


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


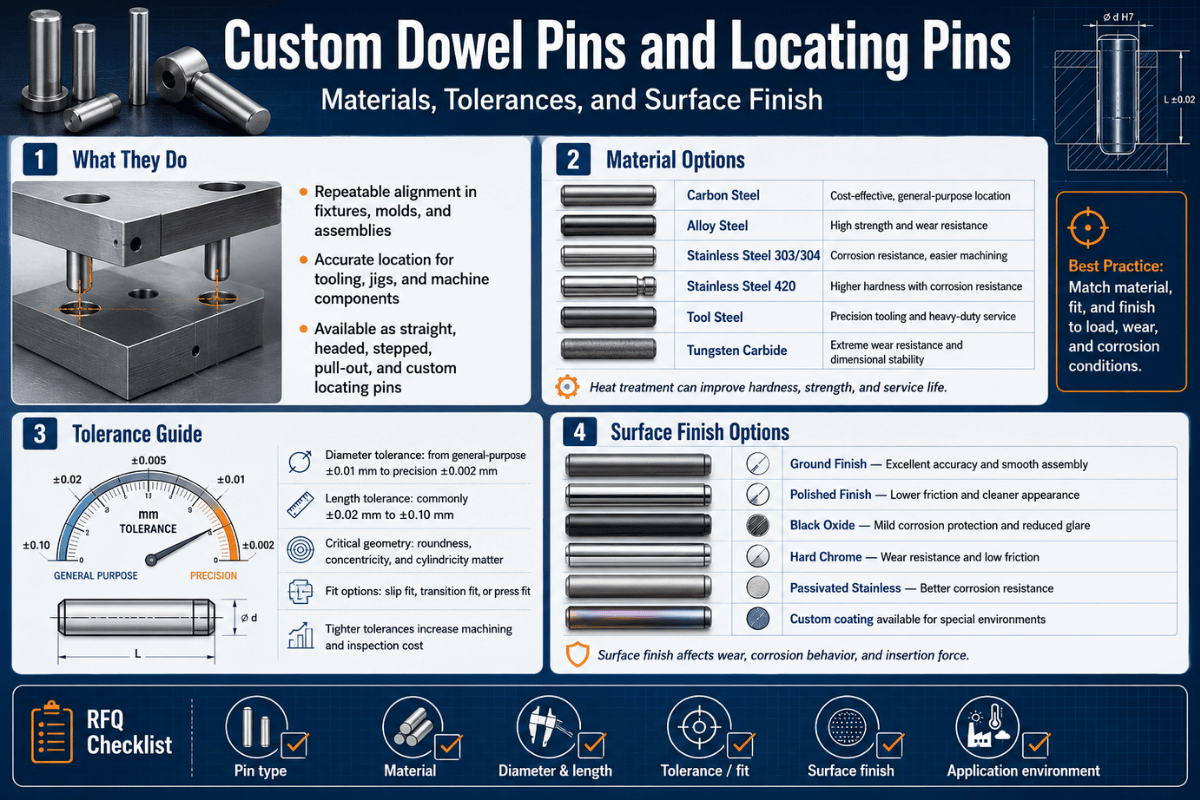
Kundenspezifische Dübelstifte und Positionierungsstifte sehen einfach aus, ein geschliffener Zylinder aus gehärtetem Stahl, tragen aber dennoch die Ausrichtung, Scherbelastung und Wiederholbarkeit einer gesamten Baugruppe. Diese Anleitung ist die technische Referenz für deren Angabe: Wie man das Material auswählt, die Presspassung oder Schlupftoleranz festlegt, die Oberflächenbeschaffenheit aufruft, das Loch entwirft und die Positionierungsregel rund plus Diamant anwendet, dass die meisten Drucke falsch liegen.
Kurz gesagt: Maßgeschneiderte Dübelstifte und Positionierungsstifte sind präzise gemahlene zylindrische Komponenten, die passende Teile in einer wiederholbaren Position halten. Ein Dübelstift trägt Scherlast und legt die Position zwischen zwei Teilen fest; Ein Positionierungsstift positioniert ein Werkstück auf einer Vorrichtung. Beide werden durch vier Spezifikationen, Material, Passformklasse (Pressen oder Rutschen), Maßtoleranz und Oberflächenbeschaffenheit sowie das Loch, in das sie eingreifen, definiert.
| Durchmesserbereich | 1/16 „6 „Hoch 1“Standard; 1 20 mm metrisch; auf Anfrage darüber hinaus individuell |
| Standardtoleranz | Zoll +0,0002 Übergröße (drücken); metrisch m6/h7 (ASME B18.8.2 / ISO 8734) |
| Materialien | Legierter Stahl, Edelstahl 303/304/316/416 und 17-4 PH, Werkzeugstahl A2/O1, Messing |
| Härte | Bis zu 60+ HRC (durch - oder fallgehärtet); Kern 47 –58 HRC für standardmäßig gehärtete Stifte |
| Oberflächenbeschaffenheit | 32 µin (0,8 µm) Ra typisch (gemahlen); zur Präzision auf 8 µin (0,2 µm); noch feiner überlappt |
| Normen | ASME B18.8.2-2020, ISO 2338, ISO 8734, DIN 6325/DIN 7, NAAMS (Automobil) |

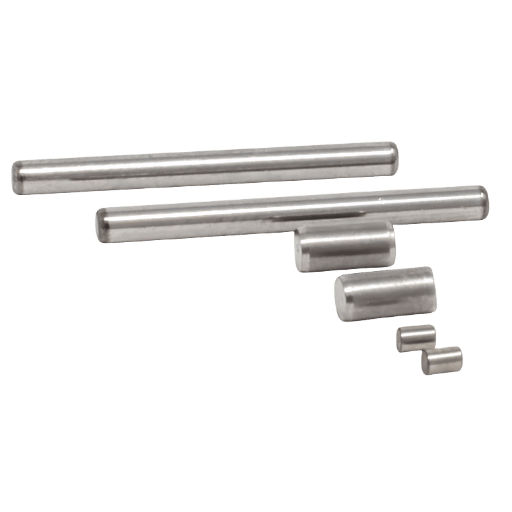
Dübelstifte verbinden und richten zwei Teile aus, die miteinander verriegeln, die Scherlast tragen und ihre relative Position pro Person fixieren Standard-Maschinenkonstruktionspraxis; ein Positionierungsstift hält ein Werkstück in bekannter Position an einer Halterung, so dass jedes Teil auf die gleiche Weise bearbeitet oder zusammengebaut wird Beide sind kopflose, geschliffene zylindrische Befestigungselemente, und beide kommen standardmäßig von der Stange, so dass die praktische Frage ist, wann ein kundenspezifischer Stift seine Kosten verdient.
Die ehrliche Antwort: die meisten Baugruppen laufen auf Standardstiften einwandfrei Maßgefertigte Dübelstifte und Positionierungsstifte zahlen sich aus, wenn Sie einen nicht standardmäßigen Durchmesser oder eine nicht standardmäßige Länge, ein exotisches oder höherhärteendes Material, eine spezielle Endform oder eine Übergröße für ein abgenutztes Loch benötigen Feldpraktiker in Ingenieurforen machen die Aufteilung einfach, Dübel tragen Scherung und setzen wiederholbare Position, während Bolzen nur klemmen, weshalb eine gute Konstruktion beides verwendet, anstatt Schrauben zur Positionierung zu verlangen.
Es gibt eine Falle, die es wert ist, im Voraus angehalten zu werden, da sie die Hälfte der benutzerdefinierten Anfragen antreibt, die wir sehen: Zwei identische Runddübel lokalisieren ein Teil nicht zuverlässig. Unter echter Toleranz und thermischem Wachstum kämpfen zwei runde Stifte gegeneinander und das Teil kann sich weigern, darauf zu fallen Wir nennen das die Überbeschränkungssteuer, und die Fixierung, ein runder Stift und ein Diamantstift, ist im Positionierungsstiftabschnitt unten abgedeckt.
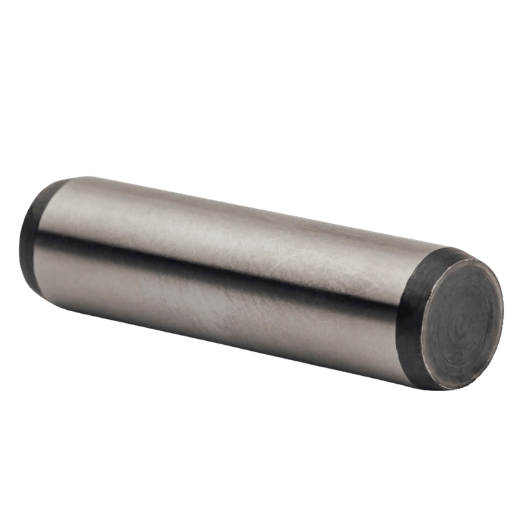
Dübelstifte sind massive, präzisionsgeschliffene Zylinder, die zur exakten Lage in ein aufgerissenes Loch pressen - oder rutschen-passen Federstifte (Rolle) sind hohl und komprimierbar, so dass sie ein raues Bohrloch vergeben, aber locker sitzen Kegelstifte sind konisch und sitzen durch Einkeilen in eine aufgeriefte Verjüngung, halten gut, aber schwerer genau zu setzen Für eine genaue, wiederholbare Ausrichtung in einer bearbeiteten Baugruppe ist der Dübelstift das richtige Werkzeug; der Federstift handelt Präzision für Toleranz eines schlampigen Lochs.

Material ist die erste Spezifikation, die tatsächlich ändert, wie sich ein Stift verhält, denn es stellt Härte, Korrosionsbeständigkeit und Bearbeitbarkeit gleichzeitig ein Standard ist gehärteter legierter Stahl; Sie wechseln zu Edelstahl für Korrosion, zu 17-4 PH oder Werkzeugstahl für Härte mit etwas Korrosionsbeständigkeit, und zu Messing, wenn Sie nicht magnetische oder nicht funkende Teile benötigen Die folgende Tabelle ist ein Entscheidungshilfe, die Zollindex für Stiftmaterial, wobei jedes gemeinsame Material auf seine wärmebehandelte Härte, sein Korrosionsverhalten und die von ihm gewünschte Leistung abgebildet wird.
| Material | Härte (wärmebehandelt) | Korrosionsbeständigkeit | Beste Pflicht |
|---|---|---|---|
| Legierter Stahl (z.B. 4140-Klasse, standardgehärteter Dübel) | Kern ~47 – 58 HRC, Fall 60 HRC min | Niedrig (Bedarfsbeschichtung) | Allgemeine tragende Dübel, Scherbolzen |
| 12L14 freibearbeitender Stahl | Weich (~70 – 70 HRB) | Niedrig | Kostengünstige individuelle Positionierungsstifte, leichte Belastung |
| Edelstahl 303 (Serie 300) | Weich (<~25 HRC, nicht aushärtbar) | Gut | Leicht zu bearbeitende Ausrichtungsstifte, leichte Belastung |
| Edelstahl 316 | Weich (<~25 HRC) | Ausgezeichnet (marin/chemisch) | Ätzende Umgebungen, geringer Verschleiß |
| Edelstahl 416 (Serie 400) | ~36 – 42 HRC (gehärtet und temperiert) | Mäßig | Aushärtbare Edelstahldübel, wiederholter Presssitz |
| Edelstahl 17-4 PH | H900 HRC bei H10 4 (unten 3 HRC 1510 MPaTS); ~1310 MPaTS | Sehr gut | Luft- und Raumfahrt-/medizinische Stifte, die Festigkeit + Korrosion benötigen |
| A2 / O1 Werkzeugstahl | 58 –62 HRC | Niedrig | Verschleißreiche Positionierstifte, Matrizen - und Formarbeiten |
| Messing | Weich | Gut | Nichtmagnetische, nicht funkende, elektrische Baugruppen |
Der praktische Fehler hier ist, nach Edelstahl 303 oder 316 für einen Press-Fit-Pin zu greifen, weil er “rostfrei” ist. Beide sind austenitisch und bleiben unter etwa 25 HRC, also wiederholt Press-Fit-Gallen und der Pin trägt Wenn Sie Edelstahl plus Härte benötigen, sind 416 oder 17-4 PH die richtige Entscheidung; Wenn Sie maximale Verschleißdauer benötigen, schlägt Werkzeugstahl rostfrei Wir tragen diese Unterscheidungen in unsere eigenen Materialauswahl für bearbeitete Teile, da die Legierung auch die Kosten und die Vorlaufzeit bestimmt.
Standard-Dübelstifte sind gehärteter legierter Stahl, gemahlen nach Wärmebehandlung für einen Kern von etwa 4758 HRC. Für Korrosionsbeständigkeit decken 303 und 316 Edelstahl die Ausrichtung der Lichtlast ab, während Edelstahl 416 und 17-4 PH die Härte für den Presssitz bieten. Werkzeugstähle wie A2 und O1 erreichen 5862 HRC für Positionierungsstifte mit hoher Verschleißleistung, und Messing dient nichtmagnetischen oder nicht sparkenden Baugruppen. Wählen Sie das Material aus Last, Umgebung und Verschleiß, nicht aus Gewohnheit.

Fit ist der Unterschied zwischen einem Pin, der lokalisiert und einem Pin, der herausfällt, oder einem, den Sie nicht installieren können Unter Standard-Maschinenkonstruktionspassungspraxis, „Ein Präzisionsdübelstift wird leicht überdimensioniert geschliffen und in ein aufgeräumtes Loch gedrückt, sodass die Interferenz, nicht der Stift allein, die Retention einstellt. Unter ASME B18.8.2 wird ein standardmäßiger gehärteter Dübelstift über seinen Grunddurchmesser um etwa +0,0002 geschliffen und in ein auf Nennweite geriffeltes Loch gedrückt, so dass kleine Interferenzen, nicht nur der Stift, für Reten sorgen. Ein Gleitsitz entsteht durch Aufreiben des Lochs um einige Zehntel größer als durch Wechsel des Stifts, und übergroße Serienstifte addieren etwa +0,00 „Genauigkeit auf ISO 87333 und DIN (Durchmesser (Durchmesser).
Die Interferenz selbst ist klein und vorhersehbar Ein Standard-Zolldübel wird über seinen Nenndurchmesser etwa 0,0002 „gefertigt und sitzt in einem geriebenen Loch bei dieser Nenngröße; Spezialstifte mit übergroßer Größe fügen etwa 0,0010 für ein abgenutztes oder überarbeitetes Loch hinzu. Die Press-Fit-Interferenzfenster Unten konsolidiert die Bands, die Ingenieure am häufigsten erreichen.
| Nenndurchmesser | Pin-Toleranz (Presse) | Geriffeltes Lochziel | Fit / Verwendung |
|---|---|---|---|
| 1/16 (1,59 mm) | +0,0002 Übergröße | Nominal, Dübelreibahle | Lichtpresse, kleine Baugruppen |
| 1/8 (3,18 mm) | +0,0002 Übergröße | Nominal, Dübelreibahle | Allgemeiner Press-Fit-Standort |
| 1/4 (6,35 mm) | +0,0002 Übergröße | ~0,0002 unter Pin | Standard-Maschinendübel |
| 3/8 (9,53 mm) | +0,0002 Übergröße | ~0,0002 unter Pin | Schwerere Scherleistung |
| 1/2 (12,7 mm) | +0,0002 Übergröße | ~0,0002 unter Pin | Strukturell / Werkzeugbau |
| Übergröße (jeder Zoll Durchmesser) | ~+0,0010 „ | Abgenutztes Loch erneut aufträumen | Nacharbeit / Reparatursitz |
| 6 mm (m6) | +0,012/+0,004 mm | H7 gerahmt | Metrische Pressfit (ISO 8734) |
| 10 mm (m6) | +0,015/+0,006 mm | H7 gerahmt | Metrische Press-Fit |
| Slip-Fit (Zoll) | Pin bei/unter nominal | +0,0003 überholt | Abnehmbare Ausrichtung, Dübel oft geändert |
Quelle: ASME B18.8.2-2020 Dimensionsklassen; metrische m6 Bänder gemäß ISO 8734 Bestätigen Sie exakte Grenzwerte gegenüber dem aktuellen Standard für Ihren Durchmesser.
Die gängige Werkstattpraxis legt die Tiefe des Eingriffslochs auf das Zwei- bis Dreifache des Stiftdurchmessers für einen 6-mm-Stift von etwa 12 bis 18 mm fest, was genügend Lagerlänge ergibt, um einem Kippen zu widerstehen, ohne Material zu verschwenden. Treiben Sie den Sitz durch das Loch, nicht durch den Stift: Reiben Sie das Loch auf die Nenngröße und lassen Sie den Standardstift mit einer Übergröße von 0,0002 die Presse erzeugen.
Für einen Slip-Fit ist der Ries einige Zehntel größer, sodass der Stift gleitet und dennoch sitzt. Wenn man tiefer als drei Durchmesser geht, erhöht sich selten die Festigkeit und erschwert das Entfernen.
Diese Grenzen einzuhalten ist seine eigene Disziplin; siehe unseren Leitfaden zu Tight-tolerance-bearbeitung Wie ein geriffeltes Dübelloch hergestellt und in der Praxis gemessen wird.
Die Oberflächenbeschaffenheit bestimmt, wie ein Pressstift sitzt und wie lange ein Positionierungsstift überlebt. Präzisionsdübelstifte sind mittiglos auf typische 32 µin (0,8 µm) Ra geschliffen; Präzisions- und Luft- und Raumfahrtarbeiten spezifizieren feiner, üblicherweise 816 µin (0,20,4 µm) Ra, mit noch glatteren Lappenstiften Diese Ra-Zahlen sind branchentypisch für geschliffene und gelappte Stifte und werden definiert und gemessen gemäß dem Oberflächentexturstandard ASME B46.1-2019; Spezifische Stiftstandards für die Luft- und Raumfahrt setzen ihre eigenen Endbearbeitungsgrenzen ein, um so zu bestätigen, dass die Kraft geringer ist, wenn die Glätter-Gallpresse verwendet wird.
Härte setzt Verschleiß und Scherung Standard gehärtete Dübelstifte werden auf einen Kern von etwa 47 58 HRC mit einem Gehäuse von mindestens 60 HRC wärmebehandelt, was eine Einzelscherfestigkeit in der Größenordnung von 130 000 psi (etwa 896 MPa) für gehärtete Legierungsstifte ergibt, die einen kleinen Stift echte Last tragen lässt, bestätigen die genaue Qualität und ASME B18.8.2 Ausgabe für eine tragende Konstruktion. Positionierungsstifte, die Tausende von Teilen indexieren, sind oft Werkzeugstahl bei 5862 HRC, und eine dünne Schwarzoxid- oder Phosphatbeschichtung fügt milde Korrosionsbeständigkeit hinzu, ohne die Passform zu ändern.
Call-out-Finish und Härte zusammen mit der Passform Eine nützliche Basislinie auf einer benutzerdefinierten Dübelzeichnung: 32 µin (0,8 µm) Ra Massefläche, 50 –55 HRC für legierten Stahl und der Durchmesser toleriert an die Pressklasse (+0,0002 Übergröße).Bei High-Cycle-Ortungsstiften die Härte auf Werkzeugstahlreichweite erhöhen und die Oberfläche auf 816 µin (0,20,4 µm) straffen. Gehärtete Stifte jenseits von etwa 50 HRC werden geschliffen oder drahtgeschnitten und nicht gedreht, siehe unseren Hinweis zu Draht-EDM für gehärtete Materialien.
Das Loch, nicht der Stift, entscheidet, ob ein Presssitz funktioniert, denn der Stift wird auf eine bekannte Größe gekauft und das Loch ist das, was Sie kontrollieren Verwenden Sie eine Dübel-Reibahle anstelle eines Nennbohrers: Erfahrene Maschinisten halten sowohl eine dichte als auch eine lose Reibahle für jede Stiftgröße, ungefähr -0,0005 auf der dichten Seite für eine feste Presse und +0,0005 auf der losen Seite für einen Schlupf, und wählen Sie nach der Passform, die sie benötigen. Ein nur gebohrter Lochlauf ist überdimensioniert und glockenförmig, sodass der Stift weder drückt noch positioniert.
Blindlöcher tragen einen Fehlermodus, der Teams überrascht. Wenn Sie einen Stift in ein geschlossenes Reibloch drücken, kann die eingeschlossene Luft und jegliches Öl nirgendwo entweichen, also komprimiert er sich und widersteht dem Stift hydraulisch: Sie können ihn nicht in eine wiederholbare Tiefe stecken, der Gegendruck kann ihn teilweise wieder herausdrücken, und in einer engen Presspassung kann der eingeschlossene Druck den umgebenden Chef beschädigen. Werkzeug- und Formenbauer haben dies jahrzehntelang angekündigt; wie es in einer technischen Diskussion über das Entlüften heißt, Man kann einen Stift in einem Sackloch nicht versenken, es sei denn, er wird entlüftet, denn der letzte Weg baut nahezu unbegrenzten Druck auf. Die Fixierung ist Routine, sobald bekannt: Entlüften Sie das Sackloch mit einem kleinen Quertropf, schleifen Sie einen flachen oder Entlastungskanal am Stift bis zur Tiefe der Presse oder geben Sie einen Zugdübel (mit Gewinde) oder einen flach belüfteten Dübel an, der eingeschlossene Flüssigkeit entweichen lässt und eine Möglichkeit bietet, den Stift später herauszuziehen. Die Herstellung dieser sauberen, geraden Bohrungen ist ein Präzisionsbohren und Reiben Aufgabe für sich.
Planen Sie die Entfernung zum Entwurfszeitpunkt ein. Presssitzstifte sollen nicht oft herauskommen; Wenn ein Teil gewartet werden muss, verwenden Sie einen Steckstift, einen Zugdübel mit Innengewinde oder ein Durchgangsloch, um den Stift von hinten herauszutreiben.

Positionierungsstifte gibt es in mehr Formen als Dübel, weil ihre Aufgabe darin besteht, ein Werkstück zu positionieren und nicht nur zwei Platten zu verbinden. Die üblichen Typen sind rund (eben oder geschultert), kugelförmig und konisch zum einfachen Laden, Diamant (entlastet) zur radialen Positionierung, schwimmend, um Lochabstandsfehler zu absorbieren, und expandierend zum Positionieren auf einer Bohrung. Jedes ist in den Halterungskörper eingepresst oder für lange Produktionsläufe in einer erneuerbaren Auskleidung montiert. A USPTO-Patent auf Vorrichtungshardware Katalogisiert die gleiche Familie, Klemm-, Schnellspann-, Drift- und Indexierungsstifte und bestätigt, wie standardisiert diese Taxonomie ist.
Das Prinzip, das sie miteinander verbindet, ist, wie viele Freiheitsgrade jeder Stift entfernt Hier ist die Überbeschränkungssteuer Beton wird Ein runder Stift in einem Loch ist ein Vier-Wege-Ortungstechniker: Er fixiert das Teil in zwei Richtungen (das X und Y dieses Lochs).Fügen Sie einen zweiten runden Stift hinzu und Sie versuchen, vier Richtungen mit zwei Löchern zu fixieren, deren Achsabstand niemals perfekt sein kann, sodass das Teil bindet und überhaupt nicht geladen werden darf. Die Standard-Fixierung, die in jedem Jig-and-Fixture-Kurs nach dem 3-2-1-Ortungsprinzip gelehrt wird, besteht darin, den zweiten Stift zu einem Diamanten zu machen.
“Das erste, was ich bei einem zweipoligen Druck überprüfe, ist, ob der zweite Stift ein Diamant ist. Zwei runde Dübel schauen direkt auf die Zeichnung und bekämpfen Sie dann auf der Bank, die Teile werden nicht sitzen, und die Leute geben dem Maschinisten die Schuld statt der redundanten Stelle.”
Ein runder Stift ist ein Vier-Wege-Ortungsgerät: Er sitzt in einem Loch und verhindert, dass sich das Teil entlang zweier Achsen bewegt. Ein Diamantstift (entlastet) ist ein Zwei-Wege-Ortungsstift: Seine Abflachungen berühren das Loch nur auf zwei Seiten, sodass er die Drehung um den runden Stift stoppt, während das Teil leicht zwischen den Löchern gleiten kann. Durch die Kombination einer Runde (4-Wege) mit einer Raute (2-Wege) wird das Teil vollständig lokalisiert, ohne es zu stark einzuschränken.
Diese Geometrien skalieren zu Automobil- und Luft- und Raumfahrtarmaturen, bei denen Familien wie NAAMS runde und diamantförmige Positionierungsstifte standardisieren; Die gleiche Logik liegt uns zugrunde Komponenten für CNC-Vorrichtungen für Kraftfahrzeuge.
Die richtige Norm auf einem Druck zu nennen, verhindert die meisten Verwirrung bei der Beschaffung, denn jede Norm legt die Durchmesserklassen, Toleranzen und Ausziehmerkmale fest Zolldübel folgen ASME B18.8.2-2020; metrische Parallelstifte folgen ISO 2338 (ungehärtet) und ISO 8734 (gehärtet), wobei DIN 6325 das übliche Äquivalent für gehärtete Böden ist Beachten Sie, dass die ISO-Pin-Normen auf ihren aktuellen und geltenden Ausgaben von 1997 bleiben, geben Sie jedoch das Jahr an, damit ein Käufer das richtige Dokument zieht.
| Standard | Abdeckungen | Typische Passform |
|---|---|---|
| ISO 8734 (1997) | Gehärteter Stahl + martensitische rostfreie parallele Stifte (metrisch) | m6 drücken |
| ISO 2338 (1997) | Ungehärtete parallele Stifte (metrisch) | m6 / h8 |
| ASME B18.8.2-2020 | Gehärtete Bodenmaschinen-Dübelstifte (Zoll) | +0,0002 übergroße Presse |
| DIN 6325 / DIN 7 | Gehärteter Boden / ungehärtete parallele Stifte (metrisch) | m6 / h8 |
| NAAMS | Rund- und Diamant-Positionsstifte (Automobilarmaturen) | Vorrichtungsdruckmaschine |

Kundenspezifische Dübelstifte und Positionierungsstifte sind es wert, bestellt zu werden, wenn ein Standardstift den Durchmesser, die Länge, das Material, die Härte oder das Ende Ihrer Montageanforderungen nicht erfüllen kann Fachpresse zeigt, wo dies routinemäßig ist, modulare Befestigungssysteme, die auf Gittern mit präzise beabstandeten Dübellöchern basieren, hängen beispielsweise von auf die Platte abgestimmten Stiften ab. Die Entscheidung ist einfach: Wenn ein Katalogstift passt, kaufen Sie ihn; Wenn einer von Durchmesser, Länge, Legierung, Härte oder Merkmal außerhalb des Lagerbestands liegt, geben Sie einen benutzerdefinierten Stift an.
Bei Lecreator bearbeiten wir kundenspezifische Dübel und Positionierungsstifte durch CNC-Drehen und Rundschleifen, halten Toleranzen auf etwa ±0,005 mm, härten auf 60+ HRC und schleifen Finishs auf 0,2 µm Ra, wobei Materialzertifizierungen unter unseren Systemen ISO 9001:2015, IATF 16949, AS9100 D und ISO 13485 verfügbar sind. Für Käufer, die Offshore-Beschaffung vergleichen, sind die angelandeten Kosten und die Vorlaufzeit Teil der Spezifikation, weshalb neben dem Rest unserer maßgeschneiderten Stifte angegeben werden Präzisions-CNC-Bearbeitungsservice.
Haben Sie einen Druck mit nicht standardmäßigen Stiften, engen Toleranzen oder gehärtetem Material?

Zwei Schichten sind sehenswert, wenn Sie Pins im Jahr 2026 angeben. Erstens machen CNC-Automatisierung und In-Process-Messung jetzt ±0,005 mm-Pintoleranzen eher zur Routine als zur Premium-Toleranz, sodass Designer mit Sicherheit engere Passungen verlangen können. Zweitens neigt sich der Materialbedarf in Richtung 17-4 PH und Werkzeugstahl, da sich mehr Stifte in Luft- und Raumfahrt-, Medizin- und Hochzyklusbefestigungen bewegen, derselbe Zug, den wir im steigenden Interesse an gehärteten Stiften sehen.
Marktanalysten setzen stetiges Wachstum dahinter: Unabhängige Marktforschungsunternehmen schätzen den Dübelstiftmarkt im Jahr 2025 auf etwa $3,8 Milliarden und wachsen im nächsten Jahrzehnt in der Nähe einer jährlichen Zinseszinsrate von 5%. Wenn Sie ein Programm für 2026 planen, ist der praktische Schritt, Material und Toleranz auf dem Druck jetzt zu verriegeln, einschließlich der Ausgabe 2020 ASME B18.8.2, und qualifizieren Sie einen Hersteller, der das Finish halten kann, nicht nur den Durchmesser. (Aktualisiert im Juni 2026.)
Lecreator bearbeitet kundenspezifische Dübelstifte und Positionierungsstifte durch CNC-Drehen und Rundschleifen, sodass die oben genannten Toleranzen, Passformen und Oberflächen das widerspiegeln, was wir an realen Teilen, Pressklassen gemäß ASME B18.8.2, Härte bis 60+ HRC und Bodenoberflächen halten 0,2 µm Ra. Wenn eine Zahl aus Standard- oder Drittdaten stammt, zitieren wir sie; Wo es von Ihrer Geometrie abhängt, sagen wir es. Vom technischen Team von Lecreator überprüft.









