


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


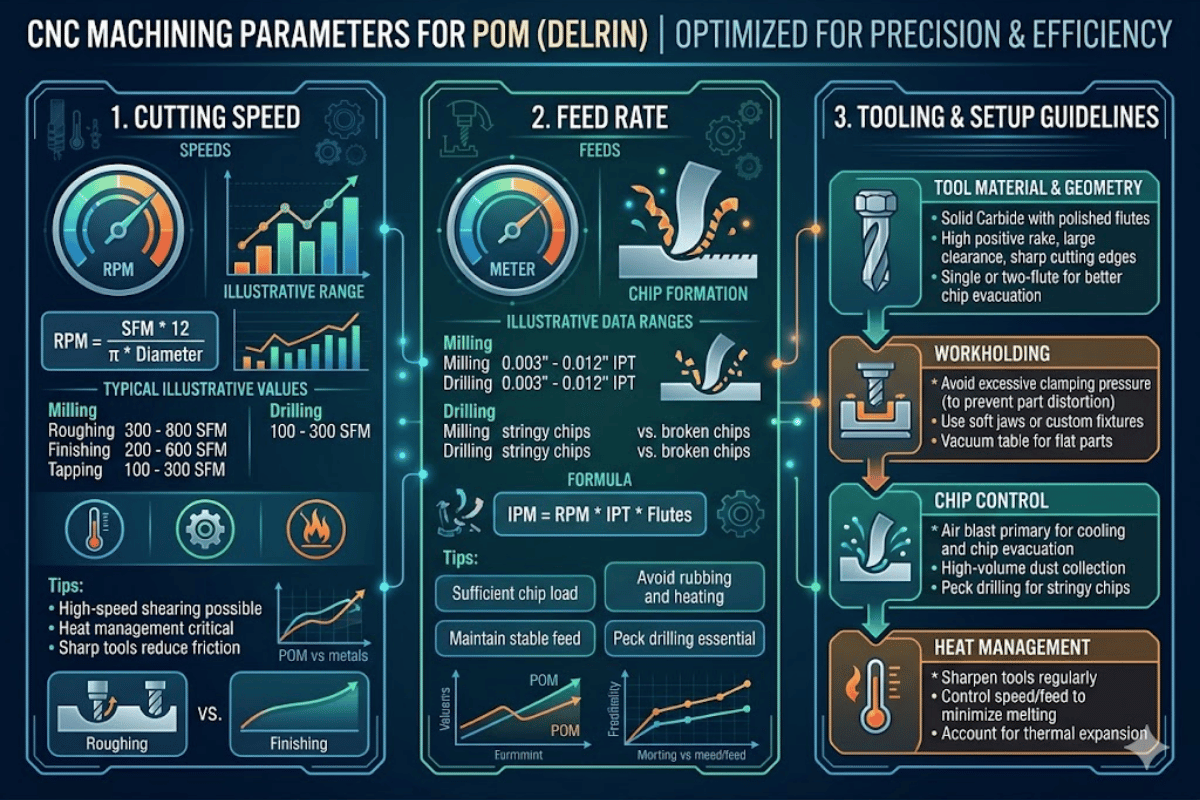
Usinagem CNC para POM Parâmetros, Alimentações, Dados de Tolerância
O polioximetileno (POM) é um dos plásticos de engenharia mais usináveis que você pode esperar encontrar em qualquer chão de fábrica Isso Guia usinagem POM é compilado a partir de parâmetros de corte reais, seleções de ferramentas e tolerância que importam quando você programa uma peça de plástico POM em uma fresagem de plástico CNC ou girando a teoria de gamasno, apenas números que você pode perfurar no controlador.
| Material | POM (Polioximetileno/Acetal/Delrina) |
| Velocidade de corte típica | 1500 m/min |
| Taxa de alimentação (moagem) | 0,050,25 mm/dente |
| Taxa de alimentação (virada) | 0,050,30 mm/rev |
| Tolerância Alcançável | ±0,020,10 mm |
| Acabamento de Superfície (Ra) | 0.4.6 um (usinado) |
| Temp do serviço máximo | 90 °C °C contínuo/140 °C de curto prazo |
| Material de ferramenta preferido | Carboneto não revestido/PCD |
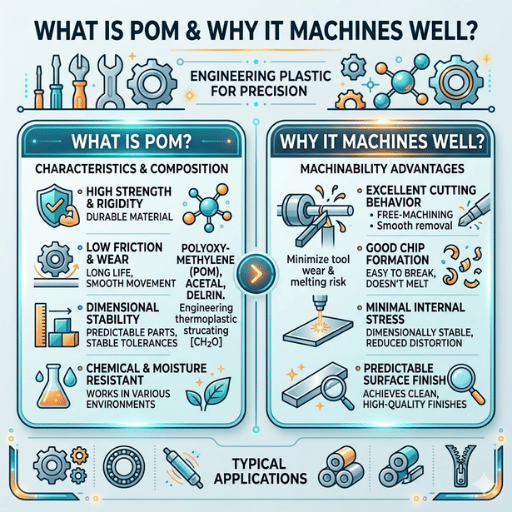
Um nome completo para POM, polioximetileno pode ser comprado por muitos comerciantes, como Delrin (Pont) e Ultraform (BASF) plásticos de engenharia semi-cristalina, em que a cristalinidade é tão alta quanto 751TP3 T. É uma natureza tão cristalina que traz este material POM sua resistência típica, observando que: a resistência à tração = 60-70 MPa, o coeficiente de atrito coeficiente= 0,20-0,35 e a estabilidade dimensional é apertada com o passar do tempo.
Basicamente, existem dois graus de POM: homopolímero POM (POM-H) e copolímero POM (POM-C).Dos dois, POM-H tem uma rigidez e resistência à tração mais altas aproximadamente 5-101TP3 mais do que POM-Cpara o trabalho de usinagem de componentes de engrenagens e estruturas POM-C é inferior ao POM-H nesses aspectos, mas completamente melhor para sua resistência química, condutividade térmica durante a usinagem e suscetibilidade reduzida à porosidade da linha central Para peças de trabalho com tolerâncias apertadas, o último é preferido.
Além de ter um coeficiente de absorção de umidade inferior (menos de 0,2%, em comparação com 1-2% de fibras de náilon), o POM apresenta excelente estabilidade dimensional para pisos de loja secos ou úmidos, juntamente com sua lubrificação naturalmente boa e notável resistência a solventes, álcoois, ácidos e combustíveis fracos, as propriedades mecânicas do material POM o tornam adequado para peças de precisão em componentes de automóveis, instrumentos médicos e máquinas de processamento de alimentos.
Material é usinado parâmetros para produzir tanto estável e suave parte ou um deformado de calor gerado As mesas de desbaste e acabamento são fornecidos separadamente guias apertados apenas dar o primeiro, mas o último conta para usinagem uma peça de trabalho POM tolerância.
| Parâmetro | Desbaste | Acabamento |
|---|---|---|
| Velocidade Corte | 2000 m/min | 3000 m/min |
| Taxa de alimentação | 0,150,30 mm/rev | 0,050,12 mm/rev |
| Profundidade de Corte | 1.53,0 mm | 0.30,8 mm |
| Ângulo Ancinho | 6°0° positivo | 6°0° positivo |
| Parâmetro | Desbaste | Acabamento |
|---|---|---|
| Velocidade Corte | 150 m/min | 250 m/min |
| Alimentação por Dente | 0,100,25 mm/dente | 0,050,10 mm/dente |
| Doc axial | 2.004,0 mm | 0.5.15 mm |
| Velocidade do fuso | 4.000 RPM | 6.000 RPM |
| Parâmetro | Valor Recomendado |
|---|---|
| Velocidade do fuso | 1.000 RPM 2.500 |
| Taxa de alimentação | 0,050,15 mm/rev |
| Ângulo Ponto | 118° (broca torcida padrão) |
| Ciclo Peck | Necessário para L/D > 3:1 |
Nota de Engenharia
Um estudo impresso por Metais MDPI em 2023 descobriu que parâmetros precisos para o giro POM-C sobre uma ferramenta PCD reduziram o tempo total de usinagem em 441TP3 T. O trabalho empregou RSM e um projeto experimental CCD centrado na face, com o objetivo de harmonizar a rugosidade da superfície com a deflexão da peça de trabalho e boa formação de cavacos.
Em geral, o ar comprimido é suficiente para resfriar a usinagem POM. Como o POM praticamente não tem umidade, também é possível usar refrigerante à base de água para produção em massa sem alteração das dimensões da peça de trabalho, um problema que não pode acontecer quando se usa termoplásticos cheios de grão de carboneto, como o náilon, onde o fluxo repentino do refrigerante pode resultar em inchaço do material.

Para escolher uma ferramenta e geometria da ferramenta para POM dependerá primeiramente do tamanho do lote e da rugosidade da superfície que você espera POM executa tipicamente melhor do que a maioria de plásticos reforçados ou metais com desgaste mais baixo da ferramenta na máquina do CNC, graças a sua maciez, mas igualmente é delicado ter rebarbas ou peças derretidas se a geometria errada da ferramenta é usada.
| Material da ferramenta | Melhor Para | Vida útil típica da ferramenta | Acabamento Superfície |
|---|---|---|---|
| HSS (aço de alta velocidade) | Protótipos, corridas curtas | 5000 peças | Ra 0.8.1.6 um |
| Carboneto não revestido | Volumes de produção | 5.000 peças 15.000 | Ra 0.40.8 um |
| PCD (Diamante Policristalino) | Tolerância apertada de alto volume | Mais de 50.000 peças | Ra 0.20.4 um |
| Carboneto revestido com DLC | Aplicações de fricção reduzida | 10.000 peças 20.000 | Ra 0.40.6 um |
Os moinhos finais de duas flautas funcionam muito melhor do que os conjuntos de quatro flautas ao trabalhar com POM. O cortador maior unitário GFI elementa e desvia os chips muito mais rapidamente, resultando em menos acumulações de plásticos derretidos recortados. Usar um ângulo de inclinação positivo de cerca de 6 a 10 graus aumenta a capacidade da máquina de pré-planejar o cisalhamento em vez de forçar o material da ferramenta de lavagem da ferramenta, melhorando o processo e prolongando a vida útil da ferramenta.
Para peças usinadas precisão POM, ferramentas de metal duro são a opção mais barata e eficaz Salvar PCD para trabalhos que exigem acabamentos de superfície sub-micron, ou onde o investimento em ferramentas pode ser amortizado em quantidades de lote médio-alto.
POM tende a produzir um dos melhores como acabamentos de superfície usinados de qualquer plástico de engenharia Com ferramentas de metal duro afiadas e uma taxa de alimentação conservadora, 0,4-0,8 Ra é possível diretamente do CNC sem polimento.
| Tipo de recurso | Tolerância Padrão | Tolerância apertada | Notas |
|---|---|---|---|
| Dimensões Lineares | ±0,10mm | ±0,02mm | Requer recozimento + controle climático |
| Diâmetro do furo | ±0,05mm | ±0,02mm | Ream após a perfuração |
| Planicidade | 0,10mm/100mm | 0,05mm/100mm | Crítica de remoção de material simétrico |
| Rugosidade Superficial | Ra 0.8.1.6 um | Ra 0.20.4 um | Ferramentas PCD para melhor acabamento |
Juntamente com o acessório usinado com tolerância zero e o recozimento de alívio de tensão, tolerâncias entre 0,02 mm podem ser mantidas Pesquisadores Pinisetty e Redner demonstrou que para POM, a taxa de alimentação e o raio do nariz dominam a rugosidade da superfície, com a profundidade de corte mantendo uma influência secundária.
Uma reputação de usinagem fácil significa que é sempre uma surpresa quando qualquer um dos três problemas pegar operadores desprevenidos, especialmente maquinistas de metal novos para plásticos Cada um decorre de uma característica específica do processo de usinagem POM e tem uma solução apropriada.
| Problema | Causa Raiz | Solução |
|---|---|---|
| Warping após usinagem | Tensão residual da extrusão/moldagem libertada pela remoção do material | Recozimento entre passagens ásperas e de acabamento; remova o material simetricamente |
| Formação de rebarbas nas bordas | Borda de ferramenta opaca ou permanência excessiva nos pontos de saída | Mantenha ferramentas afiadas; use fresamento de subida; programe caminhos de saída para evitar habitar |
| Rachaduras (especialmente POM-H) | Concentração de tensão em cantos internos agudos; porosidade da linha central no homopolímero POM | Adicione raios de filete ≥0,5 mm; mude para POM-C para peças de parede espessa; recozimento antes da usinagem final |
Nota de Engenharia (Engineering Note) Protocolo de Recozimento para POM
Recozimento a 140-150 C (10-20 C abaixo da temperatura de distorção térmica) para minimizar tensões residuais Em um banho de óleo, mantenha por 40-60 minutos por parede de 5 mm. Em um banho de ar à temperatura ambiente, mantenha 20-30 minutos por parede de 5 mm. Permita resfriar até a temperatura ambiente totalmente antes da usinagem ou reintroduzir o estresse Evite o resfriamento forçado na etapa de recozimento; as tensões residuais reintroduzidas compensariam os benefícios dimensionais Agende após a usinagem de desbaste ou durante os estágios intermediários de acabamento Esta etapa é mais importante para os recursos POM que exigem tolerâncias mais finas que 0,05 mm.
Do ponto de vista químico, o POM começa a degradar acima de 230 C e emite simultaneamente formaldeído Se a usinagem durante a remoção de lascas a quente, a ventilação adequada deve ser mantida na estação do operador Casos de geração excessiva de calor na zona de trabalho devido a lascas sem defletores e calor de fricção da zona de corte concentrada estão bem documentados.
A seleção ideal de aplicativos entre o POM e outros plásticos de engenharia depende de quais condições operacionais são mais importantes para a aplicação e o processo. Abaixo, uma tabela compara os valores reais das propriedades (os valores para “good” também estão listados para ilustrar que não há correlação take-for-granted) de cada um.
| Propriedade | POM (Acetal) | Nylon (PA6/66) | ESPREITAR |
|---|---|---|---|
| Resistência à tração | 60 MPa | 700 MPa | 900 MPa |
| Coeficiente de Fricção | 0,2000,35 | 0,35 0,45 | 0,350 a 0,40 |
| Max Temp Contínuo | 900 °C | 800 °C | 250°C |
| Absorção de umidade | <0,2% | 1.02.5% | <0,1% |
| Maquinabilidade | Excelente fichas limpas | Bom, para difamar | Boas forças de corte |
| Custo relativo do material | 1,0× | 0.70.9× | 15 20× |
Para aplicações onde a estabilidade dimensional e o coeficiente de atrito são mais críticos, o POM é o melhor O POM não absorve água e muda de dimensão, como o Nylon irá, por 0,5-1,01TP3 T em um ambiente úmido. O POM também carrega mais facilmente e se equilibra mais rápido que o PEEK em ambientes quimicamente agressivos/de alta temperatura, mas custa 15-20 /kg. Para Peças usinadas CNC e as aplicações para as quais são mais adequados, o POM superará os compósitos ou outros plásticos abaixo de 100 C em custo, usinabilidade e desempenho.
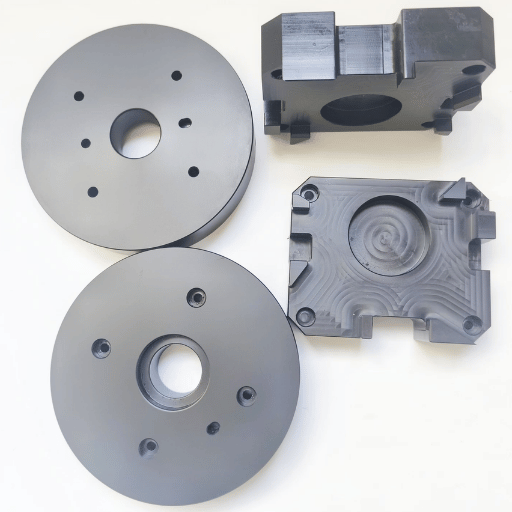
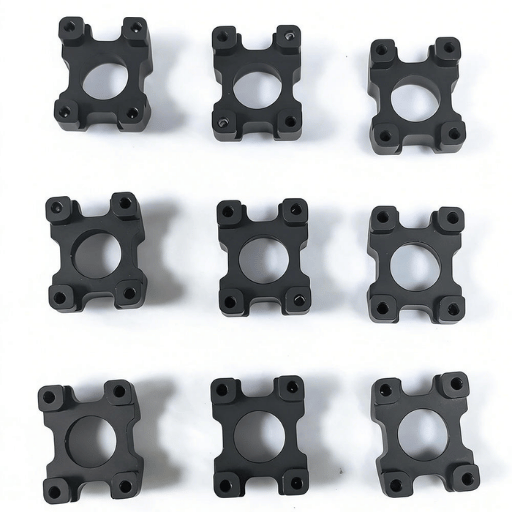
A combinação de baixo atrito da POM e as propriedades mecânicas deste material plástico tornam-no ideal para aplicações auto-lubrificantes onde o excesso de peso ou excesso de material seria um obstáculo para um produto As seguintes indústrias compõem a maior parte do mercado de POM usinado:
Automotivo: Clipes de sistema de combustível, buchas guia do cinto de segurança, engrenagens do regulador de janela e componentes do mecanismo interior O POM é usado aqui porque resiste a muitos ciclos, e sendo exposto à temperatura ambiente, e exposição a longo prazo a fluidos automotivos, mesmo repetidamente ao longo de muitos ciclos sem decomposição.
Dispositivos médicos: Corpos do inalador, punhos dos instrumentos cirúrgicos, peças da bomba da entrega do medicamento Porque o homopolímero de POM conforma-se a FDA 21 CFR 177.2480, uso em contato com alimentos, extrativos são limitados a 0,5 mg/in e teor de formaldeído é inferior a 0,0050 por cento em peso O copolímero POM é regulado separadamente sob 21 CFR 177.2470.
Processamento de alimentos: guias transportadoras, tiras de desgaste da máquina de embalagem e sedes de válvula A resistência comprovada da POM no ambiente úmido do processamento de alimentos, juntamente com as qualidades compatíveis com a FDA, torna a POM uma excelente escolha para máquinas de contato com alimentos.
Equipamento Industrial: Mancais lisos, mecanismos de engrenagem, corpos de válvula e impulsores de bomba O baixo atrito do POM (0.20-0.35) permite que algumas aplicações de rolamentos sejam executadas sem corte de lubrificação na frequência de manutenção e evitando a contaminação de ambientes limpos.
Para todos esses mercados finais, a POM usinou especificações personalizadas por CNC não só fornece grandes tolerâncias e repetibilidade incrível, mas supera a moldagem por injeção na faixa de 5.000 peças por pedido.

Serviço a longo prazo 90-100 C. Exposição a curto prazo 140 C. Acima de 230 CP decompõe e libera formaldeídoOM através da ventilação é necessária durante a usinagem de alta velocidade para evitar superaquecimento local.
Considere PEEK acima de 120 C, embora em 15-20 o custo do material.
Precisa de peças POM de precisão usinadas de acordo com suas especificações?
Este guia foi compilado pelo departamento de engenharia da Le-creator, uma empresa de usinagem CNC com sede em Shenzhen, com 17 anos de experiência em produção trabalhando com POM, PEEK, nylon e mais de 40 outros plásticos de engenharia. As faixas de fresagem listadas neste artigo foram comparadas com pesquisas existentes publicadas pela MDPI e Springer, bem como com os dados que obtemos operando mais de 80 máquinas CNC todos os dias em estoque de polímeros.









