


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


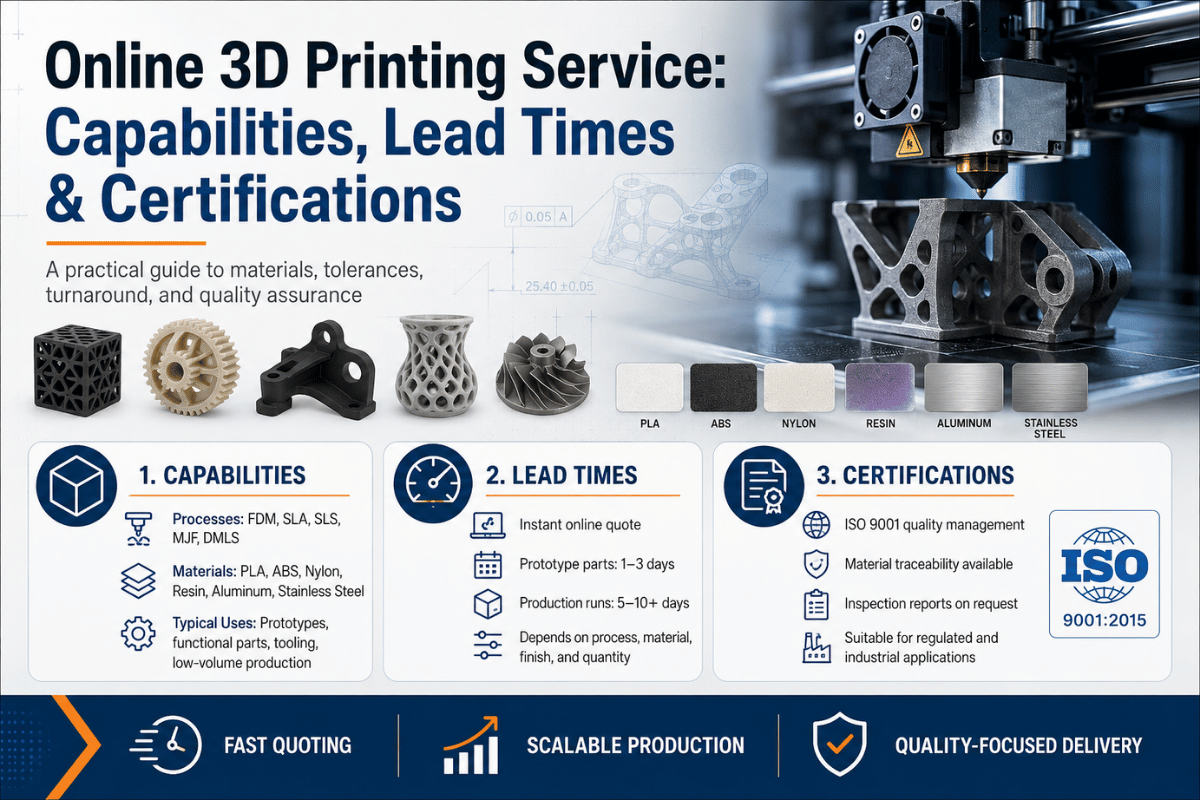
Quick Specs: Online 3 D-Druckdienste
Per Definition, per ASTM-Ausschuss F42 und ISO/ASTM 52900:2021, additive Fertigung (AM) ist “der Prozess des Verbindens von Materialien, um Teile aus 3 D-Modelldaten herzustellen, normalerweise Schicht für Schicht” Ein Online-Dienst wickelt diesen Fertigungsschritt in ein digitales Framework ein: Der Kunde lädt eine CAD-Datei hoch, ein Algorithmus prüft, ob sie druckbar ist (Design für die Fertigung, oder DFM), preist die Geometrie und leitet den Auftrag an den richtigen 3 D-Drucker weiter 3 D-Drucker (alles ohne manuelles Zitat Das Ergebnis ist, dass 3 D-gedruckte Teile in Tagen, nicht Wochen, von CAD nach Türschwelle wechseln.
Wie sich das von Ihrer lokalen Druckerei unterscheidet Das Instant-Angebot-Tool Lokale Drucklieferanten lassen einen Verkäufer Ihren Job nachschlagen, sprechen mit der Druckabteilung, melden sich dann innerhalb von 24-72 Stunden bei Ihnen zurück Online-Unternehmen können dies automatisch tun, weil die DFM-Prüfung und Zitatgenerierung programmatisch (in massiver Parallelverarbeitung erfolgt.
Für Kunden bedeutet dies eine kürzere Abwicklung der Iterationen und keine Mindestbestellung.
Fünf Schritte definieren diesen digitalen Workflow:
Eine Produktdesignerin eines San Diego-Startups für Unterhaltungselektronik lädt ihre erste SLA-Datei mit 11 PM hoch. Das Zitat kommt in acht Sekunden zurück: $34.50 für drei Teile in einem Polymerharz in technischer Qualität, geliefert in vier Werktagen Sie sieht den Entwurf für die Herstellbarkeitswarnung - ein einzelnes 0,4-mm-Feature fällt unter die Mindestauflösung - und aktualisiert ihren CAD in zehn Minuten Unterfüttert Neues Zitat: $31,80 (die Designänderung reduzierte das Materialvolumen) Sie genehmigt vor Mitternacht Ein ähnliches lokales Zitat von zwei Wochen zuvor war $280 mit einem dreiwöchigen Liefervorsprung entfernt worden. Der 3D-Druckservice ist aber auch nicht billiger.
| ages Vorteile | ️ Einschränkungen |
|---|---|
| Keine Werkzeugkosten oder Mindestbestellmenge | Die Stückkosten übersteigen den Spritzguss über ~1.000 10.000 Einheiten (geometrieabhängig) |
| 1 15 Tage Vorlaufzeit vs. 8 – 20 Wochen für instrumentierte Prozesse | Oberflächenbeschaffenheit (Ra) erfordert eine Nachbearbeitung für kosmetische Anwendungen |
| Designänderungen kosten $0 zwischen den Iterationen (kein Re-Tooling) | Anisotrope Festigkeit: Z-Achse schwächer als X/Y in den meisten Prozessen (außer MJF) |
| Komplexe innere Geometrie (Kanäle, Gitter), die Werkzeug nicht erzeugen kann | Materialauswahl enger als CNC-Bearbeitung für Metalllegierungen |
| AM reduziert Materialabfälle auf <51TP3 T vs. 70 – 901 TP3 T für CNC aus Knüppeln | Auf FDM-Teilen sichtbare Schichtlinien ohne Nachbearbeitung |
Fünf 3 D-Technologien machen über 951TP3 aus, was Online-Dienste bieten 9 T, und die meisten Käufer unterscheiden sich weit mehr, als sie erkennen, die Wahl der falschen nicht nur; es bestimmt, ob 3 D-gedruckte Teile Toleranz erfüllen funktionelle Lasten überleben, und kommen im Zeitplan Jede 3 D-Druckerplattform verarbeitet ein anderes Ausgangsmaterial (Filamentharz, oder Pulver), produziert Teile mit unterschiedlichen mechanischen Eigenschaften, Oberflächenqualität, und Komplexitätsgrenzen.
| Prozess | Schichthöhe | Toleranz | Oberfläche (Ra) | Lieferzeit | Typischer Preis (kleiner Teil) |
|---|---|---|---|---|---|
| FDM (Modellierung fusionierter Ablagerungen) | 0,10,3 mm | ±0,2 –5 mm | 12 25 um | 1 3 Tage | $5 – 15 |
| SLA (Stereolithographie) | 0,025 –1 mm | ±0,1 – 2 mm | 2 µm | 1 3 Tage | $15 – 0 |
| SLS | 0,1 mm | ±0,2 –4 mm | 8 – 15 Um | 5 – 7 Tage | $25 – 80 |
| MJF (Multi Jet Fusion) | 0,08 mm | ±0,2 –3 mm | 6 12 Um | 5 – 7 Tage | $20 – 60 |
| Metall DMLS/SLM | 0,02 0,06 mm | ±0,1 – 2 mm | 6 – 20 Um (vorab) | 10 15 Tage | $100 –500+ |
*Lecreator Daten aus erster Hand, Mai 2026. Die Preise gelten für repräsentative Geometrie in Polymerharz oder Metallen der Güteklasse Engineerig. Metallpreise gehen von 316 L Stahl aus. *
30-sekündige Auswahlanleitung: Wenn Sie eine feine Oberflächenbeschaffenheit für die visuelle Präsentation benötigen, wählen Sie SLA. Wenn Sie robuste Teile für ein funktionelles Design unter hoher Last oder für die Montage benötigen, wählen Sie MJF oder SLS. Wenn Sie eine strukturelle Metallkomponente für den Flug, den medizinischen Einsatz oder Umgebungen mit hoher Belastung benötigen, wählen Sie DMLS/SLM. Verwenden Sie FDM für ein großes, unkritisches Gehäuse, eine Vorrichtung oder ein kundenspezifisches Werkzeug. Wenn Sie nicht sicher sind, welcher Prozess angemessen ist, führen Sie vor Ihrer Bestellung eine Design for Manufacturability-Analyse durch, die meisten Dienste bieten diese Anleitung an.
Verwechseln Sie diese Begriffe nicht! Benutzer in Foren verwechseln SLS und DMLS routinemäßig. Beim Selective Laser Sintering (SLS) wird Pulver aus jeder Kategorie verwendet, am häufigsten jedoch Nylon. Beim Direct Metal Laser Sintering (DMLS) wird nur Metallpulver verwendet. Ein frustrierter Benutzerbericht mit den Worten “SLS-Teile sind viel schwächer als geschmiedet”verwendete wahrscheinlich Metall-DMLS, um sie mit ihrem bearbeiteten Metallmaterial zu vergleichen - es hat keinen Einfluss auf Polymer-SLS.
”Der größte Fehler, den Käufer machen, ist die Wahl eines Verfahrens, das allein auf der Materialbezeichnung basiert. PA12, gedruckt über SLS und über MJF, sieht auf einem Spezifikationsblatt identisch aus, aber das Schmelzmittel von MJF erzeugt eine um etwa 151TP3 T höhere Teiledichte und eine gleichmäßigere Oberflächenbeschaffenheit über das Bauvolumen. Für eine Komponente, die 50.000 Einfügungszyklen sehen wird, ist der Unterschied nicht kosmetisch ”der Unterschied zwischen einer sechsmonatigen Feldlebensdauer und einer zweijährigen.“”
Lektor für Anwendungen, Lecreator Manufacturing
Materialauswahl formt die Teileleistung mehr als jede andere Einzelentscheidung Setzen Sie die gleiche Geometrie in PLA (ein starrer Kunststoff) gegenüber Nylon PA12 ein und Sie erhalten Teile, die sich unter realen Belastungen völlig anders verhalten: Nylon bleibt bei -10°C flexibel, PLA wird spröde Bei Metallkomponenten liefert die Wahl von Ti-6Al-4V gegenüber 316 L Edelstahl zusätzlich 500 MPa Zugfestigkeit bei 601 TP3 T weniger Masse 30 Unterschied, der zählt, wenn jedes Gramm in der Luft - und Raumfahrt zählt.
| Material | Prozess | Zugfestigkeit | Hitzebeständigkeit | Beste Anwendung |
|---|---|---|---|---|
| PLA | FDM | 37 65 MPa | ~60°C | Anzeigemodelle, Messeprototypen |
| ABS | FDM | ~40 MPa | ~105°C | Prototypen und Vorrichtungen für den Automobilinnenraum |
| Nylon PA12 | SLS/MJF | 48 MPa | ~175°C | Funktionelle Endverbrauchsteile, Schnappbaugruppen |
| Ingenieurharz | SLA | 25 65 MPa | 120 180°C | Feindetail-Prototypen, zahnmedizinische/medizinische Modelle |
| Ti-6Al-4V | DMLS | 895 –930 MPa UTS | ~315°C kontinuierlich | Luft - und Raumfahrthalterungen, medizinische Implantate |
| 316 L Edelstahl | SLM | 480 –690 MPa | ~870°C | Lebensmittelsichere, marine, medizinische Instrumente |
Ti-6Al-4 V-Werte gemäß ASTM F3001-14 (2021). PA12-Werte gemäß Herstellerdatenblättern (Lecreator verifiziert) Zugfestigkeit gemäß ASTM D638 (Polymere) /ASTM E8 (Metalle).
Kundenspezifische 3 D-Metallteile einschließlich Titan, Edelstahl und Inconel können jetzt mit demselben digitalen Workflow wie Ihre Polymerprototypen bestellt werden Wenn die Rückverfolgbarkeit des Materials kritisch ist, müssen aufgrund von Anforderungen wie menschlichen Implantaten oder medizinischen Geräten der Klasse II+ alle Materialzertifizierungen für Ihr Ti-6Al-4 V dem aktuellen Standard ASTM F3001-14 (2021) für Ti-6Al-4 V ELI Pulver entsprechen, das für den 3 D-Druck verwendet wird.
Bitte erkundigen Sie sich vor regulierten Branchenbestellungen immer bei Ihrem Lieferanten nach der Rückverfolgbarkeit und CoC von Wärmelosen.
Weitere Erkenntnisse, wie sich unterschiedliche Materialien in variierenden Anwendungen verhalten, finden Sie in unserem 3 D-Druckmaterialien Ratgeber.
Mit Toleranzen von normalerweise 0,1-0,2 mm auf Funktionen stammen die engsten Toleranzen in AM aus Metallpulver-Bettfusion (DMLS/SLM) und SLA-Harzdruck. ISO/ASTM 52927:2024, speziell für die Laserbettverschmelzung metallischer Materialien veröffentlicht, legt Maßgenauigkeitsanforderungen für PBF-LB-Metall auf ±0,1 mm oder ±0,1% der Nennabmessung (je nachdem, welcher Wert größer ist) für Merkmale über 10 mm fest.
Dies ist das Maß an Prozessfähigkeit, das Sie von Ihrem Metallteilanbieter in der Luft- und Raumfahrt sowie bei medizinischen Geräten benötigen sollten.
Am anderen Ende des Spektrums hat FDM typischerweise Toleranzen von 0,2-0,5 mm, abhängig von der Teilgröße, dem Material und der Maschinenkalibrierung.
Dies ist oft akzeptabel für Prototypen und größere Strukturen, aber nicht funktionieren wird für Presssitzbaugruppen, die 0,1 mm Toleranz oder besser benötigen Wenn Ihr Lagergehäuse Prototyp benötigt eine 0,025 mm Presssitz, das erfordert SLA oder Metalldruck; ein FDM-Teil wird nicht ohne Modifikation passen, und Zeit verschwendet.
Technische Anmerkung: Toleranzstapel in AM-Baugruppen
Bei mehrteiligen 3 D-gedruckten Baugruppen wird ein Abstand von 0,3-0,5 mm zwischen ineinandergreifenden Merkmalen empfohlen, um Variationen aus dem Bauprozess sowie thermische Schrumpfung während des Abkühlens zu berücksichtigen. SLA-Teile schrumpfen nach der UV-Nachhärtung um 0,1-0,31TP3 T, sodass ein ausreichender Abstand zum Ausgleich ausgelegt wird. Metall-DMLS-Teile werden nach dem Druck wärmebehandelt, um die Spannung zu verringern, und diese Wärmebehandlung wird die Schlüsselabmessungen wahrscheinlich um 0,05 bis 0,15 mm verschieben.
Erhalten Sie immer einen Dimensionsinspektionsbericht (CMM oder Laserscan) für alle bedruckten Teile aus der Luft- und Raumfahrt und der Medizin. Per AM-Bench von NIST Analyse ist die Variation von Maschinenprozessparametern die größte Quelle der Dimensionsvariabilität bei Pulverbett-Fusionsteilen, nicht aufgrund der Druckervariabilität selbst.
Als allgemeine Oberflächenrauheitsführung: FDM liefert 12 25 µm Ra (sichtbare Schichtlinien); MJF und SLS fallen in den 615 µm Ra-Bereich; SLA erreicht 2 µm Ra außerhalb der Maschine, nähert sich der Spritzgussqualität Metall DMLS Teile typischerweise 6 2 µm Ra vor sekundären Operationen 6 2 µm Strahl oder tumbling kann diese auf 28 µm Ra reduzieren. Für jede kosmetische Klasse-A-Oberfläche ist ein Plan für die sekundäre Endbearbeitung unabhängig vom Prozess erforderlich.
Detaillierte Prozessfähigkeitstabellen und Hinweise zum Zeichnen von Callouts finden Sie in unserem 3 D-Drucktoleranzen Ratgeber.
Wenn Sie ein Angebot für den Druck in der D-Form anfordern, treiben fünf Variablen den Preis an: Material (nicht Teilvolumen-Unterstützung 3-Strukturen und Bauhöhe sowohl in), Maschinenzeit, Nachbearbeitungsarbeit, Teileverschachtelungseffizienz (kritisch für SLS/MJF-Pulverbettprozesse), und Versand. Im Gegensatz zum Spritzgießen verlangen 3 D-Druckdienste kein Werkzeug oder NRE-Kosten. Sie zahlen rein für Materialverbrauch und Maschinenzeit.
| Prozess | 1 – 10 Teile | 100+ Teile | Schlüsselkostenfahrer |
|---|---|---|---|
| FDM | $5 – 15/Teil | $2 – / Teil | Druckzeit (Build-Höhe) |
| SLA | $15 –50/Teil | $8 25/Teil | Harzmaterialkosten |
| SLS | $25 –80/Teil | $12 – 35/Teil | Pulverkosten + Nistdichte |
| MJF | $20 –60/Teil | $10 –30/Teil | Nistwirkungsgrad (Packungsdichte) |
| Metall DMLS/SLM | $100 –500+/teil | $60 – 250/Teil | Material + Argonatmosphäre + Maschinenzeit |
| Großformat FDM | $150 –800/Teil | Variiert nach Größe | Druckzeit + Nachbearbeitung |
Lecreator Preisschätzungen – Preise aus erster Hand – Mai 2026 Preisschätzungen hängen von Geometrie, Materialqualität und Marktschwankung ab. Dargestellt sind Preise für Teile kleiner bis mittlerer Größe (maximale Größe der Begrenzungsbox <200 mm) in dieser Schätzung Erhalten Sie eine aktuelle Preisschätzung, indem Sie sich an das Instant-Cote-Tool wenden.
Kostensparende Tipps:
Preisvergleiche für identische Dateien über mehrere Dienste hinweg zeigen bis zu 38 TP3 T-Varianz für die gleiche Geometrie und Material STL ohne Korrelation, zu der der Dienst die genauesten Teile liefert, Toleranzdokumentation und Vorlaufzeitverpflichtungen haben das gleiche Gewicht wie Preisfilter.

Die gängige Meinung besagt, dass der 3 D-Druck irgendwo um die 500 – 1.000 Einheiten seinen Kostenvorteil verliert, und Sie sollten auf Spritzguss umsteigen. Wrong oder zumindest gefährlich unvollständig. Break-even hängt weit mehr von der Komplexität der Geometrie ab als die Einheitszahl allein.
Ein Gaming-Hardware-Start-up auf Austin-Basis benötigt 1.500 Einheiten eines Controllers, in dem ein kompliziertes Teil mit 14 internen Kanälen, 6 Hinterschnitten und einer Wandstärke von 0,8 mm untergebracht ist. Ihr Vertragshersteller schlägt eine Spritzgussform mit 16 Wochen Vorlaufzeit für $12.000 im Voraus vor (plus $8/Stück danach). Oder es schlägt MJF Nylon PA12 mit $22/Stück vor.
Mit 1.500 Stück sind die 3 D-Druckkosten nur $7.000 (unter der in 6 Wochen gelieferten Form – und die Designs können aufgrund aller notwendigen Optimierungen, die bei Benutzertests gefunden wurden, frei aktualisiert werden, ohne zusätzliche Formkosten Angesichts des Reglergehäuses liegt der 3 D-Druck-Breakeven-Punkt über 1.800 Einheiten, bevor die durchschnittlichen Kosten der Spritzgussform sie auf unter 3 D-Druckkosten senken. Was ist mit einer sehr einfachen flachen Halterung, ohne Unterschnitt?
Der Breakeven liegt bei etwa 400 Einheiten.
Felddaten bestätigen dies: Die Analyse von Endeavour3D vom Juni 2025 eines echten MJF-Controller-Gehäusehüllens mit einer Break-Even-Position von ~1.025 Einheiten bei $2224/Teil und qualitätsoptimierter Build-Nistung. Slant 3 D, auf dem ein kontinuierlicher FDM-Farm läuft, meldet Wettbewerbsfähigkeit bis zu 50.000 Einheiten für einfache Geometrien Bei komplexen Teilen mit internen oder Hinterschnitten, die Spritzguss nicht produzieren kann, ist Break-Even eine strittige Option, 3 D-Druck ist die einzige Option.
Entscheidungsrahmen: Unter welchen Umständen sollte man den 3 D-Druck für das traditionellere Spritzgießen aufgeben?
| Teiltyp | Schwelle wechseln (ca) | Begründung |
|---|---|---|
| Einfache Geometrie (flach, rund, keine Hinterschneidungen) | 400 800 Einheiten | Schimmelpilze amortisieren schnell; keine Geometrieprämie |
| Mittlere Komplexität (2 – Nebenaktionen) | 1.000 5.000 Einheiten | Nebenhandlungen erhöhen die Formkosten und verschieben den Schwellenwert |
| Hohe Komplexität (interne Kanäle, Gitter, 6+ Hinterschneidungen) | 5.000 50.000 Einheiten | Die Werkzeugkosten können unerschwinglich sein; AM ist nur eine Option |
| Innere Geometrie (konforme Kühlung, Biogitter) | Kein Schwellenwert-Tool unmöglich | AM-exklusiver Designraum |
Engineering-Teams, die komplexe Geometrien benötigen, um einen Kanaldurchmesser am meisten zu ändern, einen Riegelmechanismus anzupassen, einen neuen Riegelmechanismus schnell zu testen, um die Kostenstruktur des 3 D-Drucks zu überprüfen Jede Designänderung kostet $0 beim Umrüsten; nur Maschinenzeitänderungen Zur Prototyping-Strategie und Brückenproduktionsplanung siehe unseren Leitfaden zu Rapid Prototyping-Dienste.
Diese sind keine Neuheiten Jede Branche unterhalb von AM, weil die alternativen geografischen Werkzeugvorlaufzeiten, die Konzentration der Lieferanten oder die unmögliche Maschinengeometrie lange Anwendungen auf die Vorlaufzeiten von Werkzeugen angewiesen sind, birgt messbar höhere Kosten bzw. Risiken.
Luft - und Raumfahrt, Halterung Gewichtsreduktion ist König Mit AM können wir Gitter gefüllte Strukturen schaffen, die unmöglich zu bearbeiten sind, was zu Klammern führt, die 30-501TP3 T leichter sind, aber immer noch für die gleichen Lasten ausgelegt sind Lecreator lieferte erfolgreich eine Luft - und Raumfahrtstrukturklammer, die mit MJF Nylon PA12 hergestellt wurde und 421TP3 T Gewichtseinsparungen durch herkömmliches bearbeitetes Aluminium realisierte, während die Komponentenkosten um 671TP3 T reduziert wurden, indem der Materialverbrauch eliminiert wurde Eine AS9100-Zertifizierung auf Lieferant, mindestens, um sich für die Teilnahme an der Lieferkette für Flughardware zu qualifizieren, ist ein absolutes Muss.
Medizinische, dimensionale Genauigkeit und Materialrückverfolgbarkeit sind die Treiber in der medizinischen AM-Beschaffung, im Gehäuse medizinischer Geräte und in Implantatgeräten (sowohl fest installierte als auch patientenspezifische Instrumente).Geräte erfordern Genauigkeit und Toleranz typischerweise im Bereich von 1 mm bis 15 mm bei Produktionsprozessen in Übereinstimmung mit den neuesten “ISO 13485’s Standards” Lecreator hat ein chirurgisches Führungsgehäuse mit einer Genauigkeit von 15 mm bei 180 mm bereitgestellt, das über einen validierten Bericht verfügte, der eine Zeitersparnis von 23% während des chirurgischen Aufbaus während einer klinischen Studie und im Einsatz mit biokompatiblen Harzmaterialien und ASTM F3001-14 zertifiziertem Ti-6Al-4V (für die Implantate) aufwies.
Elektrofahrzeuge - Schnelle Entwicklungsgeschwindigkeit Die Geschwindigkeit des Prototypings mit herkömmlichen Werkzeugen ist nicht ideal und das EV-Produktentwicklungsteam kann sich normalerweise nicht in dem Tempo bewegen, das es möchte. Lecreators Prototyp-EV-Halterung “In-Wheel-Nabe”in MJF PA12 wird in 3 ½ Wochen mit ~51TP3 T Spritzgusswerkzeugkosten im Vergleich zu einer 18-wöchigen Werkzeugvorlaufzeit ausgeliefert. Die Brückenproduktion kleiner Stückzahlen aus 50-500 Teilen wird nun für die Fahrzeugproduktion vor der Serie sowohl mit SLS als auch mit MJF abgewickelt, anstatt kostspielige Weichwerkzeuge für diese geringen bis mittleren Stückzahlen zu verwenden.
Unterhaltungselektronikteams verwenden SLA für funktionale Anlegerdemo-/Formprototypen in dieser Phase und Feinfunktionsdetailmaterial. Die dreimalige Iter-Angabe der Gehäusegetometrie in einer einzigen Woche anstelle einer pro Quartal ändert die Funktionsweise der Designvalidierung in der Praxis.
MRO (Maintenance, Repair and Overhaul) - Ersatzteil für veraltete/veraltete Werkzeuge Wenn ein Hersteller ein Getriebe für eine 8 Jahre außer Produktion befindliche Altaschine hat, die ein PA6-Material und keine Stromquelle hat, könnte dieses Getriebe rückentwickelt (gescannt), importiert und dann in einer einzigen Woche in MJF Nylon PA12 hergestellt werden!
Preis Ist Nur Preis Egal die Angebotsplattform oder Technologie, Preis allein ist die falsche Metrik Wir haben kürzlich eine identische Datei auf drei Dienste zitiert und sahen eine 381TP3 T-Spreizung in den Zitaten ohne eine scheinbare Korrelation zur Gesamtpräzision Hier sind einige Schlüssel zu folgen:
Anbieterbewertungscheckliste
Für die Qualitätskontrolle der ersten Stufe senden Sie eine Anfrage an Ihren bevorzugten Lieferanten zur Maßprüfung an einem Musterstück zurück. Sie sollten diese auf Anfrage erhalten.

Die Gesamtgröße der additiven Fertigungsdienstleistungen weltweit betrug 2025 ca. 30,55 Mrd. USD und dürfte bis 2030 bei einer CAGR von 23,91 TP3 T um 168,93 Mrd. USD wachsen (Quelle: Grand View Research).Märkte und Märkte deuten auf einen niedrigeren und weniger optimistischen Pfad hin (von 16,16 B auf 35,79 B während des Zeitraums 2019-2029), der auf eine begrenztere Definition des Anwendungsbereichs für das Dienstleistungssegment selbst hinweist. Die Definitionen des Analystenumfangs unterscheiden sich, aber das Richtungssignal ist klar: AM-Dienstleistungen wachsen in etwa doppelt so schnell wie der breitere Fertigungssektor.
Vier strukturelle Veränderungen, die uns zu mehr als nur einem großen Markt machen:
KI-gestütztes DFM zur Angebotszeit: Was ein Fertigungsingenieur bisher 4 Stunden brauchte, um es zu überprüfen (Wanddickenüberlegungen, Vorhersagen der Stützstruktur, Optimierung der Teileorientierung), kann jetzt an der Kasse in weniger als 10 Sekunden abgeschlossen werden. Bis 2027 können sich die Feedbackfunktionen der Echtzeitfertigung weiterentwickeln, um Empfehlungen für die Nachbearbeitung und Materialersatzoptionen einzubeziehen.
2. Die Dekonzentration der Lieferkette 2020 half Tier-1 - und Tier-2-Herstellern, die geografische Konzentration der Lieferkette als systemisches Risiko für bearbeitete Teile zu verstehen Mehrere zertifizierte Lieferanten on-demand AM-Lieferung sind in der Geschäftskontinuität für Hersteller enthalten, die vor 2021 keine Anwendungsfälle haben.
3. Kostensenkung bei Metall-AM Die Kosten für Metallpulverbett-Fusionsmaschinen sind zwischen 2020 und jetzt aufgrund der zunehmenden Rivalität zwischen den Ausrüstungsanbietern um etwa 40% gesunken. Die Hauptakteure EOS, SLM Solutions und Trumpf year sind immer noch im Geschäft, aber viele Neueinsteiger gibt es auch jetzt.
Folglich sind auch die DMLS/SLM-Teilkosten rückläufig (was wir voraussichtlich bis 2027 anhalten werden).
4. Verbessertes Kundenvertrauen Der Aufwärtstrend bei der Typsuche “Online-3 d-Druckservice” und den damit verbundenen Abfragen deutete darauf hin, dass Käufer nun bereit sind, Strukturteilkomponenten online zu bestellen, ohne dass eine menschliche Konsultation erforderlich ist; dies ist derselbe Übergang, den die CNC-Industrie im vergangenen Zeitrahmen 2015 – 2020 gesehen hat.
Aktionsplan für Käufer für 2026 Qualifizieren Sie jetzt zwei oder mehr Online-AM-Lieferanten (für Geschwindigkeit, einfache Einhaltung gesetzlicher Vorschriften), ein weiteres internationales (für Kosten für großvolumige, nicht regulierte Anwendungen).Alles, was erforderlich ist, um einen neuen Lieferanten für AM zu integrieren, ist ein paar Wochen – eine DFM-Überprüfung, Musterteile, Inspektion, NDA.
„Alles in allem... 4-6 Wochen Arbeit; Tun Sie es jetzt, nur für den Fall, dass es später erforderlich ist.
STL ist der Industriestandard, der von jeder Plattform akzeptiert wird. STEP (oder STP) wird bevorzugt, wenn Sie Dimensionstreue auf gekrümmten Oberflächen benötigen. Es bewahrt die exakte Geometrie, anstatt sie zu triangulieren, was für organische Formen mit hoher Krümmung wichtig ist. 3 MF wird zunehmend akzeptiert und trägt Farbe, Materialmetadaten und Einheiteninformationen in einer einzigen Datei, was es zur besten Wahl für Multimaterial- oder Farbaufträge macht.
Vier DFM-Probleme machen die überwiegende Mehrheit der Dateiwarnungen aus: Nicht-Verteilergeometrie (Kanten, die von mehr als zwei Seiten gemeinsam genutzt werden), invertierte Oberflächennormalen, Merkmale unterhalb der minimalen druckbaren Auflösung (normalerweise <0,4 mm für die meisten Prozesse) und unzureichender Abstand zwischen beweglichen Teilen (<0,3 mm verursacht Verschmelzung während des Drucks).Ein ordnungsgemäß konfigurierter CAD-Export nach STL löst die meisten davon vor dem Hochladen auf. Wenn Ihr Angebot eine Wanddickenwarnung zurückgibt, überprüfen Sie die Prozessmindestwerte: FDM erfordert normalerweise eine Mindestwand von 1,2 mm, SLA 0,6 mm, SLS/MJF 0,8 mm. Das Anfordern einer DFM-Überprüfung vor dem Checkout vor dem Checkout vor dem Checkout vor dem Checkout verhindert, dass diese Probleme entdeckt werden.
FDM und SLA bestellt Versand in 12 Werktagen von den meisten großen Plattformen SLS und MJF Schiff in 5 –7 Tage Metall DMLS/SLM dauert 10 – 15 Werktage Rush Add-ons (50 – 101 TP3 T Preis Prämie) kürzte FDM/SLA Vorlaufzeit auf 24 Stunden in einigen Fällen Hinzufügen 15 Werktage für Versand je nach Ziel und Träger.
Teile in Produktionsqualität sind ein wachsender Anwendungsfall. MJF Nylon PA12 Teile aus Online-Diensten erscheinen jetzt in Produktionsbaugruppen für Automobil, Unterhaltungselektronik und industrielle MRO-Anwendungen Ob ein Service nur Prototypen oder produktionsfähig ist, läuft auf eine Frage hinaus: Können sie ISO 9001-zertifizierte Prozesssteuerungen, Materialrückverfolgbarkeit und Dimensionsinspektionsdokumentation bereitstellen? Ohne diese haben Sie einen Prototypenladen. Mit ihnen haben Sie einen produktionsqualifizierten Lieferanten. Fragen Sie nach einem Beispiel-CoC, bevor Sie Ihren ersten Produktionsauftrag aufgeben.
Fordern Sie das Materialdatenblatt für den Prozess und das Material an. Grad Ihres spezifischen Polymers. Für die Strukturanalyse führen Sie kein generisches Polymerdiagramm aus. Verwenden Sie die Z-Zugfestigkeit, den XY-Wert. AM ist anisotrop: Z-Achsen-Zugwerte 15 251 TP3 T niedriger als XY in FDM; MJF ist aufgrund des Schmelzmittels, das eine gleichmäßige Dichte erzeugt, viel näher an isotrop. Wenn Sie auf einen Sicherheitsfaktor auslegen, wenden Sie einen 1.25 –1.5 ÜNF-Knockdown auf veröffentlichte AM-Zugdaten an, bis Sie prozessspezifische Testergebnisse aus Ihrer tatsächlichen Lieferanten- und Maschinenkonfiguration haben.
Ja, Lecreator versendet in über 40 Länder.
Bewertet vom Lecreator Engineering Team.
Lecreator unterhält ISO 9001-zertifizierte AM-Anlagen zur Herstellung von FDM-, SLA-, SLS-, MJF- und DMLS/SLM-Teilen. Lecreator produziert Teile für Kunden aus der Luft- und Raumfahrt, medizinischen Geräten und der industriellen Fertigung. Die Quelle der Fallstudiendaten stammt aus internen Produktionsprotokollen im Mai 2026.
Die Preisgestaltung spiegelt die tatsächlichen Preise wider und kann sich ändern. Alle anderen Quellenangaben enthalten Informationen, die zum Veröffentlichungsdatum aktuell sind.









