


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


POM CNC-Bearbeitung: Ein praktischer Leitfaden zur Bearbeitung von Delrin- und Acetal-Teilen
Wenn Sie an Präzisionskunststoffteilen herumgebastelt haben, sind Sie auf das legendäre POM – bekannt unter einigen seiner Handelsnamen als Delrin, Celcon oder gerade vom ursprünglichen Namen Acetal geschlagen. Von Insulin-Pen-Mechanismen bis hin zu Teilen des Kraftstoffsystems eines Autos ist dieser technische Thermoplast aus einem bestimmten Grund allgegenwärtig. Er entspricht den Reinigungsstandards, ist äußerst genau und widerstandsfähig, um ihn auf eine Weise zu tragen, wie es nur wenige andere Kunststoffe behaupten können.
Allerdings einfach nur Futter in einem POM CNC-Bearbeitung Center wird nicht zu erstklassigen Ergebnissen führen. Es sind die Details der Sortenauswahl, der Schneidparameter, des Maßmanagements und des Maßverhaltens nach der Bearbeitung, die bestimmen, ob Ihre fertigen Komponenten dazu führen, dass die Qualität zu Abfall wird.
Dieses Handout fasst unsere Erfahrungen aus der Bearbeitung Tausender Pom-Teile im medizinischen, Automobil- und Elektronikbereich zusammen: Auswahl der richtigen Sorte, Berechnung der Vorschüsse und Geschwindigkeiten, erreichbare Toleranzen und wenn die CNC-Bearbeitung in Ihrem Fall das Spritzgießen übertrifft.
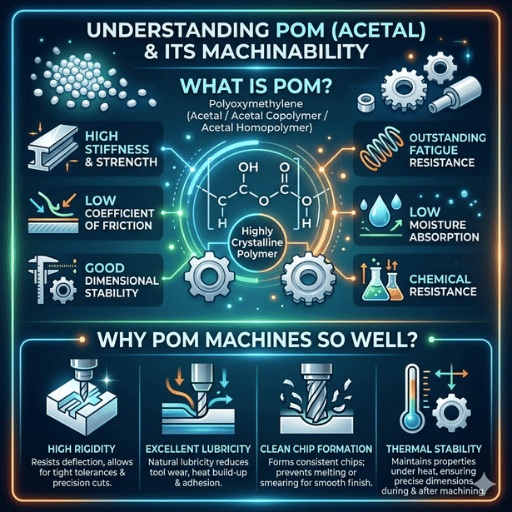
POM, also Polyoxymethylen, ist ein halbkristalliner technischer Thermoplast, auch bekannt als Acetal oder unter dem DuPont-Handelsnamen Delrin. In der älteren technischen Literatur oft als Polyacetal bekannt, aber es ist mit der gleichen Familie hochleistungsfähiger technischer Kunststoffe wie Nylon und PBT verwandt, aber einige bessere Funktionen für die CNC-Bearbeitung.
Originalmaterial wurde patentiert und 1960 von DuPont unter dem Namen Delrin-Homopolymer kommerziell übernommen. Celanese fügte später als Celcon eine Copolymerproduktion hinzu. POM ist immer noch einer der am weitesten verbreiteten Kunststoffe der Welt, mit einem weltweiten Verbrauch von über drei Millionen Tonnen pro Jahr, basierend auf Marktforschungsdaten.
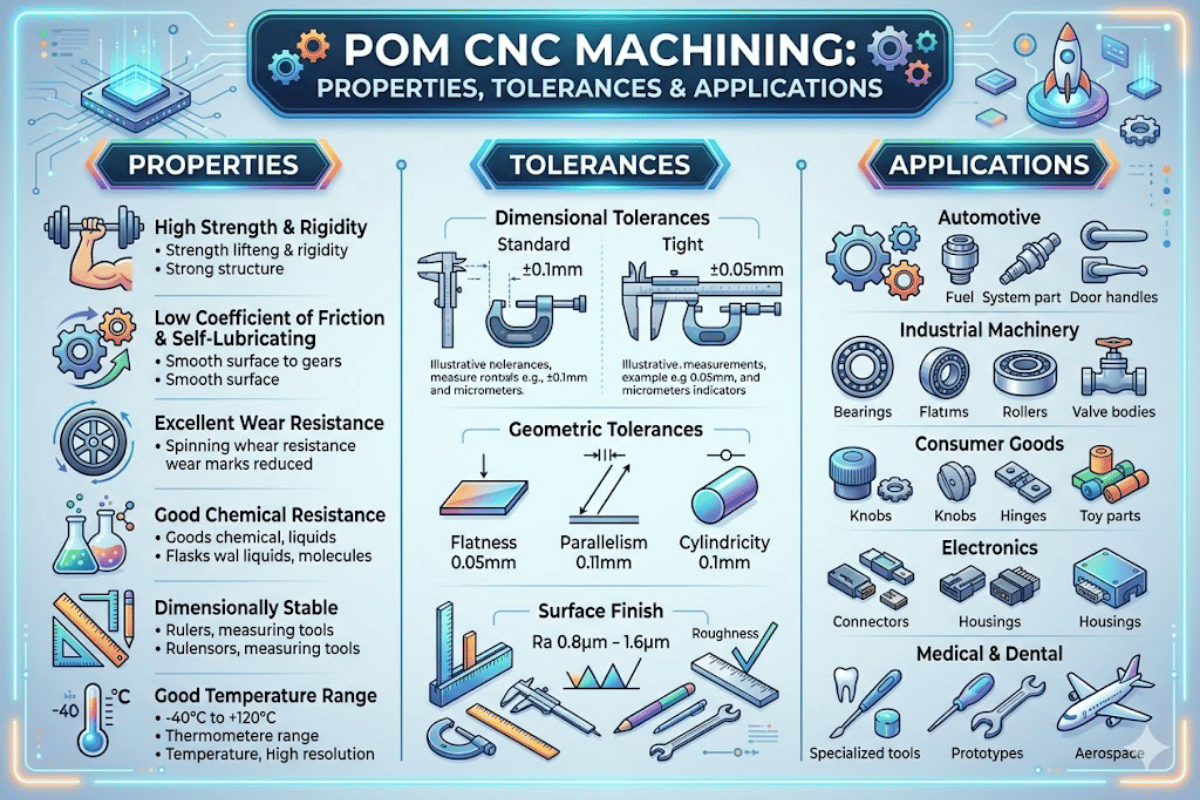
Was POM so beliebt macht, ist seine einzigartige Kombination von Eigenschaften: Hohe Steifigkeit macht POM widerstandsfähig gegen Durchbiegung durch die Schneidkräfte Geringe Reibung macht eine nicht schweißende Spanbildung, und ausgezeichnete Dimensionsstabilität hält die Größe des Bauteils nahe an seinen Programmierabmessungen, sobald der Fräser gegangen ist.
Seine extreme Kristallinität; zwischen 75 und 85 Prozent führen zu einer kristallinen und nicht zu einer gummiartigen und fadenförmigen Spanbildung; im Gegensatz zu amorphen Kunststoffen.
Gemäß den ASTM D6100-17 Spezifikation Die POM-Form muss auch die Spezifikationen erfüllen für: Zugfestigkeit Dehnung bei Bruch Zugmodul Biegemodul Izod-Schlagporosität Gemäß diesen Spezifikationen verfügen Ingenieure nun über eine standardisierte Basislinie für die Materialqualifikation in Präzisions-CNC-Bearbeitungsanwendungen.
Nicht alle POM sind gleich, Die beiden Hauptqualitäten, pom-h (Homopolymer) und POM-C (Copolymer), sind in der Leistung nahe genug, dass die Auswahl der falschen mechanischen Versagen im Betrieb bedeuten wird POM-H, erhältlich als Delrinmarke, hat etwa 15 Prozent höhere Zugfestigkeit und Steifigkeit POM-C, bekannt als Celcon oder Hostaform, opfert etwas mechanische Festigkeit für eine höhere chemische Beständigkeit und geringere Porosität.
Innerhalb unserer eigenen Produktion hält der pom-h engere Toleranzen auf allen Getriebeteilen und Lagerflächen ein, bei denen die Maßhaltigkeit unter Last entscheidend ist. wohingegen POM-C den offensichtlichen Vorteil bei Teilen zeigt, die Warmwasserleitungen, Reinigungschemikalien oder leicht sauren Bedingungen ausgesetzt sind.
| Eigentum | POM-H (Homopolymer) | POM-C (Copolymer) |
|---|---|---|
| Zugfestigkeit | 70 MPa | 61 MPa |
| Elastizitätsmodul | 4.623 MPa | 3.105 MPa |
| Pausendehnung | 25% | 40 –75% |
| Chemische Beständigkeit (pH-Bereich) | pH 4 9 | pH 4 13 |
| Hydrolysebeständigkeit | Bis zu 60°C | Bis zu 85°C |
| Mittellinienporosität | Höher (sichtbar in dicken Stäben) | Niedriger (besser für Dichtflächen) |
| Kriecherwiderstand | ~101TP3 T höhere Tragfähigkeit | Standard |
| Kosten | Höher | Niedriger (751TP3 T des weltweiten POM-Umsatzes) |
Unser Notenauswahl-Framework
Zusätzlich zu diesen beiden Standardqualitäten gibt es Spezialversionen von POM für bestimmte spezifische Zwecke POM-C GF25 (25%-Glas gefüllt für höhere Steifigkeit), POM-ESD (antistatisch für die Elektronikmontage) und POM-LF (niedrig- Reibung, PTFE-Füllstoff für Gleitlager).
Wenn Sie Maschinenpom verwenden, wirken sich die mechanischen Eigenschaften direkt darauf aus, wie es sich unter Schneidkräften verhält, wie gut es Abmessungen hält und wie lange fertige Teile im Einsatz bleiben. Hier ist ein Vergleich von POM mit den anderen Kunststoffen, die am häufigsten für Präzisions-CNC-Bearbeitungsteile spezifiziert werden.
| Eigentum | POM | Nylon 6/6 | ABS | GUCK |
|---|---|---|---|---|
| Zugfestigkeit (MPa) | 60 –70 | 70 85 | 40 –50 | 100 110 |
| Biegemodul (GPa) | 2.63.0 | 2.52.8 | 2.02.4 | 3.54.5 |
| Reibungskoeffizient | 0,20 35 | 0,30 40 Uhr | 0,35 50 | 0,35 45 |
| Wasseraufnahme (24 Stunden) | 0.20% | 1.2 1.5% | 0.20% | 0.10% |
| HDT bei 1,8 MPa (°C) | 110 136 | 65 100 | 88 100 | 152 160 |
| CTE (×10 -6/K) | 110 130 | 80 –95 | 80 100 | 47 –54 |
| Bearbeitbarkeit | Ausgezeichnet | Gut (stringige Chips) | Gut | Gut (Schleifmittel) |
Aufgrund der Kombination aus geringer Reibung, selbstschmierenden Eigenschaften und Verschleißfestigkeit von POM ist es ideal für bewegliche Teile wie Zahnräder; Lager- und Schiebemechanismen – Anwendungen, bei denen Nylon überschüssige Feuchtigkeit aufsaugt und ABS nicht die erforderliche Ermüdungslebensdauer aufweist. Seine geringe Wasseraufnahme (0,20% im Vergleich zu Nylon 1,2-1,5%) bedeutet einfach eine hohe Dimensionsstabilität auch in feuchter Umgebung Deshalb wird POM in Präzisionsteilen verwendet, die in unterschiedlichen Jahreszeiten und Klimazonen eine konstante Passform erfordern.
Beachtenswert: der Wärmeausdehnungskoeffizient von POM (110 130 × 10 -6/K) bedeutet, dass sich ein 100 mm großes POM-Werkstück bei 20 C bei 30 C um etwa 0,13 mm ausdehnen würde. Bei Toleranzanforderungen, die enger als 0,05 mm sind, wirkt sich dies auf die Notwendigkeit aus, in einem temperaturgesteuerten Raum zu bearbeiten und zu prüfen. Tests, die an den POM-Materialien durchgeführt werden von Mitsubishi Chemical Advanced Materials Zeigen, dass das jeweilige Copolymer und die Acetale die Dimensionsstabilität innerhalb bestimmter Grenzen (ASTM-Standards) beibehalten.
POM schlägt ABS in Zugfestigkeit (60 – 70 MPa vs. 40 – 50 MPa), Steifigkeit und Ermüdungslebensdauer. ABS verbindet sich leichter mit Klebstoffen und nimmt Farbe besser auf. Wählen Sie POM, wenn mechanische Leistung und Verschleißmaterial vorhanden sind; Wählen Sie ABS, wenn kosmetische Veredelung oder chemische Bindung im Vordergrund stehen.
POM ist einfach und einer der einfachsten technischen Kunststoffe, die mit der einfachsten Maschine zu arbeiten sind, aber “einfach”bedeutet nicht “verzeihen”. Schlechte Parameterwahlen führen zu Oberflächenschmelzen, Gummischipbildung oder im schlimmsten Fall zu thermischer Zersetzung, die Formaldehydgas freisetzt. Hier sind die Bearbeitungsparameter, die unser Team verwendet, wenn es POM auf CNC-Fräs- und Drehzentren betreibt.
| Parameter | Empfohlene Reichweite | Anmerkungen |
|---|---|---|
| Oberflächengeschwindigkeit | 150 350 m/min | Hartmetallwerkzeuge; beginnen Sie bei 200 m/min |
| Chiplast pro Zahn | 0,05 – 15 mm/Zahn | Zu niedrig → Wärmeaufbau und Schmelzen |
| Schnitttiefe (Rauhen) | 1,03,0 mm | POM verarbeitet aggressive Schnitte gut |
| Schnitttiefe (Finishing) | 0,20,5 mm | Lichtdurchgänge für Ra 0,8 µm |
| Flötenzählung | 1 –2 Flöten bevorzugt | Bessere Chip-Evakuierung als 4-Flöte |
| Parameter | Empfohlene Reichweite | Anmerkungen |
|---|---|---|
| Spindelgeschwindigkeit | 1.000 2.000 Drehzahlen | Passen Sie es basierend auf dem Durchmesser an |
| Futterrate | 0,10 – 0,30 mm/Umdrehung | Höhere Futtermittel erzeugen sauberere Chips |
| Schnitttiefe | 0,52,0 mm | Material gleichmäßig von beiden Seiten entfernen |
| Werkzeuggeometrie | Rechen 510°, Erleichterung 10 – 15° | Positiver Rechen reduziert Schnittkräfte |
Verwenden Sie scharfe, polierte Hartmetallschneider. Führen Sie eine Bearbeitung mit positiven Spanwinkeln durch. Verwenden Sie Hochgeschwindigkeitsschneider aus Stahl (HSS), da diese für Produktionsarbeiten in geringem Volumen ausreichen, verwenden Sie jedoch Hartmetall für eine bessere Lebensdauer des Werkzeugs, Oberflächenbeschaffenheit und Werkzeugverschleiß.
Verwenden Sie Einflöten- oder Zweiflöten-Endmühlen anstelle von Vierflötenwerkzeugen. Diese beseitigen Späne effektiver, da die POM-Chips dazu neigen, die Täler der Fräser zu verstopfen, die erneut schmelzen:
Für Kühlmittel ist der akzeptierte Industriestandard beim Drehen von POM Hochdruckdruckdruckluft, die Späne sofort abbricht, verhindert, dass sich Wärme im Werkstück ansammelt und das Gerät trocken ist. Ein wasserlösliches Kühlmittel ist ebenfalls wirksam, Hochwasserkühlmittel ist jedoch aufgrund der geringen Wasseraufnahme von POM (0,20%) nicht erforderlich.
Kühlmittel auf Ölbasis können ebenfalls vermieden werden, da sie dazu neigen, die Oberfläche zu markieren.
Das Ausführen von POM ohne Kühlmittel bei mehr als ca. 300 m/min Oberflächengeschwindigkeit führt zu Oberflächenschmelzen und Gummischips – und das ist ein Problem, das bei etwa 1⁄4 der ausgelagerten POM-Aufgaben auftritt, die wir zur Nachbearbeitung erhalten Überhitztes Material gibt auch Formaldehydgas ab über 220°C ab. Wenn Sie bei der Bearbeitung einen rauen, stechenden Geruch bemerken, hören Sie sofort auf und stellen Sie sicher, dass Sie die Extraktion erhöhen.
Die Toleranzen von POM entsprechen vielen Metallen und sind wesentlich besser als die der meisten anderen Kunststoffe. Standardmäßig verfügt unser Pom-Molarod über 0,05 mm bei Funktionen kleiner als 50 mm. Erreichbare Toleranzen für Präzisionsbohrungen und passende Teile betragen 0,02 mm beim Endaufreiben oder Feinbohren, kombiniert mit Situationen von Temperaturkontrollmaschinen.
| Merkmalstyp | Standardtoleranz | Präzisionstoleranz |
|---|---|---|
| Lineare Abmessungen (<50 mm) | ±0,05 mm | ±0,02 mm |
| Lineare Abmessungen (50 – 150 mm) | ±0,08 mm | ±0,05 mm |
| Bohrungsdurchmesser | ±0,03 mm | ±0,01 mm |
| Ebenheit (pro 100 mm) | 0,10 mm | 0,05 mm |
| Thread (M3 –10) | 6 H/6g | 5 H/5g |
| Fertigstellungsmethode | Ra-wert | Typische Verwendung |
|---|---|---|
| As-maschinell (Standard) | Ra 1,63,2 µm | Funktionsteile, berührungslose Oberflächen |
| Feinbearbeitet | Ra 0,8 µm | Lagerflächen, Gleitkontakt |
| Poliert | Ra 0,4 µm | Dichtungsflächen, medizinische Komponenten |
| Dampfpoliert | Ra 0,2 µm | Optische Klarheit, kosmetische Oberflächen |
Bommelteile können sich während der 24-48 Stunden nach der Bearbeitung um 0,02 bis 0,05 mm verformen, da sich die Eigenspannungen entspannen Für Präzision POM Teile Planen Sie innerhalb einer Toleranz von 0,03 mm vor der Endkontrolle eine Stabilisierungsphase ein. In einigen Werkstätten gelingt es, die Belastung durch das Ofenglühen von POM-Rohlingen bei 160°C für 1-2 Stunden vor der Bearbeitung zu verringern. Wir empfehlen einen Schritt für alle Komponenten mit engen Toleranzen.
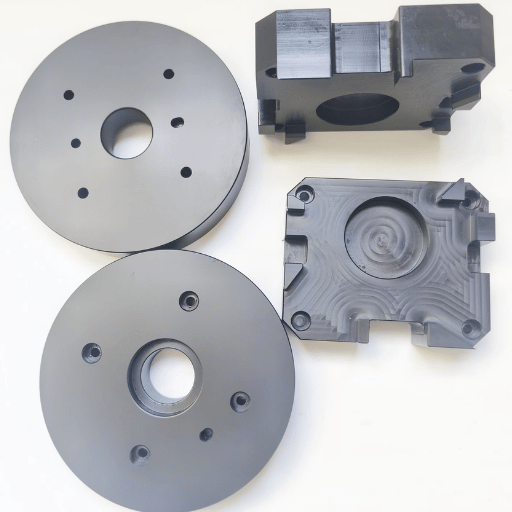
Die einzigartige Mischung aus mechanischer Festigkeit, geringer Reibung und chemischer Beständigkeit macht POM für die breite Palette der verwendeten Kunststoffe geeignet CNC-bearbeitete POM-Komponenten. Hier sind typische Pom-Kunststoffteile, die wir am häufigsten bearbeiten: Insulinpenmechanismen für medizinische OEMs, Förderführungsschienen für lebensmittelechte Prozesse und elektrische Steckverbindergehäuse mit einer Flammenleistung von UL94 HB.
Zahnräder, Komponenten des Kraftstoffsystem-Fensterreglers, Sicherheitsgurtmechanismen und Innenverkleidungsbefestigungen verwenden alle POM. Aufgrund seiner hervorragenden Verschleißfestigkeit und Ermüdungslebensdauer eignet es sich ideal für Anwendungen, bei denen diese Teile Hunderte von Tausenden von Zyklen ohne Schmierung durchführen und erhebliche Wartungskosten im Prozess einsparen.
Arzneimittelverabreichungssysteme (Insulinstifte, Inhalatoren), Griffe chirurgischer Instrumente, diagnostische Patronenhülsen POM in medizinischer Qualität erfüllt die Anforderungen von FDA 21 CFR 177.2470 und wurde sowohl in die FDA Drug Master File- als auch in die FDA Device Master File-Register aufgenommen. ISO 10993-Tests und USP-Biokompatibilitätstests der Klasse VI bieten zusätzliche Sicherheit für ihre sichere Verwendung im Kontakt mit Patienten.
Förderketten, Führungsschienen, Schaberblätter und Ventilsitze. POM-C in Lebensmittelqualität hält sich an bestehende FDA-Vorschriften für Lebensmittelkontakt Regeln, zusammen mit der EU-Verordnung 10/201 über den direkten Kontakt mit Lebensmitteln1, die den direkten Kontakt mit Lebensmittelkomponenten beinhalten, werden für den Export von Komponenten immer wichtiger.
Steckverbinderschalen, Schaltergehäuse, Gebläselager und Dünnspurisolatoren Hervorragende Dimensionsstabilität über einen breiten Temperatur- und Feuchtigkeitsbereich verhindert Verschiebungen bei der Platzierung des Steckverbinderstifts, während seine geringe Feuchtigkeitsaufnahme Schwellungen reduziert, die den elektrischen Abstand verändern können.
Pumpenlaufradventile, Nockenfolger und kundenspezifische POM-Buchsen. Diese Kunststoffe sind ein brauchbarer Ersatz für Metall, wenn Gewichtseinsparungen, Korrosionsbeständigkeit oder schmierfreier Betrieb die Änderungen rechtfertigen, oft mit 30 Prozent weniger fertigen Teilen.
Spritzguss ist in der Lage, CNC-Bearbeitung POM, ist aber besser geeignet, die Projektprofile der größeren Volumenbedarf typischerweise von Spritzguss Kunden identifiziert Toleranzspezifikation, Komponentenvolumen, Durchlaufzeiten, und Teilebudget werden gegeneinander abgewogen, um die Entscheidung zu treffen.
| Faktor | CNC-Bearbeitung | Spritzguss |
|---|---|---|
| Vorkosten | Niedrig (keine Werkzeuge) | $5,00 – $50,000+ (Formkosten) |
| Teilkosten (10 Einheiten) | $15 $80 | Nicht lebensfähig (Schimmelkosten dominieren) |
| Teilkosten (1.000 Einheiten) | $10 –$60 | $1 1 TP4T5 |
| Teilkosten (10.000 Einheiten) | $8 $50 | $0,50 $3 |
| Lieferzeit | 3 10 Werktage | 4 – 8 Wochen (Formfertigung) |
| Erreichbare Toleranz | ±0,02 mm (Präzision) | ±0,05 (typisch) 10 mm |
| Designänderungen | CAD-Datei aktualisieren (Stunden) | Form ändern oder neu herstellen (Wochen) |
| Materialabfall | Höher (subtraktiver Prozess) | Unter (nahe netzförmig) |
Unserer Meinung nach sollte die CNC-Bearbeitung für Anstrengungen von weniger als 500 Teilen oder solche mit engeren Toleranzen als 0,05 mm eingesetzt werden. Bei stabilen Konstruktionen mit Losgröße von 1.000 Teilen oder mehr ist es jedoch besser, Spritzguss zu verwenden. Die Schwelle der Wirtschaftlichkeit für einfache Formen liegt bei 300-700 Teilen, während der gleiche Schwellenwert bei komplexen POM-Formen, die kostspielige Formen mit mehreren Hohlräumen erfordern, auf 5.000 Teile ansteigt.
Viele unserer Kunden verwenden ein Hybridverfahren: CNC-bearbeitete POM-Teile dienen als Prototyp und Testartikel, dann übernimmt das Spritzgießen die Produktionsläufe Auf diese Weise werden Form und Funktion an bearbeiteten POM-Teilen validiert, bevor $10.000 oder mehr sich dem Formwerkzeug verschrieben haben Der CNC-Prototyp verwendet das gleiche POM-geeignete Formteil wie das endgültige Formteil, sodass die Eigenschaften im Gegensatz zu 3 D-gedruckten Prototypen direkt übernommen werden, die nur annähernd die endgültige Leistung erreichen.
Für einen Kostenvergleich ist es sehr nützlich, ein genaues Angebot für CNC-Bearbeitung und Spritzguss basierend auf Ihrem erwarteten Volumen zu erhalten. Bei POM-Teilen ist die CNC-zu-Form-Überkreuzung häufig niedriger als bei Metall- und Kunststoffteilen, da POM-Maschinen schnell sind und Acetalformwerkzeuge eine spezielle Entlüftung benötigen, um die Abgasung von Formaldehyd während des Spritzgussprozesses zu bewältigen.

Vom Prototyp bis zur Produktion speichern Sie auf Ihrem Der POM-Bearbeitungsservice von Lecreator Kosten mit Firstpass-Erträgen von 98%+ und Inspektion auf 100% Arbeitsplätzen.
Dieser Leitfaden basiert auf Lecreators 17-jähriger Erfahrung in der Bearbeitung von POM in den Bereichen Medizin, Automobil und Elektronik. Er liefert Bearbeitungsparameter und Toleranzdaten basierend auf unseren Produktionsaufzeichnungen, die POM-H und POM-C in über 80 CNC-Maschinen in unserem Werk in Shenzhen bearbeiten. Alle genannten Spezifikationen beziehen sich auf ASTM-, FDA- und ISO-Standards. Die angegebenen Spezifikationen wurden zum Zeitpunkt der Veröffentlichung bestätigt.









