


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Es kommt physikalisch darauf an, dass ein Aluminiumextruder einen heißen Knüppel unter hydraulischem Druck durch ein speziell entwickeltes Werkzeug zwingt, einen endlosen Abschnitt mit einer bestimmten Form zu erzeugen. Das ist die Physik dessen, was Extrusion ist. Was sie in dieser Zusammenfassung überspringen, ist all das Zeug, das ein Ingenieur tatsächlich wissen muss, bevor er in einem Profil entwirft: Welche Legierungsauswahl Sie treffen sollten, für welche Art von Matrize Sie bezahlen, wie viele Toleranzen Sie aus der Presse erhalten und wie viele der anschließende CNC-Prozess hinzufügen wird und wie sich die vorgeschlagenen Tarifänderungen im Jahr 2026 auf Ihre Versorgungsbasis auswirken können.
Der Leitfaden deckt jeden Schritt des Prozesses ab - vom Vorwärmen des Barrens bis hin zur CNC-Nachbearbeitung - mit Beispielen für Betonspezifikationen, Legierungsvergleich und tatsächlichen Live-Daten, die in der Extrusionsbearbeitungsfabrik Lecreator gesammelt wurden. Egal, ob Sie Lieferanten prüfen, Prototypen für ein erstes extrudiertes Teil erstellen oder hoffen, die Kosten zu senken und gleichzeitig enge Toleranzen einzuhalten, in jedem Kapitel dieses Leitfadens zur Präzisionsaluminium-Extrusionsbearbeitung finden Sie eine umsetzbare Lösung.
Das hydraulische Presssystem – oder eigentlich die Komplettpresse oder noch mehr – wird in dieser Branche oft einfach als ‘Extruder’ bezeichnet. Es bedeutet, dass das heiße Aluminium durch einen hydraulischen Stößel gepresst (extrudiert) und gezwungen wird, mit komplexer, maschineller Präzision durch eine Matrize (Öffnung aus Stahl) zu gehen. Die andere Seite ist, dass das, was herauskommt, genau die gleiche Form (Profil) hat, wie eine Stange, ein Fensterprofil oder eine Schiene (T-Schlitzprofil).
Die Extrusionspresse selbst wird nach Kraftfähigkeit quantifiziert – die Pressleistung; eine höhere Kraft drückt tatsächlich größere Profile mit größerer Wandstärke oder schwierigeren Materialien. Zusätzlich zur Press- und Matrizenbaugruppe kommt es bei der Betrachtung von Extrusionen nur auf die Form an, und die Form wird von der Matrize hergestellt. Die Matrize ist im Kern eine dicke Stahlscheibe mit einer darin eingearbeiteten Profilöffnung. Es ist wie bei der Presse einer der wenigen 2 Faktoren, die dem Konstrukteur bewusst sein müssen, bevor er seine Zeichnung an seinen Extrusionshersteller weitergibt.
Ein Aluminiumextruder erhitzt einen Aluminiumbarren auf etwa 375 C – 500 C und drückt dann mit einer hydraulischen Presse den Stab mit hohem Druck in eine Düsenöffnung auf bis zu 15.000 Tonnen. Das Aluminium ist ein festes, aber duktiles Material, das als fertige Profilform durch die Düse kommt. Ein Extruder löscht, dehnt und schneidet die Profile in überschaubare Längen. Die Extrusion funktioniert, indem das Metall bei hohem Druck in einem etwas weichen festen Zustand verformt wird und nicht durch Schmelzen.
| Parameter | Typische Reichweite | Anmerkungen |
|---|---|---|
| Presskapazität | 100 15.000 Tonnen | Bestimmt die maximale Kreisgröße; 15.000 Tonnen = ~50 Pickup-Trucks mit Kraft |
| Billet-Vorwärmtemperatur | 375 500°C (700 930°F) | Variiert je nach Legierung; 6063 typischerweise unteres Ende, 7075 höheres Ende |
| Vorwärmtemperatur speisen | 450 500°C | Durch Vorwärmen verlängert sich die Lebensdauer der Matrize und es wird ein gleichmäßiger Metallfluss gefördert |
| Matrizenmaterial | H13 Werkzeugstahl | Standard für alle Aluminium-Extrusionsdüsen; thermisch zäh |
| Ausgabeformat | Massiv, hohl, halbhohles Profil | Form bestimmt durch Matrizendesign |
| Schnittlängen | 8 21 Fuß (Standard-Finish-Säge) | Langfristige Leistungsfähigkeit bis zu 40 Fuß mit CNC-Nachbearbeitung |
Die AEC-Leitfaden für Aluminiumextrusionsprozesse Erwähnt eine Presskapazität zwischen 100 und 15.000 Tonnen – was die enorme Größenvielfalt widerspiegelt, die die Industrie herstellt, von empfindlichen architektonischen Verzierungen bis hin zu massiven Balken, die für den Bau von Brückendecks erforderlich sind.
Der vollständige Extrusionslauf beginnt mit der Düsenvorbereitung und endet mit der Alterung. Diese sechs Schritte werden für einen Ingenieur, der einen Lieferanten qualifiziert, am interessantesten sein:
Fragen Sie Ihre extrudereactly, wie sie löschen die specifice Legierung / Temperatur, die Sie brauchen. eine luftabgeschreckte 6063-T5 könnte vollkommen in Ordnung für einen architektonischen Entwurf sein, aber eine strukturelle Anwendung mit 6061-T6 wird erfordern, dass ein bestimmtes Profil Wasser oder Luft abgeschreckt bei Druck sein, dann Ofen bei höheren Temperaturen gereift, um diese 45 ksi-zugfeste Eigenschaft zu ergeben Ein Anbieter, der diese Frage nicht beantworten kann, beherrscht nicht besonders Ihre Materialspezifikation.
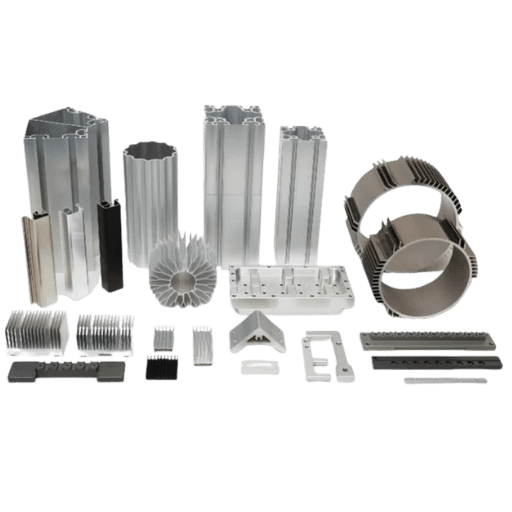
Jedes Aluminium-Extrusionsprofil hat eine feste Querschnittsform, die durch die Form der Matrize bestimmt wird. Die Geometrie, die der Herstellungsprozess erzeugt, wenn der Knüppel durch die Matrize gedrückt wird. Drei Kategorien decken die überwiegende Mehrheit der Profile ab und welche Kategorie Ihr Design einordnet, bestimmt die Art der Matrize, die Werkzeugkosten und die Herstellbarkeit.
| Kategorie | Definition | Häufige Beispiele | Die Komplexität |
|---|---|---|---|
| Fest | Keine geschlossenen Hohlräume oder Öffnungen | Winkel, Stab, flache Stange, Fernlicht, I-Träger | Niedrigster Einzelstückzuführer/Düsenstückzuführer |
| Hohl | Eine oder mehrere vollständig geschlossene innere Hohlräume | Quadratisches/rundes Rohr, Fensterrahmen, Kühlkörper-Flossenpaket, EV-Batteriekanal | Höchster Dorn + Matrizenkappe + |
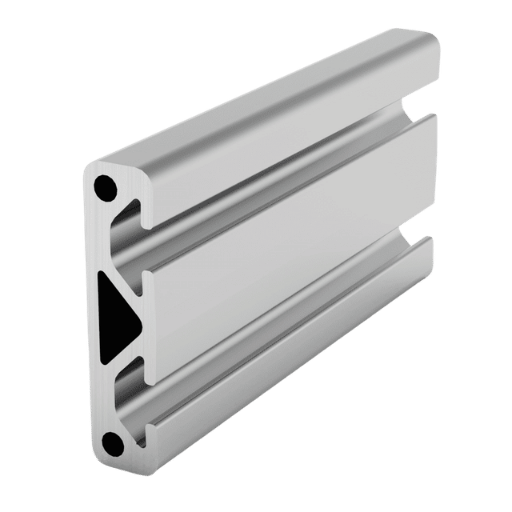
| Halbhohl | Teilweise umschlossener Hohlraum (schmale Spaltöffnung) | C-Kanal (enge Lücke), U-Profil, Hutkanal | Mittelwerkzeug |
Dies stellt den größten Kreis dar, der innerhalb der Profilgeometrie beschrieben werden kann. Dieser Wert, oft ICD (Inscribed Circle Diameter) genannt, ist ein wichtiger Faktor bei der Auswahl Ihrer Produktion. Presse und Größe Größere, breitere oder komplexere Formen hätten höhere ICD-Werte, was darauf hindeutet, dass für die Herstellung Ihres Teils eine größere Pressgröße erforderlich ist. Wenn Sie eine Mulde mit komplizierten Hohlräumen und einer geringen Dicke entwerfen, stellt der ICD eine Einschränkung bei der Gestaltung Ihres Teils auf eine bestimmte Druckgröße dar. Bevor Sie Ihre endgültigen Grafiken an die Druckerei senden; Sie sind gut beraten, wenn Ihre Druckerei Sie über die Herstellbarkeit Ihres vorgesehenen Teils und die richtigen Pressgrößen entsprechend dem ICDyou-Design informieren lässt.
Wenn eine Extrusion, Profil, Rahmen, Strukturschiene kundenspezifische Aluminium-Extrusionen bearbeitetes Teil (e) ersetzen Die meisten halten eine Auswahl von Standard-Stock-Profile (Winkel, Kanäle, quadratisches Rohr, t-Schlitz).Kundenspezifische Profile erfordern eine neue Die 's-Zeit-Werkzeug-Gebühr, die im Voraus berechnet wird und in die Projektkosten aufgenommen wird Wenn ein einzelnes extrudiertes Profil mehrere bearbeitete Teile ersetzt, werden die Matrizenkosten normalerweise innerhalb eines bescheidenen Volumenlaufs wieder eingenommen.
Common-Profil-Anwendungen nach Kategorie:
Von der ersten Wahl der Legierung gibt es eine Kaskade von Effekten auf und ab der Fertigungskette: Extrudierbarkeit, Düsenverschleiß, Abschreckspezifikation, CNC-Bearbeitbarkeit, Eloxierung, fertige Komponentenkosten Die Tatsache, dass 6xxx-Legierungen weltweit am häufigsten in der Aluminiumextrusion vorkommen, legt nahe, dass sie einen akzeptablen Kompromiss in Bezug auf Festigkeit, Formbarkeit und Oberflächenbeschaffenheit darstellen. Die folgenden vier Legierungen bieten einen beispielhaften Vergleich:
Die Legierungen sind tatsächlich verwandt; beide sind Al-Mg-Si und 6061 enthält mehr Magnesium und Silizium und ist daher in der Ausbeute etwa 50% stärker als 6063 (für ähnliche Temperaturen). 6063 ist jedoch einfacher zu extrudieren und zeigt das Metall “plastischer”an die Form der Matrize und eignet sich daher besser zum Glätten von Eloxalierungen und architektonischen Anwendungen, sodass es im Allgemeinen für diese Bereiche bevorzugt wäre. 6061 ist besser in der Lasttragfähigkeit, schweißt besser und kann in feinere Abmessungen bearbeitet werden.
| Legierung | Zugfestigkeit | Härte | Bearbeitbarkeit | Eloxierend | Typische Anwendungen |
|---|---|---|---|---|---|
| 6061-T6 | 310 MPa (45 ksi) | 95 HB | Gut (SFM 80 1500) | Gut (klar/farbig) | Strukturrahmen, Automobilteile, Maschinenbasen, Fahrradrahmen |
| 6063-T5 | 186 241 MPa (27 – 35 ksi) | 60 HB | Moderat (SFM 1000 – 2000) | Ausgezeichnet (Architekturtyp II) | Fensterrahmen, Geländer, Architekturverkleidung, eloxierte Zierleisten |
| 7075-T6 | 503 572 MPa (73 – 83 ksi) | 150 HB | Moderat (SFM 60 60 1200) | Schlecht (Chromatumwandlung bevorzugt) | Strukturelemente für die Luft- und Raumfahrt, Raketenkomponenten, Hochlastgetriebe |
| 2024-T3 | 455 –483 MPa (66 – 70 ksi) | 120 HB | Gut | Schlecht (nur zur Korrosion eloxieren) | Flugzeugrumpf, ermüdungskritische Strukturen, schadenstolerante Konstruktionen |
Die Daten der Legierungseigenschaften werden gegengeprüft ASTM B221 (Standardspezifikation für extrudierte Stangen, Stäbe, Drähte, Profile und Rohre aus Aluminium und Aluminiumlegierung) und ISO 209 Bezeichnungen aus Aluminiumlegierung.
Bitte lesen Sie zu den internen Legierungsfunktionen meinen CNC-Bearbeitungsservice für Aluminium und gehen Sie näher darauf ein Bearbeitung 2024 Aluminiumlegierung.

Die Extrusionsdüse ist ein einfacher Metallblock mit einem präzisen Schlitz durch sie hindurch, aber das ist irreführend, es ist ein unglaublich kompliziertes Stück Technik Eine effektiv gestaltete Düse beeinflusst: Lagerlänge, Matrizen - und Stempelprofil, Temperaturverteilung im gesamten Matrizenprofil, Metallflussgeschwindigkeit, Matrizengesichtszustand, und natürlich die Produktoberfläche und Geradheit. Matrizenaufbau.
Feste Matrizen (zur Herstellung fester Formen wie Stange, Winkel und Kanal) sind am einfachsten herzustellen und am kostengünstigsten; bestehend aus drei separaten Teilen, die wie folgt zusammengestapelt sind; eine Zuführplatte zur Steuerung des Aluminiumflusses, durch die das Aluminium in die Matrize fließt, die Matrize selbst mit der endgültigen Form der Extrusion und eine Stützplatte, die der Matrize gegen Druckkräfte bis zu 15.000 Tonnen Stößelkraft mehr Festigkeit verleiht.
Hohlmatrizen (bei Profilen mit innenliegenden Hohlräumen: Rohre, Rahmen, Mehrkanal-Extrusionen) verwenden einen Dorn, um den innenliegenden Hohlraum zu erzeugen Das Aluminium spaltet sich um den Dornträger, dann wird unter Druck wieder verschweißt, bevor es aus der Matrizenkappe austritt Der Matrizenstapel ist: Dorn + Matrizenkappe + Untersetzer Hohlmatrizen erfordern eine genauere Technik, da die Schweißnähte (bei ordnungsgemäßen Prozessbedingungen metallurgisch einwandfrei) so ausgelegt sein müssen, dass eine Landung in strukturell kritischen Zonen vermieden wird Die Rat der Aluminiumextruder Behält Maß- und Qualitätsrichtlinien für die Hohlformkonstruktion bei.
Halbhohlmatrizen kombinieren Elemente beider Sie werden für Profile mit teilweise geschlossenem Hohlraum verwendet – ein C-Kanal mit schmalem Spalt, zum Beispiel „wo der Spalt zu schmal ist, um eine dornenfreie Matrize ohne Metallflussungleichgewicht arbeiten zu lassen.
H13-Werkzeugstahl ist das Industriestandardmaterial für Aluminium-Extrusionsdüsen, das aufgrund seiner Haltbarkeit und Verschleißfestigkeit bei Extrusionstemperaturen ausgewählt wurde Seine Kombination aus hoher Wärmeleitfähigkeit, Zähigkeit und Oberflächenhärte bei 4500500°C macht es für praktisch alle Anwendungen aus Aluminiumlegierungen geeignet Oberflächennitrieren (Oberflächennitrieren) Eine Wärmebehandlung, die Stickstoff bis zu einer Tiefe von 0,1-0,2 mm in die Düsenoberfläche diffundiert – verlängert die Lebensdauer der Düse bei Produktionsläufen mit hohem Volumen erheblich Bestätigen Sie bei der Beschaffung von Düsenwerkzeugen, dass das Nitrieren im Zitat enthalten ist; Die Standardpraxis erfahrener Werkzeugwerkstätten und ihr Fehlen signalisiert häufig minderwertige Werkzeuge.
Die Lagerlänge (die Entfernung, die das Aluminium innerhalb der Matrize zurücklegt, bevor es austritt) ist die primäre Durchflussregelvariable in der Matrizenkonstruktion. Längeres Lager = langsamerer Durchfluss für diesen Querschnittsbereich. Die Matrizenkonstrukteure variieren die Lagerlänge um den Profilumfang, um die Austrittsgeschwindigkeit auszugleichen. Ein kritischer Schritt zur Verhinderung von Verdreh-, Bogen- und Oberflächenfehlern.
Die Werkzeugform ist ein einmaliger einmaliger Kostenaufwand (NRE), der zu Beginn eines Projekts berechnet wird. Für einfache Aluminium-Extrusionsdüsen mit massivem Profil, die in architektonischen und industriellen Anwendungen verwendet werden, liegen die Werkzeugkosten je nach Größe und Komplexität typischerweise zwischen $400 und $2.000. Komplexe Hohldüsen mit mehreren inneren Hohlräumen, Präzisions-Erdlagerflächen und einer hohen Lebensdauer von Volumen können $5.000-$25.000 für Präzisionswerkzeuge erreichen Diese Zahlen sollten direkt mit Ihrem Düsenlieferanten besprochen werden, da die Kosten stark von der Profilkomplexität, Kreisgröße, Wanddickenverhältnissen und Produktionsvolumenerwartungen abhängen.
Lecreator-Maschinen extrudierten Aluminiumprofile auf 0.001 mit 25+ Jahren Erfahrung in der Präzisionsfertigung und AS9100 D-Zertifizierung.

Aluminium-Extrusionen hinterlassen bei der Presse Dimensionseigenschaften, die durch ASTM B221-Toleranzen – die von der Konstruktion her breiter sind als bearbeitete Toleranzen. Für die meisten nicht passenden Strukturanwendungen ist die Extrusion im extrudierten Zustand ausreichend und die kostengünstigste Wahl.
Für Löcher, Passflächen, enge Positionstoleranzen oder Qualitätsanforderungen in der Luft- und Raumfahrt ist CNC-Nachbearbeitung die Antwort.
Ja-wenn es richtig befestigt ist, mit geeigneten Schneidparametern bearbeitet, können Aluminium-Extrusionen äußerst enge Toleranzen halten. Hier in der Anlage von Lecreator haben wir routinemäßig extrudiertes Aluminiumprofil auf eine Positionierungsgenauigkeit von ±0,001 und eine Wiederholgenauigkeit von ±0,0002 bei Hochgeschwindigkeitsspindeln von 24.000 RPM bearbeitet. Die Herausforderungen bestehen hauptsächlich im Befestigungsdesign für lange Extrusionen und im Wärmeausdehnungsmanagement für große Formfaktorteile.
| Legierung | Hartmetallschneidgeschwindigkeit (SFM) | Chiplast pro Zahn (IPT) | Kühlmittel |
|---|---|---|---|
| 6061-T6 | 800 1.500 | 0.003–0.008 | Überschwemmung oder Nebel |
| 6063-T5 | 1,000–2,000 | 0.004–0.010 | Überschwemmung oder Nebel |
| 7075-T6 | 600 1.200 | 0.002–0.006 | Hochdruck-Durchspindelkühlmittel |
LECREATOR-FUNKTIONEN: Maximale Profillänge40’ (480”) Hochgeschwindigkeitsspindelgeschwindigkeit 24.000 RMPMSurface Finish16Rin. typische Dünnwandfähigkeit40in. (0,040) Ohne Verzerrung
| Merkmalsgröße | Standardtoleranz | Präzisionstoleranz | Hohe Präzisionstoleranz |
|---|---|---|---|
| Bis zu 1.000 “ | ±0,012 „ | ±0,005 „ | ±0,002 „ |
| 1.001 „63.000“ | ±0,015 „ | ±0,008 „ | ±0,003 „ |
| 3.001 „6.000 „ | ±0,020 „ | ±0,012 „ | ±0,005 „ |
CHALLENGEA 2100 mm Länge ev batterytrayprofilein 6063-T6 mit 48 verschiedenen Montagelochmustern, die über ihre gesamte Länge mit Vakuumklemmung innerhalb einer Positionstoleranz von 0,05 mm gehalten werden müssen, um eine Verformung einer dünnwandigen extrudierten Aluminumprofile mit Vorrichtungen zu vermeiden.
Ergebnis: Maßhaltigkeit 99,71TP3 T auf allen 48 Montagelochmustern Schrottrate: 0,61TP3 T (Branchendurchschnitt: 3 51 TP3 T) Zykluszeitschnitt 351TP3 T vs. des vorherigen Bearbeitungslieferanten, erreicht durch Präzisionswerkzeugwegsequenzierung und In-Prozess-CMM-Inspektion.
Zertifizierungen: ISO 9001 · AS9100D · IATF 16949
HERAUSFORDERUNG: Ein Flügel-Spar-Profil (7075-T6), das Ra 0,65-um-Oberfläche an passenden Flanschkanten benötigt (Spezifikation Ra 0,8um) und 1001TP3 T-Position Merkmale bei ±0,025 mm auf aCMMinspektion mit erforderlichem Bericht des ersten Artikels und laufenden Qualitätsproduktionsberichten gemäß AS9100D.
RESULT0NonConformanceReport (NCR) für den gesamten dreijährigen Produktionslauf, der durchweg Ra 0,65um und deutlich unter den Spezifikationen 0,8um und 100%-Funktionen bei ±0,025 mm pro cmm Inspektionsbericht produziert.
Um mehr über unsere Fähigkeiten zur Aluminium-Extrusionsbearbeitung zu erfahren und alle unsere Dienstleistungen und Spezifikationen zu überprüfen, besuchen Sie die AluminiumExtrusionMachiningServicePage.
Wenn Ingenieure mit Lecreator zum ersten Mal eine extrudierte Aluminiumkomponente preisen, gibt es manchmal einen Aufkleber-Stoß. Ein einfacher Standard-Aluminiumwinkel ist günstig, ein paar Dollar pro Fuß. Eine individuelle hohle Aluminiumform mit mehreren internen Hohlraumvolumina und erforderlicher Oberflächenbeschaffenheit in Eloxalqualität, bearbeitet nach anspruchsvoller Toleranz, dann ist es eine andere Sache. Hier sind die 4 Faktoren, die hauptsächlich zu Kostenschwankungen führen.
Wenn Ihr Produktionsvolumen geringer ist und die Kosten für Extrusionsdüsen ein Hindernis für die anfängliche Designvalidierung des Produkts darstellen, sollten Sie dies prüfen Metall 3 D-Druck oder Nutzung von Rapid-Prototyping-Dienstleistern, anstatt in eine Extrusionsdüse zu investieren.
Im Jahr 2026 werden Beschaffungs-, Kosten- und Spezifikationsentscheidungen für die nordamerikanische Aluminiumextrusion durch drei starke Trends geprägt, die sich auf Käuferrisiken sowie Überlegungen zur ökologischen Nachhaltigkeit und Widerstandsfähigkeit der Lieferkette auswirken.
“Nordamerikanische Extruder bleiben trotz herausfordernder Marktbedingungen und Verschiebungen im internationalen Handel widerstandsfähig”
Jason Weber, Präsident, Aluminium Extruders Council (AEC), 7. April 2026 (Light Metal Age)
Am 30. April 2026 führten die USA ein neues ein § 232 Proklamation Auf Aluminium, das die bestehende Methodik der Zollfestsetzung ersetzt Bisher wurden Zölle als Wertzoll erhoben (ein Prozentsatz des Zollwerts eines Produkts).Die neue Proklamation bewertet Zölle als vollständigen Zollwert-basierten Zoll, wodurch die Zolllast für alle importierten Aluminium-Extrusionen direkt erhöht wird. Während sie als Stärkung im Inland hergestellter Aluminium-Extrusionsprodukte angesehen werden kann, hat diese Proklamation das Potenzial, die Gesamtanlandekosten aller Extrusionen aus dem Ausland für neue Projekte und bestehende offene Bestellungen erheblich zu erhöhen Alle internationalen Quellkostenmodelle entsprechend aktualisieren, um zukünftige Überraschungen zu vermeiden!
Die AEC hat kürzlich das neue EPD Generator-Tool auf den Markt gebracht, und die führenden Aluminiumextruder Nordamerikas haben damit begonnen, ihre Produkte nach dem neuen AEC-Standard zu zertifizieren, wobei das erste Beispiel im April 2026 zertifiziert wurde. Während der Einsatz von EPDs in strukturellen und architektonischen Anwendungen stärker war begrenzt als andere umweltfreundliche Bauelemente, wächst es stetig in regulierten umweltfreundlichen Bausektoren und auf die Lieferkette für Elektrofahrzeuge und die öffentlichen Beschaffungsanforderungen. Wenn Ihre Kunden eine EPD-Überprüfung in den Materialien benötigen, aus denen Ihr Produkt oder Ihre Endverwendung besteht, stellen Sie sicher, dass Ihr Lieferant die entsprechende Dokumentation bereitstellen kann.
Automobilanwendungen fordern zunehmend den Einsatz von 6063-T5 und T6 für Batteriegehäuse, Kühlkanäle und Crash-Management-Strukturen, um eine integrierte CNC-Nachbearbeitung zu ermöglichen (dichte Lochmuster zum Verriegeln von Batteriemodulen und Kühlplattenschnittstellen, Dichtungsflächen für Seilformungen).Diese automobilbezogenen Arbeiten begünstigen tendenziell integrierte Bearbeitungslieferanten (Profil + Nachbearbeitung) von ihren Extrusionen. Recyclingfreundliche Legierungen helfen Automobil-OEMs, Nachhaltigkeitsziele zu erreichen, um einen hohen Gehalt an recyceltem Aluminium zu messen und umfangreiche Dokumentation bereitzustellen.
Es gibt vier Hauptfaktoren, die die Kosten eines Profils beeinflussen: (1) Matrizenwerkzeuge - eine anfängliche, einmalige Investition zwischen $400-$25.000 allein für eine einzelne Form, aber wesentlich für ein individuelles Profil; (2) Die Kosten für Aluminiumbarren hängen von der gewählten Legierung ab; (3) Legierungen mit kürzerer Presszeit und langsamerem Lauf wie 7075 brauchen länger bis zum Extrudieren, was zu weniger als 6063 pro Stunde führt; und (4) CNC-Nachbearbeitungskosten erforderlich, wenn Lochpositionen oder Passflächenabmessungen nicht innerhalb der Toleranzen ASTM B221 eingehalten werden können. Abschnitt 2320 bis 2320 Zölle erwartet werden.
Es gibt keine beste Legierung; Die Anwendung bestimmt alles:
Die Aluminium-Extrusionsdüse ist eine schwere (c. 50 mm dicke) Scheibe aus H13-Werkzeugstahl mit einem Lochschnitt in ihrer Mitte, um den erforderlichen Querschnitt des extrudierten Abschnitts zu erzeugen. Es gibt drei Arten von Matrizen: massiv (für Stäbe, Winkel, Stäbe), hohl (für Rohre und andere Rahmenabschnitte, die auch Innenaushöhlungen aufweisen) und halbhohl (Abschnitte, die nur teilweise umschlossen sind).Die Matrize wird vor der Verwendung zunächst auf 450-500 C erhitzt.
Die Matrizenunterstützung erfolgt durch eine Reihe von Stütz- und Stützplatten, um den Stößeldrücken von etwa 15.000 Tonnen standzuhalten.
Quellen & Referenzen:









