspección. Decida qué evidencia necesita antes de que comience la producción, especialmente para equipos aeroespaciales, médicos, automotrices, robóticos, de control de fluidos e industriales. Las páginas públicas de Lecreator hacen referencia al lenguaje ISO 9001, AS9100D, ISO 13485 e IATF 16949 en el mecanizado CNC y las páginas giratorias; Los compradores deben hacer coincidir esas afirmaciones de calidad con el paquete de documentos necesario para el pedido.
| Contexto del comprador | Pruebas comunes a solicitar |
|---|---|
| Verificación de ajuste del prototipo | Inspección dimensional básica de características críticas. |
| Soporte aeroespacial o pieza actuadora | Certificado de material, CoC, primer artículo y registro de revisión controlada. |
| Componente de dispositivo médico | Trazabilidad de materiales, notas de limpieza, registro de inspección y control de lotes. |
| Artículo de producción automotriz | PPAP, plan de control, método de calibre y datos de repetibilidad cuando sea necesario. |
| Repuesto industrial general | Revisión de dibujo, calidad del material, inspección de diámetros funcionales y confirmación de acabado. |
Los investigadores del NIST Laetitia Monnier, William Z. Bernstein y Sebti Foufou enmarcan el hilo digital como una forma de conectar código NC, datos de controlador de máquina y evidencia de inspección para que los datos de fabricación puedan interpretarse en todos los sistemas en lugar de quedar atrapados en una sola máquina, como se describe. en un Publicación del NIST de 2023 sobre datos de NC y MTConnect.
La señal de tendencia más fuerte no es un número único del tamaño del mercado. Es el cambio hacia celdas conectadas, menos configuraciones, más automatización alrededor de los centros de giro y vínculos más estrechos entre los datos de mecanizado e inspección. Banco de pruebas de sistemas de fabricación inteligente del NIST incluye torneado CNC, fresado CNC, CMM, micrómetros digitales, CAD/CAM/CAI/PDM y recopilación de datos MTConnect, que muestra hacia dónde se dirige la atención de la investigación industrial.
Las fuentes comerciales también apuntan hacia alimentadores de barras, cuidados robóticos, máquinas conectadas a IoT, capacidad multieje y celdas automatizadas compactas. Para los compradores, la acción es práctica: cotizar piezas con suficiente detalle para que un proveedor pueda elegir entre torneado de 2 ejes, herramientas vivas, torneado tipo suizo, trabajo de torneado de molino y operaciones secundarias. El abastecimiento flexible puede superar a la compra de una máquina cuando la demanda del producto es incierta.
El torno metálico CNC es la máquina. El torneado CNC es la operación de mecanizado que hace girar la pieza de trabajo mientras las herramientas de corte eliminan el material. Los proveedores de servicios pueden ejecutar procesos de torneado de 2 ejes, herramientas vivas, torneado suizo o torneado de molino, según el dibujo.
Sí, pero la calidad del material, el calor, el desgaste de las herramientas, el refrigerante, el soporte y la tolerancia son importantes. El acero inoxidable y el titanio suelen necesitar más control del proceso que el aluminio o el latón.
Utilice fresado cuando las características principales sean caras planas, bolsillos, ranuras anchas, contornos fuera del eje o geometría prismática. Las piezas torneadas con características laterales aún se pueden fabricar con herramientas vivas o trabajos de torneado de molino.
Sólo cuando el volumen, la utilización de la máquina, la habilidad del operador, las herramientas y el soporte de inspección justifiquen la propiedad. Para prototipos, diseños inestables, materiales difíciles o tiradas cortas, el servicio de cotización suele ser la ruta de menor riesgo.
Depende del diámetro, longitud, material, espesor de pared, acceso a herramientas, soporte de trabajo y método de inspección. Trate las afirmaciones de tolerancia pública como señales de capacidad y luego marque las características críticas en el dibujo.
Envíe un archivo CAD, dibujo 2D, material, cantidad, tolerancias, llamadas de hilo, acabado de superficie, necesidades de inspección, necesidades de certificados y cronograma de objetivos. Mencione cualquier problema de proceso actual o fallas pasadas.
Si su dibujo es primero en torno, envíe a Lecreator el archivo CAD, el dibujo, el material, la cantidad, la tolerancia, el acabado, las necesidades de inspección y la fecha límite. El equipo puede encaminar el trabajo a través de torneado CNC, torneado tipo suizo, herramientas activas o mecanizado CNC personalizado más amplio cuando la geometría necesita más que un proceso exclusivo de torno.









