


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Blechherstellung: Der Leitfaden für Ingenieure zu Prozessen, Materialien und Design
| Typische Dicke | 0,5 mm 6,0 mm |
| Übliche Materialien | Aluminium (5052, 6061), Edelstahl (304, 316 L), Kohlenstoffstahl (SPCC), Kupfer, Messing |
| Schlüsselprozesse | Laserschneiden, Pressbremsbiegen, WIG/MIG-Schweißen, CNC-Stanzen |
| Standardtoleranzen | ±0,05 mm (Laserschnitt), ±0,25 mm (Einfachbiegung) pro ISO 2768-mK |
| Typische Vorlaufzeit | 5 – 15 Werktage (Prototyp bis geringe Lautstärke) |
| Oberflächenbeschaffenheiten | Pulverbeschichtung, Eloxieren, Zinkplattieren, Bürsten, Passivierung |
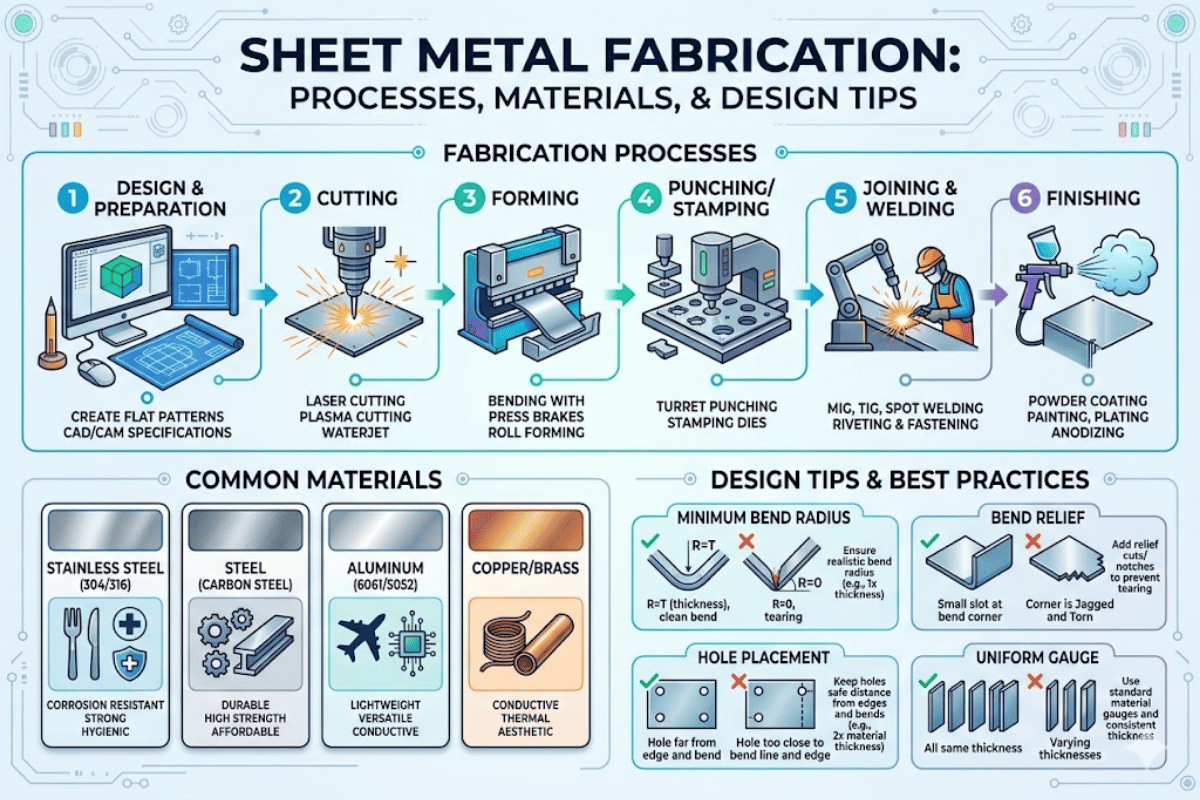
Bei der Blechfertigung werden flache Bleche von 0,5 mm bis 6,0 mm Dicke (6,0 mm – bearbeiteter Blechbezug in Fertigteile zerschnitten (profiliert), geformt (gebogen, gestanzt, gezogen) und zusammengebaut (geschweißt, genietet, befestigt) in die Endkomponente Es hat Anwendungen in der Automobil, Luft - und Raumfahrt, Elektronik - und Bauindustrie 2025 und wird voraussichtlich überall leichte und dennoch starke Metallblechkomponenten benötigt Die weltweite Marktgröße für Blechherstellungsdienstleistungen wurde 2025 auf 1 T22,3 Milliarden geschätzt und wird zwischen 2025 und 3 T3 auf eine CAGR anwachsen.
Dieser Blechleitfaden behandelt die Kernfertigungsprozesse, Materialauswahlkriterien, Design-for-Manufacturability-Regeln, Kostentreiber und Veredelungsoptionen, die Ingenieure und Beschaffungsteams benötigen, um maßgeschneiderte Blechteile korrekt anzugeben.

Blechherstellung unterscheidet sich von anderen Fertigungsoptionen als ein schlanker, eng tolerierter Prozess, der den Abfall minimiert Es ist schnell, und Material effizient, präzise angenommen in Automobil, Luft - und Raumfahrt-Elektronik, und Konstruktion. Nach Präzedenzfallforschung, 2025 erreichte der weltweite Markt für Blechherstellungsdienstleistungen 122,32 Milliarden TPT und wird voraussichtlich mit einer CAGR von 4,551 TP3 T wachsen und bis 2034 133,31 Milliarden TP erreichen.
Blechbefestigung unterscheidet sich in der Regel zwischen 0,5 mm und 6,0 mm zu fertigen Bauteilen. Dadurch werden flache Bauteile verwendet, die sich von anderen Herstellungsverfahren wie Gießen oder CNC-Bearbeitung unterscheiden, bei denen jeweils geschmolzenes Metall in eine Form oder ein Maschinenmaterial gegossen wird von einem großen Block herunter.
Die Blechfertigung arbeitet mit einer breiten Anzahl von Nichteisen - und Eisenwerkstoffen, von Aluminium bis Titan, Jede Teilefertigung beginnt als flacher Schaft, der mit einem 2 D-Profil geschnitten und dann durch eine Kombination aus Biegen, Stanzen oder Ziehen in die endgültige 3 D-Form umgewandelt wird Mehrere Bleche werden mit einer Reihe von Techniken verbunden, einschließlich Befestigungselementen, Schweißnähten oder Nieten.

Was den Prozess auszeichnet, ist, dass er sehr wenig Abfall produziert – ein wesentlicher Vorteil, wenn die Kosten durch Schrottmaterial getrieben werden. Darüber hinaus – im Gegensatz zu additiven Herstellungsverfahren können Blechteile recycelt werden, ohne dass es zu einer Eigenschaftsverschlechterung kommt. Präzision, Geschwindigkeit und Materialeffizienz machen die Blechherstellung zu einem Grundnahrungsmittel in der Industrie, von medizinischen Gehäusen bis hin zu Elektrofahrzeugbatterietabletts.
Jeder Blechherstellungsprozess fällt in eine von drei Kategorien: das Blech in Form schneiden, zu einer 3 D-Geometrie formen oder separate Blechteile durch Schweißen oder mechanische Befestigungselemente verbinden Ihre Wahl des Prozesses bestimmt die Geschwindigkeit, Toleranz und Kosten des fertigen Artikels.
| Methode | Toleranz | Max Dicke | Geschwindigkeit | Am besten für |
|---|---|---|---|---|
| Laserschneiden | ±0,05 mm | 19 mm (Stahl) | 10 25 m/min | Komplizierte Profile, dünn- bis mittelgroß |
| Plasmaschneiden | ±0,5 6 1,5 mm | 38 100 mm | 2 8 m/min | Dicke Platte, Baustahl |
| Wasserstrahl | ±0,1 mm | 300 mm | 0,52 m/min | Wärmeempfindliche Materialien, reflektierende Metalle |
| Scherung | ±0,25 mm | 6 mm | Schnellste (gerade Schnitte) | Geradeausschnitt, hohes Volumen |
Schneid- und Biegevorgänge dominieren die meisten Blechbearbeitungsarbeiten. Lasergeschnittene Profile machen den Großteil der Produktionsteile in Präzisionsblechverarbeitungsbetrieben aus.
Nach dem Schneiden werden die Bleche in 3 D-Form angehoben Eine Abkantpresse ist das vielseitigste Blechbiegeverfahren: Ein Stempel - und Matrizensatz übt Kraft auf Blech aus und zwingt es in einem gut kontrollierten Winkel in eine V-Form, wobei die Rollformung ein Blech durch eine Reihe von Rollen zieht, um kontinuierliche Profilformen wie Kanäle oder Winkel herzustellen Das Stanzen ist ein großvolumiger Prozess, bei dem eine Stanzpresse ein Teil mit einem progressiven Satz von Hohlräumen gegen eine feste Matrize in eine Form treibt: Die Produktionsraten liegen oft über 100 Teilen pro Minute. Durch tiefes Ziehen wird eine Blechform über ein Stanzwerkzeug gezogen: Die mechanische Dehnung drückt das Blech in ein hohles becher- oder kastenförmiges Produkt.
Technische Anmerkung
Beim Blechbiegen variiert der minimale Biegeradius je nach Material: Verwendung von 2 ist die Stammdicke (2 T) mit einem Quetsch von 101TP3 T ein Leitprinzip für gute Praxis für Aluminium; 0,8 T für Weichstahl, und Edelstahl (1,5 T-4 T, von der Güte - und Teileform) Das Biegen über die Kornrichtung ist ein Sicherheitsaspekt: eine Biegung kann nicht entlang der Kornrichtung ohne Rissbildung vorgenommen werden Aluminiumlegierungsteile haben die höchste Notwendigkeit, sich über die Faserrichtung zu biegen, Edelstahl die niedrigste. Beim Biegen aus der Faserrichtung besteht die Gefahr eines Risses, insbesondere bei gehärteten Legierungen.
Das Zusammenfügen von Blechteilen zu einer Baugruppe wird mit einem breiten Satz von Verbindungstechniken erreicht. Die drei häufigsten für Metalle sind GMAW (Gas Metal Arc Welding, auch bekannt als MIG-Schweißen), GTAW (Gas Tungsten Arc Welding, aka WIG-Schweißen) und Resistance Spot Welding. GMAW ist der schnellste Ansatz für Kohlenstoffstahl und Legierungen wie Aluminium: Es zieht einen kontinuierlich zugeführten Draht durch eine gasgeschirmte Pistole und schmilzt den Draht in das Schweißbecken. Für sauberere, präzisere Schweißnähte, aber mit geringeren Zufuhrraten als GMAW: Es führt eine mechanische Wolframelelektrode in das Schweißgerät ein. Das Zusammenschweißen ist eine Spot-Schweißen-Schweißen-Schweißen-Methode, die zwei zusammen verwendet, die.
Die Auswahl der richtigen Blechmaterialien beginnt mit drei Faktoren: mechanische Belastung, Betriebsumgebung und Kosten. Nachfolgend finden Sie eine Zusammenfassung der gängigen Optionen für die typischen mechanischen Eigenschaften, die sich auf die Herstellung auswirken.
| Material / Güteklasse | Zugfestigkeit | Dichte | Korrosionsbeständigkeit | Relative Kosten |
|---|---|---|---|---|
| Aluminium 5052-H32 | 228 MPa | 2,68 g/cm³ | Ausgezeichnet (Salzwassersicher) | $$ |
| Aluminium 6061-T6 | 310 MPa | 2,70 g/cm³ | Gut | $$ |
| Edelstahl 304 | 515 MPa | 7,93 g/cm³ | Ausgezeichnet | $$$ |
| Edelstahl 316L | 485 MPa | 7,99 g/cm³ | Superior (chloridbeständig) | $$$$ |
| Kohlenstoffstahl SPCC | 270 MPa | 7,85 g/cm³ | Niedrig (erfordert Beschichtung) | $ |
| Kupfer C110 | 220 MPa | 8,94 g/cm³ | Gut | $$$$ |
| Messing C260 | 315 MPa | 8,53 g/cm³ | Gut | $$$ |
Aluminium 5052 ist ein korrosionsbeständiger Ersatz für Weichstahl in Architektur - und Schiffsanwendungen Wenn höhere Festigkeit ein Designkriterium ist, ist 6061-T6 der Standard Ingenieure, die brauchen Aluminiumbearbeitung Für engere Toleranzfunktionen können Blechumformungen mit sekundären CNC-Vorgängen kombiniert werden.
Die rostfreien Stähle 304 und 316 L sind in vielen Anwendungen korrosionsbeständig Für chemische Anwendungen oder eine höhere Chloridbeständigkeit bietet die Verwendung von 316 L Vorteile Sowohl 304 als auch 316 L eignen sich zum Umformen, und Blechumformlegierungen werden häufig mit Sekundärlegierungen kombiniert CNC-Bearbeitung. Edelstahlteile Die erforderlichen bearbeiteten Bohrungen oder Gewindefunktionen passen gut zu einem Hybrid-Fertigungsansatz.
Kohlenstoffstahl SPCC ist die kostengünstigste Blechsorte für geschlossene Umgebungen. Kupferteile Thermischen und elektrischen Anwendungen dienen, während Messingkomponenten Bieten Sie ein Gleichgewicht zwischen Bearbeitbarkeit und Korrosionsbeständigkeit für dekorative oder HF-Abschirmanwendungen.
Suchen Sie bei der Auswahl von Blechen nach den Mühlenprüfbescheinigungen (MTC) des Lieferanten. Diese Berichte überprüfen die tatsächliche Zugfestigkeit, Duktilität und Bestandteile Ihrer Charge, nicht nur die Spezifikationen.

Schlechtes Blechdesign ist die schnellste Methode, um sowohl die Kosten als auch die Vorlaufzeit zu erhöhen. Durch die Einhaltung eines ordnungsgemäßen DFM-Ansatzes in der CAD-Phase werden Nacharbeiten, Ausschuss und die Unfähigkeit, die Toleranzen von Abkantpressen und Laserschnitten einzuhalten, vermieden.
Jede Biegung muss einen minimalen Innenradius haben, um Eckrisse zu verhindern Der minimal tolerierbare Radius ist vom Material abhängig 2-mal so viel Aluminium benötigt Materialstärke (2 T), Weichstahl benötigt 0,8 T, Edelstahl benötigt 1,5 T-4 T. Übermäßig kleine Biegeradien führen bei Kontakt mit der Kornrichtung zu Oberflächenrissen im äußeren Biegeradius.
Mindestflanschlänge – das flache Segment zwischen der Knicklinie und der Blattkante – – – 2-mal so groß wie die Materialstärke PLUS Knickradius. Kurze Flansche rutschen während des Formens aus der Pressbremsdüse und erzeugen inkonsistente Winkel.
Technische Anmerkung
Für ein 2 mm Edelstahlblech 304 mit 3 mm Biegeradius: Mindestflansch = 2 × 2 mm + 3 mm = 7 mm Loch-zu-Biege-Freiraum = 2 × 2 mm + 3 mm = 7 mm Alle Merkmale mindestens in diesem Abstand von jeder Biegungslinie platzieren, um Verformungen zu verhindern.
Löcher, Schlitze und Ausschnitte, die zu nahe an einer Knicklinie liegen, verformen sich während des Umformvorgangs Wie bisher ist 2 ̄n die Materialdicke plus der Knickradius der sichere Mindestabstand Die Lochgröße sollte mindestens der Materialdicke entsprechen (mindestens 1 T). CNC-Stanzpressen werden kleinere Löcher machen, erfordern jedoch kundenspezifische Werkzeuge und spezielle Einrichtung, was erhebliche Kosten verursacht.
ISO 2768 Definiert allgemeine Toleranzklassen für Blechteile Die meisten Hersteller gehen standardmäßig nach ISO 2768-mK vor, wobei “m” (mittel) lineare Abmessungen und “K” (mittel) geometrische Toleranzen wie Ebenheit und Senkrechtheit nach dem Biegen regelt.
| Nominallänge | Gut (f) | Mittel (m) | Grob (c) |
|---|---|---|---|
| 0,5 3 mm | ±0,05 mm | ±0,1 mm | ±0,2 mm |
| 3 6 mm | ±0,05 mm | ±0,1 mm | ±0,3 mm |
| 6 30 mm | ±0,1 mm | ±0,2 mm | ±0,5 mm |
| 30 120 mm | ±0,15 mm | ±0,3 mm | ±0,8 mm |
Ein weiterer Bereich, in dem Kosten verborgen sind, ist die Tolerierung von Mehrbiegekomponenten Jede Biegung fügt etwa 0,25 mm an Maßunsicherheit hinzu Ein Teil mit vier Biegungen hat eine kumulierte Gesamtpositionstoleranz von 1,0 mm. Wo enge Merkmale an kundenspezifischen Teilen erforderlich sind, kostet die Bearbeitung enger Toleranzen nach dem Formen des Blechteils weniger als die Auferlegung engerer Toleranzen auf das gesamte Metallstück Bei komplexen Prototypen, die eine schnelle Iteration erfordern, ist, Rapid Prototyping-Dienste DFM-Annahmen validieren kann, bevor sie sich auf Produktionswerkzeuge festlegen.

Die Herstellungskosten für Bleche hängen von fünf Faktoren ab. Unabhängig davon, ob Sie Produktionsteile oder einen einzelnen Prototyp bestellen, hält die Steuerung dieser Variablen in der Blechkonstruktionsphase die Preise vorhersehbar.
| Kostentreiber | Typische Reichweite | Auswirkungen auf den Stückpreis |
|---|---|---|
| Material | $2 – 15/kg (variiert je nach Besoldungsgruppe) | 30 – 501 TP3T der Teilkosten |
| Schneiden | $80 – 150/h (Laser) | 5 – 151 TP3T pro Teil |
| Biegend | $60 – 120/h (Druckbremse) | 10 – 201 TP3T pro Teil |
| Veredelung | $0.5 05,00/Teil | 5 – 251 TP3T pro Teil |
| Volumen | Prototyp $1 56 $200+/Teil, Produktion $5 – TP4T75/Teil | 2 –10 ̄N Kostendifferenz |
Produktionsvolumen dominiert Das Kostendifferenzen von Prototyping gegenüber Produktionsmengen übersteigt Rohstoffpreisunterschiede bei weitem Die Rüstzeit auf einem einzelnen Teil läuft zwischen $50$200, während die Kosten bei 1.000 Einheiten oft nur bei jeweils $5$15 liegen, durch die Umstellung von Edelstahl 316 L auf Aluminium 5052 können die Materialkosten um 40601TP3 T und das Schnittgewicht um über 651TP3 T gesenkt werden.
Die Konstruktionsgeometrie hat auch einen direkten Einfluss auf Toleranzen und Maschinenzeit Jede zusätzliche Biegung fügt einen Druckbremszyklus hinzu, und die Anforderung von ISO 2768-f anstelle von ISO 2768-m kann eine Sekundärinspektion erfordern bzw CNC-Fräsen Pässe, steigende Kosten 20 – 01 TP3 T. Eilaufträge werden mit einem Zuschlag von 20 401 TP3 T über die Standardvorlaufzeiten befördert.
Minimieren Sie die Kosten, ohne die Funktion zu senken, indem Sie Toleranzen nur auf kritische Abmessungen anwenden. Standardmäßig ISO 2768-m und geben Sie engere Werte nur dort an, wo Passflächen oder Montageanschlüsse erforderlich sind. Diese einzelne Änderung spart 15-301 TP3 T an Inspektions- und Nacharbeitskosten.
Sind Sie bereit, ein Angebot für Ihr Metallfertigungsprojekt zu erhalten? Der kundenspezifische Blechherstellungsservice von Le-creator Bietet eine 24-Stunden-Angebotsermittlung mit DFM-Feedback.

Design für Herstellbarkeit Sicherstellen, dass neue oder verbesserte Blechkomponenten beim ersten Mal kostengünstig vom Blech-Fab-Haus hergestellt werden können Vermeidung von Nacharbeiten spart Zeit und Geld.
Die Blechbearbeitung schützt vor Korrosion, erhöht die Verschleißfestigkeit und stellt das Aussehen und die Haptik des Teils fertig. Die Wahl des idealen Finishs hängt vom Grundmetall, der Umgebung und den Kostenbeschränkungen ab.
| Fertig stellen | Dicke | Am besten für | Standard |
|---|---|---|---|
| Pulverbeschichtung | 60 – 120 Um | Stahl, Aluminium (Außenbelichtung) | ASTM D3451 |
| Eloxierend (Typ II) | 5 – 25 Um | Nur Aluminium | MIL-A-8625 |
| Zinkplattierung | 5 – 25 Um | Kohlenstoffstahl (innen/leicht im Freien) | ASTM B633 |
| Passivierung | Chemisch (keine Ansammlung) | Edelstahl | ASTM A967 |
| Bürsten / Schleifen | N/A (Oberflächentextur) | Edelstahl, Aluminium (kosmetisch) | — |
| Chromatumwandlung | 0,25 µm | Aluminium (elektrische Leitfähigkeit) | MIL-DTL-5541 |
Die Pulverbeschichtung ist die beliebteste Blechveredelungsmöglichkeit für Witterungseinflüsse ausgesetzte Teile Elektrostatisch aufgetragen und bei 180 200°C ausgehärtet bildet die Pulverbeschichtung eine 60 µm Schicht zäher als flüssige Farbe Bei Aluminiumblechbauteilen entsteht durch Anodisieren eine Oxidschicht, die vom Grundmetall selbst nicht abziehbar oder flockend ist. Eine Zinkplattierung auf Kohlenstoff bietet kostengünstigen Opferkorrosionsschutz, obwohl die 525 µ-Schicht in rauen Umgebungen eine begrenzte Lebensdauer bietet. Die Passivierung streift freies Eisen von Edelstahloberflächen ab und stellt die Chromoxidschicht wieder her, die vor Korrosion schützt.

Die meisten Nacharbeiten an Blechherstellungsprojekten gehen auf fünf Herausforderungen in der Entwurfsphase zurück. Durch deren Vermeidung können Geld und Vorlaufzeit gespart werden.

Produktionsläufe kosten $5 $75 pro Teil, je nach Größe und Stil; im Prototypenvolumen liegen die Kosten typischerweise zwischen $15 und $200+ pro Stück. Zu den Schlüsselfaktoren, die sich auf die Kosten auswirken, gehören die Materialart (Edelstahl benötigt 3-5-mal so lange bis zur Maschine wie Kohlenstoffstahl pro Kilogramm), die Form (erhöhte Anzahl von Biegungen hat der Bearbeitung nur wenig Zeit hinzugefügt), die Toleranzklasse und die Oberflächenveredelung. Das Volumen ist natürlich am bedeutendsten.
Normalerweise führt eine 10-fache Volumenzunahme zu einem Preisrückgang von 50-70% pro Einheit usw. Fordern Sie Angebote von mehreren verschiedenen Fertigungsunternehmen an.
Ja, Laserschneiden und CNC-Druckbremsenbiegen erfordern überhaupt keine spezielle Werkzeugausstattung, daher ermöglicht das Blech-Prototyping Prototypenläufe von 15 Stück. Die Bearbeitungszeit kann für einfachere Teile zwischen 3 und 7 Werktagen liegen. Dadurch liegt das Prototyping weit vor dem Stanzen (und der Beschaffungszeit), da ein einteiliger Prototyp-Chip $5.000+ kosten kann und die Herstellung mehrere Wochen dauern kann.
In vielen Fällen akzeptieren Hersteller STEP-, IGES- oder DXF-Dateien und können sogar eine einwöchige Bearbeitungszeit für einfache Geometrien anbieten.
Suchen Sie nach Präzisions-Blechkomponenten mit schnellen Vorlaufzeiten und Design für die Fertigungsunterstützung?
Dieses Buch bezieht sich auf veröffentlichte ISO- und ASTM-Spezifikationen, Branchendaten von Precedence Research und Grand View Research sowie technische Spezifikationen, die aus den Verpackungs- und Versandkapazitäten der Hersteller stammen. Die DFM-Regeln und Beispiele für Toleranzstapelungen sind repräsentativ für die Verwendung in gängigen Präzisionsblechwerkstätten, die Anforderungen an Automobil, Luft- und Raumfahrt und Elektronik liefern. Alle Kostenbereiche werden aus Marktdaten für 2024-2025 abgeleitet; Die Preise ändern sich je nach Standort, Volumen und Verfügbarkeit der Materialien.









