


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


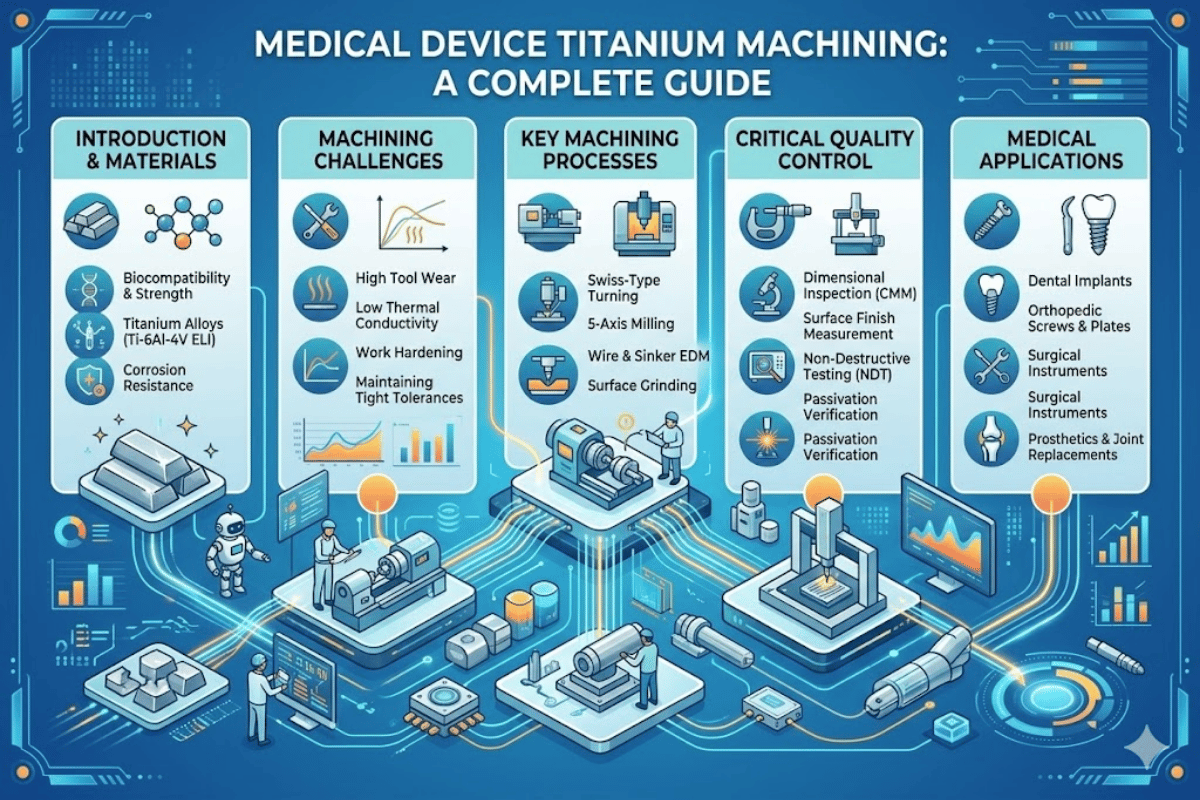
Cómo los fabricantes mecanizan titanio para dispositivos médicos « Grados, procesos y estándares
El titanio está en el corazón de la fabricación moderna de dispositivos médicos. Su combinación única de biocompatibilidad, resistencia a la corrosión y resistencia es difícil de superar para aplicaciones que abarcan jaulas de fusión intervertebral, implantes dentales y tornillos para huesos. Sin embargo, mecanizar titanio para la industria de dispositivos médicos puede ser una propuesta extremadamente complicada (las mismas cualidades físicas que lo hacen tan invaluable dentro del cuerpo humano presentan un desafío en la máquina CNC).
Esta guía presenta los grados de titanio utilizados en dispositivos médicos, explica el proceso de mecanizado que crea componentes aptos para implantes y describe los estándares de calidad de los dispositivos médicos que su socio de mecanizado debe alcanzar. Si está buscando implantes ortopédicos o instrumentos quirúrgicos, esta guía lo ayudará a tomar mejores decisiones de adquisición.
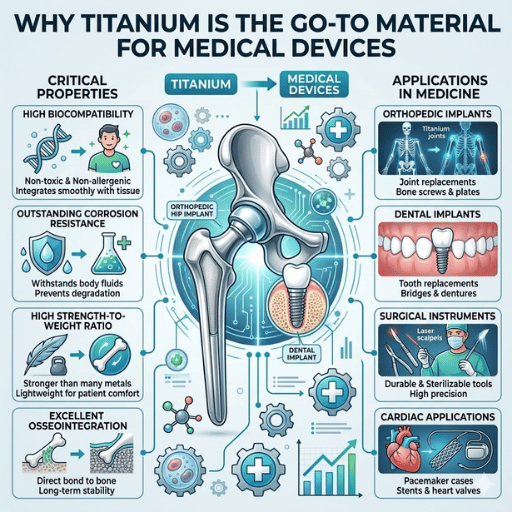
El titanio está excepcionalmente calificado para aplicaciones de implantes ortopédicos debido a sus propiedades fisicoquímicas. Ningún otro material funciona tan bien en biocompatibilidad, resistencia a la corrosión, relación resistencia-peso y módulo elástico simultáneamente.
Se ha demostrado que el titanio tiene una excelente biocompatibilidad con una tolerancia tisular casi perfecta. Es biocompatible con prácticamente todo el tejido humano. Cuando se coloca dentro del cuerpo de un paciente, una fina lámina de óxido (dióxido de titanio, TiO) que se forma en la superficie en milisegundos previene el rechazo inmunológico y permite la osteointegración sin que se forme una barrera gruesa de tejido fibroso entre el hueso y el metal. Los implantes médicos hechos de titanio siguen funcionando durante décadas.
La biocompatibilidad del titanio, especialmente cuando se combina con su extraordinaria resistencia a la corrosión en fluidos corporales acuosos ricos en cloruro, garantiza que los iones metálicos no se filtren a los tejidos circundantes durante un período prolongado.
El titanio de grado 5 (Ti-6Al-4V) tiene una combinación de una resistencia a la tracción de 895-930 MPa y una densidad de sólo 4,4 g/cm^3 que proporciona importantes ventajas de diseño. Los pacientes con implantes ortopédicos de menor peso, como los implantes dentales, siguen beneficiándose porque el ahorro de peso (alrededor de 45% menos que los aceros inoxidables quirúrgicos) exige menos los tejidos circundantes, una de las propiedades clave del titanio que lo hace preferido en aplicaciones biomédicas.
Fuente: Niinomi, M. (2011). Revista Internacional de Biomateriales, Institutos Nacionales de Salud.
En comparación con el acero inoxidable, el módulo elástico del titanio a 110 GPa (frente a 180 y 210 GPa para el acero inoxidable y el cobalto-cromo respectivamente) proporciona una mayor coincidencia con el del hueso (10-30 GPa). Se produce menos “protección contra el estrés” y eventual osteoporosis alrededor del implante debido a la resorción esquelética.
Dado que no todo el titanio es igual, elegir el grado correcto garantiza un rendimiento mecánico, biocompatibilidad y cumplimiento normativo adecuados. Para la fabricación de dispositivos médicos, tanto el titanio puro como las aleaciones de titanio, consulte el uso «, los grados 1 a 4 (comercialmente puro) y 5 y 23 (variantes de aleación de titanio alfa-beta) tienden a dominar.
| Grado | Designación | UTS (MPa) | Estándar ASTM | Aplicaciones médicas primarias |
|---|---|---|---|---|
| Grado 1 | CP Ti (mayor pureza) | 240 | ASTM F67 | Placas craneofaciales, mamparas de malla |
| Grado 2 | CP Ti (caballo de batalla) | 345 | ASTM F67 | Pilares de implantes dentales, tornillos óseos |
| Grado 4 | CP Ti (CP de mayor resistencia) | 550 | ASTM F67 | Cuerpos de implantes dentales, carcasas de marcapasos |
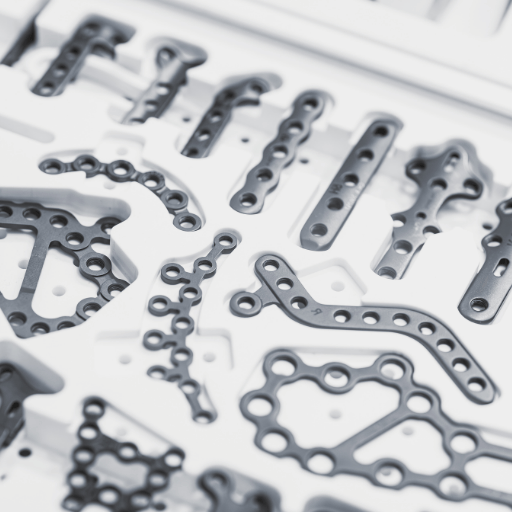
| Grado 5 | Ti-6Al-4V | 895-930 | ASTM F1472 | Instrumentos quirúrgicos, placas de fijación de traumatismos |
| Grado 23 | Ti-6Al-4V ELI | 860 | ASTM F136 | Jaulas de fusión espinal, tallos de cadera, implantes de rodilla |
Valores de resistencia a la tracción según especificaciones ASTM. CP = Comercialmente Puro. ELI = Intersticial Extra Bajo.
Ambos tienen la misma química Ti-6Al-4V « 6% Al, 4% V. Donde difieren es en elementos intersticiales (oxígeno, nitrógeno, carbono). El grado 23 (ELI/intersticiales extrabajos) limita el oxígeno a 0,13% máx (0,20% en el grado 5). Los intersticiales reducidos conducen a un menor fortalecimiento de la solución sólida (lo que produce una pequeña reducción en la resistencia al rendimiento/tracción a 860 MPa frente a 930 MPa para el grado 5), un aumento en la tenacidad a la fractura y una mejor resistencia a la fatiga durante millones de ciclos de carga.
Para implantes de carga que deben soportar cientos de millones de ciclos in vivo 'reemplazos de cadera, jaulas espinales, implantes dentales 'tanto el estándar ASTM F136 para Ti-6Al-4V como la especificación MIL-T-9046 para titanio de grado ELI explícitamente requieren un material de grado ELI. Una mayor tenacidad a la fractura se traduce directamente en una reducción de posibles fallas catastróficas de los implantes.
Un error común basado en costos es optar por el Grado 5 cuando se debe aplicar el grado ELI para un implante. Un dispositivo de este tipo puede no aprobar la normativa según los criterios ASTM F136.
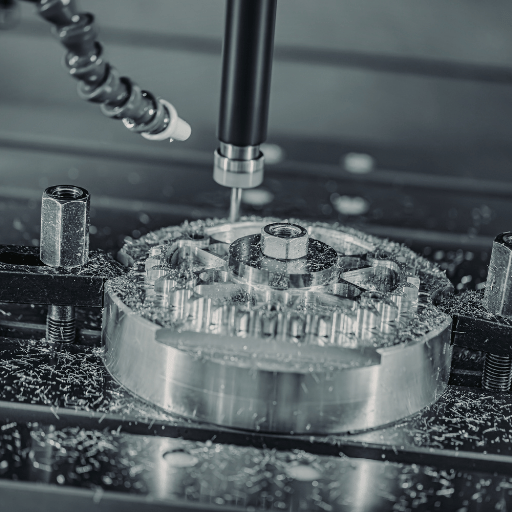
El mecanizado CNC de titanio para componentes de calidad médica es distinto del corte de aluminio, acero u otros metales. Debido a la baja conductividad térmica, el calor no fluye desde el borde de corte con el chip, sino que permanece concentrado en la punta de la herramienta. Esta propiedad única requiere velocidades de rotación más lentas, velocidades de alimentación más conservadoras, afilado en el ángulo de inclinación correcto y un flujo de refrigerante agresivo.
Los molinos de cinco ejes conquistan las geometrías complejas y delicadas que se observan en los implantes ortopédicos modernos. Curvas en los tallos de las caderas, orificios para tornillos convergentes en las placas óseas, perfiles contorneados en las jaulas de fusión espinal -todos se pueden lograr cuando el mecanizado de precisión en plataformas de múltiples ejes ofrece una multitud de ángulos de aproximación en una sola configuración.
Para Ti-6Al-4V, las velocidades de corte típicas son de alrededor de 30-60 m/min, con dos o tres cortadores de carburo estriado recubiertos con TiAlN o AlCrN. Las velocidades de alimentación de 0,05-0,15 mm/diente mantienen la herramienta de corte acoplada por encima de los umbrales de endurecimiento por trabajo y reducen la distorsión de la pieza de trabajo.
Los centros de torneado de tipo suizo son muy adecuados para la producción de implantes de titanio de sección de pared pesada, de diámetro pequeño y de alta precisión, como tornillos para huesos, implantes dentales o pasadores quirúrgicos. El soporte a través del casquillo guía da como resultado una menor deflexión en piezas con una alta relación longitud-diámetro. Las máquinas de torreta de herramientas vivas de diez estaciones pueden realizar operaciones de fresado, perforación y roscado en el mismo ciclo, recortando tiempos de ciclo 40-60% sobre flujos de proceso secuenciales.
El mecanizado por descarga eléctrica no utiliza fuerzas mecánicas para maniobrar el titanio. Como la pieza de trabajo (un aislante dieléctrico) y la herramienta (un alambre de cobre enfriado por agua) nunca entran en contacto, las fuerzas presentes en el fresado convencional no se realizan. Entre las técnicas de mecanizado disponibles, la electroerosión es ideal para componentes médicos de titanio de paredes delgadas y conductos internos anatómicamente complejos.
El titanio médico debe tener características superficiales críticas. Se logran excelentes superficies de osteointegración con un Ra de 1-2 µm; Las superficies pulidas sin contacto pueden alcanzar Ra por debajo de 0,4 µm para evitar la adhesión bacteriana patógena.
La pasivación según ASTM F86 es obligatoria para los implantes médicos de titanio. Elimina los contaminantes de la superficie y espesa la capa protectora de óxido de TiO2 para restaurar la resistencia a la corrosión después del mecanizado.
Parámetros clave de mecanizado para Ti-6Al-4V (grado 5/23)
| Parámetro | Fresado | Girando |
|---|---|---|
| Velocidad de corte | 30-60 m/min | 40-80 m/min |
| Tasa de alimentación | 0,05-0,15 mm/diente | 0,10-0,25 mm/rev |
| Profundidad del corte | 0,5-3,0 mm | 0,5-2,5 mm |
| Refrigerante | Husillo pasante, 70+ bar | Inundación o alta presión |
| Recubrimiento de herramientas | TiAlN o AlCrN | TiAlN o carburo sin recubrimiento |
El titanio adquiere mala reputación durante el mecanizado. De hecho, las características que dan al titanio su buena reputación en medicina (baja conductividad térmica, alta reactividad química cuando está caliente y con resorte plano) dan verdaderos dolores de cabeza a la fábrica. Conozca el problema, al principio, es el primer paso para solucionarlo.
La mayoría de las aleaciones, incluido el titanio, también conducen bien el calor: la conductividad térmica del titanio es aproximadamente 1/6 de la del aluminio. Como resultado, hasta 80% del calor generado durante el mecanizado permanece en la zona de corte en lugar de ser arrastrado por el chip durante el mecanizado. Esto da como resultado: un mayor desgaste de la herramienta, posibles cambios microestructurales en la superficie de la pieza de trabajo (oxidación) y distorsión de la forma de la pieza de trabajo debido a que la pieza crece térmicamente, a veces significativamente, a largas distancias de corte.
La entrega agresiva de refrigerante resuelve este problema. El refrigerante a través del husillo a 70 bar o más proporciona un flujo dirigido de fluido directamente hacia el borde de corte para eliminar el calor antes de que comience a dañar la herramienta y/o la pieza de trabajo. Varios talleres que mecanizan titanio médico con herramientas de carburo han descubierto que el refrigerante de alta presión realmente puede duplicar la vida útil de la herramienta en comparación con el refrigerante de inundación.
Las aleaciones de titanio son agresivas. Partículas duras de fase alfa en la microestructura alfa-beta de alta resistencia de los bordes cortantes de bombardeo de Ti-6Al-4V, lo que acorta la vida útil de la herramienta a menos que la de la mayoría de las aleaciones de ingeniería. Mecanizar Ti-6Al-4V con un inserto de carburo típico da una vida útil de la herramienta de entre 15 y 30 minutos a las velocidades recomendadas, por ejemplo, veinte veces menos que mecanizar acero inoxidable en el mismo inserto.
Los talleres de mecanizado de componentes médicos que mecanizan exclusivamente piezas de titanio suelen seguir una rutina muy disciplinada de reemplazo de herramientas: no utilizan un inserto hasta que el desgaste es visualmente observable, ya que entonces el daño subterráneo puede ser intolerable para un implante de vida a fatiga.
Cuando un filo se mantiene en contacto con la superficie de la punta (velocidad de avance insuficiente, filo opaco), la capa superficial del trabajo se endurece. En el siguiente corte, las herramientas trabajan en un material más duro que el material inicial. Esto aumenta la tasa de desgaste es un ciclo destructivo de retroalimentación positiva.
Mantener un espesor de viruta superior a 0,05 mm evitará que esto ocurra. El borde de corte siempre debe colocarse en el material fresco que no se haya cortado antes y evitar bruñir el trabajo realizado. Además, la geometría del trabajo debe tener en cuenta la expansión elástica de la pieza de trabajo cuando se retiran las cargas de corte antes de realizar comprobaciones de dimensiones finales.
La mayoría de los talleres que intentan mecanizar titanio por primera vez cometen el error de utilizar parámetros de corte de acero inoxidable. El titanio necesita una velocidad de corte más baja, una mayor alimentación por diente y una alimentación de refrigerante mucho más agresiva. Los parámetros de corte del acero inoxidable casi siempre provocarán endurecimiento por trabajo y fallas prematuras de las herramientas.

El mecanizado de piezas de titanio para su uso en la industria médica es más que una simple capacidad de fabricación. Las piezas de dispositivos médicos requieren cumplimiento normativo, sistemas de calidad documentados y trazabilidad. Un socio de mecanizado que no esté debidamente certificado no podrá entregar piezas para su uso en un dispositivo médico regulado, por muy buena que sea su calidad de mecanizado.
ISO 13485:2016 es el estándar industrial global para sistemas de gestión de calidad para el mercado de dispositivos médicos. Incluye control de diseño, gestión de riesgos, control de recepción, validación de procesos y trazabilidad. La certificación ISO 13485 es la prueba de que los fabricantes contratados que mecanizan piezas médicas OEM de titanio han pasado una auditoría de calidad independiente.
La Regulación del Sistema de Gestión de Calidad (QMSR) de la FDA de EE. UU. codificó por referencia ISO 13485:2016 en 21 CFR Parte 820 el 2 de febrero de 2026. Alinear las reglas de calidad internacionales y federales de EE. UU. simplifica el cumplimiento global: un fabricante que cumple con ISO 13485 ahora cumple con los requisitos federales de EE. UU. sin manteniendo sistemas de calidad paralelos.
Todas las materias primas de titanio que avanzan por una línea de fabricación de dispositivos médicos deben rastrearse hasta un molino certificado con informes químicos documentados, resultados de pruebas mecánicas y trazabilidad del lote de calor. ASTM F67 (titanio CP) y ASTM F136 (Ti-6Al-4V ELI) definen la composición del material, las propiedades mecánicas y los requisitos de prueba. Los certificados de fábrica acompañan a la materia prima y la trazabilidad sigue cada paso de fabricación hasta el dispositivo médico terminado.
Los componentes médicos de titanio generalmente requieren informes del primer artículo, verificaciones de informes dimensionales con CMM calibradas, tracción y alargamiento finales y documentación de inspección final. La inspección dinámica de la caja alfa residual, las microfisuras o la tensión residual del mecanizado proporciona un protocolo final de garantía de calidad para las áreas de implantes.
| Certificación | Alcance | Por qué es importante para las piezas médicas de titanio |
|---|---|---|
| ISO 13485 | Dispositivo médico QMS | Requerido para cualquier cadena de suministro de dispositivos médicos regulada |
| AS9100D | Qms aeroespacial | Indica un riguroso control del proceso: muchos talleres de mecanizado médico tienen ambos |
| ISO 9001 | Qms generales | Sistema de calidad de referencia: necesario pero no suficiente por sí solo para uso médico |
| ITAR | Cumplimiento de las exportaciones de defensa | Demuestra manejo de datos técnicos controlados e instalaciones seguras |
“Nuestro personal ha mecanizado más de 25.000 piezas de implantes médicos de titanio con un rendimiento de 99,4% sin un solo evento de retirada de la FDA. Nuestra línea de tendencia se basa en sistemas ISO 13485, no en el talento de ningún empleado en particular”
«Equipo de ingeniería de Le-Creator
Obtenga más información sobre Capacidades de mecanizado CNC de titanio de Le-Creator, incluidas calificaciones disponibles, lista de equipos y plazos de entrega.
Pasar de un taller que puede cortar titanio a una empresa que puede producir componentes médicos de titanio que cumplan con la FDA es un salto mayor de lo que la mayoría de los compradores esperan. Las diferencias costo/pieza no son tan relevantes como el costo de una falla de auditoría, un lote desechado o un retraso en el cronograma.
Le-Creator posee las certificaciones ISO 13485, AS9100D e ISO 9001 con más de 50 máquinas CNC, incluidos centros de fresado de 5 ejes y centros de torneado de tipo suizo. Si necesitas un presupuesto para servicios de mecanizado CNC de titanio «desde prototipos individuales hasta volúmenes de producción «, el equipo proporciona comentarios DFM las 24 horas sobre los archivos CAD cargados.

Certificado ISO 13485. Más de 50 máquinas CNC. Titanio grado 23 y CP en stock. Envíe su dibujo CAD para cotización dentro de las 24 horas.
Le-Creator es una instalación de mecanizado CNC de precisión certificada ISO 13485 con más de 17 años de experiencia en la producción de componentes de titanio para dispositivos médicos, industria aeroespacial y mercados de defensa. Los parámetros de mecanizado y los detalles del sistema de calidad contenidos en este artículo reflejan nuestra experiencia de producción en más de 25 000 componentes de implantes de titanio. Escribimos esta guía para ayudar a los ingenieros de dispositivos médicos y especialistas en adquisiciones a evaluar las opciones de mecanizado de titanio con una base técnica sólida.









