


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


EDM wurde erstmals für den Herstellungsprozess zur Lokalisierung des makroskopischen Bereichs des Werkstücks erfunden und hat seitdem die Fertigungsindustrie sowie moderne Werkzeugmaschinen radikal verändert. Von allen Materialien, die EDM bearbeiten kann, ist diese Anwendung besonders nützlich bei Metallen wie Edelstahl aufgrund seiner einfachen Bewegungsfreiheit und eines fertigen Artikels, der Schönheit bringt. Der Artikel konzentriert sich außerdem auf die jeweiligen Techniken, die in diesen Fällen angewendet werden, die Vorteile des Einsatzes jeder dieser Techniken und das brauchbare Anwendungsspektrum im Falle des Schneidens mit EDM-Edelstahl, da dieses Material so modifiziert wird, dass es aggressiver für starke Säuren ist, die andere Materialien korrosiv wirken. Sowohl Anfänger als auch fortgeschrittene Maschinisten werden in diesem Artikel die verschiedenen Werkzeuge, auf die EDM im Fall von Experten empfohlen wird, um praktische Schulungen und Denkkurse zu lernen.

Durch den Einsatz des Elektroentladungsbearbeitungsverfahrens (EDM) wird die Form des Arbeitsmaterials mithilfe von Funkentechniken geformt. Diese Methode (EDM) ist notwendigerweise für den Umgang mit harten Materialien wie Edelstahl von Bedeutung. Dies wird durch die Tatsache erreicht, dass Materialien nicht mit einem Arbeitswerkzeug in Kontakt kommen, das Verformbarkeit beseitigt und eine solche Bearbeitung ermöglicht. Die Wirksamkeit von EDM wird insbesondere in Branchen wie der Luftfahrt, dem Auto, der medizinischen Industrie usw. geschätzt, da recht komplizierte Zahlen und sogar winzige Details erreicht werden, was in den meisten Fällen mit herkömmlichen Methoden nicht möglich ist.
Elektrische Entladungsbearbeitung (oder EDM) ist eine Form der Herstellung, die als nichtkonventionell gilt Es verwendet elektrische Funken oder Entladungen für Materialersatz und/oder Formgebung Ein leitfähiges Werkstück zusammen mit einer Elektrode, die in eine dielektrische Flüssigkeit getaucht ist, wird im Verlauf des Prozesses verwendet Wenn die Spannung eingeschaltet wird, kommt es zu einem periodischen Zusammenbruch der Elektrode und des Werkstücks, der zu einer kontrollierten Funkenbildung führt Dies wiederum führt dazu, dass die Materialentfernung nur auf mikroskopischer Ebene erfolgt. EDM ist praktisch, wenn es um harte und hitzebeständige Materialien wie Titan und Edelstahl oder Karbid geht, was den Prozess zu hochpräzisen Zwecken macht. Der praktische Aspekt von EDM bietet jedoch auch eine Möglichkeit für komplexe Formteile, die hergestellt werden nicht hergestellt.
Im Hinblick auf die Herstellung der Edelstahlkomponenten führt EDM (elektrische Entladungsbearbeitung) zu engen Toleranzen und einem detaillierten Muster, das sehr notwendig ist.
Um mögliche Probleme für die Federstruktur aufgrund der maschinellen Bearbeitung durch Schneidwerkzeuge zu beseitigen, würde EDM keine Werkzeuge verwenden, sondern Strom abgeben.
Der EDM-Prozess kann die Härte des Edelstahls überwinden, da er solche Hartmetalle leicht schneiden kann.
Eine durch ein EDM abgeflachte weiche Oberfläche macht auch übermäßige Bearbeitungen, die durchgeführt werden müssen, zunichte.
Es ist möglich, durch EDM fortschrittliche und komplexe Muster im Vergleich zu deren Bildung mithilfe typischer Werkzeugmaschinen herzustellen.
Bei EDM-Edelstahl wird dieses Verfahren zusammen mit verschiedenen typischen Metallen für die Herstellung von Elementen wie treibstoffbezogenen Komponenten für Flugzeugflügel und insbesondere den komplexeren Flügeln und anderen hochanfordernden Präzisionsteilen eingesetzt, die für solche Anwendungen benötigt werden.
Studien zu verschiedenen Faktoren, von der kontrollierten Injektion über Instrumente, Implantate oder Mikromaschinenteile im menschlichen Körper bis hin zu Präzisions- und Glanzmaterialien ohne Bereitschaft, würden die Besonderheiten dieser Faktoren untersuchen.
DIM ist maßgeblich an der Herstellung konsistenter verschiedener Designsegmente beteiligt, darunter Motorteile, Matrizen und komplizierte Komponenten, die für heutige Transportgeräte benötigt werden.
Das Verfahren findet unter anderem Anwendung in den Komponenten, ihrer jeweiligen Mikrostruktur und den Geräten, in diesem Fall Steckverbindern, Mikrochips, Halbleiterformen usw.
EDM ist ein wichtiger Teil dieser Branche im Hinblick auf die Herstellung von Formen, Matrizen oder Stanzen, bei denen für die gesamte Herstellung präzise und komplizierte Formen erforderlich sind.
Eine der gängigen Methoden zum Schneiden von technischen Materialien wie Edelstahllegierung ist EDM, auch als elektrische Entladungsbearbeitung in voller Länge bekannt Es beginnt, indem das Werkzeug wie auch das Edelstahlwerkstück durch eine dielektrische Flüssigkeit abgedeckt werden Eine Elektrode (Werkzeug) und das dazwischen gesendete Material werden mit einer elektrischen Stromfrequenz gekreuzt, die so hoch ist, dass sie Wärme erzeugt, um das unerwünschte Teil zu sublimieren und zu entfernen Aufgrund der Härte von Edelstahl und seiner schwierigen Schneideigenschaften ohne Abnutzung der Schneidwerkzeuge ist die elektrische Entladungsbearbeitung effizient zum Schneiden oder Basteln eines solchen Materials. Am wichtigsten ist, dass die EDM-Edelstahlanwendung hochgenau ist und die Erstellung komplexer Formen ermöglicht, ohne die starke thermische Beständigkeit des Materials zu verfälschen.
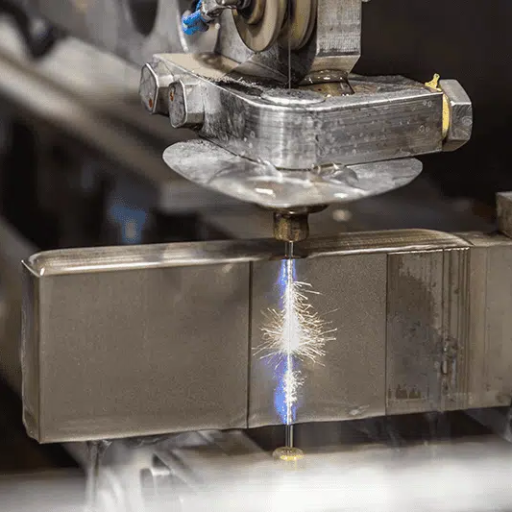
Die elektrische Entladungsmaschine (EDM) erklärt sich durch die Verwendung von kontrollierten elektrischen Entladungen, oder Funken, um ein Material zu entfernen Dieses Werkzeug, gefaltetes Werkstück wird in der dielektrischen Flüssigkeit eingetaucht gehalten Zwischen dem Teil und dem Werkstück wird ein hochfrequentes elektrisches Feld angelegt, das ein starkes entgegengesetztes elektrisches Feld erzeugt Dieses Feld löst einen Funken aus, sobald die Spannung die dielektrische Durchschlagfestigkeit des Fluids überschreitet Dadurch wird ein wenig Material ausgestoßen, das verdampft und aus dem Werkstück erodiert. Tausende Male pro Sekunde wird der Zyklus eingesetzt, bis das Material präzise geformt ist.
Es ist jetzt ein wichtiger Gesichtspunkt, die Effizienz und Genauigkeit zu verbessern, ist der Einsatz von hochentwickelter Software und Automatisierung, die die Herstellung hochkomplexer Geometrien für viele vielseitige Anwendungen in den Bereichen Luft- und Raumfahrt, Medizin und Automobilherstellung ermöglicht. Verschiedene Arten dielektrischer Flüssigkeiten verhindern Korrosion, indem sie sich auf dem Werkstück ansammeln, um die notwendige Kühlung, Entwässerung von Schmutz und Schadstoffmaterial zu gewährleisten. Die ausgewählten Prozessparameter sind zuverlässig und wiederholbar, um gute Ergebnisse zu gewährleisten und gleichzeitig die Integrität des Grundmaterials zu bewahren.
Der Messingdraht ist einer der beliebten Drähte, die auf die EDM-Bereiche beschränkt sind. Er kann für die meisten allgemeinen Bearbeitungsarbeiten verwendet werden. Er bietet den Vorteil eines guten Kompromisses zwischen Kosten und Leistung.
Sie fallen unter solche Kategorien von Drähten, die nicht mit verschiedenen Materialien beschichtet sind, einschließlich Zink oder Kupfer, um die Schnittgeschwindigkeit zu verbessern. In den meisten Fällen ist dies ungeeignet, aber für eine äußerst komplizierte und sehr präzise Bearbeitung wird davon ausgegangen, dass die Verwendung beschichteter Drähte nennenswert ist.
Kupferdrähte werden allgemein für ihre hohe Leitfähigkeit bekannt und werden normalerweise für sehr feine Details verwendet, insbesondere für die ultrapräzise Bearbeitung oder für alles, was detaillierte Arbeiten erfordert. Sie sorgen für Verschleißsicherheit und sind für anspruchsvollere Schneidbedingungen durchaus relevant.
Mehrschichtige und technisch klassifizierte, diffuse Drähte schneiden schneller mit geringeren Drahtbrüchen und werden in schwierigen Situationen zum Schneiden härterer oder dickerer Materialien verwendet.
Bei der Auswahl des Drahtes hängt es stark von den spezifischen Projektanforderungen ab, wie z. B. der gewünschten Oberfläche, der Komplexität der Geometrie und dem Materialtyp sowie vielen anderen Faktoren.

Die für EDM verwendeten rostfreien Stähle werden im Allgemeinen in einige Klassen eingeteilt, wobei die häufigsten Typen austenitische (z. B. Güteklassen 304 und 316), martensitische (z. B. Güteklassen 410 und 420) und ausscheidungsgehärtete Güteklassen (z. B. Güteklasse 17-4 PH) sind Austenitische Güte bieten eine außergewöhnliche Korrosionsbeständigkeit und sind nichtmagnetisch und daher ideal für Präzisionsarbeiten geeignet Martensitische Güte sorgt für eine höhere Festigkeit und Härte, was zu einer guten Verschleißfestigkeit für ihre Anwendungen führt Die ausschlagfeste Eigenschaften kombinieren diese beiden begehrten Eigenschaften - die Art von Korrosion und.
304 ist sehr robust in Bezug auf Korrosionsbeständigkeit und Duktilität. 304 wird in der EDM-Bearbeitung aufgrund seiner Bearbeitbarkeit und Anwendungsfähigkeiten verwendet.
316, das in seiner Korrosionsklasse, insbesondere aufgrund des Molybdängehalts, überlegen ist, bietet eine Option für die picky Chloridumgebung.
Dieser aushärtbare korrosionsbeständige Edelstahl kann für maximale Korrosionsbeständigkeit und hohe Festigkeit wärmebehandelt werden und eignet sich somit perfekt für härteste Anwendungen.
Es hat eine martensitische Struktur und zeichnet sich durch eine hervorragende Härte sowie eine mäßige Korrosionsbeständigkeit aus, die für verschleißfeste Anwendungen geeignet ist.
Die genannten Materialien eignen sich gut für den EDM-Prozess, da sie behandelt werden können, ohne die charakteristischen Eigenschaften der Materialien zu beeinträchtigen.
Bei der Auswahl einer Edelstahlsorte für eine bestimmte Anwendung werden mehrere wichtige Faktoren berücksichtigt:
Elektrische und thermische Eigenschaften von Materialien sind entscheidend für die Entscheidung über die Leistung von Materialien während der elektrischen Entladungsbearbeitung. Hochleitende Materialien wie Kupfer und Graphit werden als Elektroden aufgrund ihrer Fähigkeit, Energie während der Bearbeitung effektiv zu übertragen, bevorzugt. Graphit wird besonders bevorzugt aufgrund seines hohen Schmelzpunkts und seiner einfachen Bearbeitung, was das Bohren kleiner Details recht mühelos ermöglicht.
Array-Werkzeuge aus Werkzeugstahl oder Hartmetallsorten werden wegen ihrer Verschleißfestigkeit und mechanischen Festigkeit auch häufig für verschiedene Bauteile ausgewählt. Allerdings kann die Werkzeugsorte, beispielsweise Hartmetall, aufgrund ihrer geringeren Bearbeitbarkeit im Vergleich zu weicheren Qualitäten längere Bearbeitungszeiten erfordern. Der Ausgleich der Materialleistung mit der tatsächlichen EDM-Effizienz ist von entscheidender Bedeutung, um die Designgenauigkeit und Kosteneffizienz in verschiedenen Anwendungen sicherzustellen.

Die Verwendung von EDM-Vises und - Klemmen hilft, Dinge für einen elektrischen Entladungsbearbeitungsprozess sicher zu halten Diese festen Vorrichtungen sorgen für minimale Bewegung und im weiteren Sinne für eine Fehlausrichtung des Werkstücks, die erforderlich sind, damit Komponenten in wiederholbarer Präzision austreten können Dies impliziert, kurz gesagt, dass die für die Anwendung gewählten Visiere und Klemmen durch die Größe, Form und das Material des Werkstücks bestimmt werden, zusätzlich zu den besonderen Bearbeitungsanforderungen der Arbeit Für einen festen Halt muss die Implementierung von Klemmeinheiten ein Minimum an Störungen der zu bearbeitenden Oberfläche ermöglichen.
Hochpräzise Laster und Spannsysteme sind ein Muss, wenn Sie moderne Bearbeitungsanforderungen in die Realität umsetzen Speziell entwickelt, um den hohen Temperaturen und intensiven elektrischen Strömen bei der elektrischen Entladungsbearbeitung standzuhalten, ohne das Werkstück zu verzerren, stellen sie sicher, dass die Position, Ausrichtung und Dimensionierung jedes Materials, das der Bediener lädt, dort bleibt, wo es sollte Die Unterdrückung jeglicher Freiheitsgrade ermöglicht strenge Toleranzkontrollen an jedem interaktiven Teil eines Stücks, eine Schlüsselanforderung in Branchen wie Luft- und Raumfahrt, Automobilindustrie und Medizingeräteproduktion. Die Fortschritte in der Vizetechnologie in Form modularer Konstruktionen und Schnellwechselsysteme haben die Effizienz und Flexibilität der Aufbauten erheblich verbessert. Dies führt schließlich dazu, dass die Flexibilität bei der Werkstückausstattung mit minimaler Verzögerung weiterhin eine wichtige Rolle spielt.
Beliebte Visiere werden häufig bei allgemeinen EDM-Bearbeitungsanwendungen verwendet und verfügen über ein einfaches und starkes Design, das sich zum sicheren Greifen einer Vielzahl von Werkstücken während jedes Bearbeitungsprozesses eignet.
Magnetische Visiere werden verwendet, um Eisenmaterialien durch die Kraft des Magneten an Ort und Stelle zu halten Ideal für komplizierte und in verschiedenen Formen gehaltene Werkstücke, da sie durch den Einsatz nichtmechanischer Spannmethoden dazu beitragen, das Risiko einer Verformung auszuschließen.
Diese Visiere ermöglichen es dem Werkstück, sich während des Bearbeitungsvorgangs um eine oder mehrere Achsen zu drehen. Solche Visiere werden in Anwendungen eingesetzt, die eine präzise Winkelumpositionierung erfordern, insbesondere solchen, die durch komplexe Konfigurationen gekennzeichnet sind.
Zu dieser Visierkategorie gehören Visiere, die auf das Halten von nichtmetallischen oder leichten Gegenständen - beispielsweise Kunststoff- oder Verbundteilen - zugeschnitten sind. Zum Halten des Werkstücks muss immer ein Vakuumdrucksystem verwendet werden, das sich besonders gut für dünne und flache Gegenstände eignet.
Schnellwechselvisiere sind für Anwendungen mit hohem Volumen konzipiert, die schnelle Einrichtungsänderungen erfordern. Sie ermöglichen es dem Bediener, Werkstücke sowie vollständige Setups schnell auszutauschen, was zu geringeren Ausfallzeiten und erhöhter Produktivität führt.
Jede Art von EDM-Schraubstöcken hat ihre eigene einzigartige Position, die Präzisions- und Anpassungsfähigkeitszwecken bei verschiedenen Bearbeitungsaufgaben dient.
Bei jedem EDM-Setup hängt die Wahl der richtigen Klemme von den Anforderungen der Aufgabe ab. Folgendes sollten Sie beachten:
Klemmen können nur dann als wirksam angesehen werden, wenn sie mit dem Material und der Form des Werkstücks kompatibel sind Andere Klemmen zur Verwendung mit unregelmäßigen Formen sind magnetische und flexible Klemmsysteme.
Klemmen spielen eine bedeutende Rolle bei der Positionierung, und das Nullstellen ist sehr wichtig Daher sind Vakuumklemmung und orthometrischer Schraubstock die besten Optionen für Präzisionsarbeiten.
Wenn häufige Änderungen am Werkstück zu erwarten sind, greifen Sie zu schnellen und verstellbaren Klemmen, die bequem zu platzieren und einzustellen sind, beispielsweise schnell einstellbare Visiere.
Stellen Sie sicher, dass die gewünschte Klemmvorrichtung mit der Tischabmessung oder Schlitzkonfiguration Ihrer EDM-Maschine kompatibel ist.
Wenn Sie diese Probleme in Frage stellen, können Sie die Bearbeitungseffizienz und -ergebnisse verbessern. Denken Sie immer daran, dass Haltbarkeit und Zuverlässigkeit beim Kauf von Spannmethoden Vorrang haben.

Die Erforschung kryogener EDM-Techniken ist von entscheidender Bedeutung, wenn man Genauigkeit und Effizienz verbessern möchte. Dies kann beispielsweise die Feinabstimmung vieler Faktoren beinhalten, um eine glattere Verarbeitung und einen geringeren Werkzeugverschleiß zu ermöglichen. Adaptive Steuerungssysteme können aufgrund ihrer Anpassungsfähigkeit entsprechend den Trennwänden der tatsächlichen Herstellungsbedingungen nicht genug betont werden. Natürlich ermöglichen mehrachsige EDM-Systeme die Formung komplexer Geometrien und durchbrechen Designgrenzen. Fortschrittliche Klemmtechnologien gewährleisten eine stabile und zuverlässige Verarbeitbarkeit bei komplexen Vorgängen. Diese fortschrittlichen Techniken in Kombination dienen dazu, die Produktivität und Grenzen von EDM zu verbessern.
Bei solchen Anwendungen mit hoher Präzision und feiner Detaillierung bieten die von EDM hergestellten Bohrungen eine hervorragende Wahl und nutzen die berührungslose Methode der Werkstückschneideprozesse des EDM. Tiefe, aber verengte Bohrungen, deren Tiefen recht ungleichmäßig sind, könnten durch Torsionsschneiden durch Draht-EDM wahrlich Monate der Produktionszeit verkürzen, die andere Formen der Methodik für den Bau benötigen könnten. Diese Arten von Werkstücken haben ein gemeinsames Endargument, das von der Luftfahrt, der Automobilindustrie und der medizinischen Fertigung reicht, und die Nachfrage aus allen Bereichen ist einfach reine Präzision sowie das Nichtvergießen von Trimmmaterial. Wie bei den von EDM betriebenen Anwendungen, bei denen es sich um Spezialbohrungen handelt; Die oben genannten Artikel unterliegen hohen Standards hinsichtlich der Materialtöltötung, sogar Abnutzung oder Abnutzung der Drahtabrieb.
Die jüngsten Fortschritte in der EDM-Technologie konzentrierten sich auf Präzisionsverbesserung, Effizienz und Materialkompatibilität. Mit den besten in Klassensteuerungssystemen können durch die Fähigkeit, mit noch größerer Genauigkeit und feineren Details zu bearbeiten, auch bei komplexen Teilen engere Toleranzen erreicht werden. Entwicklungen in Dielektrika zur Verbesserung ihrer Leistung haben nicht nur ihre Fähigkeit zur Kühlung verbessert, sondern auch den Elektrodenverschleiß verringert. Darüber hinaus wurden die Prozesse durch die Einbeziehung von Automatisierung und KI in die Arbeit raffiniert und folglich schneller in der Produktivität und weniger in den Kosten. Diese besonderen Fortschritte zielen darauf ab, EDM zu einem noch vielseitigeren und kompetenteren System im Umgang mit Branchen zu machen, die exakte und feine Bearbeitungslösungen benötigen.
Die Zukunft des EDM-Prozesses von Edelstahl wird einen erheblichen Wandel erfahren, der auf Präzision, Effizienz und Nachhaltigkeit basiert Bessere und schnellere Automatisierung wird eine bessere Synchronisierung der Bearbeitungsparameter, Echtzeitmodifikationen und Fehler werden entfernt, wodurch eine stromlinienförmige Produktion möglich wird Die Implementierung umweltfreundlicher dielektrischer Flüssigkeiten wird ökologische Bedenken lösen, indem sie die hohe Leistung stabil halten. Außerdem sind Fortschritte auf dem Gebiet der Elektrodenmaterialien und des Designs darauf ausgerichtet, den Verschleiß zu reduzieren und die Werkzeuglebensdauer zu verlängern. Auf diese Weise wird die Flugbahn EDM als ursprüngliche Lösung für die Herstellung hochwertiger Edelstahlkomponenten sichern.
Optimierung von Prozessparametern beim EDM-Fräsen von Edelstahl AISI 304 – Diese Studie untersucht die Optimierung von EDM-Fräsprozessen für Edelstahl AISI 304 und konzentriert sich dabei auf Prozessparameter.
Optimierung der Bearbeitungsparameter in der elektrischen Entladungsbearbeitung (EDM) von 304 Edelstahl – Diese Forschung verwendet die Taguchi-Methode zur Optimierung der EDM-Parameter für die Bearbeitung von Edelstahl 304.
Experimentelle Untersuchung der Oberflächenrauheit und Materialentfernungsrate im Draht-EDM von Edelstahl 304 – Dieses Papier untersucht die Auswirkungen des Draht-EDM auf die Oberflächenrauheit und die Materialentfernungsraten für Edelstahl 304.
Optimierung des EDM-Prozessparameters für Edelstahl D3 – Diese Forschung konzentriert sich auf die Optimierung von EDM-Parametern für Edelstahl D3 mithilfe experimenteller Designs.
Draht-EDM (drahtgeschnittenes EDM) ist ein Materialentfernungsverfahren, bei dem ein elektrisch leitfähiges Werkstück mit Hochspannungsstrom (mit Impulsen) bearbeitet wird, der durch eine feine Drahtelektrode fließt, die hier kontinuierlich dem Werkstück zugeführt oder in Längsrichtung bewegt wird. Die Funkenerosion ist der eigentliche Prozess der Arbeit, bei dem ein kleines Stück des Materials durch die hohe Temperatur entfernt wird, die auf das Schmelzen und Verdampfen des leitfähigeren Materials ausgeübt wird Da die Technologie es ermöglicht, mit harten Materialien, hochkomplexen Geometrien oder sehr kleinen kritischen Höhenkonturen zu arbeiten, verwenden sie weder die Spannungen noch die morphologische Beeinträchtigung. Bei diesem Prozess wird die die die die die die die die die die dielektrische Flüssigkeit übertragende Wasserleitung und das Werkstückpotential tragende Bohrung über den Draht und das Werkstück als konstante elektrische Schmutzpotential eingesprittelpotential eingespritzt.
Die Anforderungen an EDM-Werkzeuge unterscheiden sich in ihren Grundzügen am meisten von denen an Bearbeitungswerkzeuge, die traditionell nicht mit Schneidmechanismen unter der Werkzeughärte oder unter ihnen zurück verbunden sind. Es besteht kein Bedarf für ein “gehärtetes”Werkzeug; wir verwenden ein bestimmtes Elektrodenmaterial (z. B. eine Kupferelektrode oder eine Drahtelektrode, die entweder aus Messing oder Stahl bestehen und beschichtet werden kann) und regulieren gezielt die elektrischen Parameter. Die EDM-Methode ermöglicht es uns, Bearbeitungseigenschaften wie Oberflächenhärte und Eigenspannungen zu steuern, indem wir lediglich die Impulsenergie, -dauer und -spalteinstellungen anpassen; Daher wird bei der Umgang mit gehärteten Edelstahllegierungen wie bestimmten austenitischen und allen marten, einschließlich 440 C-C-Qualitäten, wo das EDM-Problem ist, bevorzugt.
WEDM werden bei der Herstellung von Präzisionsteilen verwendet, da sie tatsächlich eine gute Maßgenauigkeit und Oberflächenbeschaffenheit bieten, unabhängig von anderen Überlegungen während der Optimierung. Einige der wichtigsten Leistungsparameter, die im Prozess berücksichtigt werden müssen, sind die Ein-/Ausschaltzeit des Impulses, die Spitzenstromanwendung, die Drahtspannung, die Drahtlaufgeschwindigkeiten, die Leitfähigkeit der dielektrischen Flüssigkeit (Qualität des entionisierten Wassers) sowie die Funkenstrecke. Diese Parameter beeinflussen die Oberflächenbeschaffenheit, die Materialabtragsrate, die Neigung und die Eigenspannungen. Die richtige Einrichtung und Auswahl der Draht-EDM-Maschinen steht uns für eine bessere Verarbeitung zugute und bietet ein Wiederholpotenzial, insbesondere bei Edelstahl und anderen Legierungen.
Drahtgeschnittenes EDM eignet sich zunehmend perfekt zum Schneiden von hartem Material und gehärtetem Werkzeugstahl, da das Verfahren von der Materialhärte entkoppelt ist. Die Technologie kann unabhängig von Zugfestigkeit und Oberflächenhärte schneiden und ermöglicht so das Schneiden komplizierter Geometrien auch auf gehärtetem Werkzeugstahl, Stavax-ähnlichen Formstählen und anderen zähen Legierungen Zu den Vorteilen zählen geringe mechanische Spannungen auf das Werkstück, ein gratenfreies Schneiden komplexer Geometrien und die Möglichkeit, Schnitte mit hohem Bruchverhältnis und extrem feine Merkmale zu erhalten, die sonst durch herkömmliche Bearbeitung aufgegeben werden müssten.
Beim ED-Fräsbohren (auch bekannt als EDM-Bohren) verwendet eine geformte Elektrode, meist eine Rohr- oder Stabkupferelektrode, im Gegensatz zu herkömmlichen Bohrmethoden Funkenerosion für noch tiefere Löcher in leitenden Materialien. Die größte Divergenz bei beiden Bohrungen besteht darin, dass EDM-Spindeln tatsächlich ein hohes Aspektverhältnis, tiefere Löcher mit guter Genauigkeit und dann perforierte Löcher mit hoher Genauigkeit in rauen oder wärmebehandelten Materialien bearbeiten können, ohne dass Schnittkräfte entstehen Interessanterweise kann diese Methode durch EDM-Fräsen oder Draht-EDM verstärkt werden, um komplexe Innengeometrien zu etablieren; Dies ist nicht nur der Fall, sondern kann auch dort helfen, wo der Zugang eingeschränkt ist oder Schäden durch Hitze und Verformung begrenzt werden sollen.









