


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


CNC-bewerkingsfrezen is een subtractief fabricageproces waarbij gebruik wordt gemaakt van computergestuurde snijbits, die draaien, om e×cess materiaal weg te snijden van het werkstuk Die technologie levert precisiecomponenten op die na verwerking het minuscule onderdeel kunnen zijn van een complex lucht - en ruimtevaartsamenstel of medisch apparaat Lees over elk aspect van de freesworkflow (soorten machines, bewerkingsprocessen, ISO 2768 tolerantiespecificaties, materiaalopties en gevalideerde kostennormen 'vóór een offerte Request verschijnt voor de programmeur/machinist.
CNC Frezen: Snelle Specs
| Proces type | Aftrekkend 2000 roterend snijder verwijdert materiaal van een stationair werkstuk |
| Standaard tolerantie | ISO 2768-m (±0,005″/0,13 mm) |
| Precisietolerantie | ±0,001″ (0,025 mm) op aanvraag verkrijgbaar |
| Machine-assen | 3-assig (standaard) tot 5-assig gelijktijdig |
| Compatibele materialen | 40+ inclusief metalen, technische kunststoffen, composieten |
| Oppervlakteafwerking (Ra) | 0,8-3,2 µm machinaal bewerkt; 0,4 µm met fijne afwerking |
| Minimale bestelling | 1 stuk geen hard gereedschap nodig |

CNC frezen is een Computer Numerical Control (CNC) bewerking die gebruik maakt van een CNC machine met een roterende snijder die langs meerdere assen beweegt om nauwkeurige materiaalverwijdering van een werkstuk te bereiken en de doelvorm te creëren Terwijl boren het duwen van een enkelpunts snijgereedschap langs een enkele as inhoudt, CNC frezen kunnen aangrijpen op een werkstuk op een groot aantal hoeken, waardoor zakken, sleuven, boringen, voorgevormde oppervlakken en ingewikkelde ontwerpen worden geproduceerd binnen strakkere toleranties op een enkele armatuur.
De numerieke besturing van de computer is in feite een G-code programma dat de spil vertelt hoe snel hij moet draaien; de tafel of het gereedschap hoe snel hij moet doorkruisen; de rijrichting; en wanneer het koelmiddel moet worden ingetrapt Werk wordt op een werkvasthoudvlak (de machinetafel) gechucked of het gereedschap wordt in de spil gemonteerd: het draait snel om materiaal weg te snijden De asbewegingen worden servogestuurd (vaak ook door stappenmotoren), waardoor het werkstuk en het snijgereedschap langs het exacte aangegeven pad worden aangedreven.
Tot de duizendste (of wat de geprogrammeerde tolerantie ook voorschrijft) zou het een onderdeel moeten produceren dat precies lijkt op het computerontwerp.
Bij Lecreator, a CNC frees service 80+ CNC-machines, leverancier met 17+ jaar productie-ervaring, verwerken alles, van 3-assige aluminium beugels tot gelijktijdige 5-assige titanium lucht- en ruimtevaartcomponenten, onder ISO 9001-gecertificeerd kwaliteitsmanagement.
✔ Voordelen
⚠ Beperkingen van CNC-frezen
CNC gefreesde onderdelen bieden de laagste kosten voor onderdelen met hoge kenmerken, complexe of niet-prismatische kenmerken of componenten met strenge tolerantiespecificaties. Als u echter alleen een cilindrische vorm nodig heeft en weinig ander werk heeft, CNC draaien voor cilindrische delen is de goedkopere route.

Frezen is een fabricageproces, dat een digitaal ontwerp vertaalt naar een afgewerkt metaal of kunststof onderdeel, Er zijn vier fasen in het freesproces, elke fase heeft een andere faalmodus; als u dit van tevoren weet, kunt u het eerste artikel van de meeste problemen redden.
Technische opmerking 6061 Startparameters
Gebruik voor aluminium 6061 een 4-fluit carbide eindfrees (diameter); spil 10k-18k RPM, voeding 40-120ipm, 05-.25 snedediepte; dit zijn slechts de beginwaarden en zullen veranderen op basis van de stijfheid van het werk, de overhang van de gereedschapslengte en de stijfheid van de machine. - Als u de overhang van het gereedschap verhoogt, moet u de snelheid met ongeveer dezelfde verhouding verlagen om geklets te elimineren.
Spindelconfiguratie (verticaal of horizontaal) en het aantal assen (3 tot 5 of meer) zijn de twee belangrijkste bepalende kenmerken van elke cnc-freesmachine, die een grote invloed hebben op uw geometrische toleranties, het aantal opstellingen en dus de kosten per onderdeel.
| Feature | Verticale bewerkingscentra (VMC) | Horizontale bewerkingscentra (HMC) |
|---|---|---|
| Spindeloriëntatie | Verticaal loodrecht op tafel | Horizontaal, parallel aan tafel |
| Best for | Platte onderdelen, mallen, matrijzen, algemeen frezen in verticale bewerkingscentra | Zware doosvormige onderdelen, meervlaksbewerking in horizontale bewerkingscentra |
| Chip evacuatie | Fair-chips vallen op werkstuk | Uitstekend 'clears chips' uit de snijzone |
| Toegang instellen | Gemakkelijk, open tafel | Vereist palletwisselaar voor hoog rendement |
| Kostenpremie | Baseline | +20-40% versus equivalente VMC |
Het aantal assen is de belangrijkste specificatie voor het citeren en de doorlooptijd. Gebruik deze matrix om de complexiteit van uw onderdeel af te stemmen op de juiste machineconfiguratie:
| Part Complexity | Aanbevolen Bijlen | Typisch Amerikaans tarief | Beste toepassing |
|---|---|---|---|
| Platte oppervlakken, 2D contouren, prismatische kenmerken | 3-assig | $40-$80/uur | Beugels, frames, behuizingsplaten |
| Ondersnijdingen, gedeeltelijke rotatie, spiraalvormige kenmerken | 4-assig | $55-$120/uur | Nokkenassen, spiraalvormige sleuven, geïndexeerde ronde delen |
| Complexe 3D-oppervlakken, ≤5-opstellingen geëlimineerd | 5-assig gelijktijdig | $80-$250/uur | Lucht- en ruimtevaartwaaiers, turbinebladen, tandheelkundige implantaten |
Een 3-assige freesmachine zorgt voor x,y,z beweging; in staat om toegang te krijgen tot de bovenkant van het onderdeel, en de 2 zijvlakken ervan zonder een instelwijziging Andere oppervlakken kunnen alleen worden benaderd als het onderdeel wordt geroteerd door het opnieuw te positioneren in een armatuur of ander klemapparaat. Een 5-assige CNC-bewerkingsmachine heeft twee extra roterende assen, waardoor 360 graden toegang tot het onderdeel in één opstelling mogelijk is.
Een object dat 3 tot 4 opstellingen op een 3-assige CNC-machine vereist, kan doorgaans in één opstelling worden voltooid op een 5-assig bewerkingsgereedschap. 'Foutpotentieel' door niet te herpositioneren en tijd voor de operator te besparen. Voor alle details, zie onze gids op 5-assige CNC-bewerking voor complexe componenten.
Een zeszijdige functie met een 5-assige CNC elimineert onnodige gereedschapswisselingen en de extra tolerantiestapeling die gepaard gaat met herpositionering.
De kosten per onderdeel van een 5-assige cnc-machine zullen gewoonlijk de snelheid overtreffen wanneer de vereiste geometrie twee zijden overschrijdt, ondersneden of samengestelde engelkenmerken heeft, in vergelijking met het drieassige alternatief
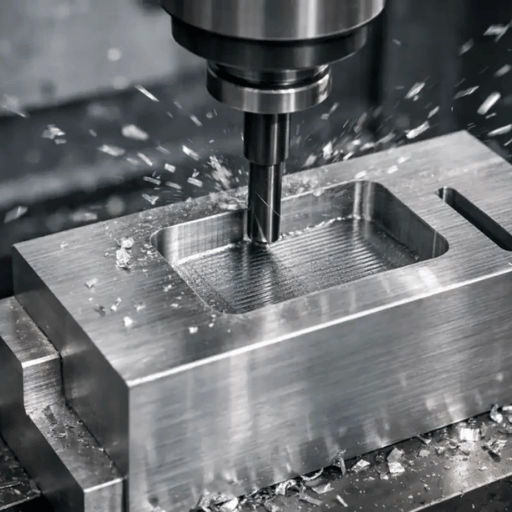
Elke freesbewerking creëert een andere functie en wordt gemaakt met behulp van een specifiek hulpmiddel, bijvoorbeeld bij technisch afdrukken of RFQ. Het is belangrijk om expliciet te zijn over welke functie het onderdeel vereist, niet over het proces dat door de machinisten wordt gebruikt; tijdverspilling besparen en voorkomen dat u offertes krijgt voor functies die u niet nodig heeft! -
| Operation | Feature Geproduceerd | Primair gereedschap | Typisch Ra | Application |
|---|---|---|---|---|
| Gezichtsmalen | Vlakke datumoppervlakken | Schelp-/gezichtsmolensnijder (indexeerbare inzetstukken) | 0,8-1,6 µm | Datumvlakken, montagevlakken |
| Perifeer frezen | Verticale wanden, contouren | Eindmolen (2-6 fluit) | 1,6-3,2 µm | Externe profielen, zijwanden |
| Slotfrezen | Gleuven, spiebanen, groeven | Gleufboor /zij - en vlaksnijder /eindmolen | 1,6-3,2 µm | T-slots, sleutelslots, kanalen |
| Zakfrezen | Gesloten holtes | Eindmolen (ruw + afwerking) | 0,8-13,2 µm | Behuizingen, vormholtes |
| Boringsfrezen | Precisie cirkelvormige boringen | Boorkop/ geïnterpoleerde eindmolen | 0,4-1,6 µm | Lagerstoelen, nauwsluitende gaten |
| Draadfrezen | Interne/externe threads | Draadmolen (enkel of meervoudig) | 0,8-1,6 µm | M4-M72 precisie draad past |
Pro Tip Interne Hoekstraal
Veel productie-ingenieurs adviseren dat de interne scherpe hoeken misschien wel de meest voorkomende ontwerpfout zijn die bij het frezen wordt gemaakt.
Vanwege de rondheid van een rond snijgereedschap, zal de winkel altijd een ronde functie achterlaten op elke interne hoek. Als een ronde van 0 mm op interne hoeken het ontwerpverzoek is, zal de winkel een miniatuur en zeer langzaam rond gereedschap moeten gebruiken om dit te bereiken Overweeg om de interne hoekstralen 1/3e van de zakdiepte van alle interne hoeken van een gefreesd onderdeel te maken, zodat de machinist een standaard rond gereedschap kan gebruiken. Bekijk onze volledige ontwerprichtlijnen voor interne hoekradius.
Voor functies die draden vereisen, is draadfrezen superieur aan tikken met grote draden en resulteert dit in een betere oppervlakteafwerking op moeilijk te bewerken materialen Zie onze specificaties voor draadfrezen voor begeleiding bij grootte, toonhoogte en toleranties.
Bewerkingstijd en levensduur sterk afhankelijk van selectie van het snijvocht en snijden vloeistof strategie 1. beide direct impact per deel tabel hieronder rangschikt de zeven meest voorkomende CNC freesmaterialen door bewerkbaarheid en relatieve kosten multiplier Lecreator machines 40+ materialen, waaronder exotische legeringen en engineering plastics.
| Materiaal | Bewerkbaarheid | Key Challenge | Aanbevolen Koelvloeistof | Kosten versus Al 6061 |
|---|---|---|---|---|
| Aluminium 6061 | Uitstekend | Opgebouwde rand bij lage spilsnelheden | Overstroming (5-8% oplosbare olie) | 1× (basislijn) |
| Aluminium 7075 | Good | Harder dan 6061 6061 6061-de staat van de hittebehandeling verifiëren | Flood | 1,2× |
| Staal 4140 | Matig | Gereedschapslijtage; vereist langzamere voedingen | Overstroming + hogedruk | 2-3× |
| Roestvrij 316L | Moeilijk | Werkverharding; warmteaccumulatie | Hogedrukdoorvoergereedschap | 3-4× |
| Titanium Ti-6Al-4V | Moeilijk | Warmtebehoud; snelle snijderstoring | Hogedrukdoorvoergereedschap (70+ bar) | 4-6× |
| PEEK | Good | Chipcontrole; fijne stofgeneratie | Luchtstoot /minimale overstroming | 2-3× |
| ABS/nylon | Good | Verzachting onder hitte; braamvorming | Luchtstoot | 1,5× |
Engineering Note 't Titanium Koelmiddeldruk
Het bewerken van titanium met weinig tot geen koelmiddel resulteert in catastrofale storing van het snijgereedschap De snelheid waarmee Ti-6Al-4V warmte vasthoudt aan de voorkant van het snijgereedschap overtreft dramatisch die van zelfs staal, waarbij de industriestandaardbenadering voor het bewerken van titanium 70+ bar hogedruk-door-gereedschap koelvloeistof vereist Academische artikelen hebben ook geverifieerd dat deze hogedruk-koelmiddeltechniek de levensduur van het gereedschap tot drie keer verlengt in Ti-6Al-4V-draaitoepassingen in vergelijking met standaard waterkoeling.
Zorg ervoor dat uw leverancier zich bewust is van het feit dat zijn machines een hogedrukspindelkoelmiddel hebben voordat u titanium citeert.
Met roestvrij staal CNC verspanen, het werk-harden wordt het echte probleem: zorg altijd ervoor dat het gereedschap continu wordt ingeschakeld (dat het gereedschap nooit in de snede blijft wonen Dat zal de nieuw gevormde, door het werk geharde laag staal ervan weerhouden het gereedschap te draaien en te dof maken. Verwijs naar de tolerantiegeleider voor aluminiumbewerking voor het tolereren van specifieke onderdelen gemaakt van aluminium.

CNC frezen kan consequent strakke toleranties bereiken, zolang de vereiste tolerantie correct op de tekening is ingevoerd Als toleranties uit een afmeting zijn weggelaten, is de fabrikant vrij om een standaardwaarde aan te nemen die niet noodzakelijkerwijs overeenkomt met de functionele eis van de functie. De ISO 2768 is de specificatie voor standaardtolerantiewaarden voor algemene CNC-bewerkte onderdelen.
| Class | Symbool | Lineaire tolerantie ± mm (bereik van 30-120 mm) | Typische Toepassing |
|---|---|---|---|
| Fine | f | ±0,1 | Precisiesamenstellen, nauwsluitende lagers |
| Medium (standaard) | m | ±0,2 | Algemene CNC-bewerkte onderdelen Lecreator standaard |
| Grof | c | ±0,5 | Grote structurele onderdelen, eenvoudige kenmerken |
| Zeer grof | v | ±1,0 | Ruwe bewerking, niet-kritische afmetingen |
De standaarduitvoer van Lecreator is ±0,005″ (0,13 mm) ISO 2768-m op alle bestellingen Voor lagerboringen, persfits en ruimtevaartinterfaces is op verzoek ±0,001″ (0,025 mm) haalbaar. Voor functies onder ±0,0005″ is een temperatuurgecontroleerd meetlaboratorium en gespecialiseerde metingen vereist.
| Ra-waarde | Conditie | Typische Toepassing |
|---|---|---|
| 3,2 µm (125 µin) | Standaard as-machined | Structurele, niet-afdichtende oppervlakken |
| 1,6 µm (63 µin) | Eén finishing pass | Afdichtingsoppervlakken, algemene samenstellingen |
| 0,8 µm (32 µin) | Pas voor fijne afwerking | O-ringgroeven, hydraulische interfaces |
| 0,4 µm (16 µin) | Meerdere afwerkingspassen | Medische implantaten, oppervlakken van optische kwaliteit |
Productie-ingenieurs hebben keer op keer geleerd dat het uitkiezen van de nominale afmeting van het onderdeel, zonder de vereiste tolerantie, de meest voor de hand liggende, maar schijnbaar meest ongrijpbare oorzaak is van het opnieuw maken van een onderdeel op een freesmachine. De ISO 2768-M zou uw standaardreferentie moeten zijn, roep de uitzondering alleen aan als deze absoluut noodzakelijk is voor de functie.
Voor gedetailleerde tolerantiebenchmarks voor alle processen, zie onze benchmarks voor machinale bewerking met strakke tolerantie article.
De CNC-freeskosten worden bepaald door machinetijd, materiaal, opstelling en eventuele daaropvolgende werkzaamheden. Hieronder vindt u onze benchmarkprijzen voor 2025-2026 per type machinewerkplaats in zowel de VS als offshore China. Dit zijn de feitelijke benchmarkcijfers die de machinisten zullen gebruiken in hun kostenramingen voor CNC-fabrieken.
| Machine Type | US Shop Rate | Offshore Tarief (China) | Beste scenario |
|---|---|---|---|
| 3-assige VMC | $40-$120/uur | $8-$25/uur | Beugels, behuizingen, platen |
| 4-assig | $55-$130/uur | $12-$35/uur | Nokkenassen, spiraalvormige kenmerken |
| 5-assig gelijktijdig | $80-$250/uur | $20-$60/uur | Lucht- en ruimtevaartwaaiers, medische implantaten |
| Zwitserse CNC | $60-$150/uur | $15-$45/uur | Precisie kleine onderdelen <25 mm diameter |
Formule totale partkosten:
Totale kosten = Machineuurtarief + materiaal + installatiekosten ($50-$200) + oppervlaktebehandeling + verzending.
5 gemeenschappelijke ontwerpwijzigingen die gewoonlijk 20-40% van per deel kosten verminderen:
Klaar om de cijfers uit te voeren? Vraag direct een CNC freesofferte aan 24 uur een STEP bestand en ontvang een DFM-beoordeelde prijs Voor 1-5 stuk early-stage ontwerpen, zie onze rapid CNC prototyping service zonder minimale gereedschapskosten.
Omdat CNC-freesmachines de afgelopen tien jaar capabeler zijn geworden, is het aandeel van CNC in de mondiale productie van vijf belangrijke productsoorten de afgelopen jaren toegenomen.
Structurele beugels, waaiers, en behuizingen in Al 7075 en titanium Ti-6Al-4V. Lucht - en ruimtevaartcomponenten vereisen AS9100 traceerbaarheid en eerste artikel inspectierapporten Lecreator levert ISO 9001-gecertificeerde onderdelen met volledige materiaalmolencertificeringen op aanvraag Voor meer informatie over lucht - en ruimtevaartvereisten, zie onze cnc-bewerkingsvereisten voor de lucht- en ruimtevaart guide.
Motorcomponenten, versnellingsbakbehuizingen en remklauwen vereisen herhaalbaarheid in grote volumes binnen ±0,02 mm bij productieruns CNC-frezen overbrugt de kloof tussen prototypevalidatie en inzet voor gegoten productiegereedschappen, waarbij opties open blijven terwijl het ontwerp evolueert Lees meer op automotive CNC gefreesde componenten.
Implantaten, chirurgische instrumenten, en behuizingen in titanium Grade 23 en 316L roestvrij staal FDA-traceable materiaal certificeringen en oppervlakteafwerkingen van Ra <0.8 µm zijn standaard vereisten Zie onze medisch apparaat CNC-bewerking mogelijkheden voor volledige traceerbaarheidsdocumentatievereisten.
Als u behuizingen met een hoog volume, kosteneffectieve behuizingen en koellichamen nodig heeft, gemaakt van geanodiseerde AI 6061, en een functie wilt toevoegen met dunne wanden tot 0,8-1,5 mm zonder ondersteunende structuur, handhaaf dan als goede vuistregel de hoogte-dikteverhouding onder de 8: 1 dan is cnc-frezen een geweldige optie voor die ontwerpen.
Met CNC-frezen kunnen we uw eerste artikelonderdelen snel binnen 3-7 werkdagen maken (zonder gereedschapskosten!). Dit is de reden waarom dit ons standaard productieproces is, ongeacht de branche. U bespaart maar liefst 30-60 procent op uw prijs per onderdeel boven de tien eenheden per project vanwege de geamortiseerde instelkosten voor een bepaalde bestelling.
De wereldwijde markt voor freesmachines wordt in 2025 gewaardeerd op $21,68 miljard en zal naar verwachting in 2034 $45,41 miljard bereiken, met een groei van ongeveer 8% per jaar.
Deze groei zal worden aangedreven door industrieën die steeds strengere precisie eisen, waaronder EV-aandrijflijncomponenten, ruimtevaartstructuren en medische apparaten. Er worden naar verwachting drie veranderingen verwacht in CNC Precision Milling in 2025-2026;
1. De groeiende rol van de 5-assige Mill-5-assige technologie heeft het scala aan toepasbare modellen uitgebreid buiten de modellen die uitsluitend voor hoofdaannemers in de lucht- en ruimtevaart zijn vervaardigd.
Kleine tot middelgrote winkels in China en andere gebieden in Zuidoost-Azië adopteren sinds vorig jaar apparatuur met vijf assen. Veel ontwerpen die voorheen plaats moesten bieden aan 3 of 4 opstellingen op een 3-assige machine, nu voltooid met slechts één enkele opstelling, waardoor ingewikkeldere onderdelen mogelijk zijn met aanzienlijk grotere afmetingen en met een kortere doorlooptijd voor kopers. Voor ingewikkelde geometrieën, of uw leverancier nu een gelijktijdige 5-assige werktuigmachine of 3+2-positionering aanbiedt, is het de moeite waard om te informeren.
2. AI-ondersteunde toolpathoptimalisatie Geavanceerde CNC-software en AI-aangedreven CAM-tools zijn nu geïntegreerd in productieplatforms, waardoor geautomatiseerde toolpath-generatie en nieuwe freestechnieken voor chattervoorspelling en thermische driftcompensatie in realtime mogelijk worden.
In praktische termen vertaalt dit zich naar hogere resultaten van oppervlakteafwerking bij ingewikkelde bewegingen met 5 assen, samen met een kortere programmeertijd bij een bepaalde taak. Kopers kunnen leveranciers vragen of hun CAM-programma's adaptieve controlelussen gebruiken om gereedschapspaden voor en tijdens het snijden te verifiëren. Voor snelle benaderingen, zie ons overzicht van hoge snelheid CNC bewerkingstechnieken.
3. Verlicht Machinaal bewerken en automatiseren Dit is wanneer onderdelen automatisch kunnen worden verwisseld van en naar machinaal beherende robotsystemen en 24-uurs cellen via geautomatiseerde palletwisselaars. Voor alle onderdelen die herhaaldelijk draaien, kan deze automatiseringsaanpak de doorlooptijd verkorten van een typische 5-7 werkdag naar slechts 2-3 dagen.
Dit is duidelijk het meest zichtbaar in Aerospace en Medische componenten waar de herhalingsfrequenties hoog zijn ondanks een kleine batchgrootte Wanneer u uw productiepartner overweegt, moet u informeren naar hun geautomatiseerde celcapaciteit.
Kopersactie: Wanneer u op zoek bent naar 5-assige ISO 9001 en hoge precisiemogelijkheden voor complexe onderdelen in 2026, kijk dan zorgvuldig verder dan alleen het aantal assen op database-informatie over leverancierscapaciteiten, aangezien geautomatiseerde oplossingen van offshore-faciliteiten de traditionele tijdstraffen verminderen.
CNC-frezen maakt gebruik van een roterend meerpuntssnijgereedschap dat over een werkstuk wordt bewogen, dat doorgaans stationair is, hoewel het bij sommige typen kan draaien.
CNC draaien maakt gebruik van het werkstuk dat op een doorn of tussen middelpunten tegen een enkel puntgereedschap wordt gedraaid CNC frezen is ideaal voor vlakke kenmerken, zakken, complexe oppervlakken en vierkante kenmerken op prismavormen Draaien is zeer geschikt voor cilindrische oppervlakken en het draaien van interne diameters, samen met complexe afgeronde vormen aan de buitenkant.
Veel precisieonderdelen zijn afhankelijk van zowel frezen als achtereenvolgens draaien: gefreesd voor platte en zakkenmerken, gedraaid voor boringen of uitwendige diameters. Voor een volledige vergelijking, zie onze CNC Frezen vs CNC Draaien guide.
PrecisionCNC Freesmogelijkheden Precisie Call Outs en Materiaalkwaliteiten Als standaard CNC draaien zal behouden tot een tolerantie van ± 0.005 inch (0.13mm) Sluiten Toleranties kunnen bereiken ± 0.001 (0.025 mm) tegen weinig extra kosten.
Het bereiken van ultradichte toleranties van ± 0,0005 (0,013 mm) vereist zorgvuldig gecontroleerde omgevingen, speciale testapparatuur en zorgvuldige afweging van uw inspectieplannen en kan extra kosten met zich meebrengen CNC-frezen is zeer geschikt om te voldoen aan de hoge precisie-bewerkingseisen.
CNC Snijgereedschap specificatie Het kiezen van de juiste snijgereedschap vereist het begrijpen van drie belangrijke elementen De belangrijkste hiervan is: Materiaal: Carbiden voor de meeste metalen zoals staal en roestvrij HSS zal volstaan voor zeer zachte materialen.
Fluitentelling: 2-fluitsnijders kunnen meer spaan-opruimingsmogelijkheden hebben en warmte beter verwijderen dan 4-fluitsnijders in materialen zoals aluminium en kunststoffen Het aantal fluiten verhoogt de gereedschapsstijfheid voor materialen zoals staal Coatings: TiAlN is geschikt voor alle staalsoorten en roestvrij staal, terwijl voor aluminium ZrN of geen coating zou werken.
Een onjuiste match tussen snijgereedschap en materialen resulteert in overmatige slijtage en een slechte oppervlakteafwerking.
3D geometrie voor uw onderdeel komt van uw CAD (computer-aided design) software Deze geometrie wordt vervolgens ingevoerd in uw CAM (computer-aided manufacturing) software, die de CNC de exacte beweging van elke snijder, spilsnelheid, voedingssnelheid, en snedediepte vertelt, die vervolgens als G-code wordt uitgepost Fouten in uw CAM-instelling, (foutieve voorraadtoeslagen, of verkeerd ingestelde gereedschapsoffsets of draaigereedschappen zonder botsingsdetectie) verschijnen als dimensionaal onjuiste onderdelen.
Ja. Er is geen hard gereedschap voor CNC-frezen, dus de break-even treedt op vanaf dag één met doorlooptijd voor de eerste artikelen, doorgaans 3-7 werkdagen. Er is een definitieve kostencrossover bij hoeveelheden van 10+, waarbij de kosten per onderdeel met 30-60% kunnen dalen naarmate de instelkosten over meerdere delen worden afgeschreven.
Bij zeer grote hoeveelheden boven de 1.000 onderdelen, mits de geometrieën eenvoudig zijn, is spuitgieten of spuitgieten competitiever. Wanneer echter complexe geometrieën nodig zijn om de toleranties in alle hoeveelheden strak te maken, is CNC koning.
Drie uitdagingen domineren het frezen van CNC's: gereedschapskletsen, instabiliteit van het werk en doorbuiging van dunne muren. Kletsen komt het meest voor en komt voort uit onvoldoende stijfheid in de werkstukbevestiging of de gereedschapshouder. De forums markeren consequent dunwandige zakken (wanden < 1,5 mm, hoogte-dikteverhouding boven 8:1), maar deze problemen worden aangepakt door de juiste gereedschapsondersteuning en stevige bevestiging.
Upload uw cad-bestand voor DFM-controle in de cnc-freesofferte, ontvang binnen 24 uur de ISO 9001-norm. Geen MOQ's.
Redactionele transparantie
Dit artikel is gegenereerd door Lecreator engineering en content team bij Shenzhen Le-creator Technology Co., Ltd Tolerantie cijfers, machine doorvoer gegevens, en opbrengsten vertegenwoordigen Lecreator prestaties (2025) en is mogelijk niet geschikt als industrie standaard Marktomvang is gebaseerd op een rapport van Fortune Business Insights.
De tolerantieklasse ISO 2768 is gebaseerd op de internationale norm ISO 2768-1:1989 De cijfers over de bewerkingskosten zijn gebaseerd op gerapporteerde bereiken; individuele winkeltarieven zullen verschillen op basis van regio, capaciteit, benutting en complexiteit van onderdelen.









