


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


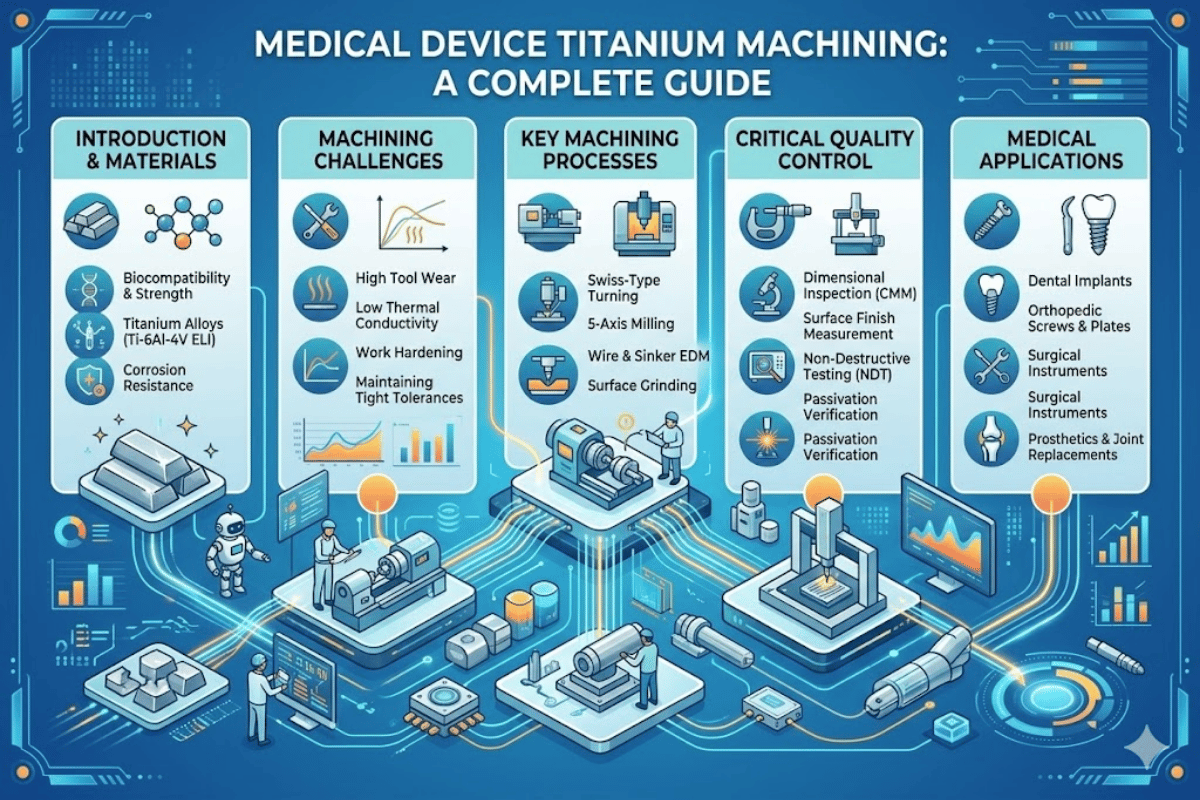
Comment les fabricants usinent le titane pour les dispositifs médicaux, les processus et les normes
Le titane est au cœur de la fabrication moderne de dispositifs médicaux Sa combinaison unique de biocompatibilité, de résistance à la corrosion et de résistance est difficile à battre pour des applications couvrant les cages de fusion intervertébrale, les implants dentaires et les vis à os Cependant, l'usinage du titane pour l'industrie des dispositifs médicaux peut être une proposition extrêmement délicate : les mêmes qualités physiques qui le rendent si inestimable à l'intérieur du corps humain présentent un défi sur la machine CNC.
Ce guide présente les qualités de titane utilisées dans les dispositifs médicaux, explique le processus d'usinage qui crée des composants de qualité implantaire et décrit les normes de qualité des dispositifs médicaux que votre partenaire d'usinage doit atteindre. Si vous vous approvisionnez en implants orthopédiques ou en instruments chirurgicaux, ce guide vous aidera à prendre de meilleures décisions d’approvisionnement.
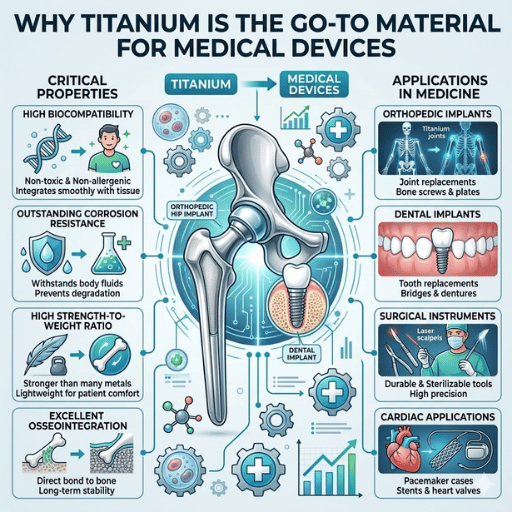
Le titane est particulièrement qualifié pour les applications d'implants orthopédiques en raison de ses propriétés physicochimiques. Aucun autre matériau ne fonctionne aussi bien simultanément en termes de biocompatibilité, de résistance à la corrosion, de rapport résistance/poids et de module élastique.
Il a été démontré que le titane présente une excellente biocompatibilité avec une tolérance tissulaire presque parfaite : il est biocompatible avec pratiquement tous les tissus humains. Lorsqu'il est placé dans le corps d'un patient, une fine feuille d'oxyde (dioxyde de titane, TiO) qui se forme à la surface en quelques millisecondes empêche le rejet immunitaire et permet l'ostéointégration sans qu'aucune barrière épaisse du tissu fibreux ne se forme entre l'os et le métal. Les implants médicaux en titane restent fonctionnels pendant des décennies.
La biocompatibilité du titane, surtout lorsqu'elle est combinée à son extraordinaire résistance à la corrosion dans les fluides corporels aqueux riches en chlorure, garantit que les ions métalliques ne s'échappent pas dans les tissus environnants sur une période prolongée.
Le titane de grade 5 (Ti-6Al-4 V) a une combinaison d'une résistance à la traction de 895-930 MPa et d'une densité de seulement 4,4 g/cm^3 qui offre une conception significative Les patients avec des implants orthopédiques de poids inférieur comme les implants dentaires bénéficient toujours car les économies de poids autour du 451TP3 moins que les aciers inoxydables chirurgicaux imposent moins de demande sur les tissus environnants, l'une des propriétés clés du titane qui le rendent préféré dans les applications biomédicales.
Source : Niinomi, M. (2011).Journal international des biomatériaux, National Institutes of Health.
Comparé à l'acier inoxydable, le module élastique du titane à 110 GPa (contre 180 et 210 GPa pour l'inox et le cobalt-chrome respectivement) offre une correspondance plus étroite avec celui de l'os (10-30 GPa).Démoins de “ ” shielding” » se produit et une éventuelle ostéoporose autour de l'implant due à la résorption squelettique.
Puisque tout le titane n'est pas créé égal, choisir la bonne qualité garantit des performances mécaniques adéquates, la biocompatibilité et la conformité réglementaire. Pour la fabrication de dispositifs médicaux, les alliages purs et de titane, voir utilisation, les qualités de titane 1 à 4 (commercialement pures) et 5 et 23 (variantes d'alliage de titane alpha-bêta) ont tendance à dominer.
| Grade | Désignation | UTS (MPa) | Norme ASTM | Applications médicales primaires |
|---|---|---|---|---|
| 1re année | CP Ti (pureté la plus élevée) | 240 | ASTM F67 | Plaques cranio-faciales, grillages |
| 2e année | CP Ti (cheval de travail) | 345 | ASTM F67 | Présences d'implant dentaire, vis à os |
| 4e année | CP Ti (CP de plus haute force) | 550 | ASTM F67 | Corps d'implants dentaires, boîtiers de stimulateurs cardiaques |
| 5e année | Ti-6Al-4V | 895930 | ASTM F1472 | Instruments chirurgicaux, plaques de fixation des traumatismes |
| 23e année | ELI Ti-6Al-4V | 860 | ASTM F136 | Cages de fusion vertébrale, tiges de hanche, implants de genou |
Valeurs de résistance à la traction selon les spécifications ASTM. CP = Commercialement pur. ELI = Extra Low Interstitiel.
Les deux ont la même chimie Ti-6Al-4 V 61TP3 T Al, 41TP3 T V. Là où ils diffèrent, c'est dans les éléments interstitiels (oxygène, azote, carbone).Le grade 23 (ELI/Extra Low Interstitials) limite l'oxygène à 0,131TP3 T max (0,201TP3 T en grade 5).Les interstitiels réduits conduisent à un renforcement plus faible de la solution solide (ce qui entraîne une légère réduction du rendement/résistance à la traction à 860 MPa contre 930 MPa pour le grade 5), une augmentation de la ténacité et une meilleure résistance à la fatigue.
Pour les implants porteurs qui doivent supporter des centaines de millions de cycles in-vivo de remplacements de hanches, les cages vertébrales, les implants dentaires (en) à la fois la norme ASTM F13 pour Ti-6Al-4 V et la spécification MIL-T-9046 pour le titane de qualité ELI nécessitent explicitement un matériau de qualité ELI. Une plus grande ténacité à la fracture se traduit directement par une réduction des défaillances catastrophiques potentielles des implants.
Une erreur courante, due aux coûts, consiste à opter pour le grade 5 lorsque le grade ELI doit être appliqué pour un implant. Un tel dispositif peut échouer à l’approbation réglementaire selon les critères ASTM F136.
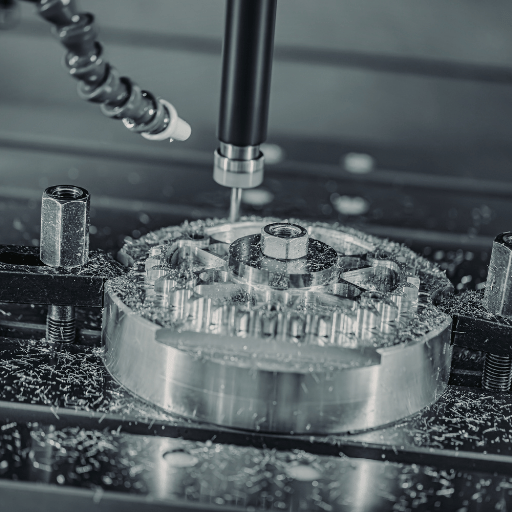
L'usinage CNC du titane pour les composants de qualité médicale se distingue de la coupe de l'aluminium, de l'acier ou d'autres métaux. En raison de la faible conductivité thermique, la chaleur ne s'écoule pas du bord tranchant avec la puce, mais reste concentrée dans la pointe de l'outil. Cette propriété unique nécessite des vitesses de rotation plus lentes, des débits d'alimentation plus conservateurs, un affûtage à l'angle de coupe correct et un écoulement agressif du liquide de refroidissement.
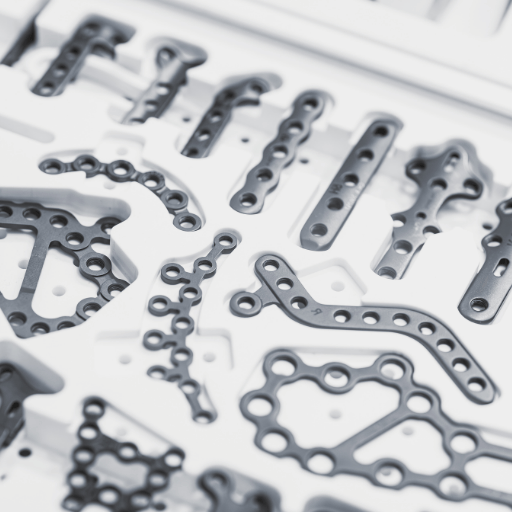
Les moulins à cinq axes conquièrent les géométries complexes et délicates observées dans les tiges orthopédiques modernes Les courbes sur les tiges de hanche, les trous de vis convergents sur les plaques osseuses, les profils profilés sur les cages de fusion vertébrale sont tous réalisables lorsque l'usinage de précision sur des plates-formes multi-axes offre une multitude d'angles d'approche dans une seule configuration.
Pour le Ti-6Al-4 V, les vitesses de coupe typiques sont d'environ 30-60 m/min, avec deux ou trois couteaux cannelés en carbure revêtus de TiAlN ou d'AlCrN. Des vitesses d'alimentation de 0,05-0,15 mm/dent maintiennent l'outil de coupe engagé au-dessus des seuils d'écrouissage et réduisent la distorsion de la pièce.
Les centres de tournage de type suisse sont bien adaptés à la production d'implants en titane de haute précision, de petit diamètre et à section de paroi lourde tels que des vis à os, des implants dentaires ou des broches chirurgicales. Le support à travers la douille de guidage entraîne moins de déflexion sur les pièces à rapport longueur/diamètre élevé. Les machines à tourelle d'outillage sous tension à dix stations peuvent effectuer des opérations de fraisage, de perçage et de taraudage au cours du même cycle, des temps de cycle de barre oblique de 40 à 601 TP3 T sur des flux de processus séquentiels.
L'usinage par décharge électrique n'utilise aucune force mécanique pour manœuvrer le titane Comme la pièce (un isolant diélectrique) et l'outil (un fil de cuivre refroidi à l'eau) ne font jamais contact, les forces présentes dans le fraisage conventionnel ne sont pas réalisées Parmi les techniques d'usinage disponibles, l'EDM est idéal pour les composants médicaux en titane à paroi mince et les passages internes anatomiquement complexes.
Le titane médical doit avoir des caractéristiques de surface critiques D'excellentes surfaces d'ostéointégration sont obtenues avec un Ra de 1 µm ; les surfaces polies sans contact peuvent atteindre Ra en dessous de 0,4 µm pour empêcher l'adhésion bactérienne pathogène.
La passivation selon ASTM F86 est obligatoire pour les implants médicaux en titane Elle élimine les contaminants de surface et épaissit la couche protectrice d'oxyde de TiO2 pour restaurer la résistance à la corrosion après usinage.
Paramètres clés d'usinage pour Ti-6Al-4 V (Grade 5/23)
| Paramètre | Fraisage | Tournant |
|---|---|---|
| Vitesse de coupe | 300 m/min | 400 m/min |
| Taux d'alimentation | 0,050,15 mm/dent | 0,100,25 mm/tour |
| Profondeur de coupe | 0,53,0 mm | 0,55 mm |
| Liquide de refroidissement | Broche traversante, plus de 70 barres | Inondation ou haute pression |
| Revêtement d'outils | TiAlN ou AlCrN | TiAlN ou carbure non enrobé |
Le titane obtient une mauvaise réputation lors de l'usinage En fait - les caractéristiques qui donnent au titane sa ’bonne réputation en médecine-faible conductivité thermique, haute réactivité chimique quand chaud, plat retour de ressort-donner de vrais maux de tête à l'usine Connaître le problème-au début-est la première étape pour le résoudre.
La plupart des alliages, y compris le titane, conduisent également bien la conductivité thermique du titane, qui est d'environ 1/6 de celle de l'aluminium. En conséquence, jusqu'à 801TP3 T de la chaleur générée lors de l'usinage reste dans la zone de coupe coupée plutôt que d'être emportée par la puce pendant l'usinage. Cela entraîne : une usure accrue de l'outil, d'éventuels changements de structure dans la surface de la pièce (oxydation) et une distorsion de la forme de la pièce due à la croissance thermique de la pièce parfois de manière significative sur de longues distances de coupe.
La distribution agressive de liquide de refroidissement résout ce problème. Le liquide de refroidissement traversant à 70 bars ou plus fournit un flux dirigé de fluide directement sur le bord tranchant pour éliminer la chaleur avant qu'elle ne commence à endommager l'outil et/ou la pièce. Plusieurs ateliers d'usinage de titane médical avec des outils en carbure ont découvert que le liquide de refroidissement haute pression peut réellement doubler la durée de vie de l'outil par rapport au liquide de refroidissement par inondation.
Les alliages de titane sont agressifs Les particules dures en phase alpha dans la microstructure alpha-bêta à haute résistance du Ti-6Al-4 V bombardent les arêtes de coupe, raccourcissant la durée de vie de l'outil à moins que celle de la plupart des alliages d'ingénierie L'usinage du Ti-6 Al-4 V avec une plaquette de carbure typique donne une durée de vie de l'outil comprise entre 15 et 30 minutes aux vitesses recommandées, par exemple, vingt fois moins que l'usinage de l'acier inoxydable sur la même plaquette.
Les ateliers d'usinage de composants médicaux qui fabriquent exclusivement des pièces en titane suivent généralement une routine très disciplinée de remplacement d'outils : ils n'utilisent pas d'insert tant que l'usure n'est pas visuellement observable, car les dommages souterrains peuvent alors être intolérables à un implant à durée de vie en fatigue.
Lorsqu'un tranchant est maintenu en contact avec la surface de pointe (débit d'avance insuffisant, tranchant terne) la couche superficielle du travail durcit Sur la coupe suivante, les outils travaillent sur un matériau plus dur que le stock initial Ceci augmentant le taux d'usure est un cycle de rétroaction positive destructif.
Garder l'épaisseur de copeaux supérieure à 0,05 mm empêchera cette occurrence Bord de coupe devrait être toujours mis dans le matériau frais qui n'a pas été coupé avant et éviter de brunir le travail effectué De plus, la géométrie de travail devrait prendre en considération l'expansion élastique de la pièce à usiner lorsque les charges de coupe sont enlevées avant les contrôles de dimension finale.
La plupart des magasins qui essaient d'abord d'usiner le titane font l'erreur d'utiliser des paramètres de coupe en acier inoxydable Le titane a besoin d'une vitesse de coupe plus faible, d'une alimentation par dent plus élevée et d'une alimentation en liquide de coupe en acier inoxydable conduira presque toujours à un écrouissage et à des défaillances prématurées des outils.

L'usinage de pièces en titane destinées à être utilisées dans l'industrie médicale est plus qu'une simple capacité de fabrication. Les pièces de dispositifs médicaux nécessitent une conformité réglementaire, des systèmes de qualité documentés et une traçabilité. Un partenaire d'usinage qui n'est pas correctement certifié ne sera pas en mesure de fournir des pièces utilisées dans un dispositif médical réglementé, quelle que soit la qualité de leur usinage.
ISO 13485 :2016 est la norme mondiale de l'industrie pour les systèmes de gestion de la qualité pour le marché des dispositifs médicaux Il comprend le contrôle de conception, la gestion des risques, la réception du contrôle, la validation des processus, et la traçabilité La certification à ISO 13485 est la preuve que les fabricants sous contrat usinant des pièces médicales OEM Titanium ont passé un audit de qualité indépendant.
Le règlement sur le système de gestion de la qualité (QMSR) de la FDA américaine a codifié par référence la norme ISO 13485 :2016 dans la partie 820 du 21 CFR le 2 février 2026. L'alignement des règles de qualité internationales et fédérales américaines simplifie la conformité mondiale : un fabricant conforme à la norme ISO 13485 répond désormais aux exigences fédérales américaines sans maintenir des systèmes de qualité parallèles.
Toutes les matières premières de titane progressant sur une ligne de fabrication de dispositifs médicaux doivent remonter à un broyeur certifié avec des rapports de chimie documentés, des résultats d'essais mécaniques et une traçabilité du lot de chaleur ASTM F67 (CP titane) et ASTM F136 (Ti-6Al-4 V ELI) définissent la composition des matériaux, les propriétés mécaniques et les exigences d'essai Les certificats d'usine accompagnent la matière première, et la traçabilité suit chaque étape de fabrication jusqu'au dispositif médical fini.
Les composants médicaux en titane nécessitent généralement des rapports de premier article, des contrôles de rapports dimensionnels avec des CMM calibrés, une traction et un allongement ultimes et des documents d'inspection finale. L'inspection dynamique du cas alpha résiduel, des microfissures ou des contraintes résiduelles liées à l'usinage fournit un protocole final d'assurance qualité pour les zones d'implantation.
| Certification | Portée | Pourquoi c'est important pour les pièces médicales en titane |
|---|---|---|
| ISO 13485 | Dispositif médical QMS | Requis pour toute chaîne d'approvisionnement réglementée en dispositifs médicaux |
| AS9100D | Aérospatiale QMS | Indique un contrôle rigoureux des processus. De nombreux ateliers d'usinage médical détiennent les deux |
| ISO 9001 | Général QMS | Système de qualité de base nécessaire mais pas suffisant seul pour le médical |
| ITAR | Conformité des exportations de défense | Démontre la gestion des données techniques contrôlées et des installations sécurisées |
“Notre personnel a usiné plus de 25 000 pièces d'implants médicaux en titane avec un rendement de 99,41TP3 T sans un seul événement de rappel FDA Notre ligne de tendance est construite sur les systèmes ISO 13485, pas le talent d'un employé singulier.”
Équipe d'ingénierie Le-Creator
En savoir plus sur Capacités d'usinage CNC titane de Le-Creator, : y compris les notes disponibles, la liste des équipements et les délais de livraison.
Passer d'un magasin capable de couper du titane à une entreprise capable de produire des composants médicaux en titane conformes à la FDA est un bond plus important que ce à quoi la plupart des acheteurs s'attendent. Les différences de coûts/pièces ne sont pas aussi pertinentes que le coût d’un échec d’audit, d’un lot abandonné ou d’un retard de calendrier.
Le-Creator détient les certifications ISO 13485, AS9100 D et ISO 9001 avec plus de 50 machines CNC, y compris des centres de fraisage à 5 axes et des centres de tournage de type suisse. Si vous avez besoin d'un devis pour services d'usinage CNC en titane 24 heures de prototypes uniques aux volumes de production, l'équipe fournit un retour DFM de 24 heures sur les fichiers CAO téléchargés.

Certifié ISO 13485.50+ Machines CNC. Grade 23 et CP titane en stock Envoyez votre dessin CAO pour devis dans les 24 heures.
Le-Creator est une installation d'usinage CNC de précision certifiée ISO 13485 avec plus de 17 ans d'expérience dans la production de composants en titane pour les marchés des dispositifs médicaux, de l'industrie aérospatiale et de la défense. Les paramètres d'usinage et les détails du système qualité contenus dans cet article reflètent notre expérience de production sur plus de 25 000 composants d'implants en titane. Nous avons rédigé ce guide pour aider les ingénieurs en dispositifs médicaux et les spécialistes de l'approvisionnement à évaluer les options d'usinage du titane avec des bases techniques solides.









