


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


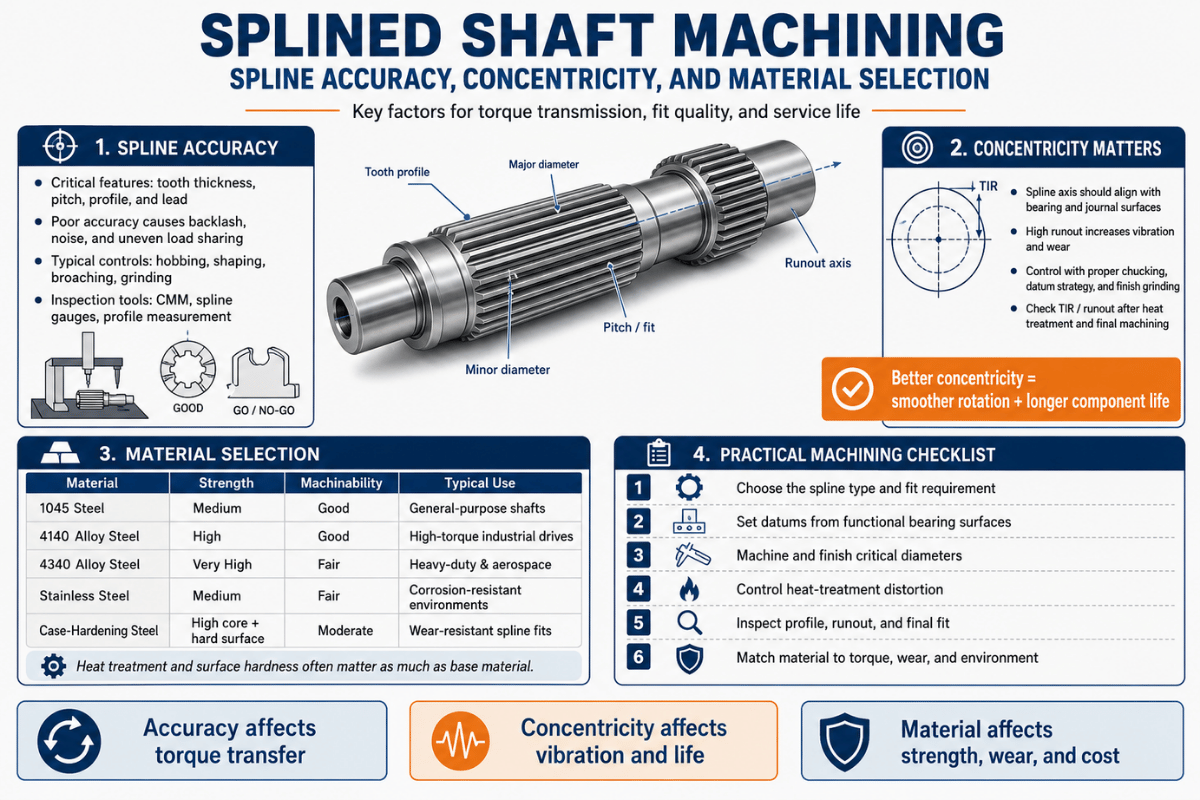
La lavorazione ad albero scanalato è il processo di taglio di una serie di denti, creste o scanalature lungo un albero in modo che possa trasmettere la coppia a un mozzo di accoppiamento mantenendo l'allineamento e le tre cose che decidono se il lavoro della parte sono la precisione della scanalatura, la concentricità e la selezione del materiale Ottieni la classe di adattamento corretta, mantieni la scanalatura fedele ai perni dei cuscinetti e scegli un trattamento in acciaio e calore che sopravviva al carico, e un albero scanalato supera l'assemblaggio attorno ad esso. Perderne uno e ottieni gioco, sfregamento o una parte che non si assembla Questa guida attraversa i metodi, gli standard e le decisioni che un macchinista o un acquirente che lavora deve effettivamente prendere.
| Standard governativi | ANSI/ASME B92.1 (pollici) · ANSI B92.2M /ISO 4156-1/2/3:2021 (metrico, aderente) · DIN 5480 (diametro di riferimento) · JIS D 2001 |
| Forme spline | Involute · · fronte dritto (parallelo) · seghettato · elicoidale · pallina · coronata |
| Centratura/adattamento | Vestibilità laterale (fianco), vestibilità di grande diametro, vestibilità di piccolo diametro |
| Materiali comuni | 8620, 4140, 4340, 1045, inossidabile 17-4 PH |
| Metodi di taglio | Hobbing, brocciatura, modellatura, fresatura, scudding/power skiving, laminazione a freddo, rettifica, elettroerosione a filo |
| Ispezione | Calibri compositi GO/elemento NO-GO, misurazione su perni, CMM (secondo ISO 4156-3) |

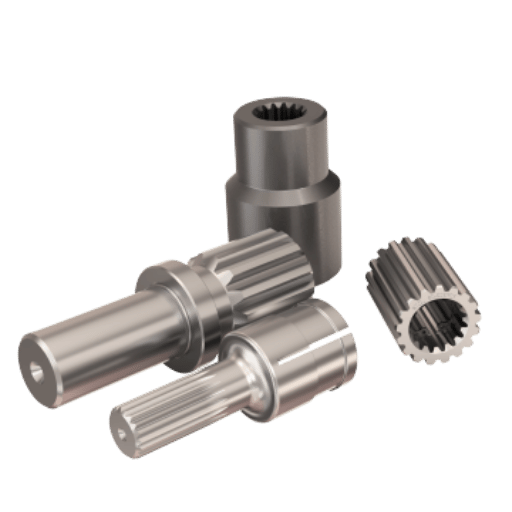
Un albero scanalato è un albero cilindrico con più denti (le scanalature) tagliati parallelamente al suo asse che si intrecciano con scanalature corrispondenti in una parte accoppiata, un ingranaggio, un mozzo o un accoppiamento, per trasmettere la coppia e mantenere allineate le due parti. A differenza di una singola chiave in una sede per chiavetta, le scanalature distribuiscono il carico su molti denti, quindi lo stesso diametro dell'albero comporta molta più coppia, funziona con una minore concentrazione di sollecitazioni e può lasciare che il mozzo scivoli assialmente mentre lo guida ancora.
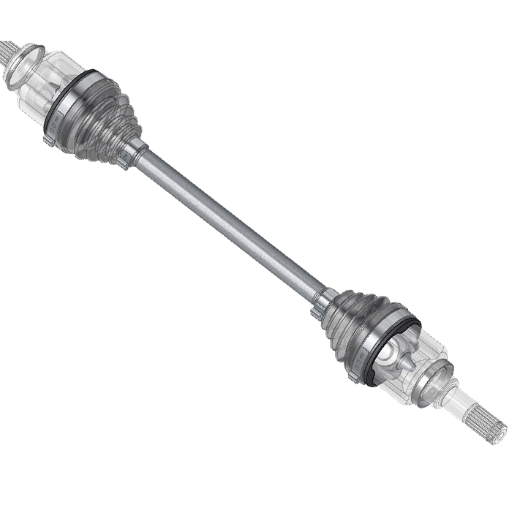
Quella capacità di scivolamento è il motivo alberi motore, i meccanismi di cambio della trasmissione e i piantoni dello sterzo pieghevoli utilizzano scanalature anziché tasti.
Imposta prima la forma spline, perché guida il metodo di taglio, lo standard e il costo. La tabella seguente raggruppa i moduli che ti verrà effettivamente chiesto di creare.
| Forma spline | Profilo del dente | Standard governativo | Uso tipico |
|---|---|---|---|
| Involuto (30°) | Fianchi involuti curvi, autocentranti | ANSI B92.1/ISO 4156/DIN 5480 | Trasmissioni auto, cambi |
| Involuto (37,5°) | Angolo di pressione più alto, radice più forte | ANSI B92.1/ISO 4156 | Spline compatte e ad alta coppia |
| Involuto (45°) | Poco profondo, molti denti | ANSI B92.1 (radice del filetto) | Passo fine, piccoli diametri |
| Lato dritto (parallelo) | Fianchi piatti e paralleli | SAE /ISO 14 (più vecchio) | Presa di forza agricola, azionamenti a bassa velocità |
| Seghettato | Denti a V 45°/60° | SAE J498 | Manopole di regolazione, posizionamento press-fit |
| Involuto elicoidale | Denti involuti angolati | ISO 4156 (allegato elicoidale) | Trasferimento fluido della coppia ad alta velocità |
| Coronato | Fianco a canna lungo la lunghezza | Per disegno/OEM | Accoppiamenti tolleranti al disallineamento |
| Spline sferica | Scanalature con sfere a ricircolo | Specifico per il produttore | Coppia lineare più coppia a basso attrito, robotica |
| Spline del viso (Hirth) | Denti radiali su una faccia terminale | Per disegno/DIN 5481-adiacente | Mozzi ruota, giunti indicizzatori |
Moduli compilati dalle definizioni della geometria spline ANSI B92.1 e ISO 4156.
Le spline involute dominano perché i fianchi curvi sono autocentranti e condividono il carico senza intoppi, motivo per cui quasi tutti albero tornito di precisione in un cambio moderno li utilizza Le scanalature sui lati diritti si presentano ancora sugli alberi di presa di forza agricoli dove la semplicità batte l'efficienza. Nota ingegneristica: se la tua stampa dice semplicemente “spline,” chiedi quale standard e adatta prima di citare, il modulo da solo non fissa lo spessore del dente o il metodo di ispezione.

Gli alberi scanalati vengono tagliati mediante hobbing, brocciatura, sagomatura, fresatura, scudding (power skiving), laminazione a freddo, molatura, elettroerosione a filo o su un mulino a torni svizzero, e la scelta giusta segue quattro domande: interno o esterno, quante parti, quale classe di precisione e quanto è duro l'acciaio. Non esiste un unico metodo “best”; il compromesso è ciò che Mappa del metodo di taglio della spline a 9 processi di seguito è riportato per.
| Metodo | Interno/Esterno | Miglior volume | Precisione | Tagli induriti? |
|---|---|---|---|---|
| Hobbing | Solo esterno | Medio alto | Alto | No (morbido) |
| Brocciatura lineare | Interno ed esterno | Alto | Alto | Brocciatura dura: sì |
| Brocciatura rotativa | Interno ed esterno | Basso | Medio alto | Morbido |
| Modellatura | Interno (ed esterno) | Basso | Medio | No |
| Fresatura CNC | Interno ed esterno | Prototipo | Alto (5 assi) | No |
| Scudding/power skiving | Interno ed esterno | Medio alto | Alto | Hard-finish capace |
| Laminazione a freddo/formatura | Solo esterno | Molto alta | Medio alto | No (formato morbido) |
| Rettifica profili | Esterno (interno w/limite di piccolo foro) | Qualsiasi (finitura) | Più alto | Sì (dopo HT) |
| Elemento elettroerosione a filo | Interno ed esterno | Uno dopo l'altro | Alto | Sì (qualsiasi durezza) |
Capacità di processo per sorgenti di taglio spline/ingranaggi Gear Solutions e Gear Technology.
Da questa mappa cadono poche regole pratiche L'hobbing è il metodo pane-e-burro per le scanalature esterne a volume perché un piano cottura, una fresa rotante, genera la forma involuta rapidamente con un'ottima finitura, ma lo non posso taglia le spline interne La brocciatura utilizza un utensile da taglio multidente spinto attraverso un singolo passaggio, e abbinare tale utensile alla configurazione delle parti è l'intero gioco La brocciatura possiede spline interne ed è tra i modi più veloci per fabbricarne una, come ha affermato un macchinista su un forum industriale, l“”broaching è il modo più veloce per fabbricare una spline” anche se ad alto volume competono la laminazione a freddo e la colata. Un punto controintuitivo che fa inciampare gli acquirenti: la brocciatura non è solo un processo di sgrossatura. Per Soluzioni Gear, la brocciatura dura viene applicata specificamente alle spline interne che necessitano di una concentricità precisa. E lo scudding (power skiving) (power skiving) (un metodo di generazione più recente), può tagliare le spline interne ed esterne e rifinirle con finitura dura; i suoi rapporti di sviluppo accelerano da cinque a sei volte più velocemente della modellatura per gli ingranaggi interni, per Tecnologia dell'ingranaggio.
“La brocciatura”Hard è applicabile per componenti che richiedono una concentricità precisa, ad esempio, spline interne.”
“An Update on Broaching Technology”
Lo si broccia, lo si broccia a rotazione nel tornio o lo si indicizza manualmente Per più di poche parti, la risposta del negozio è quella di farsi fare una broccia e premerla su un mulino o una pressa per pergolati, oppure montare una broccia rotante nella torretta del tornio.
Un macchinista su r/Machinists ha riassunto la chiamata in questo modo: “Fai fare una broccia e premila sul mulino, o una broccia rotante e tagliala al tornio, è così che lo farei se mi servissero più di qualche.” Per una o due parti senza alcuna indicizzazione, una testa divisoria o una tavola rotante sul mulino, un modellatore con indicizzazione diretta, o anche un utensile per tornio montato su un lato e rastrellato avanti e indietro produrrà una scanalatura utilizzabile Per le scanalature interne in parti indurite dove non sopravviverà alcuna taglierina, filo EDM taglia qualsiasi durezza, ci vuole solo più tempo Funziona Lecreator Fresatura CNC, tornitura, tipo svizzero, elettroerosione a filo e lavorazione di tornitori multitasking internamente, quindi il metodo di taglio segue la parte anziché l'attrezzatura a portata di mano.

La precisione della scanalatura è impostata da tre cose sul disegno: lo standard di governo, la classe di tolleranza e la classe di adattamento, insieme legano la larghezza dello spazio, lo spessore del dente e la forma in modo che l'albero e il mozzo si assemblino e condividano il carico Un errore da evitare è trattare ANSI B92.1, ISO 4156 e DIN 5480 come intercambiabili Non lo sono Ognuno ha un ambito definito e citare quello sbagliato è il modo più veloce per perdere la fiducia di un recensore esperto.
| Standard | Sistema /unità | Angoli di pressione | Tolleranza/classi di adattamento |
|---|---|---|---|
| ANSI/ASME B92.1 | Pollice, passo diametrale | 30°, 37.5°, 45° | Classi per larghezza di spazio/spessore dei denti; messa a fuoco laterale |
| ANSI B92.2M | Modulo metrico | 30°, 37.5°, 45° | Si allinea con la base ISO 4156 |
| ISO 4156-1/2/3:2021 | Modulo metrico, side-fit | 30°, 37.5°, 45° | Classi di tolleranza 4, 5, 6, 7; adattamento per deviazione (H/d, H/e, H/f, H/h) |
| DIN 5480 | Metrico, diametro di riferimento | Solo 30° | Classi di tolleranza 512 (inferiore = più stretto) |
| JIS D2001 | Metrico (auto giapponese) | 30° | Serie di scanalature involute per veicoli |
Dati di classe per il ISO 4156-1:2021 standard e un'analisi della tolleranza pubblicata da IAENG (WCE 2011); Gamma DIN per DIN 5480-2 (edizione attuale 2025).
Leggi l'ambito prima di leggere la lezione. ISO4156 copre dritto (non elicoidale) incastramento laterale Spline cilindriche ad involuto, non è un'autorità universale per ogni geometria spline, e si divide in parte 1 (progettazione), parte 2 (dimensioni) e parte 3 (ispezione) DIN 5480 è limitata ad un angolo di pressione di 30° perché gli angoli di 37,5° e 45° sono gestiti da ISO 4156 Nella ISO 4156, la posizione di tolleranza spline interna è sempre “H,” e l'adattamento è impostato dalla deviazione esterna (albero) La classe di tolleranza 4 è la più stretta e 7 la più ampia; DIN 5480 corre da 5 a 12 sullo stesso principio Per una scanalatura scorrevole si specifica un accoppiamento più allentato in modo che si muova liberamente; per un giunto concentrico fisso la si stringe Una vera e propria spline callout sembra quindi “Involute, accettazione 30° PA, passo diametrale 24/48, passo ISO 4156 classe 5, lato H-forza H. Questo tipo di lavoro non definisce l'attenuleate-”, dove questo è il lavoro di tenuta.
La concentricità in un albero scanalato significa che il cerchio del passo della scanalatura rimane sullo stesso asse dei perni dei cuscinetti, quindi la parte funziona senza l'oscillazione che guida vibrazioni, rumore e usura irregolare dei denti. Lo controlli in due modi: scegliendo come si concentra la scanalatura sul mozzo di accoppiamento e riducendo al minimo quante volte la parte viene rimontata mentre è tagliata. Entrambi contano e il secondo è da dove proviene effettivamente la maggior parte dell'esaurimento.
Il metodo di centraggio è una decisione progettuale con conseguenze reali Il fiancata laterale (fianco) che ISO 4156 e ANSI B92.1 standardizzano si posiziona sui fianchi dei denti ed è l'impostazione predefinita per la trasmissione della coppia; un accoppiamento di diametro maggiore si posiziona invece sulle punte dei denti e viene scelto specificamente quando la concentricità è la priorità; l'adattamento di diametro minore è la terza opzione Un avvertimento che vale la pena affermare: gli standard di adattamento laterale (ISO 4156, ANSI B92.1) non coprono completamente la tolleranza di adattamento del diametro maggiore, SAE osserva che l'addendum ANSI B92.1/96 non si applica alle scanalature di adattamento del diametro maggiore, quindi un adattamento del diametro maggiore è una scelta ingegneristica deliberata che necessita di un proprio trattamento di tolleranza, non una clausola che puoi copiare dalla tabella di adattamento laterale.
| Metodo di centraggio | Si individua su | Migliore per |
|---|---|---|
| Fit laterale (fianco) | Fianchi dei denti | Trasmissione della coppia (lo standard predefinito) |
| Vestibilità di grande diametro | Punte dei denti (OD) | Migliore concentricità; misurabile su perni |
| Vestibilità di diametro minore | Radice/diametro minore | Centraggio alternativo; più difficile da valutare sui perni |
Ogni volta che un albero viene sbloccato e ri-fissato tra le operazioni, la nuova configurazione aggiunge il proprio errore al runout totale indicato (TIR) tra la scanalatura e i perni Un albero girato, quindi spostato su un hobber separato, quindi su una smerigliatrice, impila tre errori di configurazione Tagliare i perni e generare la scanalatura in un solo bloccaggio su un macchina multitask (turn-mill) o Tornio svizzero collassa l'impilamento su un riferimento, che è il modo più efficace per mantenere stretto il TIR. Il lecreatore instrada alberi scanalati critici per la concentricità attraverso un mulino a rotazione monosetup o una lavorazione svizzera proprio per questo motivo.

La selezione del materiale per un albero scanalato bilancia la tenacità del nucleo, la resistenza all'usura superficiale e la lavorabilità, e il percorso di trattamento termico di solito conta più della lega di base La scelta dominante è un acciaio cementato tagliato morbido, quindi cementato su una superficie di usura dura sopra un nucleo resistente, perché una scanalatura necessita di un fianco duro che resista all'usura ma di un nucleo sufficientemente duttile da assorbire i carichi d'urto.
| Materiale | Via del trattamento termico | Durezza tipica | Uso spline |
|---|---|---|---|
| 8620 | Carburazione (tempra indurita) | 582 Caso HRC | Ingranaggio del cavallo di battaglia/spline vuoto |
| 9310 | Carburazione | 582 Caso HRC | Aerospaziale, ad alto carico |
| 4140 | Attraverso-indurire/pre-duro | 282HRC | Servizio generale, macchina morbida |
| 4340 | Indurimento + temperamento | 324 HRC | Alberi ad alta resistenza |
| 4150 / 4145 | Induzione indurire le spline | 5058 Zona HRC | Asse/alberi motore |
| 1045 | Induzione o come laminato | 455 HRC zona | Parti in acciaio al carbonio a costi |
| 5120/20MnCr5 | Carburazione | 582 Caso HRC | Spline auto europee |
| inossidabile 17-4 PH | Indurimento per precipitazioni (H900) | ~4044HRC | Corrosione + forza |
| Lega di nitrurazione (Nitralloy) | Nitruro (bassa distorsione) | 605 HRC superficie | Spline critiche per la distorsione |
Gamme di durezza sintetizzate da schede tecniche AISI 8620 e riferimenti al trattamento termico degli ingranaggi; verificare rispetto ai dati certificati del mulino del fornitore.
Il trattamento termico conferisce alla spline la sua durata di usura, ma distorce anche la parte, motivo per cui la sequenza viene solitamente tagliata morbida, indurita, quindi finita. La distorsione è reale e varia con il processo e la geometria, quindi tratta i numeri pubblicati come esempi, non come una regola universale.
Soluzioni Gear riporta che nell'indurimento per induzione l'ultimo dente può essere spinto fuori da 0,1 a 0,8 mm, mentre uno studio peer-reviewed di un ingranaggio 8620H (pubblicato tramite DOAJ) runout della faccia terminale misurato vicino a 0,023 mm prima del trattamento termico e 0,059 mm dopo. La profondità tipica della cassa cementata è compresa tra 0,3 e 0,5 mm con un nucleo superiore a 25 HRC; la superficie della cassa indurita dipende dall'acciaio e dalle specifiche, 862 cementi cementificate comunemente intorno a 586 HRC, con alcuni fianchi specificati più in alto. Una scanalatura in esecuzione in officina grezza giorno dopo giorno lo mette chiaramente in un forum industriale: “principalmente è 8620 a 58/62 Rc con una custodia da 06; per il lavoro duro, 4140 pre-duro a 28/32.” Quando la scanalatura cementata deve mantenere una classe stretta dopo quella distorsione, si finisce di macinare i fianchi, che è l'unico metodo sulla mappa che taglia una parte completamente indurita con la massima precisione. Per corrosione più resistenza, 17-4 PH è la risposta inossidabile alle nostre solite note Lavorazione a 17-4 PH.

L'adattamento tra un albero scanalato e il suo mozzo decide se il giunto scorre, si blocca o si sonaglia e lo imposti deliberatamente con una classe di gioco, transizione o interferenza più un bersaglio di gioco Una scanalatura scorrevole (un collare del cambio, una presa di forza) necessita di spazio libero in modo che si muova sotto carico; un accoppiamento fisso necessita di poco o nessun gioco in modo da non allentarsi. Il gioco è il gioco libero rotazionale tra i denti accoppiati e si scontra con la facilità di assemblaggio: troppo stretto e le parti si filano durante il montaggio, troppo allentate e il giunto si blocca sotto la coppia di inversione.
Praticamente, abbina la classe di adattamento al lavoro: una scanalatura scorrevole utilizza una classe libera (ad esempio ISO 4156 H/e o H/d), una scanalatura scorrevole a distanza ravvicinata una classe media (H/f) e un giunto situato e antiscivolo la classe più stretta che il processo detiene Se il mozzo è un ingranaggio o un accoppiamento separato, si applica la stessa logica e una connessione scanalata trasporta ancora molta più coppia di una singola chiave per lo stesso diametro, che è l'intera ragione per usarne uno Questo è un punto decisionale frequente nella scelta tra la rotazione rispetto alla fresatura di una determinata caratteristica.
L'ispezione della scanalatura verifica che i denti tagliati rientrino nella classe di tolleranza dello standard e utilizza tre strati: indicatori GO compositi, indicatori NO-GO degli elementi e misurazione dimensionale su perni o CMM. La norma ISO 4156-3 definisce l'ambito di ispezione per le scanalature involute aderenti, quindi la misurazione non è solo una preferenza di acquisto, ma fa parte dello standard citato nel disegno.
| Metodo | Cosa controlla | Quando usare |
|---|---|---|
| Calibro GO composito | Adattamento efficace su tutti i denti (si assemblerà) | Produzione go/no-go |
| Calibro NO-GO dell'elemento | Spessore effettivo del dente/limite di larghezza dello spazio | Conferma non troppo sciolto |
| Misurazione su perni/palle | Spessore del dente tramite due perni in spazi opposti | Primo articolo, adattamento major-dia |
| Scansione CMM | Profilo, indice, lead, runout alle riviste | Parti aerospaziali di classe stretta |
Il flusso di lavoro pratico consiste nel valutare ogni parte con il composito e gli indicatori di elemento per l'assemblaggio, quindi dimostrare la dimensione su un primo articolo con misurazione su perni e una CMM. Nota un limite rispetto agli standard: i doppi spazi di un albero di diametro minore non possono essere misurati su perni, quindi pianifica il percorso CMM per quelli. Lecreator lo documenta con l'ispezione del primo articolo e un rapporto CMM su ogni ordine; le nostre note su Ispezione CMM e ispezione del primo articolo coprire la documentazione In officina, i macchinisti confermano un accoppiamento con interferenza tra un albero scanalato e un mozzo prendendo una misura CMM o un grafico ombra come master con cui confrontarsi.

Il costo di un albero scanalato è guidato meno dalla scanalatura stessa che dalla classe di precisione, dalla sequenza di trattamento termico e macinatura e dal volume, e la maggior parte di esso è controllabile in fase di progettazione Una scanalatura rettificata dopo la cementazione a una classe di adattamento 5 può costare più volte una scanalatura di classe 7 soft-cut della stessa dimensione La leva più grande è quella di specificare solo la precisione di cui l'applicazione ha bisogno.
Per gli acquirenti che si approvvigionano offshore, il costo totale sbarcato conta tanto quanto il prezzo del pezzo Lecreator cita alberi scanalati su termini DDP trasparenti con dazi inclusi e navi dalla Cina con documentazione di primo articolo e tracciabilità del materiale, quindi il costo sul preventivo è il costo al tuo molo La svolta e Lavorazione CNC la capacità dietro questa è la stessa linea che esegue il lavoro critico sulla concentricità sopra.
La domanda di alberi scanalati di precisione segue il mercato delle trasmissioni e i cambiamenti a breve termine sono elettrificazione, alleggerimento e formazione di forme di rete Il mercato globale degli alberi scanalati si aggira intorno a 1 USD.7.85 miliardi con un tasso di crescita medio a una cifra, e il mercato degli alberi di trasmissione per autoveicoli che alimenta è previsto nella stessa banda 4.9.6% CAGR attraverso i primi anni 2030 (stime di ricerca di mercato, direzionali, non controllate).
Tre tendenze ingegneristiche meritano di essere pianificate in questo momento In primo luogo, i semiassi EV e gli accoppiamenti degli assi elettronici si appoggiano a connessioni scanalate e frontali, le scanalature frontali sui mozzi delle ruote motrici sono già un'area di brevetto concessa (US 8.444.322 B2). Seconda formatura a freddo quasi netta e laminazione dei denti scanalati (USA 5.213.250 A) migliora l'uso dei materiali e la resistenza alla fatica rispetto al taglio, che conta con l'aumento dei volumi. Terzo, generare metodi come lo scudding e il power skiving e persino flexspline a onde di deformazione prodotte con additivi (WO 2018/165662A1), stanno ampliando ciò che conta come una spline di“ ”L'articolo di azione per un acquirente: quando si avvia un nuovo programma, chiedere al vostro negozio quale di queste catene di processo si adatta al vostro volume, la spline più economica a 100 parti è raramente il più economico a 100.000.
Aggiornato giugno 2026.
Questa guida abbina gli standard spline pubblicati (ANSI B92.1, ISO 4156, DIN 5480) e la ricerca peer-reviewed e commerciale sulla brocciatura, la distorsione del trattamento termico e la centratura con alberi scanalati e parti rotanti della nostra pratica di officina. I punti di concentricità, ispezione e configurazione singola riflettono il modo in cui instradiamo il lavoro critico per la concentricità attraverso la lavorazione a tornio e la lavorazione svizzera con verifica CMM. Recensito dal team tecnico Shenzhen Le-creator Technology Co., Ltd.
Hai bisogno di alberi scanalati tagliati secondo uno standard specifico e di una classe di adattamento, con documentazione del primo articolo e del materiale?









