


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


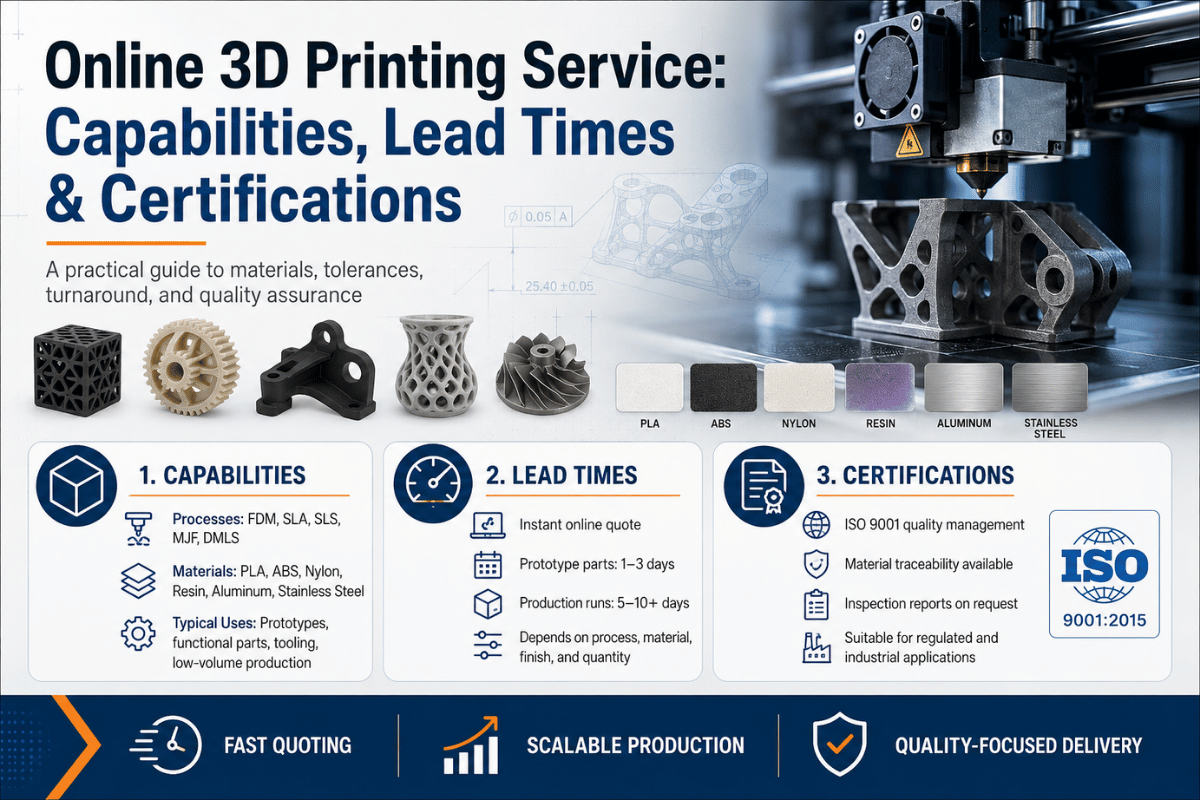
📐 Snelle specificaties: Online 3D-printservices
Per definitie, per ASTM-comité F42 en ISO/ASTM 52900:2021, additive manufacturing (AM) is “het proces van het verbinden van materialen om onderdelen te maken van 3D-modelgegevens, meestal laag na laag.” Een online service verpakt die productiestap binnen een digitaal raamwerk: de klant uploadt een CAD-bestand, een algoritme controleert of het printbaar is (voor productie, of DFM), prijst de geometrie, routeert de bestelling naar de juiste 3D-printer 'alles zonder handmatige citering Het resultaat is dat 3D-geprinte onderdelen in dagen van CAD naar deurstap gaan, niet weken.
Hoe dat verschilt van uw lokale printshop De instant quote tool Lokale print leveranciers laten een verkoper je baan opzoeken, praten met de printafdeling, en dan binnen 24-72 uur bij je terugkomen Online bedrijven kunnen dit automatisch doen omdat de DFM check and quote generatie programmatisch plaatsvindt (in massale parallelle verwerking.
Voor klanten betekent dit een kortere doorlooptijd bij iteraties en geen minimale bestelling.
Vijf stappen definiëren deze digitale workflow:
Een productontwerper bij een San Diego consumentenelektronica startup uploadt haar eerste SLA bestand om 23.00 uur De offerte komt terug in acht seconden: $34.50 voor drie onderdelen in een technische-grade polymeerhars, geleverd in vier werkdagen Ze ziet het ontwerp voor maakbaarheid waarschuwing-een enkele 0.4mm functie valt onder de minimale resolutie-en werkt haar CAD bij in tien minuten Opnieuw indienen Nieuwe offerte: $31.80 (de ontwerpwijziging verminderd materiaalvolume) Ze keurt vóór middernacht goed Een soortgelijke lokale offerte van twee weken eerder was $280 met een drie weken durende levering lead De 3D goedkopere service is ook niet verwijderd, maar ook twee weken haar service.
| ✔ Voordelen | ⚠️ Beperkingen |
|---|---|
| Geen gereedschapskosten of minimale bestelling | De kosten per eenheid overschrijden het spuitgieten boven ~1.000-10.000 eenheden (geometrieafhankelijk) |
| 1-15 dagen doorlooptijd versus 8-20 weken voor bewerkte processen | Oppervlakteafwerking (Ra) vereist nabewerking voor cosmetische toepassingen |
| Ontwerpwijzigingen kosten $0 tussen iteraties (geen herinrichting) | Anisotrope sterkte: Z-as zwakker dan X/Y in de meeste processen (behalve MJF) |
| Complexe interne geometrie (kanalen, roosters) die gereedschap niet kan produceren | Materiaalselectie smaller dan CNC-bewerking voor metaallegeringen |
| AM reduceert materiaalverspilling tot <5% vs. 70-90% voor CNC uit knuppel | Laaglijnen zichtbaar op FDM-onderdelen zonder nabewerking |
Vijf 3D-printtechnologieën zijn verantwoordelijk voor meer dan 95% van wat online services bieden 'en ze verschillen veel meer dan de meeste kopers beseffen' Het kiezen van de verkeerde heeft niet alleen invloed op de kosten; het bepaalt of 3D-geprinte onderdelen voldoen aan tolerantie, functionele belastingen overleven en op schema aankomen Elk 3D-printerplatform verwerkt een andere grondstof (filament, hars of poeder) en produceert onderdelen met verschillende mechanische eigenschappen, oppervlaktekwaliteit en complexiteitslimieten.
| Process | Laaghoogte | Tolerantie | Oppervlakte (Ra) | Lead Time | Typische Prijs (klein gedeelte) |
|---|---|---|---|---|---|
| FDM (Fused Deposition Modeling) | 0,1-0,3 mm | ±0,2-0,5 mm | 12-25 µm | 1-3 dagen | $5-15 |
| SLA (Stereolithografie) | 0,025-0,1 mm | ±0,1-0,2 mm | 2-6 μm | 1-3 dagen | $15-50 |
| SLS | 0,1 mm | ±0,2-0,4 mm | 8-15 μm | 5-7 dagen | $25-80 |
| MJF (Multi Jet Fusion) | 0,08 mm | ±0,2-0,3 mm | 6-12 μm | 5-7 dagen | $20-60 |
| Metaal DMLS/SLM | 0,02-0,06 mm | ±0,1-0,2 mm | 6-20 µm (voorafwerking) | 10-15 dagen | $100-500+ |
*Lecreator gegevens uit de eerste hand, mei 2026. prijzen zijn voor representatieve geometrie in polymeerhars of metalen van ingenieurskwaliteit Metaalprijzen gaan uit van 316L staal. *
30 seconden selectiegids: Als u een fijne oppervlakteafwerking nodig heeft voor visuele presentatie, kies dan voor SLA. Als u harde onderdelen nodig heeft voor een functioneel ontwerp onder zware belasting of voor montage, kies dan voor MJF of SLS. Als u een structureel metalen onderdeel nodig heeft voor de vlucht, medisch gebruik of omgevingen met hoge spanning, kies dan voor DMLS/SLM. Gebruik FDM voor een grote, niet-kritische behuizing, mal of op maat gemaakte tool. Als u niet zeker weet welk proces geschikt is, voer dan een Design for Manufacturability-analyse uit voordat u uw bestelling plaatst, de meeste diensten bieden deze begeleiding.
Verwar deze termen niet! Gebruikers op forums verwarren SLS en DMLS routinematig Selectief Lasersinteren (SLS) gebruikt poeder uit elke categorie, maar meestal nylon Direct Metal Laser Sintering (DMLS) gebruikt alleen metaalpoeder. Een gefrustreerd gebruikersrapport waarin staat dat “SLS-onderdelen veel zwakker zijn dan gesmeed, waarschijnlijk gebruikte metalen DMLS om te vergelijken met hun bewerkte metalen voorraad, heeft geen enkele invloed op polymeer SLS.
”De grootste fout die kopers maken is het kiezen van een proces op basis van alleen de materiaalnaam PA12 gedrukt via SLS en via MJF ziet er identiek uit op een spec-sheet, maar het smeltmiddel van MJF produceert ruwweg 15% hogere partdichtheid en consistentere oppervlakteafwerking over het bouwvolume Voor een component die 50.000 invoegcycli zal zien, is dat verschil niet cosmetisch 2 is het verschil tussen een veldlevensduur van zes maanden en een veldleven van twee jaar.”
15 Applications Engineer, Lecreator Manufacturing
Materiaalkeuze vormt meer de prestaties van onderdelen dan welke andere afzonderlijke beslissing dan ook Zet dezelfde geometrie in PLA (een stijve kunststof) versus Nylon PA12 en je krijgt onderdelen die zich geheel anders gedragen onder belasting in de echte wereld: nylon blijft flexibel bij -10 °C, PLA wordt broos Voor metalen componenten levert het kiezen van Ti-6Al-4V boven 316L roestvrij 50 MPa extra treksterkte bij 60% minder massa 30 verschil dat van belang is wanneer elke gram telt in de lucht- en ruimtevaart.
| Materiaal | Process | Treksterkte | Hittebestendigheid | Beste toepassing |
|---|---|---|---|---|
| PLA | FDM | 37-65 MPa | ~60°C | Weergavemodellen, prototypes van beurzen |
| ABS | FDM | ~40 MPa | ~105°C | Prototypes voor auto-interieurs, mallen |
| Nylon PA12 | SLS/MJF | 48 MPa | ~175°C | Functionele eindgebruiksonderdelen, snap-fit assemblages |
| Engineering Resin | SLA | 25-65 MPa | 120-180°C | Fijndetailprototypes, tandheelkundige/medische modellen |
| Ti-6Al-4V | DMLS | 895-930 MPa UTS | ~315°C continu | Lucht- en ruimtevaartbeugels, medische implantaten |
| 316L roestvrij | SLM | 480-690 MPa | ~870°C | Voedselveilige, maritieme, medische instrumenten |
Ti-6Al-4V waarden als per ASTM F3001-14(2021). PA12-waarden volgens de gegevensbladen van de fabrikant (gecontroleerde creator) Treksterkte volgens ASTM D638 (polymeren) /ASTM E8 (metalen).
Aangepaste 3D metalen onderdelen inclusief titanium, roestvrij staal, en Inconel, kunnen nu worden besteld met dezelfde digitale workflow als uw polymeer prototypes Wanneer de traceerbaarheid van het materiaal van cruciaal belang is, vanwege vereisten zoals menselijke implantaten of medische hulpmiddelen van klasse II+, dan moeten alle materiaalcertificeringen voor uw Ti-6Al-4V voldoen aan de huidige standaard ASTM F3001-14 (2021) voor Ti-6Al-4V ELI poeder dat wordt gebruikt voor 3D-printen.
Informeer altijd naar de traceerbaarheid van warmtepartijen en CoC bij uw leverancier voordat u gereguleerde bestellingen in de sector uitvoert.
Verdere inzichten over hoe verschillende materialen zich gedragen in verschillende toepassingen zijn te vinden in onze 3D-handleiding voor printmaterialen.
Met toleranties van gewoonlijk 0,1-0,2 mm op kenmerken, zijn de strakste toleranties in AM afkomstig van Metal Powder Bed Fusion (DMLS/SLM) en SLA Resin printing ISO/ASTM 52927:2024, specifiek gepubliceerd voor laserbedfusie van metalen materialen, stelt eisen voor de maatnauwkeurigheid voor PBF-LB metaal op ±0,1 mm of ±0,1% van de nominale afmeting (afhankelijk van wat groter is) voor kenmerken groter dan 10 mm.
Dit is het niveau van procesmogelijkheden dat u van uw leverancier van metalen onderdelen in de lucht- en ruimtevaart en medische apparatuur zou moeten eisen.
Aan de andere kant van het spectrum heeft FDM doorgaans toleranties van 0,2-0,5 mm, afhankelijk van de onderdeelgrootte, materiaal- en machinekalibratie.
Dit is vaak acceptabel voor prototypes en grotere constructies, maar werkt niet voor perspassingassemblages die een tolerantie van 0,1 mm of beter vereisen. Als uw prototype van de lagerbehuizing een perspassing van 0,025 mm nodig heeft, is SLA of metaalprinten vereist; een FDM-onderdeel past niet zonder aanpassingen en verspilt tijd.
📐 Technische opmerking: Tolerantiestapeling in AM-assemblages
Voor meerdelige 3D-geprinte assemblages wordt een speling van 0,3-0,5 mm aanbevolen tussen in elkaar grijpende functies om variaties van het bouwproces op te vangen, evenals thermische krimp tijdens het afkoelen. SLA-onderdelen krimpen met 0,1-0,3% na UV-na-uitharden, dus ontwerp voldoende speling om te compenseren Metalen DMLS-onderdelen worden na het printen met warmte behandeld voor spanningsverlichting, en deze warmtebehandeling zal de belangrijkste afmetingen waarschijnlijk ergens tussen 0,05 en 0,15 mm verplaatsen.
Altijd een dimension inspection report (CMM of laserscan) verkrijgen op alle lucht - en ruimtevaart en medisch gedrukte onderdelen Per NIST's AM-Bench analyse, variatie ten opzichte van machineprocesparameters is de grootste bron van maatvariabiliteit in poederbed-fusiononderdelen, niet ten opzichte van de printervariabiliteit zelf.
Als algemene gids voor oppervlakteruwheid: FDM levert 12-25 µm Ra (zichtbare laaglijnen); MJF en SLS vallen in het bereik van 6-15 µm Ra; SLA bereikt 2-6 µm Ra van de machine en benadert de spuitgegoten kwaliteit. Metalen DMLS-onderdelen meten doorgaans 6-20 µm Ra voordat secundaire operaties 'blad blasting' of tumb' dit kunnen terugbrengen tot 2 8 µm Ra. Voor elk cosmetisch klasse-A-oppervlak kunt u plannen voor secundaire afwerking, ongeacht het proces.
Voor gedetailleerde tabellen met procesmogelijkheden en richtlijnen voor het opstellen van oproepen, zie onze 3D-handleiding voor afdruktoleranties.
Wanneer u een 3D-afdrukofferte aanvraagt, bepalen vijf variabelen de prijs: materiaalvolume (niet onderdeel volume 'ondersteuning'-structuren en bouwhoogte, beide factor-in), machinetijd, arbeid na verwerking, efficiëntie van het nestelen van onderdelen (kritiek voor SLS/MJF-poederbedprocessen) en verzending In tegenstelling tot spuitgieten, brengen 3D-printservices geen gereedschap in rekening of NRE-kosten. U betaalt puur voor het verbruikte materiaal en de machinetijd.
| Process | 1-10 Onderdelen | 100+ Onderdelen | Key Cost Driver |
|---|---|---|---|
| FDM | $5-15/deel | $2-5/deel | Printtijd (bouwhoogte) |
| SLA | $15-50/deel | $8-125/deel | Kosten van harsmateriaal |
| SLS | $25-80/deel | $12-35/deel | Poederkosten + nestdichtheid |
| MJF | $20-60/deel | $10-30/deel | Nestefficiëntie (packdichtheid) |
| Metaal DMLS/SLM | $100-500+/deel | $60-250/deel | Materiaal + argonatmosfeer + machinetijd |
| Groot Formaat FDM | $150-800/deel | Varieert per grootte | Printtijd + nabewerking |
Lecreator Pricing Schattingen 'Eerste Hand' Prijzen 's Mei 2026 Prijsschattingen zijn afhankelijk van geometrie, materiaalkwaliteit en marktschommelingen Getoond worden prijzen voor onderdelen van klein tot middelgroot formaat (max begrenzende doosgrootte <200mm) in deze schatting Krijg up-to-date prijsschatting door te onderwerpen aan de instant offerte tool.
💡 Kostenbesparende tips:
Prijsvergelijkingen voor identieke STL-bestanden over meerdere services onthullen tot 38%-variantie voor dezelfde geometrie en materiaal zonder correlatie met welke service de meest nauwkeurige onderdelen levert Tolerantiedocumentatie en doorlooptijdverplichtingen wegen even zwaar als prijsfilters.

Conventionele wijsheid zegt 3D-printen verliest zijn kostenvoordeel rond 500-1.000 eenheden, en je moet overschakelen naar spuitgieten. Fout 'ergens is 'Wrong' of 'Roze' breuk 't' hangt zelfs veel meer af van de complexiteit van de geometrie dan alleen het aantal eenheden.
Een op Austin gebaseerde gaming hardware start-up vereist 1.500 eenheden van een controller behuizing (een ingewikkeld onderdeel met 14 interne kanalen, 6 ondersnijdingen, en een wanddikte van 0,8 mm Hun contract fabrikant suggereert een spuitgietmatrijs op 16-week lead-time voor $12.000 upfront (plus $8/stuk daarna) Of het suggereert MJF Nylon PA12 op $22/stuk.
Bij 1.500 stuks zijn de 3D-printkosten slechts $7.000 -0 minder dan de matrijs -w-l geleverd in 6 weken en de ontwerpen kunnen vrij worden bijgewerkt door eventuele noodzakelijke aanpassingen die tijdens het testen van de gebruiker zijn gevonden, zonder extra gietkosten Gezien de controllerbehuizing ligt het breakevenpunt voor 3D-printen boven de 1.800 eenheden voordat de gemiddelde kosten van de spuitgietmatrijs het tot onder de 3D-printkosten laten dalen Hoe zit het met een zeer eenvoudige platte beugel, zonder ondersnijding?
Het breakeven ligt ergens rond de 400 stuks.
Veldgegevens bevestigen dit: Endeavour3D's juni 2025 analyse van een echte MJF controller behuizing case geplaatst break-even op ~1.025 eenheden op $22-24/deel met kwaliteit-geoptimaliseerde build nesting. Slant 3D, het runnen van een ononderbroken FDM-bedrijf, rapporteert concurrentievermogen tot 50.000 eenheden voor eenvoudige geometrieën Voor complexe onderdelen met interne kanalen of ondersnijdingen die spuitgieten niet kan produceren, is break-even een moot point 3D-printen is de enige optie.
Beslissingskader: Onder welke omstandigheden moet men afzien van 3D-printen voor het meer traditioneel gebruikte spuitgieten?
| Onderdeel Type | Schakeldrempel (ca) | Achtergrond |
|---|---|---|
| Eenvoudige geometrie (plat, rond, geen ondersnijdingen) | 400-800 eenheden | Schimmel amortiseert snel; geen geometrie premium |
| Middelgrote complexiteit (2-4 nevenacties) | 1.000-5.000 eenheden | Bijwerkingen verhogen de matrijskosten en verschuiven de drempel |
| Hoge complexiteit (interne kanalen, roosters, 6+ ondersnijdingen) | 5.000-50.000 eenheden | De gereedschapskosten kunnen onbetaalbaar zijn; AM is enige optie |
| Interne geometrie (conforme koeling, biorooster) | Geen drempel onmogelijk | AM-exclusieve ontwerpruimte |
Engineering teams die het nodig hebben om complexe geometrieën snel te veranderen een kanaal wandhoek, het aanpassen van een nieuwe grendel mechanisme te testen 'de meeste van 3D afdrukken kostenstructuur Elke ontwerpwijziging kost $0 in herinrichting; alleen machine tijd verandert Voor prototyping strategie en brug productie planning, zie onze gids voor rapid prototyping-diensten.
Deze zijn niet nieuw Elke onderstaande industrie is afhankelijk van de doorlooptijden van alternatieve geografische leveranciersconcentraties, de doorlooptijden van leveranciers, de onmogelijk te bewerken geometrie, of de meetbaarheids-naar-machine-geometrie, brengt meetbaar hogere kosten met zich mee of brengt risico's met zich mee.
Lucht - en ruimtevaart, gewichtsvermindering tussen haakjes is koning Met AM kunnen we met traliewerk gevulde structuren creëren die onmogelijk te bewerken zijn, wat resulteert in beugels die 30-50% lichter zijn en toch nog steeds op dezelfde belasting zijn beoordeeld Lecreator heeft met succes een structurele beugel voor de lucht - en ruimtevaart geleverd die is vervaardigd met behulp van MJF Nylon PA12 die een gewichtsbesparing van 42% realiseerde met traditioneel bewerkt aluminium, terwijl de kosten van componenten met 67% werden verlaagd door materiaalgebruik te elimineren Het hebben van een AS9100-certificering voor de leverancier, op zijn minst, om in aanmerking te komen voor deelname aan de toeleveringsketen van vluchthardware is een absoluut essentieel.
Medische, maatnauwkeurigheid en traceerbaarheid van het materiaal zijn de drijfveren bij medische AM-inkoop, behuizing van medische hulpmiddelen en implantaatapparaten (zowel vaste als patiëntspecifieke instrumenten) Apparaten vereisen nauwkeurigheid en tolerantie, doorgaans in het bereik van 0,1 mm tot 0,15 mm, met productieprocessen in overeenstemming met de nieuwste normen van “ Lecreator heeft een chirurgische gidsbehuizing geleverd met een nauwkeurigheid van 0,15 mm bij 180 mm, die een gevalideerd rapport had dat aantoonde dat er 23% tijd werd bespaard tijdens chirurgische opstelling tijdens een klinisch onderzoek en in gebruik met biocompatibele harsmaterialen en ASTM F3001-14 gecertificeerde Ti-6Al-4V (voor de implantaten).
Elektrische voertuigen-snelle ontwikkelingssnelheid De snelheid van prototyping met behulp van traditionele tooling is niet ideaal en het EV-productontwikkelingsteam kan doorgaans niet bewegen in het tempo dat ze zouden willen Lecreator's prototype EV “in-wheel hub” beugel in MJF PA12 verzonden in 3 ½ week bij ~5% van een spuitgietgereedschapskosten versus een 18 weken durende tooling doorlooptijd Brugproductie van kleine volumes van 50-500 onderdelen worden nu afgehandeld voor de productie van voertuigen vóór de serie door middel van zowel SLS als MJF in plaats van kostbaar zacht gereedschap voor deze lage tot middelgrote volumes.
Consumentenelektronicateams gebruiken demo-eenheden voor functionele investeerders en prototypes van pasvorm/vorm in dat stadium SLA-afwerking en fijne details van kenmerken. Het driemaal in één week herhalen van de geometrie van de behuizing in plaats van één per kwartaal verandert hoe ontwerpvalidatie in de praktijk werkt.
MRO (Onderhoud, Reparatie en Revisie) - Vervangingsonderdeel voor verouderd/verouderd gereedschap Als een fabrikant een versnelling heeft voor een 8 jaar uit productie zijnde legacy machine die een PA6 materiaal heeft en geen huidige bron, zou die versnelling reverse-engineered (gescand) kunnen worden, geïmporteerd en vervolgens vervaardigd in MJF Nylon PA12 in een enkele week!
Prijs Is Gewoon Prijs Ongeacht het offerte platform of de technologie, prijs alleen is de verkeerde metriek We hebben onlangs een identiek bestand over drie diensten geciteerd en zagen een 38% spread in de offertes zonder een duidelijke correlatie met de algehele precisie Hier zijn enkele sleutels om te volgen
📋 Checklist voor evaluatie van aanbieders
Voor kwaliteitscontrole op het eerste niveau stuurt u een verzoek terug naar uw voorkeursleverancier voor maatinspectie op een monsterstuk. U dient dit op aanvraag te ontvangen.

Totale additive manufacturing services wereldwijde marktomvang bedroeg ca. 30,55 USD miljard in 2025 en zal naar verwachting met 168,93 USD miljard groeien tegen 2030 tegen een CAGR van 23,9% (Bron: Grand View Research) Markten en markten suggereren een lager en minder optimistisch pad (van 16,16B naar 35,79B tijdens de periode 2019-2029) dat wijst op een beperktere reikwijdtedefinitie voor het dienstensegment zelf De definities van de reikwijdte van de analisten verschillen, maar het richtingssignaal is duidelijk: AM-diensten groeien ongeveer tweemaal zo snel als de bredere productiesector.
Vier structurele verschuivingen die ons meer maken dan alleen een grote markt:
AI aangedreven DFM op het moment van de offerte: wat voorheen een productie-ingenieur 4 uur nodig had om te beoordelen (overwegingen van de wanddikte, voorspellingen van de ondersteuningsstructuur, optimalisatie van de gedeeltelijke oriëntatie) kan nu in minder dan 10 seconden bij het afrekenen worden voltooid. Tegen 2027 kunnen de realtime functies voor productiefeedback evolueren met aanbevelingen na verwerking en opties voor materiaalvervanging.
2. Deconcentratie van de toeleveringsketen 2020 heeft fabrikanten van niveau 1 en niveau 2 geholpen de geografische concentratie van de toeleveringsketen te begrijpen als systeemrisico voor machinaal bewerkte onderdelen. Meerdere gecertificeerde leveranciers op aanvraag AM-levering zijn opgenomen in de bedrijfscontinuïteit voor fabrikanten die vóór 2021 geen gebruiksscenario's hadden.
3. Metaal AM kostenreductie De kosten van metaalpoederbedfusiemachines daalden tussen 2020 en nu ongeveer 40% als gevolg van de toenemende rivaliteit tussen apparatuurleveranciers. De grote spelers EOS, SLM Solutions en Trumpf zijn nog steeds actief, maar er bestaan nu ook veel nieuwkomers.
Bijgevolg bevinden de DMLS/SLM-deelkosten zich ook op een dalende helling (die we verwachten tot 2027 te zullen aanhouden).
4. Verbeterd vertrouwen van de klant De stijgende trend in zoekopdrachten van het type “online 3d printing” en bijbehorende zoekopdrachten gaf aan dat kopers nu bereid zijn om structurele onderdeelcomponenten online te bestellen met minder behoefte aan menselijk overleg; dit is dezelfde transitie die de CNC-industrie in het afgelopen tijdsbestek van 2015 1920 heeft gezien.
Actieplan voor kopers voor 2026 Kwalificeer nu twee of meer online AM-leveranciers: één binnenlandse (voor snelheid, gemak van naleving van de regelgeving), een andere internationale (voor kosten voor grote, niet-gereguleerde applicaties). Het enige dat nodig is om een nieuwe leverancier voor AM aan boord te krijgen is een paar weken: een DFM-beoordeling, voorbeeldonderdelen, inspectie, NDA.
-al met al... 4-6 weken werken; doe het nu, voor het geval het later nodig is.
STL is de industriestandaard die door elk platform wordt geaccepteerd STEP (of STP) heeft de voorkeur wanneer u dimensionele betrouwbaarheid nodig heeft op gebogen oppervlakken. 'Het behoudt de exacte geometrie in plaats van deze te trianguleren, wat belangrijk is voor organische vormen met hoge kromming. 3MF wordt steeds meer geaccepteerd en bevat kleur-, materiaalmetagegevens en eenheidsinformatie in één bestand, waardoor het de beste keuze is voor multimateriaal- of gekleurde bestellingen.
Vier DFM-problemen zijn verantwoordelijk voor de overgrote meerderheid van bestandswaarschuwingen: niet-spruitstukgeometrie (randen die door meer dan twee vlakken worden gedeeld), normalen voor omgekeerd oppervlak, kenmerken onder de minimale afdrukbare resolutie (doorgaans <0,4 mm voor de meeste processen) en onvoldoende speling tussen bewegende delen (<0,3 mm veroorzaakt fusie tijdens het afdrukken).Een correct geconfigureerde CAD-export naar STL lost de meeste hiervan op voordat u het uploadt. Als uw offerte een waarschuwing voor de wanddikte retourneert, controleer dan de procesminima: FDM vereist doorgaans een minimale wand van 1,2 mm, SLA 0,6 mm, SLS/MJF 0,8 mm. 0,8 mm. 0,8 mm. Het aanvragen van DFM-beoordeling voordat u kunt u deze problemen kunt ontdekken voordat u kunt controleren voordat u deze onderdelen kunt controleren.
FDM en SLA bestellingen schip in 1-2 werkdagen van de meeste grote platforms SLS en MJF schip in 5-7 dagen Metalen DMLS/SLM duurt 10-15 werkdagen Rush add-ons (50-100% prijs premie) verkort FDM/SLA doorlooptijd naar 24 uur in sommige gevallen Voeg 1-5 werkdagen voor verzending afhankelijk van bestemming en vervoerder.
Onderdelen van productiekwaliteit zijn een groeiende use case MJF Nylon PA12 onderdelen van online services verschijnen nu in productieassemblages in auto, consumentenelektronica, en industriële MRO-toepassingen Of een service alleen prototype is of productie-compatibel komt neer op één vraag: kunnen ze ISO 9001-gecertificeerde procescontroles, materiaaltraceerbaarheid, en dimensionale inspectiedocumentatie leveren? zonder die, heb je een prototype winkel Met hen, heb je een productie-gekwalificeerde leverancier Vraag een voorbeeld CoC voordat je je je eerste productieorder plaatst.
Vraag de materiaalgegevensblad voor uw specifieke proces en materiaalkwaliteit aan Een generiek polymeerdiagram Gebruik voor structurele analyse de treksterkte van de Z-as, niet de XY-waarde zijn anisotroop: Z-as trekwaarden lopen 15-25% lager dan XY in FDM; MJF is veel dichter bij isotroop doordat het smeltmiddel een uniforme dichtheid creëert. Pas bij het ontwerpen op een veiligheidsfactor een knockdown van 1,25-1,5× toe op gepubliceerde AM-trekgegevens totdat u processpecifieke testresultaten heeft van uw daadwerkelijke leveranciers - en machineconfiguratie.
Ja, 40 schepen naar meer dan 40 landen.
Gerecenseerd door The Lecreator Engineering Team.
Lecreator onderhoudt ISO 9001-gecertificeerde AM-faciliteiten die FDM-, SLA-, SLS-, MJF- en DMLS/SLM-onderdelen produceren Lecreator produceert onderdelen voor klanten in de lucht- en ruimtevaart, medische apparatuur en industriële productie. De bron van casestudygegevens komt uit interne productielogboeken in mei 2026.
De prijzen weerspiegelen de werkelijke tarieven en kunnen worden gewijzigd. Alle andere bronvermeldingen bevatten informatie die actueel is vanaf de publicatiedatum.









