


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


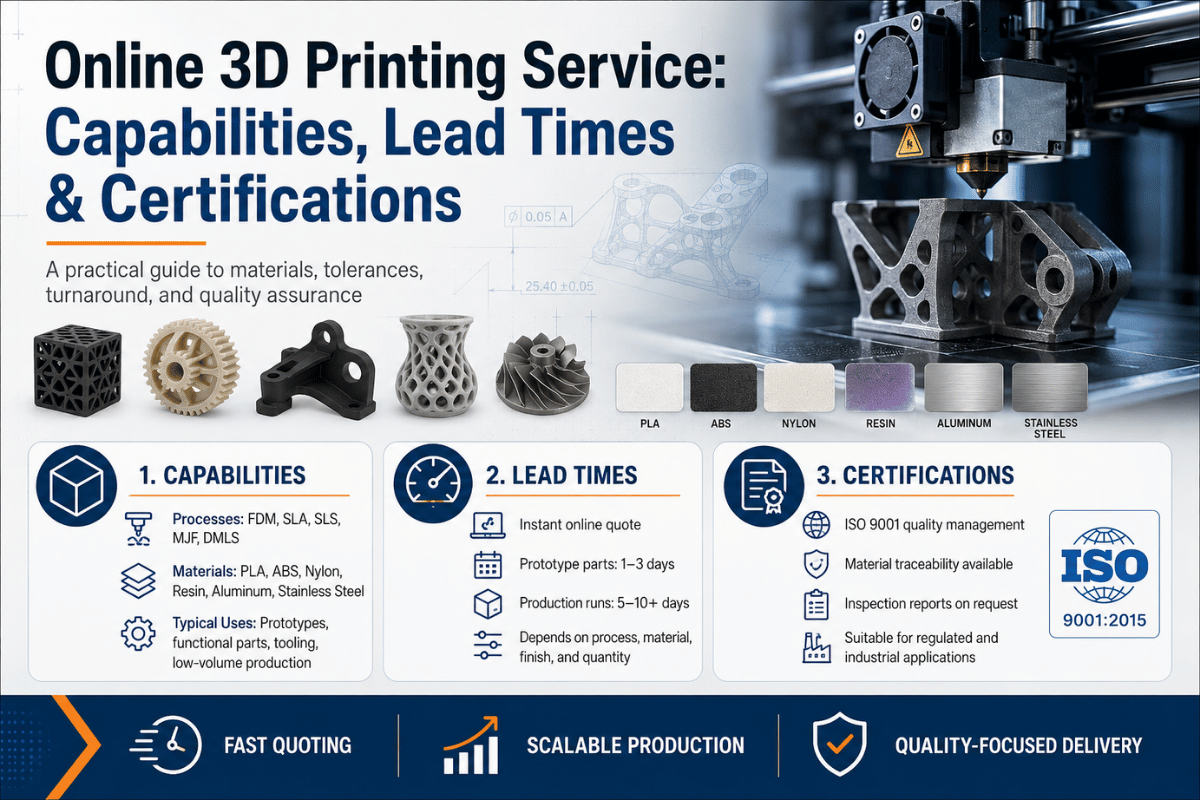
Especificações rápidas: serviços de impressão 3D online
Por definição, por Comitê ASTM F42 e ISO/ASTM 52900:2021, manufatura aditiva (AM) é “o processo de unir materiais para fazer peças a partir de dados de modelo 3 D, geralmente camada sobre camada.” Um serviço online envolve essa etapa de fabricação dentro de uma estrutura digital: o cliente carrega um arquivo CAD, um algoritmo verifica se ele é imprimível (design para fabricação, ou DFM), precifica a geometria, e encaminha o pedido para a impressora 3 D correta (tudo sem cotação manual O resultado é que as peças impressas em 3 D se movem do CAD para a porta em dias, não semanas.
Como isso difere da sua gráfica local A ferramenta de cotação instantânea Os fornecedores de impressão locais têm um vendedor procurar seu emprego, falar com o departamento de impressão, em seguida, voltar para você dentro de 24-72 horas As empresas on-line podem fazer isso automaticamente porque a verificação DFM e cotação geração ocorre programaticamente em processamento paralelo maciço.
Para os clientes, isso significa menor retorno nas iterações e nenhum pedido mínimo.
Cinco etapas definem esse fluxo de trabalho digital:
Uma designer de produto em uma startup de eletrônicos de consumo de San Diego carrega seu primeiro arquivo SLA às 23:00. a citação volta em oito segundos: $34.50 para três partes em uma resina polimérica de grau de engenharia, entregue em quatro dias úteis Ela vê o projeto para aviso de manufaturabilidade - um único recurso de 0,4 mm cai abaixo da resolução mínima - e atualiza seu CAD em dez minutos Nova citação: $31.80 (a mudança de design reduziu o volume de material) Ela aprova antes da meia-noite Uma citação local semelhante de duas semanas antes tinha sido $280 com uma entrega de três semanas O serviço de impressão 3 D não é apenas mais barato, mas também removido duas semanas de seu ciclo de design.
| Vantagens | ️ Limitações |
|---|---|
| Nenhum custo de ferramentas ou pedido mínimo | A moldagem por injeção por unidade acima de ~1.000) custa 0.000 unidades (dependente de geometria) |
| 15 5 prazo de entrega vs. 20 semanas para processos com ferramentas | O acabamento superficial (Ra) requer pós-processamento para aplicações cosméticas |
| As alterações de design custam $0 entre iterações (sem reequipamento) | Resistência anisotrópica: eixo Z mais fraco que X/Y na maioria dos processos (exceto MJF) |
| Geometria interna complexa (canais, redes) que as ferramentas não podem produzir | Seleção de materiais mais estreita que a usinagem CNC para ligas metálicas |
| AM reduz o desperdício de material para <51TP3 vs. 70 para CNC 0% do tarugo | Linhas de camada visíveis em peças FDM sem pós-processamento |
Cinco 3 D representam mais de 951TP3 T do que os serviços on-line oferecem limites de impressão e diferem muito mais do que a maioria dos compradores Escolher o custo não afeta apenas; ele determina se as peças impressas em 3 D atendem à tolerância, sobrevivem às cargas funcionais e chegam dentro do cronograma Cada plataforma de impressora 3 D processa uma matéria-prima diferente (filamento, resina ou pó), produzindo peças com propriedades mecânicas distintas, qualidade de superfície e complexidade.
| Processo | Altura da camada | Tolerância | Superfície (Ra) | Prazo de entrega | Preço Típico (pequena parte) |
|---|---|---|---|---|---|
| FDM (Modelagem de Deposição Fundida) | 0.10,3 mm | ±0.20,5 mm | 12 5 um | 1 dias | $51 |
| SLA (Estereolitografia) | 0,02 50,1 mm | ±0.10,2 mm | 2 μm | 1 dias | $150 |
| SLS | 0,1mm | ±0.20,4 mm | 8 5 um | 5 dias | $258 |
| MJF (Fusão Multi Jet) | 0,08mm | ±0.20,3 mm | 61 μm | 5 dias | $2060 |
| Metal DMLS/SLM | 0,020,06 mm | ±0.10,2 mm | 60 um (pré-acabamento) | 10 5 dias | $100+500 |
* Dados em primeira mão do criador, maio de 2026. os preços são para geometria representativa em resina polimérica ou metais de grau engenheiro. Os preços do metal pressupõem aço 316L. *
Guia de seleção de 30 segundos: Se você precisar de acabamento superficial fino para apresentação visual, escolha SLA. Se precisar de peças resistentes para um projeto funcional sob carga pesada ou para montagem, escolha MJF ou SLS. Se precisar de um componente metálico estrutural para voo, uso médico ou ambientes de alto estresse, escolha DMLS/SLM. Use FDM para uma caixa grande e não crítica, gabarito ou ferramenta personalizada. Se você não tiver certeza de qual processo é apropriado, execute uma análise de Design for Manufacturability antes de fazer seu pedido, a maioria dos serviços oferecerá essa orientação.
Não confunda estes termos! usuários em fóruns confundem SLS e DMLS rotineiramente A Sinterização Seletiva a Laser (SLS) usa pó de qualquer categoria, mas mais comumente nylon A Sinterização Direta a Laser de Metal (DMLS) usa apenas pó de metal Um relatório de usuário frustrado dizendo que as peças do “SLS são muito mais fracas do que o wrought” provavelmente usou DMLS de metal para comparar com seu estoque de metal usinado - não tem qualquer influência no SLS de polímero.
”O maior erro que os compradores cometem é escolher um processo baseado apenas no nome do material PA12 impresso via SLS e via MJF parece idêntico em uma folha de especificações, mas o agente de fusão da MJF produz aproximadamente 151TP3 T maior densidade de peças e acabamento superficial mais consistente em todo o volume de construção Para um componente que verá 50.000 ciclos de inserção, essa diferença não é cosmética (é a diferença entre uma vida útil de campo de seis meses e uma de dois anos).”
Engenheiro de fabricação sênior, Lecreator
A seleção de materiais molda o desempenho da peça mais do que qualquer outra decisão única Coloque a mesma geometria em PLA (um plástico rígido) versus Nylon PA12 e você obter peças que se comportam de forma totalmente diferente sob cargas do mundo real: nylon permanece flexível a -10 °C, PLA torna-se frágil Para componentes de metal, escolher Ti-6 Al-4 V sobre 316 L inoxidável oferece um adicional de 500 MPa de resistência à tração a 601TP3 T menos massa uma diferença que importa quando cada grama conta no setor aeroespacial.
| Material | Processo | Resistência à tração | Resistência ao Calor | Melhor Aplicação |
|---|---|---|---|---|
| PLA | FDM | 37 5 MPa | ~60°C | Modelos de exibição, protótipos de feiras comerciais |
| ABS | FDM | ~40 MPa | ~105°C | Protótipos de interiores automotivos, gabaritos |
| Nylon PA12 | SLS/MJF | 48 MPa | ~175°C | Peças funcionais de uso final, conjuntos de encaixe rápido |
| Resina Engenharia | SLA | 25 MPa | 120180°C | Protótipos de detalhes finos, modelos odontológicos/médicos |
| Ti-6Al-4V | DMLS | 8995930 MPa U | ~315 °C contínuo | Suportes aeroespaciais, implantes médicos |
| 316L inoxidável | SLM | 480690 MPa | ~870°C | Instrumentos médicos, marinhos e seguros para alimentos |
Valores de Ti-6 Al-4V conforme ASTM F3001-14(2021). Valores de PA12 conforme fichas técnicas do fabricante (verificado pelo criador).Resistência à tração conforme ASTM D638 (polímeros) /ASTM E8 (metais).
Peças metálicas 3 D personalizadas, incluindo titânio, aço inoxidável e Inconel, agora podem ser encomendadas usando o mesmo fluxo de trabalho digital que seus protótipos de polímero Quando a rastreabilidade do material é crítica, devido a requisitos como implantes humanos ou dispositivos médicos Classe II +, então todas as certificações de material para o seu Ti-6 Al-4 V devem aderir ao padrão atual ASTM F3001-14 (2021) para o pó Ti-6 Al-4 V ELI usado para impressão 3 D.
Por favor, sempre pergunte sobre rastreabilidade de lotes de calor e CoC com seu fornecedor antes de quaisquer pedidos regulamentados do setor.
Mais insights sobre como diferentes materiais se comportam em diversas aplicações podem ser encontrados em nosso Guia de materiais de impressão 3D.
Com tolerâncias de geralmente 0,1-0,2 mm nos recursos, as tolerâncias mais rígidas no AM vêm da fusão em leito de pó metálico (DMLS/SLM) e da impressão em resina SLA. ISO/ASTM 52927:2024, publicado especificamente para fusão em leito laser de materiais metálicos, estabelece requisitos de precisão dimensional para metal PBF-LB em ±0,1 mm ou ±0,1% da dimensão nominal (o que for maior) para recursos superiores a 10 mm.
Este é o nível de capacidade de processo que você deve exigir do seu fornecedor de peças metálicas em dispositivos aeroespaciais e médicos.
Na outra extremidade do espectro, o FDM normalmente tem tolerâncias de 0,2-0,5 mm, dependendo do tamanho da peça, material e calibração da máquina.
Isso geralmente é aceitável para protótipos e estruturas maiores, mas não funcionará para conjuntos de ajuste por prensa que exijam tolerância de 0,1 mm ou melhor. Se o protótipo da caixa do rolamento precisar de um ajuste por prensa de 0,025 mm, isso requer impressão SLA ou metálica; uma peça FDM não caberá sem modificação e perda de tempo.
Nota de Engenharia: Empilhamento de Tolerância em Conjuntos AM
Para montagens impressas em 3 D com várias partes, recomenda-se uma folga de 0,3-0,5 mm entre os recursos de intertravamento para acomodar variações do processo de construção, bem como o encolhimento térmico durante o resfriamento As peças SLA encolhem em 0,1-0,31TP3 T após a pós-cura UV, de modo que projetam uma folga suficiente para compensar As peças DMLS de metal são pós-impressão tratada termicamente para alívio de tensão, e esse tratamento térmico provavelmente moverá as dimensões principais em qualquer lugar de 0,05 a 0,15 mm.
Obtenha sempre um relatório de inspeção de dimensão (CMM ou laser scan) em todas as peças impressas aeroespaciais e médicas. Por Banco AM do NIST análise, a variação dos parâmetros do processo da máquina é a maior fonte de variabilidade dimensional nas peças de fusão do leito de pó, não da variabilidade da impressora em si.
Como um guia geral de rugosidade da superfície: FDM 1225m Ra (linhas de camada visíveis); MJF e SLS caem na faixa de 6 µm Ra de 5 um; SLA atinge 26 um Ra fora da máquina, aproximando-se da qualidade de moldagem por injeção. As peças DMLS de metal normalmente medem 60 um Ra antes das operações secundárias ser jateamento ou tumbling podem reduzir isso para 28 um Ra. Para qualquer superfície cosmética Classe A, plano para acabamento secundário, independentemente do processo.
Para tabelas detalhadas de capacidade de processo e orientação de chamada de desenho, consulte nosso Guia de tolerâncias de impressão 3D.
Quando você solicita uma cotação de impressão, cinco variáveis acionam o preço: volume do material (não parte volume estruturas de suporte 3 D e altura de construção ambos em), tempo da máquina, mão de obra de processamento, eficiência de aninhamento de peças (crítica para processos de leito de pó SLS/MJF) e transporte Diferente da moldagem por injeção, os serviços de impressão 3 D não cobram nenhuma ferramenta ou custo NRE você paga puramente pelo material consumido e tempo da máquina.
| Processo | 10 peças | Mais de 100 peças | Motorista de custo chave |
|---|---|---|---|
| FDM | $515/parte | $25/parte | Tempo de impressão (altura de construção) |
| SLA | $150/parte | $825/parte | Custo do material da resina |
| SLS | $2580/parte | $1 235/parte | Custo do pó + densidade de nidificação |
| MJF | $2060/parte | $1 30/parte | Eficiência de nidificação (densidade da embalagem) |
| Metal DMLS/SLM | $100 + 00/parte | $6 250/parte | Material + atmosfera de argônio + tempo da máquina |
| FDM de grande formato | $150 800/parte | Varia de acordo com o tamanho | Tempo de impressão + pós-processamento |
Lecreat Estimativa de Preços de Preços de Primeira Mão As estimativas de preço 2026 dependem da geometria, flutuação do mercado de materiais São mostrados os preços de peças de tamanho pequeno a médio (tamanho máximo da caixa delimitadora <200 mm) nesta estimativa Obtenha uma estimativa de preço atualizada enviando para a ferramenta de cotação instantânea.
Dicas de redução de custos:
Comparações de preços para arquivos idênticos em vários serviços revelam até 381TP3 T variância para a mesma geometria e material STL nenhuma correlação para qual serviço entrega as peças mais precisas Tolerância e compromissos de prazo de execução carregam peso igual como filtros de preço.

A sabedoria convencional diz que a impressão 3 D perde sua vantagem de custo em torno de 5000 moldagem,00 D e você deve mudar para unidades de injeção Errado ou pelo menos perigosamente incompleto O ponto de equilíbrio depende muito mais da complexidade da geometria do que a contagem de unidades sozinha.
Uma start-up baseada em Austin requer 1.500 unidades de um controlador que abriga uma peça de hardware de jogo complicada com 1,500 unidades de um controlador que abriga uma espessura de parede de 0,8 mm. Seu fabricante contratado sugere um molde de injeção com prazo de entrega de 16 semanas para $12.000 adiantado (mais $8/peça depois disso).Ou sugere MJF Nylon PA12 a $22/peça.
Em 1.500 peças, o custo de impressão 3 D é de apenas $7.000 menos do que o molde entregue em 6 semanas e os projetos podem ser atualizados livremente devido a quaisquer ajustes necessários encontrados durante o teste do usuário, sem custos adicionais de moldagem Dado o invólucro do controlador, o ponto de equilíbrio da impressão 3 D fica acima de 1.800 unidades antes que o custo médio do molde de injeção o reduza para abaixo dos custos de impressão 3 D. E um suporte plano muito simples, sem um corte inferior?
O ponto de equilíbrio gira em torno de 400 unidades.
Os dados de campo confirmam isso: Análise de junho de 2025 da Endeavour3D de uma caixa real de carcaça do controlador MF colocada em break-even em ~ 1.025 unidades em $22 4/part com aninhamento de construção otimizado de qualidade. Slant 3 D, executando uma fazenda FDM contínua, relata competitividade de até 50.000 unidades para geometrias simples Para peças complexas com canais internos ou recortes que a moldagem por injeção não pode produzir, break-even é um ponto discutível 3 D impressão é a única opção.
Quadro de Decisão: Em que circunstâncias se deve abandonar a impressão 3 D para a moldagem por injeção mais tradicionalmente usada?
| Tipo de peça | Limite de comutação (aprox.) | Justificativa |
|---|---|---|
| Geometria simples (plana, redonda, sem recortes) | 4000 unidades | O molde amortiza rapidamente; sem prêmio de geometria |
| Média complexidade (24 ações paralelas) | 1.000 unidades | As ações laterais aumentam o custo do molde, mudando o limite |
| Alta complexidade (canais internos, redes, mais de 6 cortes) | 5.000 toneladas 50.000 unidades | O custo das ferramentas pode ser proibitivo; AM é apenas opção |
| Geometria interna (resfriamento conforme, bio-rede) | Não há limite impossível | Espaço de design exclusivo AM |
Equipes de engenharia que precisam iterar em geometrias complexas alterando um diâmetro de canal da parede, ajustando um novo mecanismo de trava testando rapidamente um ganho de ângulo de canal da estrutura de custos da impressão 3 D. Cada mudança de projeto custa $0 em re-ferramentas; apenas mudanças de tempo de máquina Para estratégia de prototipagem e planejamento de produção de pontes, consulte nosso guia para serviços de prototipagem rápida.
Estes não são novidade Cada indústria abaixo depende de aplicações alternativas de ferramentas longas, prazos de entrega de concentração de fornecedores geográficos ou geometria impossível de usar como máquina, acarreta custos ou riscos mensuravelmente mais elevados.
Aeroespacial, redução de peso do suporte é rei Com AM, podemos criar estruturas preenchidas com treliça que são impossíveis de usinar, resultando em suportes que são 30-501TP3 T mais leves, mas ainda classificados para as mesmas cargas Lecreator entregou com sucesso um suporte estrutural aeroespacial fabricado usando MJF Nylon PA12 que realizou 421TP3 T economia de peso de alumínio usinado tradicional, enquanto reduzindo o custo do componente em 671TP3 T, eliminando o uso de material Ter certificação AS9100 no fornecedor, no mínimo, para se qualificar para a participação na cadeia de suprimentos de hardware de voo é absolutamente essencial.
Precisão médica, dimensional e rastreabilidade de materiais são os impulsionadores na aquisição médica de AM, alojamento de dispositivos médicos e dispositivos de implante (tanto a instrumentação fixa quanto a específica do paciente) Os dispositivos requerem precisão e tolerância tipicamente na faixa de 0,1 mm a 0,15 mm com processos de produção em conformidade com os padrões mais recentes da “ISO 13485.’ Lecreator forneceu um alojamento de guia cirúrgico com precisão de 0,15 mm a 180 mm que tinha um relatório validado que demonstrou 231TP3 T de tempo economizado durante a configuração cirúrgica durante um estudo clínico e em uso com materiais de resina biocompatíveis e ASTM F3001-14 certificado Ti-6 Al-4 V (para os implantes).
Veículos Elétricos-Velocidade rápida do desenvolvimento A velocidade da prototipagem usando ferramentas tradicionais não é ideal e a equipe do desenvolvimento do produto do VE não pode normalmente mover-se no ritmo que gostariam O protótipo do Lecreator EV “in-wheel hub” brack em MJF PA12 enviado em 3 ½ semanas em ~51TP3 T de um custo de ferramentas do molde de injeção vs um lead-time de ferramentas de 18 semanas A produção da ponte de construções de pequeno volume de 50-500 peças agora são tratadas para a produção de veículos pré-série por meio de ambos SLS e MJF em vez de ferramentas macias dispendiosas para esses volumes baixos a médios.
Equipes de eletrônicos de consumo usam unidades de demonstração de investidores funcionais unidades de demonstração e protótipos de ajuste/formar SLA para acabamento de superfície e matéria de detalhes de recursos finos nessa fase O iter sobre geometria do gabinete três vezes em uma única semana, em vez de uma por trimestre, altera a forma como a validação do projeto funciona na prática.
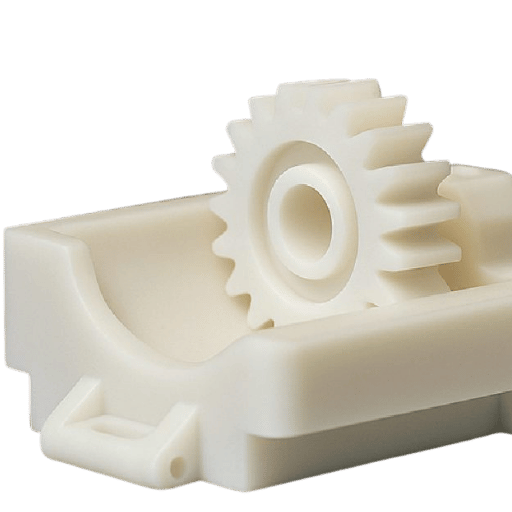
MRO (Manutenção, Reparação e Revisão) - Peça de substituição para ferramentas obsoletas/desatualizadas Se um fabricante tiver uma engrenagem para uma máquina legada de 8 anos fora de produção que tenha um material PA6 e nenhuma fonte de corrente, essa engrenagem poderia ser de engenharia reversa (varredura), importada e depois fabricada em MJF Nylon PA12 em uma única semana!
Preço é apenas preço Não importa a plataforma de cotação ou tecnologia, preço sozinho é a métrica errada Recentemente citamos um arquivo idêntico em três serviços e vimos um spread 381TP3 T nas cotações sem uma correlação aparente com a precisão geral Aqui estão algumas chaves a seguir:
Lista de verificação de avaliação de provedores
Para o controle de qualidade de primeiro nível envie de volta uma solicitação ao seu fornecedor preferido para inspeção dimensional em uma peça de amostra Você deve receber isso mediante solicitação.

O tamanho total do mercado global de serviços de manufatura aditiva foi de aproximadamente 30,55 USD bilhões em 2025 e deverá expandir em 168,93 USD bilhões até 2030 a um CAGR de 23,91TP3 T (Fonte: Pesquisa Grand View).Os mercados e mercados sugerem um caminho mais baixo e menos otimista (de 16,16 B a 35,79 B durante o período 2019-2029) que indica uma definição de escopo mais confinada para o próprio segmento de serviços As definições de escopo do analista diferem, mas o sinal direcional é claro: os serviços AM estão crescendo aproximadamente o dobro da taxa do setor manufatureiro mais amplo.
Quatro mudanças estruturais que nos tornam mais do que apenas um grande mercado:
DFM alimentado por IA no momento da cotação: o que anteriormente um engenheiro de fabricação levou 4 horas para revisar (considerações sobre a espessura da parede, previsões da estrutura de suporte, otimização da orientação da peça) agora pode ser concluído em menos de 10 segundos na finalização da compra. Até 2027, os recursos de feedback de fabricação em tempo real podem evoluir para incluir recomendações pós-processamento e opções de substituição de materiais.
2. A desconcentração da cadeia de abastecimento em 2020 ajudou os fabricantes de nível 1 e nível 2 a compreender a concentração geográfica da cadeia de abastecimento como risco sistémico para peças maquinadas. Vários fornecedores certificados de fornecimento AM sob demanda estão incluídos na continuidade dos negócios para fabricantes que não têm casos de uso anteriores a 2021.
3. redução de custo de metal AM O custo das máquinas de fusão de leito de metal caiu aproximadamente 40% entre 2020 e agora, devido à crescente rivalidade entre fornecedores de equipamentos Os principais players EOS, SLM Solutions e Trumpf (Soluções de pó) ainda estão em atividade, mas muitos recém-chegados existem agora também.
Consequentemente, os custos das peças DMLS/SLM também estão em queda (que esperamos continuar até 2027).
4. melhoria da confiança do cliente A tendência ascendente em pesquisas do tipo “online 3 d printing service” e consultas associadas indicaram que os compradores estão agora dispostos a encomendar componentes estruturais de peças on-line com menos necessidade de consulta humana; esta é a mesma transição que a indústria CNC viu no período passado de 2015 2020.
Plano de ação para compradores para 2026 Qualifique dois fornecedores AM on-line agora (para velocidade, facilidade de conformidade regulatória), outro internacional (para custo em aplicações não regulamentadas de alto volume).Tudo o que é necessário para integrar um novo fornecedor para AM é de algumas semanas uma revisão DFM, amostras de peças, inspeção, NDA.
4 a 6 semanas de trabalho; faça isso agora, caso seja necessário mais tarde.
STL é o padrão da indústria por cada plataforma STEP (ou STP) é preferido quando você precisa de fidelidade dimensional em superfícies curvas aceito ele preserva geometria exata em vez de triangulá-lo, o que importa para formas orgânicas com alta curvatura 3 MF é cada vez mais aceito e carrega cor, metadados de materiais e informações da unidade em um único arquivo, tornando-se a melhor escolha para ordens multi-materiais ou coloridas.
Quatro problemas de DFM são responsáveis pela grande maioria dos avisos de arquivo: geometria não-variedade (bordas compartilhadas por mais de duas faces), normais de superfície invertida, recursos abaixo da resolução mínima imprimível (normalmente <0,4 mm para a maioria dos processos) e folga insuficiente entre peças móveis (<0,3 mm causa fusão durante a impressão).Uma exportação CAD configurada corretamente para STL resolve a maioria destes antes do upload Se sua cotação retornar um aviso de espessura de parede, verifique os mínimos do processo: FDM normalmente requer parede mínima de 1,2 mm, SLA 0,6 mm, SLS/MJF 0,8 mm. Solicitar uma revisão DFM antes do checkout impede a descoberta desses problemas após a chegada das peças.
FDM e SLA dias úteis de navio em 1 SLA. SLS e MJ da maioria das principais plataformas e MJ em 5 dias úteis de navio Metal DMLS/SLM leva 100 15 dias úteis de envio Rush-ons (5000% preço premium) cortar FDM/SLA prazo de execução para 24 horas em alguns casos Adicionar 15 dias úteis para envio dependendo do destino e transportadora.
As peças de nível de produção são um caso de uso crescente As peças MJF Nylon PA12 de serviços on-line agora aparecem em conjuntos de produção em aplicações automotivas, eletrônicas de consumo e MRO industriais Se um serviço é apenas protótipo ou capaz de produção se resume a uma pergunta: eles podem fornecer controles de processo certificados pela ISO 9001, rastreabilidade de materiais e documentação de inspeção dimensional? sem esses, você tem uma loja de protótipos Com eles, você tem um fornecedor qualificado para produção Peça um exemplo de CoC antes de fazer seu primeiro pedido de produção.
Solicite a folha de dados do material para seu processo específico e grau do material (não é um gráfico de polímero genérico).Para a análise de polímero específico do eixo Z. Para a análise de tração, não o valor XY. Peças AM anisotrópicas: valores de tração do eixo Z são executados 1521TP3 T mais baixos que XY em FDM; MJF é muito mais próximo de isotrópico devido ao agente de fusão criar densidade uniforme. Ao projetar para um fator de segurança, aplique um knockdown AM publicado de 1,25 (1,25×) nos dados de tração AM até obter resultados de testes específicos do processo de seu fornecedor real e configuração da máquina.
Sim, o Lecreator envia para mais de 40 países.
Avaliado pela equipe de engenharia do Lecreator.
A Lecreator mantém instalações AM certificadas pela ISO 9001 que fabricam peças FDM, SLA, SLS, MJF e DMLS/SLM. A Lecreator produz peças para clientes aeroespaciais, de dispositivos médicos e de fabricação industrial. A fonte de dados de estudos de caso vem de registros de produção internos em maio de 2026.
O preço reflete as taxas reais e está sujeito a alterações. Todas as outras citações de fontes apresentam informações atualizadas na data de publicação.









