


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


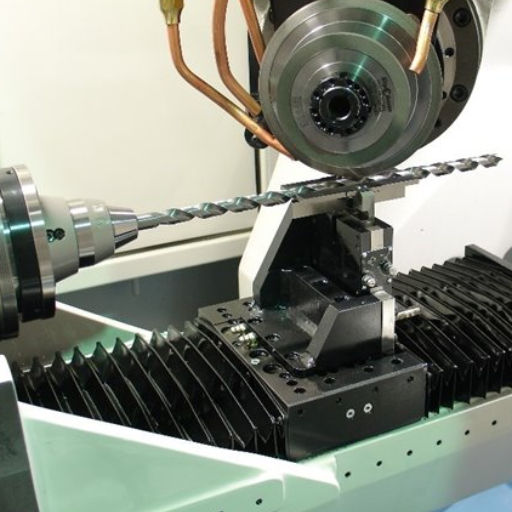
Ein Schlüsselprozess in der Präzisionsbearbeitung, das Tieflochbohren, ermöglicht das Bohren außergewöhnlich tiefer Löcher mit engen Toleranzen und einer Mindestoberfläche. Um Fehler oder ungünstige Ergebnisse zu vermeiden, könnte eine gründliche Kenntnis der relevanten Physik und Praxis zu äußerst zuverlässigen und effizienten Ergebnissen in den heutigen Märkten führen, einschließlich Luft- und Raumfahrt, Automobil und Medizin. Auf diesem Blog machen wir einen Spaziergang von den Haupt- oder Schlüsselprinzipien des Tieflochbohrens, um uns auf die entscheidende Rolle von Seitenverhältnissen zu konzentrieren und gleichzeitig praktische Faustregeln für die Bohrdesignarbeit vorzustellen Sie werden über die Auswirkungen auf die Leistung, die Auswahl von Werkzeugen und Produktivitätssteigerungen lesen und möglicherweise, was am wichtigsten ist, die besten Wege oder Best Practices zur Optimierung des Tiefbohrens. Bleiben Sie mit dem Blog und lassen Sie uns herausfinden, wie tief unten ein Bohrloch sicher.

Beim Tieflochbohren handelt es sich um eine Art Bearbeitung, bei der Löcher entstehen können, die viel tiefer sind als ihr Durchmesser, die oft durch ein Tiefen-Durchmesser-Verhältnis von 10: 1 oder sogar mehr gekennzeichnet sind. Es handelt sich um eine wesentliche Fertigungslinie in verschiedenen Branchen, in denen die Genauigkeit und Präzision der Tieflochfertigung von entscheidender Bedeutung sind - wie in der Luft- und Raumfahrt, im Automobil, in der Medizin und in der Energieerzeugung. Der Schwerpunkt liegt auf der Bereitstellung von Werkzeugen und Techniken, die Stabilität mit der Erfüllung von Aufgaben mit enger Toleranz verbinden, ist eines der charakteristischen Merkmale der Technik, die in diesen hochentwickelten Formverfahren eingesetzt wird.
Die Relevanz des Tieflochbohrens ergibt sich aus den Linien, die es auf glatten und feinen Innenbohrungen nutzt, da sich solche Bohrungen oft in großen Tiefen befinden. Bei Anwendungen wie Motorbaugruppen, medizinischen Geräten sowie Öl- und Gasbaugruppen beispielsweise werden Tiefbohrungen aufgrund der Bedeutung interner Konfigurationen für die Leistung und Sicherheit in diesen Anwendungen hoch geschätzt. Das Tieflochbohren untergräbt direkt die Prinzipien der Innovation und Leistung in Bezug auf die Fertigung.
Darüber hinaus trägt effizientes Tieflochbohren dazu bei, die Materialausbeute erheblich zu steigern. Die richtige Auswahl der Werkzeugkomponenten des Werkzeugs und die Verwaltung der Schnittgeschwindigkeiten ermöglichen einen geringeren Zeitaufwand für Korrekturen und Stillstände. Da die Fertigungsindustrie eine fortschrittliche Bearbeitung für komplexe Anforderungen anstrebt, bleibt das Tieflochbohren die Kerntechnologie, um diese Anforderungen zu erfüllen, sei es mechanisches, chemisches oder Strahlbohren.
Ein entscheidendes Element bei der Herstellung von Leiterplatten (Printed Circuit Board), das Tieflochbohren findet dort statt, wo höchste Präzision mit Effizienz abgefangen werden muss. Die Technik wird am weitesten verbreitet angewendet, um Durchgangsdurchkontaktierungen oder im Wesentlichen solche Löcher in der Leiterplatte zu erzeugen, die Schicht-zu-Schicht-Verbindungen ermöglichen würden. Überlöcher spielen eine sehr entscheidende Rolle, da sie sicherstellen, dass die Mehrschichtplatten ordnungsgemäß funktionieren, indem sie die elektrische Verbindung gleichzeitig entlang aller Schichten ermöglichen. Der Aspekt der Genauigkeit ist für das Tieflochbohren sehr wichtig, um sicherzustellen, dass diese Verbindungen tatsächlich zuverlässig sind, auch wenn die Leiterplattenkonstruktionen viel kleiner werden und viel komplexer werden.
Ein weiterer wichtiger Bereich ist die Verwendung von hochfrequentem Plattenmaterial. Es wird von entscheidender Bedeutung für die Schaffung ultrareiner Lochdurchmesser zur Reduzierung elektromagnetischer Störungen und zur Steigerung der Anwesenheit des Signals. Dies ist sehr wichtig in Branchen wie Telekommunikation und Luft- und Raumfahrt, in denen selbst der kleinste Defekt das Verhalten des Geräts beeinträchtigen kann. Die Fähigkeit, tiefe, konsistente Löcher zu erzeugen, ist eines der seltenen Werkzeuge, die für technische Fortschritte in diesen strengen Bereichen erforderlich sind.
Abgesehen davon ist das Bohren von tiefen Löchern ein technologischer Fortschritt in der Fertigung, bei dem eine deutliche Reduzierung der Materialverschwendung zu beobachten ist, eine höhere Geschwindigkeit erreicht wird und somit die Produktivität gesteigert wird. Das Bohren macht Gruben ossibel und tötet zwei Fliegen mit einer Klappe: Die Komplexität des Netzmusters bleibt erhalten und wird durch die Strukturen des Materials gewährleistet, das es nicht beeinträchtigt. Heutzutage ist diese Methodik bei der Herstellung von PCBs von wesentlicher Bedeutung, vor allem aufgrund des Mangels an meidenden, steiferen Anforderungen, die durch die Technologie unterstützt werden.
Tiefbohrungen sind ein langsamer Prozess aufgrund der Bearbeitung eines Lochs mit einer deutlich höheren Tiefe als dem Durchmesser, wo Elemente wie ein Seitenverhältnis von 10:1 in der Norm stehen Aspect Ratio ist bei Bohrprozessen entscheidend, da die Durchführbarkeit und Effizienz des von ihm betriebenen Betriebs direkt darauf ruht Die Prozessplanung wird erschwert, je höher das Seitenverhältnis, desto komplizierter wird die Betrachtung Das erhöhte Seitenverhältnis muss im Hinblick auf einen hohen Wandaufbau oder Werkzeugausschlag, die Abfallablagerung und die Wärmeerzeugung betrachtet werden, die alle schädlich für das Loch und sein Material sind.
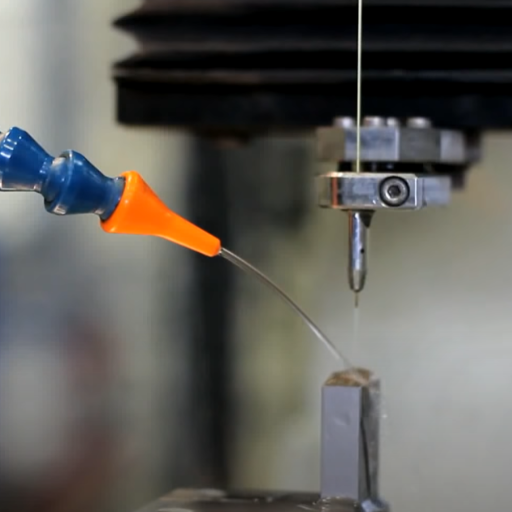
Das Bohren von Höhe zu Durchmesser muss recht sorgfältig durchgeführt werden, wenn es gelingen soll. Unter Berücksichtigung der folgenden Überlegungen muss die richtige Ausrüstung verwendet werden, um Schäden oder Ungenauigkeiten entgegenzuwirken, die mit der Konstruktion mit hohem Streckungsverhältnis einhergehen. Fehler, die für den Umgang mit hohen Streckungsverhältnissen entwickelt wurden, sind notwendig, um die Genauigkeit der Komponenten aufrechtzuerhalten und ein Zerbrechen der Werkzeuge zu verhindern. Das Schmier- und Kühlgerät umfasst die Anwendung zur Glättung der Materialentfernung, zur Verringerung der Wärmeentwicklung und zur Kühlung der Schneidkanten. Es ist hervorzuheben, dass zweitens stabile Vorschubraten und konstante Geschwindigkeiten vorgeschrieben sind, damit das Material und die Werkstücke die geringsten Spannungen aufnehmen und eine extreme Präzision im fertigen Teil einigermaßen gewährleisten.
Zur Herstellung von Qualitäts-Tieflochbohrungen ist ein weiterer wichtiger Parameter, der erreicht werden muss, die Auswahl des geeigneten Materials Materialeigenschaften wie Härte und Zugfestigkeit beeinflussen auch Werkzeugverschleiß und Prozessparameter Die Bohrgeschwindigkeit kann mit einem weicheren Material erhöht werden und es wird weniger Material aufnehmen, da es beim Bohren nie spritzt; im Gegensatz dazu erfordert das Durchbohren eines härteren Materials robustere Werkzeuge und eine langsamere Bohrgeschwindigkeit. Ein Hersteller muss daher den Prozess vor dem Einsteigen überprüfen. Durch die Festlegung des Designs und die Umsetzung der Richtlinien für das Tieflochbohren erreichen Sie die richtigen Abmessungen und eine zuverlässige Produktion.

Das Seitenverhältnis für das Bohren tiefer Löcher ist das Verhältnis von Tiefe zu Durchmesser eines Lochs, ausgedrückt als solches (z. B. bedeutet 10:1, dass das gebohrte Loch zehnmal tiefer ist als sein Durchmesser).Es ist ein kritischer Parameter, der die für effektives Bohren erforderlichen Probleme und Systeme regelt Höhere Seitenverhältnisse erfordern eine höhere Präzision bei Werkzeugbau und Bearbeitung, um Genauigkeit zu gewährleisten und Fehler zu vermeiden.
Eine Erhöhung des Seitenverhältnisses geht mit Stabilitätsproblemen und wahrscheinlich Schmutz einher. Bohrungen können als tiefes Loch bezeichnet werden, aber tiefe Löcher erfordern eine Ausrüstung, die die Entfernung von Flüssigkeitsplittern und minimale Vibrationen für zufriedenstellende Ergebnisse gewährleistet. Außerdem muss das vorgeschlagene Kühlmittel weiterlaufen, um die Hitze während des Bohrens niedrig zu halten. Das Werkzeug bleibt erhalten und das Material wird sicher gebohrt.
Die frühzeitige Festlegung der gewünschten Verhältnisanforderung ist für ein effektives Tieflochbohren von grundlegender Bedeutung, bei der Bestimmung dieses Aspekts müssen verschiedene Faktoren wie Materialzusammensetzung, tatsächlich gewünschte Lochabmessungen und die vorgesehene Bearbeitungstechnologie zum Tragen kommen Durch die Einhaltung der oben kurz und bündig angeordneten Regeln können die sichere Merkmalsproduktion, minimale Maschinenstillstandszeiten und das geringste Risiko von Geräteschäden gewährleistet werden Der Balanceakt zwischen diesen verschiedenen Faktoren hängt von der Bewältigung der Komplexität des Tieflochbohrens ab.
Die Qualität von tiefen Löchern wird stark durch Seitenverhältnisse beeinflusst Höhere Seitenverhältnisse stellen zwangsläufig Herausforderungen an die Präzision und Konsistenz des Prozesses dar. Seitenverhältnisse werden als das Verhältnis zwischen der Tiefe des Lochs und seinem Durchmesser definiert. Dies hat direkte Auswirkungen auf die Lochgeradheit, die Oberflächenbeschaffenheit und die Werkzeugstabilität. Wenn das Seitenverhältnis seinen Höhepunkt erreicht, werden die oben genannten Eigenschaften entsprechend schwierig zu realisieren, da diese Verhältnisse die Schneidwerkzeuge belasten und die nahezu Unmöglichkeit, die Späne freizugeben, eintritt.
Das Bohren ist in Bezug auf niedrige Seitenverhältnisse relativ einfach; Werkzeuge behalten ihre Steifigkeit bei und bleiben während des gesamten Prozesses richtig ausgerichtet. Mit zunehmendem Seitenverhältnis behindert die Werkzeugablenkung jedoch die erforderliche schnellere Bohrbahn, wodurch die Lochgeradheit verloren geht. Seitenverhältnisse mit hohem Iumgehalt erfordern möglicherweise immer noch effizientere Kühl- und Schmiersysteme, um Wärmeenergie abzuleiten und den Fräser zu schützen, was sich sonst negativ auf die Oberflächenbeschaffenheit auswirken würde.
Daher erfordert die Verwaltung von Seitenverhältnissen eine sorgfältige Auswahl der Bearbeitungsparameter und Werkzeuge. Der Bediener muss das Gleichgewicht zwischen Vorschubraten, Schnittgeschwindigkeiten und dem richtigen Schmiergrad bestimmen, der dazu beiträgt, die Schwere höherer Seitenverhältnisse auf die Lochqualität zu reduzieren. Fortschrittliche Technologien wie Stufenbohren oder Spezialwerkzeuge helfen dabei, den Prozess für größere Seitenverhältnisse zu optimieren und eine überraschend saubere und genaue Leistung zu schätzen, wenn auch bei einigen geringeren Risiken für Werkzeugfehler oder Werkstückschäden.
Bohrungen mit hohem Streckungsverhältnis bieten verschiedene Branchen, die Präzision und Effizienz fordern, mehrere Vorteile in der realen Welt. Die Fähigkeit, mit engen Toleranzen in tiefen Löchern zu bohren, bietet funktionale Weiterentwicklung der Komponente, die besser für Anwendungen in der Luft- und Raumfahrt, in medizinischen Geräten und in der Automobilfertigung geeignet ist. Diese Methode minimiert den Bedarf an zusätzlicher Bearbeitung oder Montage und senkt dadurch die Produktionskosten. Darüber hinaus unterstützen modernste Verbesserungen bei Werkzeugen und Techniken die Zuverlässigkeit und Effizienz von Bohrgeräten mit hohem Streckungsverhältnis, die auf Zeit und Materialverschwendung reduziert werden, auf Kosten hoher Kapitalinvestitionen.
Das hohe Seitenverhältnis geht mit erheblichen Herausforderungen einher, die während des Prozesses mit Bedacht bewältigt werden müssen Eine der primären Herausforderungen besteht darin, die Wärme während des Bohrens zu verwalten, da tiefe Löcher schneller heißer werden Dies wiederum kann die Lebensdauer mit Abriebfestigkeit für das Werkzeug verringern und die Qualität der bearbeiteten Oberfläche ruinieren, wenn nicht richtig angegangen wird Schlechte Spanabfuhr steht einem Werkzeugbruch oder einer Beschädigung des Werkstücks im Weg Es ist auch schwierig, die Genauigkeit aufrechtzuerhalten, da es problematischer wird, wenn das Loch bei Durchbiegung oder Vibration des Werkzeugs länger ist.
Um diese Herausforderungen zu bewältigen, müssen die Bediener die besten Praktiken und Werkzeuge verwenden. Werkzeuge wie Hochleistungsbohrer mit verbesserten Beschichtungen funktionieren gut in den größeren Tiefen, da die größere Spannung in einigen Tiefen minderwertige Beschichtungen schwächt, während das Kühlmittelsystem neben der Gewährleistung der Wärmeableitung auch die Spanabfuhr fördert. Auch Stufenbohren und Hackbohren können die Lösung sein, um die Belastung der Werkzeuge zu verringern, um die Präzision schrittweise weiter zu verbessern. Eine angemessene Planung und Prozessüberwachung sind die Hauptfaktoren für die perfekte Balance zwischen Geschwindigkeit, Präzision und Werkzeugleistung und treiben so den Prozess voran, um sicherzustellen, dass Bohrungen mit hohem Seitenverhältnis machbar werden, obwohl es sich weiterhin um eine spezielle Bearbeitungstechnologie handelt.
Es ist sicherlich ein Muss, dass der richtige Bohrer gewählt werden muss, um die Bohreffizienz, die genaue Position und die Langlebigkeit beim Bohren tiefer Löcher sicherzustellen. Dies kann vom Material abhängen, durch das gebohrt werden soll, den Abmessungen des Lochs und der erforderlichen Qualität. Bohrer, die für die Handhabung von Härte oder Sprödigkeit ausgelegt sind, wie Metalle, Verbundwerkstoffe und Kunststoffe, verdienen alle eine andere Art geeigneter Bohrer. Hochgeschwindigkeitsstahl (HSS), Karbidspäne und Vollkarbidbohrer sind die häufigsten verfügbaren Kategorien für Anforderungen an die Handhabung von Zähigkeit und Haltbarkeit.
Denken Sie außerdem an die Geometrie des Bohrers. Indem Sie den richtigen Punktwinkel des Bohrers und eine geeignete Rillenkonstruktion erhalten, wird ein Großteil der Wärme verringert und die Spanentfernung wird gut funktionieren, ein entscheidender Treiber beim Tieflochbohren. Spiralrillen beispielsweise sind besonders gut bei der Entfernung von Spänen und der Aufrechterhaltung der Stabilität, was wiederum Werkzeugverschleiß und -bruch verhindert. Bei tiefen Löchern werden spezielle Bohrer für das Tieflochbohren, wie z. B. Schießbohrer, aufgrund ihrer besseren Kühlfähigkeiten und Spanentfernungseffizienz häufig empfohlen. Es sollte bei der Auswahl des Bohrers geschmiert und gekühlt werden. Einige Bohrmeißel sind so konzipiert, dass sie effektiver mit externen oder internen Kühlmittelzuführsystemen arbeiten. Durch die Bohrerleistung wird eine bessere Bohrer erreicht.
Die Einstellung eines geschickten Regimes von Vorschub - und Spindelgeschwindigkeiten ist für Präzision und Kraft beim Tieflochbohren unerlässlich, Die Vorschubgeschwindigkeit bezeichnet die Geschwindigkeit, mit der der Bohrer in das Material kommt, während die Spindelgeschwindigkeit das Drehtempo des Bohrers ist, wenn beide richtig eingestellt sind, verringert sie die Kriterien für ein besseres Schneiden ohne zusätzlichen Verschleiß der Werkzeuge, hält Löcher in der bestmöglichen Form und erspart dem Stück jegliche Beschädigung.
Die Ermittlung der besten Vorschubgeschwindigkeiten und Spindelgeschwindigkeiten sollte auf einer Reihe von Faktoren basieren, wie z. B. welche Art von Bohrmaterialien sie handhaben, wie ihre Bohrer geschnitten wurden und welches Kühlmittelsystem sie anwendeten. Ein weicheres Material wie Aluminium erfordert deutlich höhere Geschwindigkeiten und deutlich geringere Vorschüsse; Im Gegensatz dazu erfordern härtere Materialien wie Edelstahl langsamere Geschwindigkeiten und noch weniger Vorschub. Es sollte klargestellt werden, dass die Feinabstimmung der Produktionsleistung und der Werkzeuglebensdauer gleichzeitig der Hauptgrund für die Durchführung einer Reihe von Tests ist, die durch spezifische Bearbeitungsbedingungen definiert sind.
Darüber hinaus trägt die Verwendung datengesteuerter Hilfsmittel wie von Werkzeugherstellern bereitgestellter Schnittdiagramme dazu bei, die richtigen Parametereinstellungen für das Bohren sicherzustellen. Die Überwachung der Leistung des Werkzeugs während des Bohrvorgangs ermöglicht tatsächlich eine weitere Verfeinerung dieser Einstellungen, was zu großen Verbesserungen der Produktqualität und -produktivität führt. Mit den Vorteilen einer guten Zufuhr und Geschwindigkeit könnten Bediener daher die Produktivität maximieren, Defekte reduzieren und die Lebensdauer von Werkzeug und Ausrüstung verbessern.
Zu den kontrollierbaren Einflussfaktoren mit erheblichem Einfluss auf die Werkzeuglebensdauer und die Produktqualität in der Endphase gehört die Bearbeitbarkeit des Kühlmittelprozesses, der sich direkt von selbst ernährt. Für das Bearbeitbarkeitsspiel bedeutet es, dass Kühlmittel auch schmieren, Reibung minimieren, Erwärmung reduzieren und als Kühler fungieren, nicht nur das Bohren eines Lochs durch den Schneidbereich. Die effektive Verwaltung von Kühlmitteln erfordert ständige Konzentration und Aufmerksamkeit für Überwachung, Sauberkeit und Durchflussregelung. Aber die Pflege dieser Bedingungen ist wichtig, um eine einheitliche Bearbeitbarkeit ohne Probleme sicherzustellen.
Eine notwendige Voraussetzung für jede richtige Kühlmittelpraxis ist die Aufrechterhaltung einer angemessenen Konzentration Sirup, was auch immer verhindert Schnitt des Systems Verlassen Sie sich auf Methoden unterstützen die Steuerung solcher Systeme durch Refraktometer oder andere geeignete Mittel aus der Instrumentalität gezogen, um Genauigkeit zu überprüfen Eine ungenaue Konzentration erzeugt solche Härte durch Werkzeugverschleiß und schlechte Endqualität, mit dem enormen zusätzlichen Nachteil der Korrosion an Maschinenelementen, die an einem oder anderen Punkt früher oder später eintreffen Regelmäßige Tests machen Kühlmittelmanagement effizienter.
Die Reinigung und Filterung des Kühlmittelsystems ist ein weiterer wichtiger Schritt im Kühlmittelmanagement. Dieses Ausgießen von Verunreinigungen wie Spänen, Mikroorganismen und losem Material verringert das Risiko von Verstopfungen und erhöht die Kühlwirkung. Filter und Skimmer müssen regelmäßig überprüft und gereinigt werden, um eine maximale Filtrationseffizienz zu gewährleisten. Dieses betrieblich orientierte Prinzip führt zu einer höheren Produktivität, einer längeren Maschinenlebensdauer und einem sichereren Arbeitsplatz.

Eines der am häufigsten auftretenden Probleme beim Tieflochbohren ist das Entfernen von Spänen und das Tragen von Werkzeugen. Eine fehlerhafte Spanentfernung kann zu einer Blockierung des Lochs führen, was zu einem Anstieg der Hitze und möglichen Schäden am Werkstück oder Werkzeug führt. Eine wirksame Spansteuerung beim Tieflochbohren kann häufig durch eine intelligente Kombination von Schneidparametern, Änderungen des Werkzeugdesigns und Geräten wie einem kontinuierlichen Kühlmittelsystem sichergestellt werden.
Der Werkzeugverschleiß ist ein weiteres wichtiges Problem, das ein besonderes Problem für die Lebensdauer und Wirksamkeit des Dibb-Bohrers darstellt. Die Temperaturmittelung durch kontinuierliche Belichtung, Beißreibung und Werkstückwiderstand verlangsamt auch die Schneidkanten, beeinträchtigt die Genauigkeit der Abmessungen und führt möglicherweise zu einer Genehmigung für mehr Wartungsausfallzeiten. Die effektivste radikale Verbesserung bestünde darin, schwer zu entwickelnde Materialien und Beschichtungen in der Produktion ihrer Schneidwerkzeuge zu verwenden und die richtigen Vorschubraten und -geschwindigkeiten einzuhalten, wodurch enorme Kosteneinsparungen bei geringem Bohrverschleiß und Aufwärtsgrad bei ihren Bohrvorgängen erzielt würden.
Die Bewältigung dieser bekannten Probleme erfordert die ausgefallene Zusammenarbeit von verbundener Technologie und Prozesskontrolle. Eine regelmäßige Überwachung der Spanabfuhr, die mit rechtzeitiger Werkzeuginspektion und -austausch aufrechterhalten wird, erhöht die Prozesssicherheit und -präzision. Die gleichzeitige Durchführung dieser Praktiken definiert die Stabilität der Lochbearbeitungsqualität und reduziert Zyklusstörungen gegenüber der Beschleunigung der Produktivität in den sehr schwierigen Arbeitskreisen, bei denen es um Tieflochbohrungen geht.
Im Allgemeinen werden Bearbeitungsprozesse durch Probleme wie Werkzeugbruch und Spindelprobleme herausgefordert, die leicht gemildert werden können, sofern geeignete vorbeugende Maßnahmen ergriffen werden Unzureichende Kraftanwendung, zu viel oder zu geringe Vorschubgeschwindigkeit und Werkzeugverschleiß sind Ursachen für Werkzeugbruch Zur Bewältigung von Werkzeugbrüchen sind Bediener verpflichtet, den Zustand der Schneidwerkzeuge in regelmäßigen Abständen auf Anzeichen von Verschleiß oder Beschädigung zu überprüfen, und bevor sie vollständig versagen, sollten erstere diese ersetzen. Ein weiterer Aspekt zur Verhinderung von Werkzeugbruch ist die regelmäßige Inspektion, um herauszufinden, ob die Schneidgeschwindigkeiten und Vorschubgeschwindigkeiten eingehalten wurden. Im Allgemeinen wird dies dazu beitragen, die Belastung der Werkzeuge zu verringern. Richtige Wartungspraktiken, einschließlich Schmierung und Kühlung, können bei der Reduzierung der Belastung der Betriebswerkzeuge von großer Bedeutung sein.
Spindelbedingte Probleme wie Überhitzung, Fehlausrichtung oder Vibrationen verursachen unerwünschte Vulberation, was zu schlechten Bearbeitungsfähigkeiten und Werkzeugleistung führt. Eine ordnungsgemäße Wartung, einschließlich Reinigung, Schmierung und Ausrichtungsprüfung, minimiert das Auftreten dieser Probleme. Die Überwachung der Arbeitsbedingungen der Spindel trägt dazu bei, ihre Arbeitsfähigkeit aufrechtzuerhalten, indem Lager bei Bedarf ausgetauscht werden. Die Vibrationsanalyse früherer Spindelverschleiß- oder Fehlausrichtungen liefert Impulse, um potenzielle Probleme beim Verlauf zu korrigieren.
Als Schlüsselinitiative muss die Einführung routinemäßiger Wartungsarbeiten und Überwachungsaktivitäten befolgt werden, um Katastrophen durch Werkzeugausfälle und Probleme mit Spindelfunktionen zu verhindern. Die Integration beschleunigter Überwachungssysteme in die Automatisierung wird es ermöglichen, Echtzeitdaten über den Zustand der Maschine zu empfangen und schneller auf drohende Ausfälle zu reagieren. Herstellungsmöglichkeiten zur Internalisierung dieser Praxis würden dazu führen, dass weniger Zeit verschwendet wird und die Qualität auf dem richtigen Weg bleibt, um die erforderliche Korrektheit der Bearbeitung zu gewährleisten.
Die richtige Handhabung solcher Schwierigkeiten im Coulshipping-Prozess beginnt mit der Präzision des Designs und der Art der verwendeten Werkzeuge. Verzerrte Wandelemente können zu Fehlausrichtungen, Verformungen und anschließenden Fehlern führen. Es ist erforderlich, dass die Wandstärke während des gesamten Entwurfs gleich bleibt; Redundante geringfügige Änderungen der Wandstärke erfordern auch das Einwirken einiger anderer physikalischer Kräfte. Die Verwendung von Simulationstools zum Testen während der Entwurfsphase würde es tatsächlich ermöglichen, Probleme zu identifizieren, um die Lösung vor Beginn der Herstellung zu verfeinern.
Unterschnitte, obwohl oft notwendig für die Funktionalität, kann unordentlich zu bearbeiten sein Spezialisierte und kundenspezifische Geometrien Werkzeuge können treffend verwendet werden, um die Hinterschnitte zu umgehen Man kann auch eine gute Produktivität in Bezug auf diese Hinterschnitte bieten, indem man das Teiledesign so bewertet, dass Hinterschnitte minimiert werden Dies ist ein bedeutender Fortschritt in Bezug auf die Verarbeitungsenteralogie, wodurch die Zeit in der Produktion sowie genaue Werkzeuganflugpfade sind zwingend erforderlich, um Konsistenz zu erhalten und eine hohe Bearbeitungspräzision sicherzustellen.
Die Sicherstellung von Werkzeugen mit einer so geringeren Anzahl von Hinterschneidungen könnte mit einigen Best Practices erreicht werden, einschließlich regelmäßiger Inspektion und Begradigung von Werkzeugen. Außerdem kann die Kombination von CAD und CAM mit genau berechneten Schnittpfaden und der Vorhersage nicht verfügbarer Werkzeugpfade die Verbesserung im Zusammenhang mit einem gewissen Grad an Genauigkeit verbessern. In der Planungsphase ist große Vorsicht geboten, oder bei Problemen wie Hinterschneidungen und Wandstärke muss eine kritisch korrekte Bearbeitung gewährleistet sein.

Werkzeug - und Materialinnovationen haben den Bohrbetrieb für Tieflöcher so exakt gemacht, dass er einen erheblichen Kostenaufwand reduziert hat Moderne Werkzeugkonstruktionen mit optimierter Schneidgeometrie und Beschichtungen erhöhten die Schneideffizienz sowie die Werkzeuglebensdauer Durch Minimierung des Werkzeugverschleißes, um eine längere Zeit zwischen Werkzeugaustausch und allgemeiner Zuverlässigkeit im Bohrvorgang zu verbessern Die Einführung von Kühl- und Schmierstoffsystemen beim Einbau in Werkzeuge hat dazu beigetragen, die Hitze zu reduzieren und saubere Schnitte zu fördern, selbst bei härteren Materialien.
Moderne Fortschritte haben die Fähigkeiten in Bezug auf das Bohren von tiefen Löchern verfeinert Hochleistungslegierungen und Verbundwerkstoffe, die in der Werkzeugherstellung verwendet werden, weisen eine außergewöhnliche Festigkeit und Beständigkeit gegen Verformung bei höheren Belastungen auf Diese Materialien halten somit allen extremen Bedingungen beim Bohren von tiefen Löchern stand, halten die strukturelle Integrität an Ort und Stelle und reduzieren gleichzeitig Ausfallzeiten aufgrund von Werkzeugversagen. Auch hier hat die Entwicklung hin zu modernsten Werkzeugen, die sich an jede veränderbare Fräsumgebung anpassen, die Fertigstellung komplizierter Bohrprozesse präzisiert.
Solche Innovationen steigern die Produktivität und verbessern die Anwendungen des Tieflochbohrens. Robuste Werkzeuge und Materialien ermöglichen die Präzisionsfertigung von Komponenten in verschiedenen Sektoren wie Luft- und Raumfahrt, Automobil oder Energie. Moderne Analysewerkzeuge und eine intelligentere Prozessplanung ermöglichen es den Werkzeug- und Materialentwicklungen, Impulse für die Erfüllung der Genauigkeits-, Geschwindigkeits- und Kostengruppen der Anforderungen an tiefe Löcher zu geben.
Die Überwachungssysteme für die Konstruktion von Tiefbohrarbeiten sind entscheidend für die Gewährleistung von Präzision und Effizienz. Mithilfe von Sensoren, die mit Echtzeitdaten aus Temperatur, Vibration, Druck und Werkzeugverschleiß gekoppelt sind, sind die Überwachungsergebnisse anpassbar. Durch die strenge Überwachung solcher Variablen kann der Überwachungsprozess leicht eine erhöhte Abweichung vom optimalen Zustand erkennen und mit sofortiger Wirkung auf eine gleichbleibende Qualität und Präzision reagieren.
Die Integration von Überwachungssystemen ermöglicht eine Ressourceneffizienz bei der Begrenzung von Ausfallzeiten durch die Identifizierung möglicher Maschinen- oder Werkzeugverschleiß. Sofortwarnungen solcher Systeme begrenzen das Risiko eines vorzeitigen Maschinenausfalls, Zeitverlusts und weiterer Anhäufung von Reparaturen und unnötigen Produktionsausfällen. Darüber hinaus kann der Hersteller bei der Überwachung der Datenerfassung Prozesse verfeinern, die Leistung verbessern und ein unglaubliches Gesamtergebnis liefern, indem er ausführliche Daten und Fakten der Überwachungssysteme erhält.
Vom Nachhaltigkeitssichtpunkt aus ist es fantastisch Überwachungssysteme sind wichtig geworden, da sie den Kapazitätseinsatz verschiedener Ressourcen verbessern und dadurch die Verschwendung durch das Weglaufen verringern. Dazu gehören Inspektionen, die frühzeitig Hinweise auf Ineffizienz geben und die Speicherung von Inputs und Energieversorgung stärken, damit die Produktionskosten endlich sinken Präzisionsgesteuerte Technologie ist ein Muss für einen industriellen Aufbau, der zu schnelleren Durchlaufzeiten, höherer Genauigkeit und kostengünstigen Abläufen führt.
Die Technologie von CNC hat den Tiefbohrvorgängen Präzision, Effizienz und Einheitlichkeit verliehen Durch einen automatisierten Steuerungsmodus auf den Bohrprozess verringern CNC-Maschinen die Wahrscheinlichkeit menschlicher Fehler und stellen gleichzeitig sicher, dass präzise Toleranzen konsistent erreicht werden Dieser Punkt ist besonders empfindlich beim Tieflochbohren, da Präzision direkt mit der Aufrechterhaltung der strukturellen Integrität der in der Luft- und Raumfahrt-, Automobil- und Energieerzeugungsindustrie verwendeten Teile zusammenhängt.
Einer der Hauptfaktoren, die zu einer tiefen Wertschätzung der CNC-Technologie beitragen, ist das Potenzial, das sie bei der Reduzierung der Komplexität von Bearbeitungsvorgängen hat. Die CNC-Maschinen können hochkomplexe Bohrmuster ausführen und Schneidparameter mit einem hohen Maß an Präzision verwalten, um sicherzustellen, dass der Werkzeugverschleiß verringert wird und die Qualität der gebohrten Maschinenarbeit optimal erhalten bleibt. Wir entwerfen CNC-Steuerungen, die sicherstellen, dass Zufuhr, Geschwindigkeit und Kühlmittelabgabe optimiert werden, um die Produktion zu fördern und Materialverschwendung zu reduzieren.
Die CNC-Technologie bietet außerdem eine bessere Sicherheit und spart Geld. Sie unterdrückt die Ermüdung des Bedieners und Umweltgefahren, was dazu führt, dass der Betrieb von tiefen Löchern automatisiert wird und gleichzeitig die Betriebskosten aufgrund der verbesserten Effizienz gesenkt werden. Durch die Förderung einer schnellen Bearbeitungszeit und einer gleichmäßigen Leistung bereitet die CNC-Technologie verschiedene Branchen darauf vor, erhöhte Produktivitätsanforderungen zu erfüllen, ohne die Qualität zu beeinträchtigen. CNC hat die Grenze für das Bohren tiefer Löcher vollständig angehoben, um die Höhe der Lieferung zuverlässigerer und wirtschaftlicherer Herstellungsprozesse zu erreichen.
A: Bohrloch: Seitenverhältnisse und Designrichtlinien führen die besten Praktiken, Designregeln und Verarbeitungsüberlegungen beim Bohren von Löchern mit hohem Streckungsverhältnis ein. Das Seitenverhältnis ist das Verhältnis von Tiefe zu Durchmesser in Bezug auf das Loch. Das Schulungsprogramm könnte Bohrhardware, Bohrparameter, Bohrtechnologien wie CNC-Bohren, Laserbohren und spezielle Bohrmaschinen umfassen und Designoptionen diskutieren, die sich auf Herstellbarkeit, Kosten und Genauigkeit beim Bohren tief in Materialien auswirken könnten.
A: Löcher mit hohem Seitenverhältnis stellen mehrere bemerkenswerte Herausforderungen dar, insbesondere im Zusammenhang mit dem Bohren tieferer und schmaler Löcher: Je größer die Tiefe in das Material, desto höher die Schneidkräfte; Bei mehr Wärmeentwicklung und schlechter Spänevakuierung gehen Schnittkräfte verloren, was zu katastrophalen Durchbiegungen, schlechterer Oberflächenbeschaffenheit und Problemen mit schlechter Signalintegrität bei Leiterplattenbohranwendungen führt. Speziell maßgeschneiderte Bohrgeräte verbinden sich mit diesen Problemen, um sie zu verhindern. Präzise CNC-Maschinen mit optimalen Schneidparametern müssen direkt auf die Lochdurchbiegungsprobleme geworfen werden, wobei die erforderliche Präzision an der bloßen Kante eingehalten wird, und die Probleme am Boden des Lochs gezielt angegangen werden.
A: Die Seitenverhältnisgrenze hängt vom Material, der Lochgröße und den verfügbaren Fertigungsmethoden ab. Für die regelmäßige Bearbeitung und das übliche CNC-Bohren sind niedrigere Seitenverhältnisse gut; Um jedoch Löcher mit hohem Seitenverhältnis oder größere Tiefenlöcher zu erzeugen, können spezielle CNC-Maschinen oder Tieflochbohrtechniken erforderlich sein. Es spielt eine wichtige Rolle, den Hersteller in einem frühen Stadium der Konstruktion einzubeziehen, um praktikable Seitenverhältnisgrenzen festzulegen, wobei die Kompromisse zwischen Kosten und Präzision anerkannt werden.
A: Es besteht ein direkter Zusammenhang zwischen Bohrparametern (Geschwindigkeit, Vorschub, Kühlmittel, Hackzyklen und Bohrgeometrie) und Schneidkräften, die bei Bohrarbeiten entwickelt werden Hohe Schneidkräfte können eine Werkzeugauslenkung verursachen und somit die Lochwand beschädigen; die zusätzlich erzeugte Wärme bewirkt, dass sich das Loch verformt, ganz zu schweigen davon, dass die entsprechenden Kompromisse bei den metallurgischen Eigenschaften auftreten können Durch geeignete Parameter und Ausrüstung werden bohrinduzierte Probleme, die durch Exzentrizität verursacht werden, zunichte gemacht; daher erhält man geradere Lochbäume, die eine verbesserte Werkzeuglebensdauer beim Bohren von Löchern mit einem hohen Aspektverhältnis begünstigen.
A: CNC-Bohren ist am besten für die meisten mechanischen Löcher, Löcher mit begrenzten Toleranzen, Oberflächenbeschaffenheit und Gewinde Laserbohren funktioniert am besten für wirklich kleine Durchmesser für Anwendungen, die so wenig mechanischen Kontakt wie möglich erfordern Es könnte jedoch neu gegossene Schichten erzeugen, und Löcher müssen eine Nachbearbeitung und dann eine Nachplattierung haben Bei extrem großen Lochdurchmesser, kombiniert mit tiefen Löchern zusammen, sollten fortschrittliche CNC-Maschinen oder speziell entwickelte Bohrmaschinen vorhanden sein, um sicherzustellen, dass dem Laserbohren keine Grenzen gesetzt werden.
A: Nur bei engerer Toleranz und bewussten Seitenverhältnisparametern ist es möglich, eine größere Anzahl von Löchern zu geben Je tiefer die Löcher, desto länger die Zykluszeit und der Bedarf an speziellen Werkzeugen, häufigeren Werkzeugwechseln, fortschrittlicher Bohrausrüstung und einer strengen Kontrolle der Bohrparameter - all das erhöht die Herstellungskosten Umgekehrt wird mit zunehmendem Seitenverhältnis (älter als der Durchmesser der benetzenden Substratwände) das mögliche Präzisionsniveau größer als normalerweise automatisiert bei allen außer den fortschrittlichsten CNC-Maschinen oder Prozessalternativen, die die Toleranzen erfüllen oder erfüllen könnten.
A: Vor diesem Hintergrund umfassen praktische Designregeln: Minimierung des Seitenverhältnisses nach besten Fähigkeiten des Ingenieurs; Vergrößerung der Lochgröße, wann immer möglich; Verwendung von Hackbohrungen oder internem Kühlmittel während des Schneidprozesses, um die Ansammlung von Spänen und Wärme zu steuern; Festlegung von Toleranzen, die bei gegebener Standort- und Präzisionstoleranzgenauigkeit einzuhalten sind; und Entwerfen der Löcher, um bei Bedarf eine Beschichtung und Signalintegrität zu ermöglichen. Konsultieren Sie im Allgemeinen den Hersteller in den frühen Phasen des Entwurfs, um sicherzustellen, dass die technischen Entscheidungen mit den verfügbaren Optionen, Spezifikationen und Kosten der Bohrmethoden und -ausrüstung übereinstimmen.









