


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


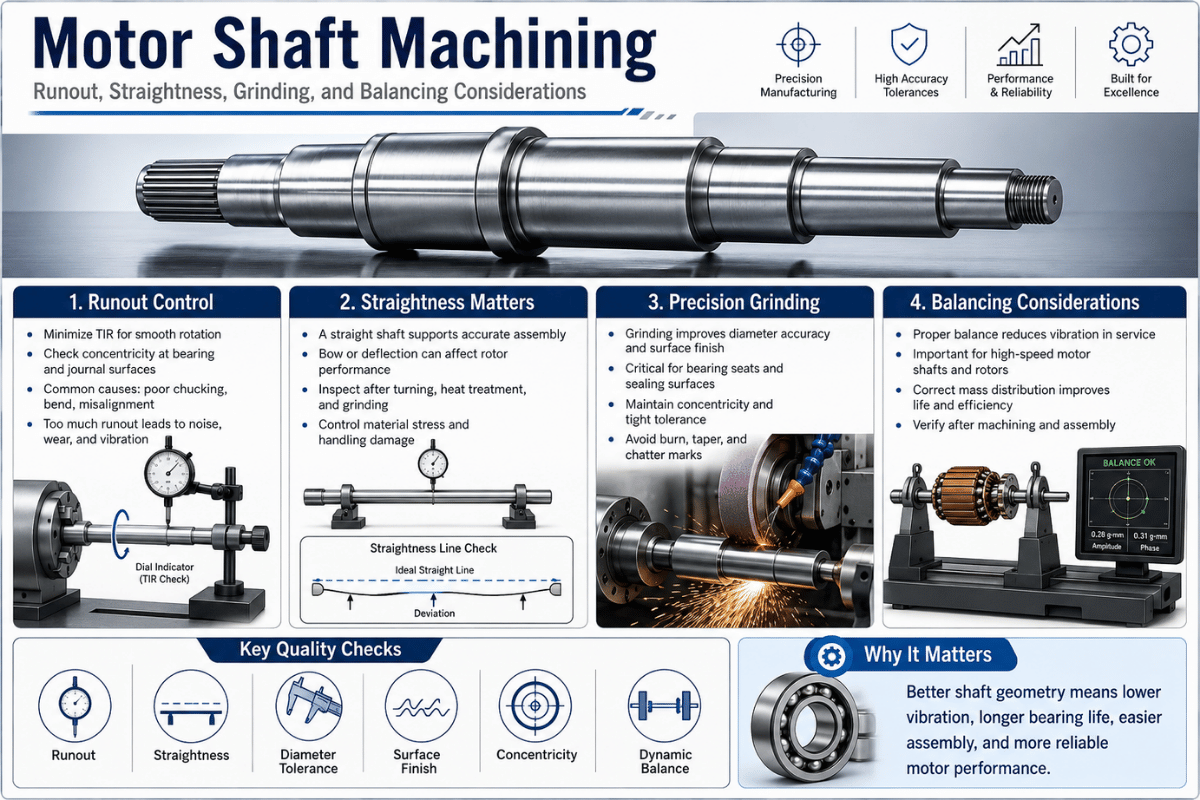
La lavorazione dell'albero motore è la sequenza di tornitura, fresatura, trattamento termico e rettifica di precisione che trasforma il calcio della barra in un albero rotante finito tenuto a tolleranze di adattamento del cuscinetto, bassa escursione, rettilineità controllata e un grado di bilanciamento adatto alla sua velocità di servizio. Sbaglia uno qualsiasi di questi quattro e il sintomo è lo stesso sul banco di prova, vibrazioni, calore e guasti precoci dei cuscinetti, anche quando il diametro misura perfettamente Questa guida tratta questi quattro pilastri come un sistema tecnico, non come un foglio di specifiche.
La risposta breve
Un albero motore è finito in un ordine fisso, girare, trattare a caldo, quindi rettificare i perni dei cuscinetti, perché ogni blocco passo in uno strato di qualità diverso Girare imposta la forma (IT7IT9, ~ 1,6 µm); rettifica cilindrica set finali, rotondità, finitura e finitura sui sedili (IT5IT6, Ra 02.0.4 µm); GDT e GDT collegano quei sedili ad un asse comune; e controlli dinamici che bilanciano il comportamento della parte finita e rotante in velocità.
Takeaway chiave
| Diametro tornito | IT7IT9, Ra ~1,6 µm |
| Giornale cuscinetto terra | IT56IT6, Ra 0,2 4 (fino a ±0,00 mm) |
| Runout del diario (tra i centri) | spesso ≤0,01 mm TIR |
| Materiali comuni | 1045, 4140, 4340, 416/431 inossidabile, Inconel |
| Durezza del diario (induzione) | ~500 Superficie HRC del nucleo resistente, nucleo resistente |
| Grado di equilibrio | G6.3 (motori generali, pompe, ventilatori) a G2.5 (precisione/alta velocità), ISO 21940-11 |

La produzione dell'albero funziona in un ordine deliberato: approssimativa Tornitura CNC tra i centri per stabilire il cilindro e i datum del foro centrale, fresatura opzionale di sedi per chiavetta e piani, trattamento termico e quindi finitura della rettifica delle sedi dei cuscinetti Questo ordine di processo di produzione non è cosmetico, ogni operazione si blocca in uno strato di qualità da cui dipende il successivo, motivo per cui un albero è indurito prima di i diari sono radicati piuttosto che dopo.
Laddove questa guida dice “lavorazione,” la legge come il flusso di produzione dell'albero più ampio dal calcio della barra alla parte ispezionata.
Aiuta a pensare a quei livelli come a una pila Lo chiamiamo il Stack di precisione dell'albero: Dimensione → Forma → Runout → Equilibrio. Ogni livello conta solo una volta che il livello sottostante è sotto controllo, un diario di dimensioni perfette è inutile se la sua forma è lobata e un diario rotondo vibra ancora se l'intero albero è sbilanciato.
Lo stack di precisione dell'albero
La tornitura e la fresatura eseguono la maggior parte della sagomatura Per un albero monopezzo che necessita di caratteristiche sia cilindriche che prismatiche, una configurazione di lavorazione a rotazione (multitasking) taglia i perni e la sede per chiavetta in un unico dispositivo, che protegge la concentricità evitando un morsetto. Se stai pesando il processo a due basi, la nostra rottura di Fresatura CNC vs tornitura CNC copre quando ciascuno conduce Perforazione, maschiatura ed EDM (per le sedi per chiavetta in alberi già temprati) riempiono il resto Riferimenti di lavorazione professionale come quelli del Dipartimento dell'Istruzione degli Stati Uniti materiali di formazione per macchine utensili insegna comunque a girare tra i centri prima proprio perché dà ad ogni operazione successiva un asse stabile e ripetibile.
Asporto chiave: decidi l'ordine di operazione attorno al Precision Stack, dimensione prima del modulo, modulo prima dell'esaurimento, runout prima del bilanciamento e la maggior parte delle sorprese a valle scompaiono.
La rettifica in cilindro è il modo in cui un albero raggiunge la dimensione finale del perno, la rotondità e la finitura superficiale dopo aver girato il terreno attorno a IT7IT ~0.8 Ra e la rettifica in cilindro 6.3 µm la rettifica di precisione trattiene IT5IT 6 a Ra 0.1.6 con µm di perni portanti comunemente finiti a Ra 0,20.4 µm. In pratica la rivista viene trasformata in circa 0,10 mm di materiale da macinare, quindi macinata a misura. Questa differenza è il motivo per cui i sedili portanti sono quasi sempre rettificati, non solo girati, uno studio dei parametri di macinazione cilindrica e superficiale pubblicati attraverso il National Institutes of Health degli Stati Uniti PubMed Centrale mostra come la velocità, l'avanzamento e la profondità di taglio della ruota guidano direttamente la finitura ottenibile.
Scegli il metodo di macinazione per geometria, catturato nel Scala di capacità Tolleranza-Processo sotto.
| Processo | Tolleranza tipica | Finitura superficiale (Ra) | Migliore per |
|---|---|---|---|
| Tornitura CNC | IT79 | ~0.8, 6,3 µm | Sgrossatura, OD non critico, spalle |
| Rettifica cilindrica OD | IT58 | 0,20,4 µm | Perni di cuscinetti, superfici di tenuta |
| Rettifica senza centri | IT58 | 0,20,4 µm | Alberi lunghi, sottili e di volume elevato |
| Rettifica ID/levigatura | IT58 | ≤0,2 µm | Alesaggi ad albero cavo, rastrematori |
Bande di processo compilate a partire dai dati di macinazione del settore (Modern Machine Shop, produttori di abrasivi) e dallo studio di macinazione PubMed Central; i risultati effettivi variano con la rigidità della macchina, la ruota e il liquido di raffreddamento.
Per fori interni su alberi cavi, levigatura porta la finitura un passo avanti rispetto alla rettifica ID. Un avvertimento utile dal lato metrologico: la rettifica non lo è categoricamente l'unico percorso per un finale fine Il National Institute of Standards and Technology degli Stati Uniti ha documentato tale precisione tornitura dura di acciai per utensili temprati può raggiungere finiture superficiali migliori di 80 nm Ra, rivaleggiando con la rettifica in alcuni casi di finitura La rettifica vince ancora dove sono necessarie dimensioni strette, rotondità e finitura insieme su un perno indurito, ma la scelta è specifica dell'applicazione, non automatica.
Ingegneria Nota (integrità della superficie), non solo Ra
Un diario può misurare un Ra perfetto e fallire ancora presto La rettifica aggressiva può lasciare uno strato di burn“ di ”macintura termicamente danneggiato, uno stress di trazione residuo e uno strato bianco fragile appena sotto la superficie, che distrugge la vita a fatica Lavoro accademico sulla combustione di macinazione (ad esempio, la tesi archiviata presso il Università del Nebraska, Lincoln) mostra perché la rettifica delle finiture utilizza passaggi leggeri e refrigerante adeguato Specificare come il diario è finito, non solo il numero che deve colpire.
Asporto chiave: macinare per impostare dimensione + rotondità + finitura sui sedili dei cuscinetti, ma scrivere il requisito di integrità della superficie (nessuna bruciatura) insieme al valore Ra.

Una tolleranza dell'albero per un sedile del cuscinetto è scelta dal sistema di limiti e adattamenti ISO 286, ed è una decisione su carico e rotazione, non una ricerca del tavolo cieco Il riferimento dell'Università del Texas ad Austin su gradi e adattamenti di tolleranza ISO 286 spiega la stenografia: una lettera imposta la posizione della banda di tolleranza rispetto alla dimensione nominale e un numero ne imposta la larghezza, quindi un albero realizzato a “k5” in un negozio cade in un cuscinetto realizzato altrove.
Quale classe scegli segue prima una domanda: quale anello ruota e sotto quale carico. I telai standard dell'American Bearing Manufacturers Association (ANSI/ABMA 7) si adattano alla selezione del tipo e dell'entità del carico del cuscinetto, motivo per cui lo stesso diametro nominale può richiedere un gioco leggero o un'interferenza salda. IL Selettore di montaggio del sedile del cuscinetto parte da quella domanda.
| Caratteristica/condizione | Classe d'albero tipica | Perché |
|---|---|---|
| Anello interno rotante, carico normale | k5/m6 (interferenza luminosa) | Ferma l'anello interno strisciante e che si agita sul sedile |
| Anello interno rotante, carico pesante/da shock | m6/n6 (più solido) | Un carico più elevato richiede più interferenze da tenere |
| Carico stazionario sull'anello interno | h6/g6 (autorizzazione) | Consente un facile montaggio; l'anello non sta cercando di insinuarsi |
| Diametro libero generale | h7/IT8 | Nessun cuscinetto di accoppiamento; guidato dai costi |
Inizia dalla rotazione anello + carico, quindi conferma contro le tabelle di montaggio del produttore di cuscinetti e ISO 286. L'interferenza qui è solo di pochi micron, circa 0,002 anelli, 0,010 mm, ben all'interno della capacità del journal di terra.
Perché è importante: sbagliare l'adattamento è una modalità di guasto da manuale. Gli ingegneri dei cuscinetti notano che un sedile troppo stretto di pochi micron pizzica il gioco interno e il cuscinetto si solleva dal calore; qualche micron troppo allentato e l'anello si insinua, si interrompe e si guasta presto. Questi non sono casi limite, sono gli errori dell'albero evitabili più comuni di cui chiedono i macchinisti. (Per come la rettifica trattiene queste fasce, vedere la nostra nota su Tolleranze di lavorazione CNC.)
Immagina un negozio che fa rientrare un albero motore usurato e, volendo un adattamento a “secure”, puntato all'estremità stretta della fascia, qualche micron di interferenza in più sul sedile del cuscinetto Il cuscinetto si è premuto in modo pulito, ma sul banco di prova si è surriscaldato in pochi minuti: l'interferenza extra aveva schiacciato il gioco interno del cuscinetto verso lo zero, quindi gli elementi volventi hanno iniziato a legarsi e generare calore. Sostenendo l'albero successivo su un accoppiamento m6 standard, è esattamente ciò che codifica il tavolo di adattamento, più stretto non è più sicuro, la finestra di interferenza è larga solo pochi micron e il superamento del lato alto fallisce con la stessa certezza di un sedile allentato che si insinua.
Asporto chiave: scegli prima l'adattamento da anello rotante + carico, quindi verifica i micron, la finestra di interferenza per un adattamento a pressione è larga solo pochi µm.
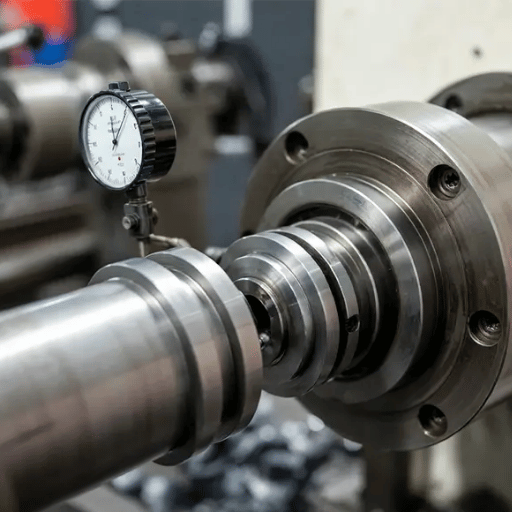
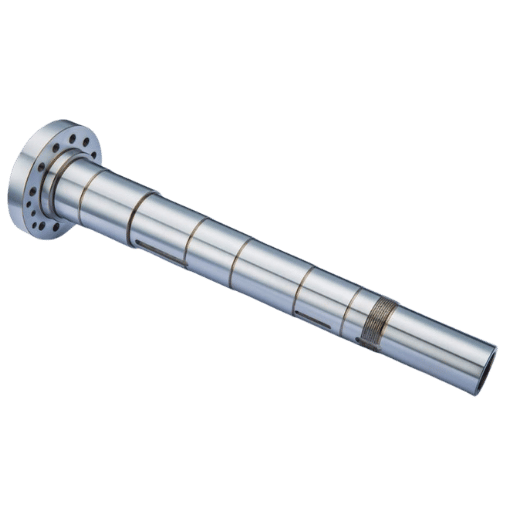
La corsa è la distanza in cui una superficie oscilla mentre l'albero ruota attorno al suo asse reale, letto come lettura totale dell'indicatore (TIR). Su un albero motore di solito è il numero di rottura: i perni dei cuscinetti su un albero di qualità sono comunemente tenuti a circa ≤0,01 mm TIR e la corsa libera si manifesta direttamente come vibrazioni e usura dei cuscinetti. Quella della Portland State University Progettazione per Fit il riferimento definisce l'esaurimento totale come il movimento completo dell'indicatore (FIM) di un quadrante mentre la parte ruota e rileva che l'esaurimento su una spalla è, in effetti, un controllo della perpendicolarità.
Il runout è controllato alla macchina e controllato fuori di esso Di gran lunga la leva più grande è la lavorazione dell'albero tra centri: i fori centrali diventano il dato per ogni operazione, quindi i perni, le spalle e le superfici di tenuta condividono tutti un asse di rotazione invece di ereditare l'errore del mandrino.
La rubrica di Modern Machine Shop su TIR rispetto alla concentricità controllo delle sollecitazioni in diversi punti lungo la funzione, perché una singola lettura nasconde una condizione rastremata o lobata. Per verificare, l'albero si trova su blocchi a V (o indietro tra i centri) e un indicatore di quadrante viene trascinato lungo ciascuna superficie mentre viene arrotolato.
“Una delle fonti più frequenti di errori di rotondità ed esaurimento nella rettifica cilindrica sono i centri dalle vostre parti.”
Team tecnico United Grinding
Questa intuizione è quella che manca alla maggior parte degli acquirenti: la qualità del foro centrale spesso supera il foglio delle specifiche del macinino. Un foro centrale usurato o sfumato reintroduce l'esaurimento non importa quanto sia buona la macchina, motivo per cui i negozi esperti ritagliano o lappano i centri prima di una macinatura finale. Lavorare tra i centri dà a ogni diario un asse comune, quindi l'esaurimento ottenibile è limitato dalla qualità dei centri e del macinino piuttosto che dall'errore del mandrino, e il bersaglio stesso proviene dal cuscinetto e dalla velocità di corsa, verificata da parte tua piuttosto che da un numero generico.
Asporto chiave: proteggere il dato (centri), fare riferimento ad ogni superficie funzionale ad esso e controllare TIR in più punti, non una volta.
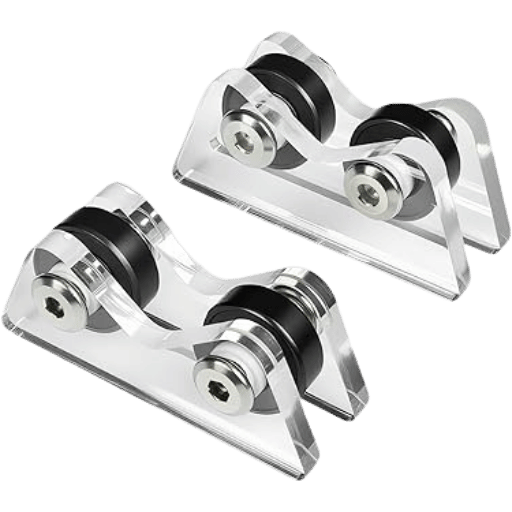
La rettilineità è il controllo della forma che impedisce all'asse di un albero lungo di piegarsi ed è più difficile da trattenere su parti sottili. Come regola approssimativa, una volta che il rapporto lunghezza/diametro di un albero supera circa 1015, si devia dall'utensile da taglio sotto le proprie forze di taglio, quindi il centro finisce oversize o si piega. Riferimenti macchinisti Manuale dei macchinari affronta questo problema con riposi costanti e riposi dei follower che sostengono il pezzo durante la tornitura; per alberi molto lunghi e di piccolo diametro, i passi laterali di rettifica senza centri si deflettono completamente Per alberi di precisione delicati e di piccolo diametro, Lavorazione CNC svizzera sostiene la barra proprio al taglio.
Spesso sì, entro i limiti In pratica, imposti l'albero sui blocchi a V, lo fai rotolare per trovare il punto più alto e premi lì, iterando verso lo zero. Ma c'è una trappola che le guide della tabella delle specifiche non colgono: raddrizzare il ritorno elastico è dipendente dal tempo, quindi un albero premuto direttamente entro 0,05 mm può rilassarsi in modo misurabile nei prossimi giorni prima di stabilizzarsi.
Uno studio peer-reviewed in Macchine (2022) hanno scoperto che il raddrizzamento-piegatura ad albero sottile continua a rilassarsi dopo lo scarico; un campione misurato accettabile immediatamente ma spostato a 0,261 mm su una lunghezza di 760 mm se rimisurato dieci giorni dopo La lezione: lascia che un albero raddrizzato si depositi prima dell'ispezione finale, altrimenti rischi una falsa accettazione La geometria stessa è definita dagli standard, il rapporto del NIST statunitense confronto degli standard di tolleranza (NISTIR 4744) rileva che la rettilineità di un asse è delimitata da una zona cilindrica (secondo ISO 1101:2017 e ASME Y14.5), non solo da due linee parallele.
Gli alberi fortemente distorti o induriti possono andare oltre la raddrizzatura a freddo; metodi di produzione brevettati come raddrizzamento degli alberi di accoppiamento (US 5253499A) mostra perché la fabbricazione dell'albero motore si raddrizza e poi i saldi, l'ordine contano, perché un passaggio raddrizzante sposta la massa e annulla un equilibrio precedente.
Asporto chiave: sostenere alberi sottili durante il taglio, raddrizzare su blocchi a V high-spot-first e lasciare rilassare la parte prima di certificare la rettilineità.
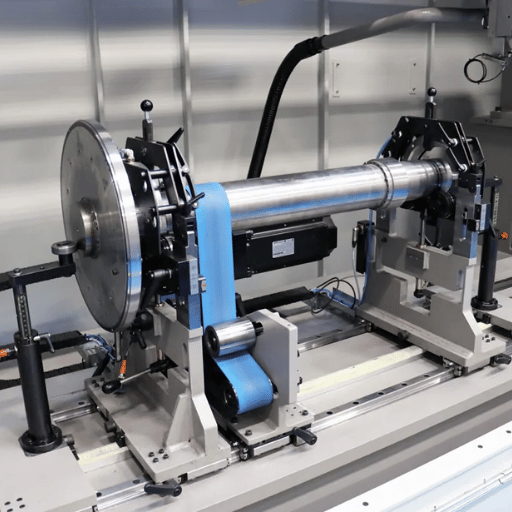
Il bilanciamento controlla il modo in cui l'albero finito e rotante distribuisce la massa, quindi funziona senza far vibrare se stesso e i suoi cuscinetti separati. Il bilanciamento è governato dalla norma ISO 21940-11 (che ha sostituito la norma ISO 1940-1): assegna un grado di qualità del bilanciamento, G6.3 copre la maggior parte dei motori elettrici generali, pompe, ventilatori e soffianti, mentre G2.5 è riservato ai rotori dei motori e agli azionamenti delle macchine utensili a velocità più elevata o superiore, e G16 copre le apparecchiature più grossolane e lo squilibrio residuo consentito si riduce all'aumentare della velocità di servizio, perché lo squilibrio consentito è una funzione della massa del rotore e della velocità operativa massima. Il gruppo di dinamica dei rotori di Texas A&M mantiene un chiaro tutorial su selezione della qualità del bilanciamento del rotore rigido.
No, e supporre il contrario è una sovraspec comune Un rotore lento, simmetrico e rigido spesso soddisfa il suo grado direttamente dalla smerigliatrice e bilanciarlo aggiunge costi senza benefici Due avvertenze dal campo di vibrazione affinano la decisione prima di impegnare un albero in un bilanciamento a due piani eseguito, ad esempio, su G2.5.
Innanzitutto, una vibrazione di 1×-RPM è non sempre causato da squilibrio, disallineamento, albero piegato o allentamento producono la stessa firma, quindi conferma la causa prima di bilanciare In secondo luogo, l'approccio giusto dipende dalla classe del rotore: a rigido rotore è bilanciato a bassa velocità (ISO 21940-11), ma un albero che corre al di sopra della sua prima modalità di piegatura è un flessibile rotore e necessita di bilanciamento ad alta velocità La ISO 21940-31 lega addirittura la sensibilità a quanto si avvicina una risonanza alla velocità operativa, un grado da solo non garantisce un funzionamento regolare.
Considera un team di manutenzione che ha tirato tre volte un motore della pompa per riequilibrarlo, inseguendo una vibrazione ostinata di 1×-RPM Ogni passaggio di bilanciamento misurato bene sulla macchina, eppure la vibrazione è tornata in servizio Ma il colpevole non era affatto sbilanciato, un piede morbido e un leggero disallineamento di accoppiamento hanno prodotto la stessa firma di 1×-RPM Un controllo di allineamento laser, non un altro passaggio di bilanciamento, alla fine lo ha eliminato Ecco perché la regola del campo è confermare la fonte di una vibrazione di 1×-RPM prima di assumere che l'albero stesso necessiti di bilanciamento, e perché un rotore rigido lento e simmetrico che già soddisfa il suo grado è spesso lasciato solo.
| Grado | Applicazione tipica | Aerei |
|---|---|---|
| G2.5 | Rotori del motore a velocità più elevata/di precisione più elevata, azionamenti macchina-utensile | 1 o 2 |
| G6.3 | Motori elettrici generali, giranti per pompe, ventilatori, soffianti | 1 o 2 |
| G16 | Componenti di azionamento più grossolani, azionamenti agricoli | 1 |
Gradi secondo ISO 21940-11; il piano singolo si adatta ai rotori corti, il piano due è necessario man mano che la lunghezza e la velocità aumentano.
Asporto chiave: imposta il grado di bilanciamento dalla velocità e dalla classe del rotore, conferma che una vibrazione è effettivamente sbilanciata e non pagare per il bilanciamento su due piani di cui un rotore rigido lento non ha bisogno.

Prima delle caratteristiche, aiuta a posizionare l'albero stesso. La maggior parte degli alberi motore e motore rientrano in nove tipi ricorrenti, ciascuno definito da una caratteristica dominante che guida il modo in cui viene lavorato.
| Tipo dell'albero | Caratteristica di definizione | Uso tipico |
|---|---|---|
| Chiave | Keyway fresato + chiave | Pompe, motori, pulegge (coppia moderata) |
| Motivato | Scanalature longitudinali multiple | Cambio, trasmissioni (coppia elevata, carico uniforme) |
| Cavo | Foro centrale | Robotica, aerospaziale (bassa inerzia, instradamento dei cavi) |
| Ipotizzato | Diametri multipli + spalle | Alberi multicuscinetto motore/cambio |
| Riscritto | Cambiamento graduale del diametro | Mozzi autobloccanti, volani |
| Filettati | Fili esterni/interni | Attuatori, azionamenti lineari, serraggio |
| Rotore (motore) | Porta il nucleo/laminazioni del rotore | Nuclei del motore elettrico, servizio ad alta velocità |
| Mandrino | Elemento rotante ad alta precisione | Macchine utensili, strumenti (riduzione molto bassa) |
| Guida/linea | Lungo intervallo di trasmissione della coppia | Trasmissione di potenza su distanza |
La maggior parte degli alberi motore porta alcune caratteristiche standard, sedi per chiavetta e scanalature per trasmettere coppia, fori cavi per risparmiare peso o cablaggio di percorso, estremità filettate o rastremate per montare componenti e diametri a gradini per sedili e spalle dei cuscinetti Le sedi per chiavetta e le scanalature sono fresate (EDM le taglia in alberi già temprati tramite il processo di scarico utilizzato in brevetti come il metodo della mola filettata, EP 1064116B1); per queste caratteristiche, ove possibile, la nostra linea di fresatura CNC taglia le fessure nella stessa configurazione della tornitura.
Le caratteristiche della nota tecnica sono siti di fatica
I guasti da fatica dell'albero rotante raramente iniziano al centro di un diametro semplice; iniziano a stress raisersle estremità della via della chiave mettono radici, filetti e spalle affilate, La geometria è la leva di progettazione: raggi generosi del filetto almeno 0.5, 1.0 mm) alle spalle, estremità raggiate della via della chiave ed evitando bruschi cambiamenti di sezione fanno di più per la durata dell'albero di un punto di durezza in più Trattare le vie e le scanalature caratteristiche di fatica, non solo le caratteristiche di coppia.
Il materiale segue il dovere L'acciaio al carbonio 1045 è l'impostazione predefinita economica; gli acciai legati 4140 e 4340 sono i cavalli di battaglia per gli alberi caricati perché trattano bene il calore, i perni duri a induzione raggiungono circa 5060 HRC sulla superficie mentre il nucleo rimane resistente (gli elenchi di ingegneria-acciaio 4140 fino a circa HRC 58 durezza superficiale nella condizione indurita a induzione) Per il servizio di corrosione, lavorazione dell'acciaio inossidabile in 416 o 431 scambia una certa lavorabilità con la resistenza; per le leghe di titanio o nichel con la massima resistenza al peso, come Inconel gestisce alberi aerospaziali e ad alta temperatura.
| Grado | Proprietà chiave | Usalo per |
|---|---|---|
| Acciaio al carbonio 1045 | Economico, lavorabile, saldabile | Alberi motore e pompa per uso generale |
| Lega 4140/4340 | Nucleo resistente, custodia a induzione HRC da ~50 60 HRC | Alberi di trasmissione caricati, alberi degli ingranaggi |
| 416/431 inossidabile | Resistenza alla corrosione | Bagnato, washdown, servizio marittimo |
| Titanio/Inconel | Resistenza al peso/resistenza al calore | Aerospaziale, alberi ad alta temperatura |
I dati di durezza/resistenza dipendono dalle condizioni di trattamento termico; confermare rispetto al certificato del mulino per il grado e la tempra specifici.
Asporto chiave: scegli il grado per il servizio, indurisci i perni per usura e metti in raggio gli stress raiser, le vite a fatica o le matrici sulle sedi delle chiavi e sui filetti.
Un disegno dell'albero motore che le macchine fissano per la prima volta l'intero Stack di precisione, non solo i diametri. Gli alberi del motore elettrico, della pompa e del cambio differiscono principalmente per quali caratteristiche dominano, l'esaurimento del cuscinetto-girone per i motori, la finitura della superficie di tenuta e la corrosione per le pompe, la precisione della scanalatura/dente del cambio per gli alberi del cambio, ma la lista di controllo del disegno è la stessa. Organismi di normazione come ASME (Y14.5-2018, l'attuale edizione GD&T che ha sostituito il 2009) e ISO (286 per i fit, 1101 per il form) ti danno la lingua; il Foglio di specifiche per il disegno dell'albero motore di seguito è riportato ciò che chiediamo agli acquirenti di confermare prima di quotare.
Quest'ultima linea è importante più di quanto gli acquirenti si aspettino Una capacità di“ di ±0,005 mm è significativa solo con il metodo di ispezione e la calibrazione dietro di essa, la guida metrologica dimensionale del NIST tratta l'incertezza di misurazione come parte del risultato, non un dettaglio opzionale del QA. A la nostra lavorazione CNC di precisione negozio, tornitura, svizzero, rettifica cilindrica, levigatura, e CMM/FAI ispezione si trovano sotto lo stesso tetto, quindi la figura migliore di ±0,005 mm viene spedita con il rapporto dimensionale che lo dimostra, per le riviste specifiche da parte vostra, non come garanzia coperta.
Asporto chiave: specificare dati, vestibilità, runout, rettilineità, bilanciamento, filetti e il metodo di ispezione, un disegno che nomina la prova è un disegno che cita accuratamente.
La domanda di alberi di precisione sta crescendo e diventando più serrata Le aziende di ricerca di mercato stimano il mercato della lavorazione di precisione 1 USD2 circa 202 miliardi USD in 20 USD 26, proiettato verso 24 USD 29 miliardi in 2033303303303303306.11TP3 CAGR con il segmento delle macchine per la rettifica vicino a 6,2 miliardi USD e arrampicandosi, trattano come intervalli di stima, non come cifre precise L'elettrificazione è il fattore di domanda più chiaro: gli analisti legano la crescente domanda di CNC direttamente alla produzione di batterie per veicoli elettrici e componenti per motori.
Ciò per cui pianificare è il passaggio a rettifica a circuito chiuso. La misurazione in-process e post-process (e il controllo adattivo sempre più assistito dall'intelligenza artificiale) ora misurano il diario mentre è a terra e corretto in tempo reale, rafforzando la ripetibilità esattamente sulle caratteristiche del sedile del cuscinetto di cui tratta questa guida Brevetti di automazione come quello basato su rulli metodo di raddrizzamento che calcola il tempo di raddrizzamento dal diametro del rullo, dalla velocità del motore e dal rapporto di trasmissione (WO 2020062362A1) indica allo stesso modo, dal giudizio dell'operatore verso celle misurate e autocorrettive. Se si acquistano alberi per un programma 2026. 2027, chiedere ai fornitori cosa valutano nel processo e come lo documentano; tale capacità, non il prezzo principale, è ciò che separerà i diari da quelli alla deriva.
Asporto chiave: precisione e volume sono entrambi in aumento con la domanda di motori EV, favoriscono i fornitori con la misurazione in-process e il controllo documentato a circuito chiuso.
La lavorazione dell'albero è il processo ordinato di trasformare una barra metallica in un albero rotante finito Un pezzo grezzo viene ruotato approssimativamente tra i centri per impostare i diametri e i datum del foro centrale, fresato per chiavi o piani, quindi trattato termicamente per durezza Dopo la tempra, i perni dei cuscinetti vengono rettificati per dimensioni finali, rotondità e finitura superficiale, perché la rettifica mantiene una fascia più stretta rispetto alla scatola di tornitura. Ispezione, dimensioni CMM, runout su blocchi a V e talvolta bilanciamento dinamico, quindi chiude il circuito prima della nave dell'albero.
La scelta del materiale dipende dal carico e dall'ambiente. L'acciaio al carbonio 1045 è l'impostazione economica predefinita per gli alberi per uso generale; Gli acciai legati 4140 e 4340 sono preferiti per gli alberi caricati perché trattano termicamente un nucleo duro con un perno indurito a induzione intorno a 5060 HRC. Per il servizio di corrosione viene utilizzato l'acciaio inossidabile 416 o 431; per il miglior carico resistenza al peso o ad alta temperatura, vengono scelte leghe di titanio e nichel come Inconel nonostante costi più elevati e lavorazioni più dure.
L'esaurimento accettabile dipende dal cuscinetto e dalla velocità, ma i perni dei cuscinetti su un albero motore di qualità sono comunemente tenuti a circa 0,01 mm (circa 0,0004 pollici) di lettura totale dell'indicatore o più stretti, e gli alberi di precisione corrono ben al di sotto di quello. Il numero è impostato dal cuscinetto e dalla velocità di marcia, ed è significativo solo se misurato tra centri o su blocchi a V in diversi punti lungo ciascun diario, non da una singola lettura.
Entro certi limiti Le curve lievi possono essere raddrizzate a pressione sui blocchi a V (prima il punto alto) e i perni usurati possono talvolta essere rigonfiati sottodimensionati o costruiti e rimontati. Spesso gli alberi fortemente distorti o induriti vengono sostituiti meglio. Lasciare sempre che un albero raddrizzato si depositi prima dell'ispezione finale.
Un albero a gradini viene ruotato approssimativamente tra i centri per lasciare il materiale di macinazione su ciascun perno, trattato termicamente, quindi ciascun diametro a gradini viene rettificato cilindricamente secondo la sua classe di adattamento ISO 286. La macinazione tra gli stessi centri mantiene tutti i passaggi concentrici e l'esaurimento viene controllato passo dopo passo rispetto all'asse di riferimento.
No. Un rotore rigido lento e simmetrico spesso soddisfa il suo grado ISO 21940-11 senza un passo di bilanciamento separato Il bilanciamento ripaga con l'aumento di velocità e lunghezza e ricorda che una vibrazione di 1×-RPM può derivare da un disallineamento o da un albero piegato, non solo da uno squilibrio.
I grandi alberi sono limitati dall'oscillazione del tornio, dalla lunghezza della smerigliatrice tra i centri e dalla capacità della gru dell'officina piuttosto che dal metodo di lavorazione stesso. Gli alberi lunghi e sottili sono in realtà la custodia più dura, si deviano sotto il proprio carico di taglio e necessitano di poggiamenti stabili o di inseguitori oltre a un attento controllo della rettilineità indipendentemente dal diametro.
Hai bisogno di alberi motore di precisione lavorati e ispezionati?
Le Creator gira, rettifica, affina e osserva CMM alberi personalizzati sotto lo stesso tetto, con il rapporto dimensionale che dimostra la tolleranza.
I dati di tolleranza, runout e grado di bilanciamento in questa guida sono compilati da standard ISO e ASME, riferimenti metrologici NIST e universitari, studi di rettifica e raddrizzatura sottoposti a revisione paritaria e fonti di lavorazione meccanica, confrontati con i nostri alberi motore lavoro, tornitura, rettifica svizzera, cilindrica, levigatura e ispezione CMM/FAI presso Le Creator (ISO 9001:2015 /IATF 16949 /AS9100D /ISO 13485). Laddove un valore dipende dal sistema (un adattamento, un grado di bilanciamento, una capacità di ±0,005 mm), lo diciamo anziché presentarlo come un numero universale.









