


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


| Gemeenschappelijke lichaamsmaterialen | 6061-T6 aluminium, nodulair gietijzer 65-45-12, 4140 staal, 316 roestvrij |
| Typische werkdruk | ~3.000 psi (210 bar) voor 6061 aluminium; ~5.000 psi (350 bar) voor nodulair gietijzer |
| Valve interface standaarden | ISO 4401 /NFPA D03-D08 /CETOP 3-10; SAE J1926 (ISO 6149) O-ringbaaspoorten |
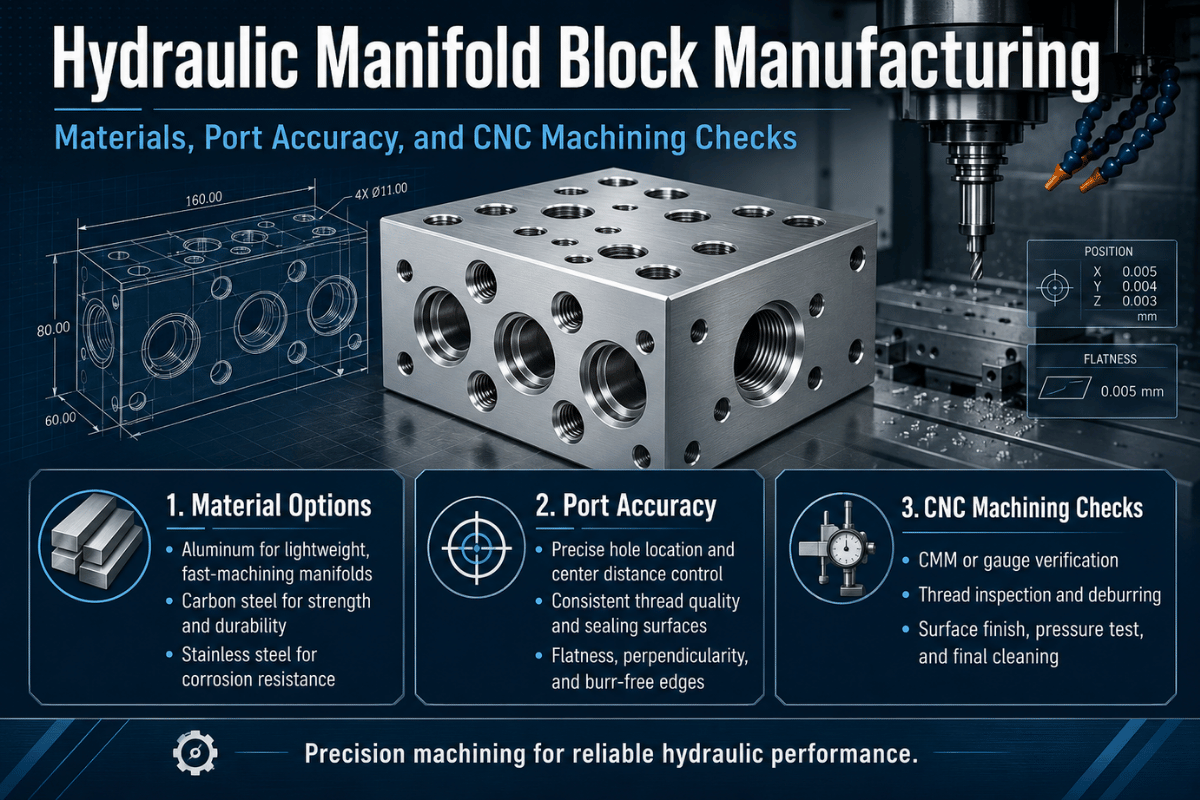
| Kritische nauwkeurigheidspunten | Kruispuntpositie met dwarsdoorboring, concentriciteit van de patroonholte, vlakheid van het klepkussen, afwerking van het afdichtingsvlak |
| Richt vloeistofreinheid | ISO 4406 18/16/13 (algemeen) tot 16/14/11 (servo/proportioneel) na spoelen |
Strip de marketing weg en een spruitstuk is een massief blok aluminium of ijzer met gaten er doorheen geboord Sommige gaten zijn poorten waar slangen of kleppen op aansluiten; andere zijn interne doorgangen die die poorten verbinden tot een werkende hydraulisch circuit. Monteer de kleppen rechtstreeks op het blok en je hebt een wirwar van T-stukken, fittingen en slangen vervangen door één machinaal bewerkt onderdeel. Ingenieurs noemen die integratie een hydraulisch geïntegreerd circuit (HIC).
Dus waarom zou je een onderdeel kiezen dat echt moeilijk te maken is boven componenten die je gewoon in elkaar kunt loodsen? Drie redenen die stand houden in het veld: minder externe verbindingen betekenen minder plaatsen om te lekken; een compact blok overleeft trillingen die schroefdraadverbindingen losmaken; en het consolideren van kleppen op één montageoppervlak maakt een machine gemakkelijker te onderhouden. Industriebronnen noemen gewoonlijk een 60-80%-voetafdrukreductie en een daling van 20.30 externe verbindingspunten naar slechts 2,4 wanneer een circuit met meerdere kleppen op een verdeelstuk beweegt. De vangst is dat elk lekpad dat je van buitenaf hebt verwijderd nu leeft inside het blok, waar je het niet kunt zien, en dat is precies de reden waarom de productiekwaliteit, en niet het concept, de betrouwbaarheid bepaalt.
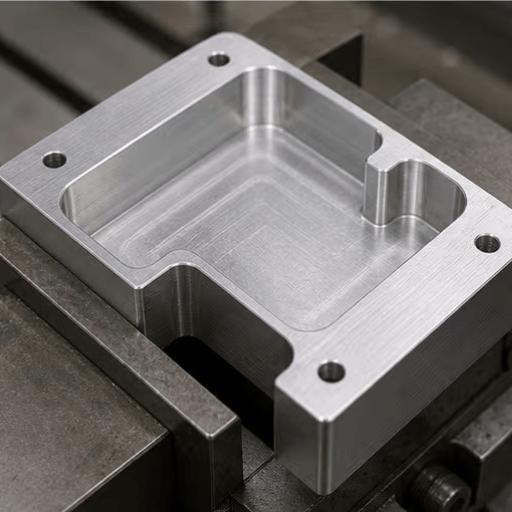
“De holte ziet eruit als een licht conische vorm met cilindrische stappen, en bij elke stap is een dwarsboring die overeenkomt met elke kleppoort.”

Voordat een winkel een blok citeert, moet hij weten welke constructie hij wil, omdat elke constructie anders werkt.
Een enkele knuppel met elke doorgang en holte erin geboord Dit is de dichtste, meest lekvrije optie en de moeilijkst te bewerken, omdat alle interne routing op maat is Monoblock-ontwerpen verwerken de hoogste drukken en de strakste verpakking.
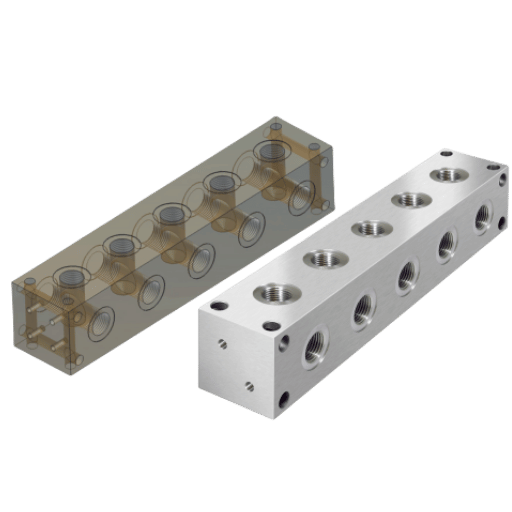
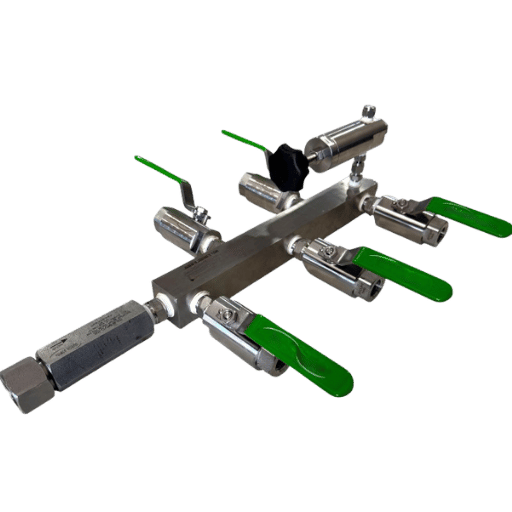
Bewerkt staafmateriaal dat standaard op een onderplaat gemonteerde kleppen accepteert die in een stapel zijn vastgeschroefd, met sandwich (modulair) cetop-kleppen het toevoegen van druk- of stroomfuncties tussen platen Stangspruitstukken lopen van D03 tot D10-maten en zijn veel zuiniger dan op maat gemaakte blokken omdat de klep is gekoppeld aan en montage gaten zijn gestandaardiseerd Als Fluid Power World opmerkingen, het grootste deel van het boren staat loodrecht op het oppervlak, de enige echte uitdaging is de diagonale poort naar elke klepinterface.
Klepfuncties zijn ingebouwd in machinaal bewerkte holtes binnenin het blok Inschroefbaar patroonkleppen handvatrichting, druk, en stroomcontrole; grote instappatronen, ook wel logische elementen genoemd, geven stroom in de duizenden gallons per minuut.cartridgeblokken geven een ontwerper bijna-oneindige controlecombinaties uit een catalogus van standaard klepproducten, maar de holtes zijn het meest veeleisende kenmerk op het hele onderdeel.
| Type | Externe lekpunten | Bruikbaarheid | Beste gebruik |
|---|---|---|---|
| Monoblock | Laagste (2-4) | Vervang heel blok | Hoge druk, strakke verpakking |
| Sandwich/modulaire bar | Medium | Wissel één klep in de stapel | Standaard industriële circuits |
| Patroon / HIC | Laag | Schroef een patroon binnen een minuut los | Compacte, complexe logica |

Hier is het resultaat dat kopers verrast die een lang materiaalmenu verwachten: in productie is bijna elk hydraulisch verdeelstuk een van de twee materialen, en de werkdruk kiest wat. Eén kanttekening eerst, onder NFPA T3.5.1, wordt de maximale werkdruk van een verdeelstuk door de fabrikant ingesteld voor het specifieke ontwerp en de specifieke testmethode, niet alleen door het metaal, en ISO 10771-1 frames vermoeiingstests rond de drukhoudende envelop van het onderdeel. De onderstaande figuren zijn de beoordelingen die fabrikanten publiceren voor standaard verdeelstukkwaliteiten, dus behandel ze als gekalibreerde voorbeelden, niet als materiaalwetten. Daarmee gezegd: fabrikanten beoordelen standaard aluminium 6061-T6 (ASTM B221) spruitstukken van ongeveer 3.000 psi (210 bar) die werken met een proof rating van bijna 6.000 psi nodulair ijzer 65-45-12 (ASTM A536) verdubbelt dat grofweg tot ongeveer 5.000 psi (350 bar) werken, met bewijs- en barstwaarden van bijna 10.000 en 20.000 psi. Al het andere op de kaart is de uitzondering die u bereikt als corrosie, gewicht of extreme druk uw hand dwingt.
| Materiaal | Typische werkdruk | Waarom je het kiest | Bewerkingsnoot |
|---|---|---|---|
| 6061-T6 aluminium | ~3.000 psi (210 bar) | Licht, lage kosten, anodiseert; standaard voor mobiel | Gemakkelijkst te bewerken; snel boren |
| 7075-T6 aluminium | Hogere sterkte, gelijkaardige vloeistofgrens | Sterktekritische, gewichtsgevoelige lucht - en ruimtevaart | Minder corrosietolerant; niet voor lassen |
| Naaldijzer 65-45-12 | ~5.000 psi (350 bar) | Hogere druk, trillingsdemping | Stoerdere snede; heeft coating nodig voor corrosie |
| Hoogwaardige ductiele (bijvoorbeeld Dura-Bar) | Tot ~6.500 psi (NFPA T2.6.1) | Mobiele hogedrukcircuits | Consistent graan, boorbaar |
| 4140 gelegeerd staal | Boven ~5.000 psi (varieert) | Zeer hoge druk, hoge sterkte | Moeilijk te boren lange doorgangen; langzamer |
| 17-4 PH roestvrij | Hoog (sterkte + corrosie) | Sterkte plus corrosieweerstand | Werkhardt; gecontroleerde voeders |
| 316 roestvrij | Matig (corrosiegestuurd) | Marine, onderzeese, voedsel, chemische | Gummy; scherp gereedschap, overstromingskoelvloeistof |
| Messing C360 | Laag | Instrumentatie, lagedrukpiloot | Vrijsnijden; uitstekende afwerking |
| 5052 / 2024 aluminium | Lager (situationeel) | Gevormde platen, niche-lucht- en ruimtevaart | Zeldzaam voor monoblock spruitstukken |
Waarderingen weerspiegelen standaard spruitstukkwaliteiten (ASTM A536 nodulair gietijzer, ASTM B221 6061 aluminium, NFPA T2.6.1 high-strength ductile) Behandel ze als uitgangspunt en bevestig de nominale druk voor uw exacte onderdeelgeometrie en wanddikte.
Eén veldnotitie uit onze eigen winkel: aluminium met de hoogste sterkte gaat niet altijd over druk. Bij een programma voor het koelen van batterijen draaien we in 7075-T6 met 2.500 eenheden per maand, de legering is gekozen vanwege stijfheid en maatvastheid bij dunne wanden, met een concentriciteit van ±0,001 inch (0,025 mm) bij een procescapaciteit boven Cpk 1,67, sterkte heeft ons herhaalbaarheid opgeleverd, geen hogere vloeistofwaarde. Als uw verdeelstuk aluminium is en u het oppervlak- en corrosieverhaal wilt, zie dan onze opmerkingen over aluminium CNC bewerking; voor door corrosie geleide blokken, roestvrij staal bewerking dekt rangafwegingen.

De nauwkeurigheid van de poort begint bij het klepinterface. Als een blok kant-en-klare richtkleppen accepteert, moet het montagepatroon overeenkomen met een internationale standard dus de boutcirkel, de porting, en de lokalisatiepen landen waar de klep ze verwacht De drie namen die je zult zienISO 4401, NFPA T3.5.1 (de “D”-codes) en CETOP beschrijven de hetzelfde interfaces onder verschillende lichamen Een D05 pad is een ISO 4401-05 pad is een CETOP 5 pad.
| NFPA (T3.5.1) | ISO4401 | CETOP | Ongeveer. nominale stroom* |
|---|---|---|---|
| D02 | ISO 4401-02 | CETOP 2 | ~ tot 15 l/min |
| D03 | ISO 4401-03 | CETOP 3 | ~ tot 40 l/min |
| D05 | ISO 4401-05 | CETOP 5 | ~ tot 80 l/min |
| D05H | ISO 4401-05 (hoog) | CETOP 5H | ~ tot 120 l/min |
| D07 | ISO 4401-07 | CETOP 7 | ~ tot 300 l/min |
| D08 | ISO 4401-08 | CETOP 8 | ~ tot 600 l/min |
| D10 | ISO 4401-10 | CETOP 10 | Grootste standaard pad |
*Nominale stroombanden zijn bij benadering en variëren per klepereeks en drukval; bevestigen aan de hand van de specifieke klepgegevensblad Crosswalk-equivalentie (ISO 4401-05 = CETOP 5 = NFPA D05) is het vaste deel.
📐 Technische opmerking
Een interface sluit alleen af als het klepkussenvlak plat is en het boutpatroon op zijn plaats staat. Een symmetrisch D03-kussen heeft een diamantpoortindeling die 180° naar boven wordt geschroefd en naar achteren loopt, zodat het plaatsingsspeldgat zich in de juiste positie moet bevinden en niet alleen dichtbij. Voor poorten op het blok sluit een O-ringnaaf met rechte schroefdraad (SAE J1926/ISO 6149) op een gecontroleerd vlak en heeft ruim de voorkeur boven een NPTF-taps toelopende schroefdraad, die afdicht op vervormende schroefdraden en moeilijker herhaalbaar af te dichten is bij hoge druk. Draadgeometrie is belangrijker dan de meeste tekeningen laten zien, zie onze handleiding draadontwerp voor CNC-gefreesde onderdelen.

Hier wordt een spruitstuk gewonnen of verloren Het interne circuit wordt gebouwd door boorgangen die elkaar kruisen, de ene boring kruist de andere zodat vloeistof een hoek kan draaien binnen massief metaal Op een groot blok kan dat betekenen dat je vanaf elk uiteinde een diepe boring boort en elkaar in het midden ontmoet; machinisten op r/Machinisten beschrijven het boren van een 2-inch cross-bore “ plannen en hopen elkaar in het midden te ontmoeten,”, wat precies zo zenuwslopend is als het klinkt Diepe, nauwkeurige doorgangen zijn een klus voor het boren van kanonnen of diepgat boren, geen stompboor in een spankop.
Elke plaats ontmoeten twee boringen elkaar, de boor breekt door in de open ruimte en werpt een braam op de verre muur. Die snijpuntbraam is de meest onderbesproken faalmodus bij de productie van spruitstukken, en de gidsen van de ene concurrent slaan volledig over.
Een voltooid verdeelstuk kan elke dimensionale controle doorstaan en toch het systeem vernietigen dat het voedt, omdat snijpuntbramen falen downstream: een braam die bij een dwarsboring achterblijft, breekt los onder stroming, wordt een hard deeltje in de olie en nestelt zich in de spoel van de klep die het spruitstuk levert. Het blok meet perfect op de CMM; de pomp en de kleppen sterven drie weken later. Dit is van belang omdat deeltjesverontreiniging het dominante hydraulische faalmechanisme is, het technische werk van SAE ongeveer 70% aan defecten aan hydraulische systemen toeschrijft aan verontreiniging met oliedeeltjes, en een dwarsboringbraam is een van de weinige verontreinigingsbronnen die een machinewerkplaats volledig controleert Ontbraamspecialisten noemen bramen een verborgen maar kritische risico's die tijdens het boren worden gevormd. Daarom zijn ontbramen en netheid, hieronder behandeld, geen huishouding.
Doorgangen worden in een geplande volgorde geboord, zodat boringen elkaar kruisen op gecontroleerde posities en diepten, waarbij pluggen (met schroefdraad of kogel) de boorgaten afdichten die geen poorten zijn. Patroonholten worden afzonderlijk bewerkt, met getrapte ruimers of vormgereedschappen die de conische holte met meerdere diameters in slechts twee bewerkingen doorsnijden.
Concentriciteit tussen de holtestappen moet zo worden gehouden dat de patroonzittingen en afdichtingen Harde nauwkeurigheidsdoelen zijn de werkelijke positie waar boringen elkaar kruisen, de diepte van elke holtestap en de vlakheid en afwerking van elk afdichtingsvlak, het snijpunt missen en je geen stroom of een uitbarsting krijgt; mis de holte en de patroon lekt intern.
Een typisch verdeelstuk loopt door een vaste reeks: kwadraat de stock, machinaal de klepstootkussens, boort de poorten en kruisende doorgangen, ruimt de holten op, tikt de draden, ontbraamt, was, en inspecteert Elke keer dat het deel van de machine komt en weer opgaat is een nieuwe opstelling, en elke opstelling voegt een kleine tolerantiestapeling-up tussen de kenmerken in verschillende oriëntaties gesneden Dat is waarom het aantal opstellingen drijft de haalbare ware positie over gezichten.
Drieassig frezen heeft meerdere opstellingen nodig om elk vlak van een verdeelstuk te bereiken; een 5-assige machine kan meerdere vlakken in één armatuur bereiken. Daarom kan een geavanceerde winkel een verdeelstuk voltooien in twee bewerkingen of minder“ waarbij een drieassige winkel er vijf nodig heeft. Minder opstellingen betekent een strakkere functie-tot-functie-positie, dezelfde logica achter bewerking met strakke tolerantie op elk precisieonderdeel. Het snijden zelf is gewoon frezen en boren; zie CNC frezen voor de envelop.
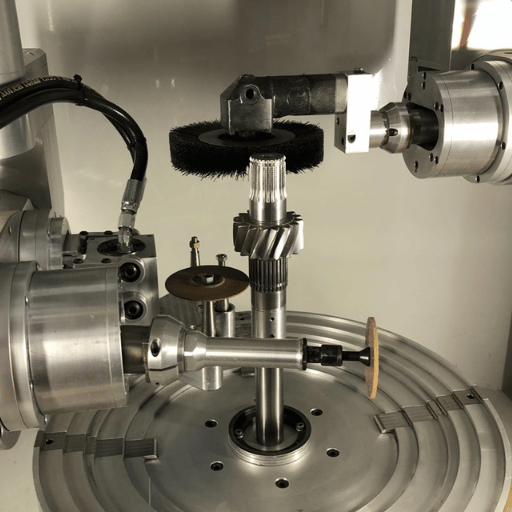
Dan komt ontbramen, wat op een verdeelstuk geen bijzaak is, het is de taak Machinisten van Practical Machinist beschrijven ontbramen van gatenkruisingen als “manueel en tijdrovend,” en met goede reden: de braam zit op de bodem van een kruisende boring waar geen enkel gereedschap gemakkelijk reikt De gebruikelijke methoden, van de minst tot de meest gecontroleerde:
Welke methode een winkel ook gebruikt, de boringkruisingen moeten nog steeds worden aangescherpt en geïnspecteerd; voor cilindrische boringen die een gecontroleerde afwerking nodig hebben, honen brengt het oppervlak in het juiste bereik Ontwerpen van de interne hoeken om in de eerste plaats bereikbaar te zijn, behalve dit alles.
Omdat de Cross-Bore Burr Trap betekent dat een verdeelstuk correct kan meten en toch kan falen, moet acceptatie de functie testen, niet alleen de afmetingen. De onderstaande controles zijn de controles die een koper zou moeten eisen op een aangepast blok, en de controles die een echt blok scheiden vloeistofvermogen winkel bij een jobshop die toevallig een molen bezit.
Dit is waar in-proces meting zijn behoud verdient Op een lucht-en ruimtevaart hydraulische actuator-huisvesting programma, houden we een kritische boring tot ±0.0005 in (0.013 mm) met behulp van hoge druk koelvloeistof en Renishaw in-proces sonderen die afmetingen in drie fasen verifieert en automatisch corrigeert offsets voordat het onderdeel ooit de eindinspectie bereikt, dus een drifting tool gevangen op de machine, niet op de CMM nadat de snede is schroot Opvallen van de fout vroeg is het verschil tussen een 100% opbrengst run en een afwijzing tarief dat eet het programma.
Als u een custom spruitstuk, de kwaliteit die je terugkrijgt wordt grotendeels bepaald door het pakket dat je verstuurt Een paar design-for-manufacturing regels houden een blok bewerkbaar en de eerste keer juist
Wat een shop nodig heeft om nauwkeurig te citeren en te bouwen: een 3D-model (STEP), een 2D-tekening met het poortschema en de toleranties, de werk - en proefdruk, de vloeistof en het materiaal, de beoogde ISO 4406-reinheid, en eventuele test - of certificeringsvereisten Voor overzeese inkoop vouwt een offerte op basis van Delivered Duty Paid (DDP) de verzending en het tarief van Sectie 301 in één landnummer zodat de vergelijking eerlijk is Een spruitstuk kan eerst een prototype zijn en later een productieonderdeel; een snelle-prototyping run bewijst het circuit voordat u gereedschap pleegt, en het bredere CNC-bewerkingsservice dekt de verhuizing naar volume.

Kopers vragen nu meer dan wat dan ook één ding: moet het volgende spruitstuk machinaal worden bewerkt of met metaal worden 3D geprint? het eerlijke antwoord is niet het antwoord dat de hype impliceert Additieve productie laat een ontwerper gebogen, conforme kanalen routeren die geen boor kan volgen, die de drukval en het gewicht vermindert, de stroomprestaties verhoogt en de geboorde en aangesloten dwarsboringen volledig verwijdert. De winst in peer-reviewed herontwerpen is niet marginaal: een ontwerp-voor-additief onderzoek sneed een roestvrij spruitstuk van 316 van 16,2 kg naar 1,4 kg, en een geoptimaliseerd lasergesmolten (SLM) spruitstuk verminderde het gewicht met 84%, volume met 44% en drukverlies in het hoofdpad met meer dan 40%. Daarom herontwerpen ruimtevaart- en autosportteams gewichtskritische spruitstukken met additief.
Maar additief vervangt de bewerking niet, het hangt ervan af. Als Additive Manufacturing Media documenten, gedrukte delen gaan nog steeds naar een molen voor hun afdichtingsvlakken, poorten en holtes, omdat as-built interne oppervlakken te ruw zijn en afmetingen te los om een hydraulische interface af te dichten Octrooien voor additieve spruitstukken, zoals conforme-koeling ontwerpen in EP4091238A4 en de hybride warmteverspreider erin US12029008B2beschrijf precies dit hybride pad: print de complexe kanalen en bewerk vervolgens de functies die moeten worden afgedicht.
✔ Wanneer additief wint
⚠ Als CNC nog wint
De CNC-vs-Additive Manifold Decision Line: als uw verdeelstuk conforme kanalen nodig heeft of gram scheert op een vliegend onderdeel in een laag volume, print het dan en bewerk de gezichten. Als het een productieblok is, beoordeeld op druk, kosten en een schone interne afwerking, bewerk het dan. De meeste verdeelstukken die tegenwoordig worden verkocht, vallen nog steeds aan de bewerkte kant van die lijn; additief is een groeiende uitzondering en geen vervanging. De kostenhandel is de moeite waard om in beide richtingen te werken, onze vergelijking van CNC-bewerking versus 3D-printen en onze 3D printservice leg uit waar elk loont De markt voor hydraulische spruitstukken zal naar verwachting tot het begin van de jaren 2030 met ongeveer een jaarlijks tarief van 3-6% groeien volgens gepubliceerde schattingen van analisten, dus deze beslissing zal alleen maar gebruikelijker worden.
Hebben een verdeelstuk ontwerp, of gewoon een hydraulisch schema, en moet het machinaal bewerkt worden volgens de specificaties? stuur het STEP-bestand en poortschema voor een DFM-beoordeling en een DDP-offerte.
Ja, metaaladditieve productie wordt nu gebruikt voor hydraulische spruitstukken die conforme interne kanalen nodig hebben, voor gewichtskritische lucht- en ruimtevaart- en autosportonderdelen, en voor ontwerpen met een laag volume, waarbij collegiaal getoetste herontwerpen gewichtsverminderingen van meer dan 80 procent melden, volumereducties van bijna 44 procent en drukverliesreducties van meer dan 40 procent ten opzichte van het machinaal bewerkte origineel.
Maar gedrukte spruitstukken worden bijna altijd afgewerkt op een molen, omdat as-built interne oppervlakken te ruw zijn en afmetingen te los om hydraulische interfaces af te dichten De economie draait ook met hoeveelheid en druk: onder een paar eenheden vermijdt printen setup en tooling, maar naarmate het volume stijgt, winnen de kosten per onderdeel van de bewerking, en hoge druk of vermoeidheid-kritische blokken geven nog steeds de voorkeur aan een machinaal bewerkt lichaam. Voor het meeste productiewerk domineert CNC-bewerking nog steeds, en veel gedrukte spruitstukken zijn een hybride van beide processen.
Wij bewerken hydraulische spruitstukken en kleppenblokken in aluminium, nodulair gietijzer en roestvrij op dezelfde vloer als onze actuator- en koelspruitstukprogramma's, dus de hier beschreven toleranties, ontbraammethoden en Renishaw-controles tijdens het proces zijn degene die we uitvoeren in de productie, geen algemeen advies. Materiaalbeoordelingen worden vermeld in vergelijking met hun geldende ASTM- en NFPA-kwaliteiten; verifieer de nominale druk voor uw exacte geometrie voordat u zich ertoe verbindt. Beoordeeld door het technische team van Le Creator Technology Co., Ltd.









