


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.



Bij CNC-bewerking speelt het interne hoekontwerp een zeer belangrijke rol bij het bepalen van de maakbaarheid en functionaliteit van een onderdeel Slecht ontworpen interne hoeken kunnen leiden tot complicaties bij de bewerking, de productiekosten verhogen en het falen van het onderdeel veroorzaken Dit bericht bespreekt de fijne kneepjes van interne hoeken bij CNC-bewerking en suggereert de beste ontwerppraktijken die uw projecten soepeler zullen maken Als de vermindering van gereedschapsslijtage, verlengde levensduur van onderdelen of een efficiënter bewerkingsproces uw doelen zijn, dan zal deze gids u voorzien van de juiste informatie om deze problemen frontaal aan te pakken Blijf lezen om meer te weten te komen over de technieken en kennis die uw CNC-ontwerpaanpak volledig kunnen veranderen.
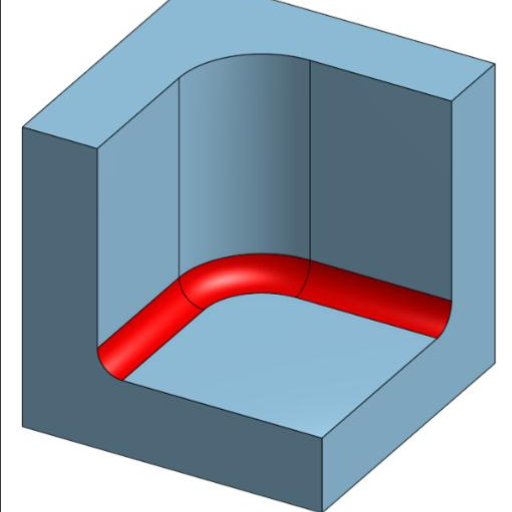
Bij CNC-bewerking zijn de interne hoeken snijpunten tussen twee of meer interne oppervlakken, die over het algemeen 90 graden of licht afgerond zijn Deze kenmerken vormen een integraal onderdeel van de ontwerp - en fabricageprocessen aangezien ze binnenkort de prestaties en levensduur van het bewerkte onderdeel zullen beïnvloeden Ze zijn een must in onderdelen waar zeer nauwe toleranties vereist zijn en een soepele vermenging van oppervlakken gewenst is.
Het bewerken van interne hoeken is echter een problematisch gebied vanwege de beperkingen die aan de snijgereedschappen worden gesteld. Het merendeel van de CNC-gereedschappen is cilindrisch en daardoor niet in staat extreem scherpe interne hoeken te produceren. In plaats daarvan zullen ze een hoek maken met een straal die gelijk is aan de diameter van het gereedschap. Het is daarom van cruciaal belang om het ontwerp zo te ontwerpen dat het optreden van problemen wordt voorkomen die meer dan normale materiaalspanning of gereedschapslijtage veroorzaken en die vervolgens de kwaliteit van het eindproduct kunnen beïnvloeden.
Sleutelinzicht: Bij het maken van uw onderdeel vereist een goed ontwerp van interne hoeken dat u goed op de hoogte bent van het materiaal en de beperkingen van het gereedschap. Het aanbrengen van filets of een grotere straal op interne hoeken kan de toegankelijkheid van het snijgereedschap verbeteren, waardoor de bewerkingstijd en het punt van spanningsconcentratie worden verkort. Ontwerpers moeten omgaan met functionele behoeften en tegelijkertijd heel duidelijk zijn over de productie, zodat het onderdeel niet alleen nuttig is, maar ook het bewerkingsproces wordt geoptimaliseerd met betrekking tot tijd en kosten.
Het aanbrengen van filets of afgeronde hoeken kan de spanningsconcentraties aanzienlijk verlagen en op zijn beurt de levensduur van de onderdelen verlengen. Als de fabrikanten de straal in hun ontwerp correct kiezen, zullen deze problemen gemakkelijk worden opgelost en zullen de onderdelen betrouwbaarder zijn.
Bij CNC-ontwerp is de selectie van de hoekvormen cruciaal omdat deze rechtstreeks van invloed is op de maakbaarheid, productiviteit en kwaliteit van het eindproduct. Ontwerp met scherpe hoeken kan gebieden met hoge spanning veroorzaken en als gevolg daarvan kan de structuur tijdens gebruik in het ergste geval worden verzwakt of volledig defect raken. Bovendien zijn scherpe hoeken moeilijk dienovereenkomstig te bewerken, wat meestal resulteert in langere productietijden of de vereiste aanschaf van speciaal gereedschap, wat de kosten verhoogt. Aan de andere kant kunnen fabrikanten door het toepassen van de juiste hoekradii hun ontwerpen niet alleen betrouwbaarder maken, maar ook de productiecomplexiteit worden verminderd.
Als het gaat om CNC-bewerking, is een van de belangrijkste factoren gereedschapsbeperkingen, omdat de freesgereedschappen alleen afgeronde hoeken kunnen produceren, waardoor wordt voorkomen dat de binnenkant van de hoeken perfect scherp is. Het negeren van dit nadeel kan resulteren in deelsneden die niet compleet zijn of secundaire bewerkingen vereisen die zowel duur als tijdrovend zullen zijn. Aan de andere kant is het kiezen van de juiste stralen een keuze die veel voordelen biedt, zoals; soepeler verwijderen van materiaal, minder slijtage van het gereedschap en een betere oppervlakteafwerking voor het onderdeel.
Een goede hoekgeometrie is echter een van de factoren die niet alleen het CNC-productieproces versnellen maar ook onderdelen naar voren brengen die de gewenste prestaties en kwaliteit hebben Ontwerpers worden aangespoord om een evenwicht te vinden tussen esthetiek en functionaliteit en ervoor te zorgen dat hun hoekontwerpen niet alleen een eenvoudige bewerking mogelijk maken, maar ook sterk genoeg zijn voor eindgebruikstoepassingen De geometrie in de rechterhoek vertaalt zich in een betere structurele integriteit, lagere tijd en kosten voor de productie, en betrouwbare productverhogingen in het algemeen.
De optimalisatie van de interne hoekstralen is de eerste stap en gaat gepaard met het balanceren tussen functionaliteit en maakbaarheid in het CNC-bewerkingsproces. De grotere interne hoekstraal, die ook minder moeilijk te bewerken is, vermindert de slijtage van het gereedschap, de snijtijd en de kosten. Het ontwerp geeft de voorkeur aan een grotere hoekstraal omdat de kleinere delicatere en minder effectieve snijgereedschappen nodig hebben die gevoeliger zijn voor breuk en daardoor de hele productiecyclus wordt vertraagd.
De juiste straal kan worden bepaald door de waarde te gebruiken die dat is ten minste 1/3 van de holtediepte of wanddikte. Dit garandeert niet alleen de structurele integriteit van het product, maar maakt het productieproces ook eenvoudiger.
Geavanceerde optie: Als strakke stralen een must zijn voor het ontwerp, overweeg dan om geavanceerde bewerkingstechnologieën zoals elektrische ontladingsbewerking (EDM) te gebruiken om scherpe hoeken te produceren zonder de precisie te verliezen.
Bovendien ondersteunen consistente stralen over het gehele ontwerp het CNC-bewerkingsproces enorm. De uniformiteit vermindert het aantal veranderingen in het gebruikte gereedschap, houdt de spanningen gelijkmatig verdeeld en verlengt zo de levensduur van het product. Deze wijzigingen kunnen resulteren in een aanzienlijke stijging van de productie en van de kwaliteit van uw ontwerp.
Als de juiste ontwerpkeuzes worden gemaakt samen met de meest geschikte technieken voor bewerking, zullen ze niet alleen de functionaliteit van uw ontwerp bieden, maar ook het hele productieproces zeer efficiënt en economisch maken.
Wanneer u hoekstralen verstandig gebruikt, kunt u de maakbaarheid van uw onderdelen inderdaad enorm vergroten, vooral als het gaat om de hoeken van de functies. Het toevoegen van de juiste stralen aan het onderdeelontwerp verlaagt de spanningsconcentratie, waardoor de duurzaamheid en levensduur van het onderdeel worden verbeterd. Een goed gekozen straal zorgt voor de ontwikkeling van zachtere overgangen tussen oppervlakken, waardoor de prestaties en functionaliteit worden verbeterd.
💰 Kostenbesparende tip: Werk nauw samen met uw leverancier van de bewerking om de beste straal voor uw ontwerp te vinden Als u de stralen van geschikte grootte aan het begin van het ontwerpproces introduceert, zult u in staat zijn om de structurele capaciteit te handhaven, het productieproces te vereenvoudigen en kosten te besparen zonder in te boeten aan functionaliteit.

Sharp Inside Corners Machining is precisie en het onderhoud van Efficiency-Cum Er zijn een flink aantal strategieën beschikbaar, afhankelijk van de toepassing, het materiaal en de gereedschapsmogelijkheden. Deze methoden combineren de vereiste voor precisie met de productiebeperkingen.
Methode: Gebruik eindmolens met een kleinere diameter om strakkere stralen en hoeken te produceren die zeer dicht bij scherp liggen.
Overwegingen: Vereist trage voedingssnelheden en frequentere gereedschapswisselingen; heeft invloed op de productietijd en -kosten; de doorbuiging van het gereedschap moet worden gemeten; passende snelheden en voedingen moeten worden ingesteld.
✓ Beste voor: Gematigde precisievereisten
Methode: Contactloos proces waarbij gebruik wordt gemaakt van elektrische ontladingen in plaats van snijden; zeer effectief voor moeilijk te bewerken materialen.
Overwegingen: Tijdrovender en duurder dan traditionele technieken; geen gereedschapslijtage; hoge precisie.
✓ Beste voor: Delicate ontwerpen die scherpe hoeken of moeilijke materialen vereisen
Methode: Licht ronde interne hoeken volgens ontwerpspecificaties om de afhankelijkheid van scherpe hoeken te verminderen.
Overwegingen: Leidt tot een betere spanningsverdeling; eenvoudiger fabricage; minder totale bewerking vereist.
✓ Beste voor: Optimaliseren van ontwerpen zonder functionaliteit te verliezen
Vroegtijdige betrokkenheid van ingenieurs en machinisten zal ervoor zorgen dat ontwerpen worden geoptimaliseerd zonder de beoogde functie van het onderdeel te verliezen.
Het gebied van precisiebewerking heeft in het verleden grote sprongen voorwaarts gemaakt en maakt nog steeds hetzelfde, wat een aanzienlijke factor is voor de productie-industrie om een hoge nauwkeurigheid, verbeterde efficiëntie en betere resultaten te behouden.
Overzicht: Biedt aanzienlijk snellere snijsnelheden met behoud van precisie.
Overzicht: Werktuigmachines hebben meer dan drie basisassen (vier, vijf of meer richtingen).
Overzicht: Gebruikt realtime monitoring en aanpassingen als belangrijk kenmerk.
Electrical Discharge Machining (EDM) is een gryeat-methode om complexe hoeken en ingewikkelde vormen te creëren die bijna onmogelijk zijn door traditionele bewerking. Het proces van het verwijderen van het materiaal door vonken of elektrische ontladingen maakt EDM een perfecte keuze voor harde materialen of het verkrijgen van zeer nauwkeurige resultaten in anderszins onaangeroerde gebieden.
✓ Flexibiliteit
Geldt voor een breed scala aan geleidende materialen (gehard staal, wolfraam, titanium)
✓ Precisie
Produceert zeer gedetailleerde kenmerken zonder mechanische spanning
✓ Geen gereedschapskleding
Contactloos proces betekent weinig tot geen slijtage van het gereedschap
✓ Kwaliteitsafwerking
Beste kwaliteit oppervlaktespecificatie en afwerking, vooral voor scherpe hoeken
Industrie Toepassingen: Lucht- en ruimtevaart-, elektronica- en medische productie zijn voor uiterst nauwkeurige onderdelen sterk afhankelijk van EDM.
Probleem: Scherpe binnenhoeken kunnen niet tot in de perfectie worden gemaakt vanwege de ronde vorm van eindmolens.
Oplossing: Zorg ervoor dat interne hoeken een straal hebben die gelijk is aan of groter is dan het kleinste snijgereedschap dat wordt gebruikt. Dit minimaliseert onnodige gereedschapsslijtage en maakt een soepelere verwerking mogelijk.
Probleem: Te strakke toleranties kunnen leiden tot een langere productietijd en hogere kosten zonder enige verbetering in het nut van het onderdeel.
Oplossing: Een goede tolerantiebeoordeling voor elk kenmerk kan tijd en geld besparen zonder de prestatie-eisen in gevaar te brengen.
Probleem: Zeer complexe geometrieën of functies die meerdere opstellingen vereisen, vertragen de productie en brengen mogelijke verkeerde uitlijningen met zich mee.
Oplossing: Optimalisatie van ontwerpen voor CNC-machines helpt risico's te verminderen, de kosten te verlagen en de standaard van het hele productieproces te verhogen.
Het voorkomen van afbrokkelen en breken heeft zijn wortels in de selectie van de juiste materialen voor de specifieke taak. Het voor gebruik bestemde materiaal moet het selectieproces ondergaan volgens de specifieke operationele vereisten en moet qua toestand worden afgestemd op de omgeving waarmee het te maken krijgt.
| Strategy | Implementatie |
|---|---|
| Materiaal Selectie | Kies zachtere, buigzamere materialen voor actieve instellingen; hardere materialen voor statische belastingen Een duidelijk begrip van de materiaaleigenschappen is van fundamenteel belang. |
| Juiste bewerkingstechnieken | Gebruik scherpe, goed onderhouden snijgereedschappen; stel de juiste snijsnelheden, toevoersnelheden en hoeken in; voer regelmatig apparatuurcontroles en aanpassingen uit. |
| Stress Reductie | Verminder scherpe hoeken; materialen goed ondersteunen tijdens de verwerking; naadloze overgangen in vormen tot stand brengen; inspecteer op microscheuren of zwakke punten. |
Al deze proactieve maatregelen vertalen zich in een langere levensduur en betere prestaties voor zowel componenten als tools.
Het optimaliseren van de bewerkingsparameters is een van de cruciale productieprocessen die precisie, efficiëntie en duurzaamheid creëren. De snijsnelheid, toevoersnelheid en snedediepte die moeten worden gewijzigd, zijn de belangrijkste factoren die rechtstreeks van invloed zijn op de kwaliteit van de bewerking, de levensduur van het gereedschap en de prestaties van het materiaal.
Te hoog: Overmatige warmteopwekking; snelle gereedschapsslijtage; materiaalvervorming
Te laag: Inefficiënte materiaalverwijdering
✓ Optimaal: Evenwichtig warmtebeheer en efficiënte materiaalverwijdering
Te snel: Gereedschap en werkstuk zijn mogelijk niet sterk genoeg; mogelijke breuk
Te langzaam: Overmatige productietijd
✓ Optimaal: Aangepast volgens specifieke materiaalkenmerken
Te ondiep: Langere verwerkingstijd vereist
Te diep: Overmatige belasting van gereedschap en werkstuk; kans op breuk
✓ Optimaal: Gebalanceerde diepte met passende monitoring
💡 Pro Tip: Controleer en verfijn voortdurend bewerkingsparameters samen met het gebruik van simulatiesoftware of realtime feedbacksystemen om optimale verwerkingsomstandigheden te behouden, wat leidt tot dramatische kostenbesparingen en kwaliteitsverbetering.
Uitdaging: Scherpe hoeken die spanningsconcentratie veroorzaken, wat leidt tot falen van onderdelen.
Oplossing: Een bepaalde straal gebruiken voor interne hoeken om de spanning gelijkmatiger te verdelen.
Uitkomst: Verhoogde levensduur van onderdelen; verminderde scheurvorming; behield functionele en esthetische kwaliteiten.
Uitdaging: Gereedschapsafbuiging en overmatige slijtage van het snijgereedschap.
Oplossing: Het gebruik van reliëfgebieden en het veranderen van hoekhoeken om de doorbuiging van het gereedschap te regelen.
Uitkomst: Verlengde levensduur van het gereedschap; betere oppervlakteafwerking; verbeterde maatnauwkeurigheid.
Uitdaging: Verschillende materialen die verschillende hoekbenaderingen vereisen.
Oplossing: Zachtere metalen en kunststoffen maken strakkere stralen mogelijk; hardere materialen vereisen grotere stralen.
Uitkomst: Efficiënt bewerkingsproces; behouden structurele integriteit; beste prestatieresultaten.
Denk aan onderdelen die complexe kenmerken en toleranties kunnen hebben maar uiteindelijk gemakkelijk door de CNC-machine kunnen worden geconstrueerd Ontwerp uitlijnen met machinemogelijkheden om productievertragingen, fouten en geldverlies te voorkomen Beperk de bewerking tot alleen de vereiste gebieden in plaats van onnodige complexiteit te creëren.
Niet alle materialen reageren op dezelfde manier op machinale bewerking Metalen, kunststoffen en composieten verschillen in hardheid, bewerkbaarheid en hittebestendigheid. Praat tijdens de selectiefase met bewerkingsspecialisten om de cultiveerbaarheid en prestatie-eisen in evenwicht te brengen.
Goede communicatie tussen ontwerpers en machinisten helpt productiedoelen recht te zetten Potentiële problemen zoals gereedschapslijtage en machinelimieten worden vroegtijdig opgelost Samenwerking en constante feedback leveren de hoogste precisie, beste kwaliteit en meest betrouwbare resultaten op.
De belangrijkste technologische vooruitgang bij het bewerken van scherpe hoeken heeft zich vooral geconcentreerd op het gebied van precisie, snelheid en efficiëntie.
Gereedschappen werken met versnelde snelheid zonder de nauwkeurigheid te verliezen Genereert minder warmte met meer scherpte en precisie aan randen Snijdt de bewerkingstijd af en versterkt de productiviteit in het algemeen.
Gekenmerkt door geometrieën die speciaal zijn ontworpen voor hoekbewerking Voorzien van geoptimaliseerde coatings en materiaalkeuze die de levensduur verlengen en slijtage verminderen Produceer perfectere oppervlakken met minder kans op defecten of gereedschapsbreuk.
Vormt de ruggengraat van scherpe hoekbewerking Moderne CAM-systemen voeren nauwkeurige berekeningen uit van gereedschapspaden en repliceren deze met inachtneming van mogelijke bewerkingsproblemen Elimineert menselijke operatorfouten en bevestigt de juistheid van complexe geometrische hoekvormen.
Omdat al deze innovaties hand in hand werken, is scherpe hoekbewerking betrouwbaarder, uniformer en flexibeler geweest voor de vereisten van moderne productieprocessen.









