


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


| Chemischer Name | Polyetheretherketon (PEEK) |
| Polymerfamilie | Polyaryletherket (PAEK) halbkristalliner Thermoplast |
| Kontinuierliche Betriebstemperatur | 250°C (482°F) |
| Schmelzpunkt | 343°C (649°F) |
| Zugfestigkeit (ungefüllt) | 90 100 MPa (13.000 14.500 psi) |
| Elastizitätsmodul | 3 – 4 GPa |
| Übliche bearbeitete Formen | Stab, Blatt, Rohr, spritzgegossene Zuschnitte |
| Schlüsselnoten für die Bearbeitung | Unbefüllt (450 G), GF30, CF30, Lager, Medizinisch (PEEK-OPTIMA) |
| Erreichbare CNC-Toleranz | ±0,025 mm (±0,001 Zoll) Standard; ±0,02 mm beim Glühen |
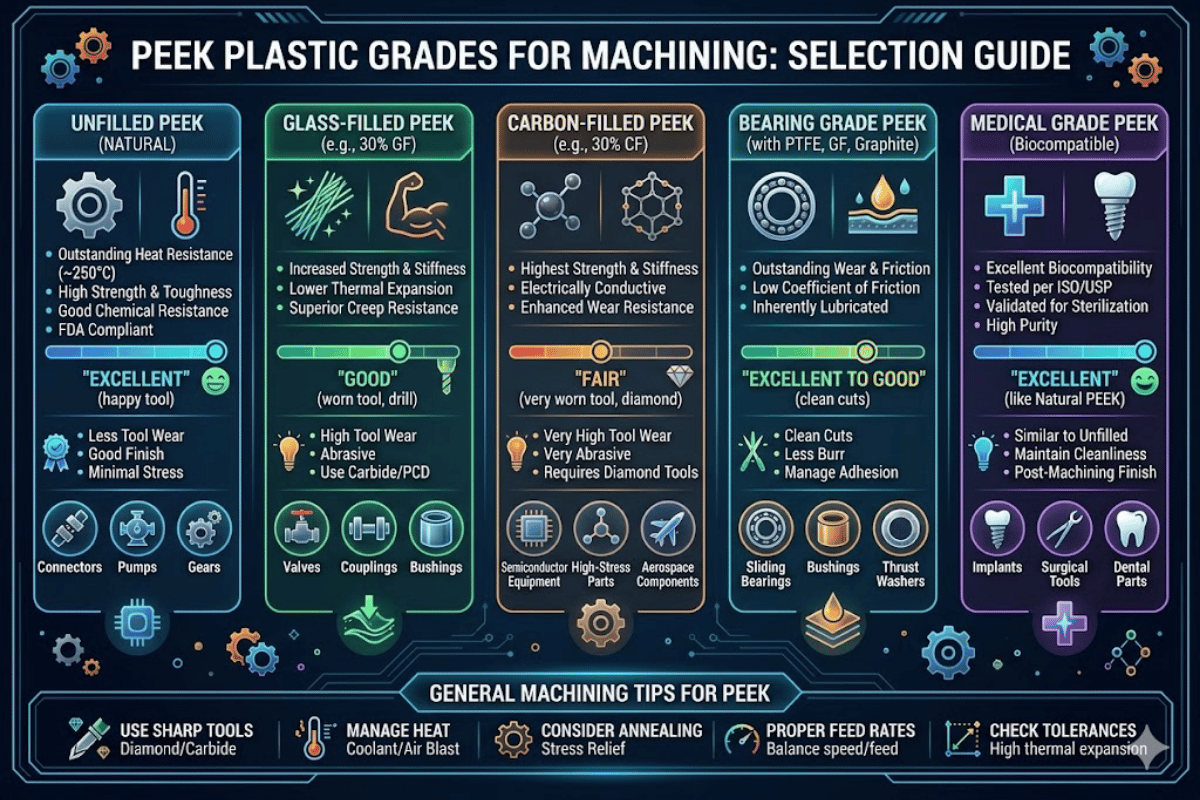
Die Auswahl der falschen PEEK-Qualität für ein CNC-Projekt kostet zehnfach. Teile mit mehrfacher Ausbeute, die unter Betriebsbedingungen ausfallen. PEEK (Polyetheretherketon) ist ein Hochleistungsthermoplast mit starken mechanischen Eigenschaften, chemischer Beständigkeit und Hitzetoleranz. Das Material ist jedoch in mindestens sechs verschiedenen Qualitäten erhältlich, jede mit unterschiedlichem Bearbeitungsverhalten, unterschiedlicher Kostenstruktur und unterschiedlicher regulatorischer Bedeutung.
In diesem Leitfaden werden ungefuellte, glasgefüllte, kohlenstofffaserverstärkte, lagerfähige und medizinische Peeks nebeneinander kurz verglichen, einschließlich Immobiliendaten, Bearbeitungsparametern, Werkzeugverschleißraten und einer Sortimentsauswahlmatrix, die die Unterschiede in jeder Variante den spezifischen Anwendungsanforderungen zuordnet Egal, ob Sie es benötigen Präzision PEEK CNC Bearbeitung Bei Luft- und Raumfahrtbuchsen oder Halbleiterbefestigungen oder kritischen chirurgischen Implantaten beginnt hier der richtige Entscheidungspfad.
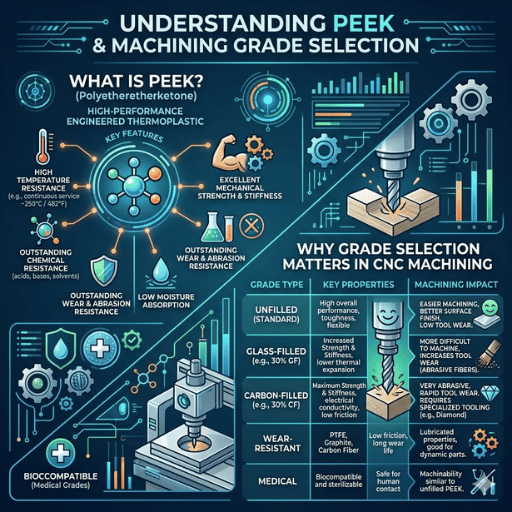
Peek ist ein halbkristallines, thermoplastisches Polymer aus sich wiederholenden Ether-Ether-Keton-Einheiten, optimiert für Steifigkeit, Festigkeit und chemische Stabilität. Eine Anfang der 1980 er Jahre von Imperial Chemical Industries entwickelte Übersicht aus dem Jahr 2024, die in der Datenbank der National Institutes of Health veröffentlicht wurde, zeigt einen Elastizitätsmodul von 3-4 GPa, eine Stärke von durchschnittlich 80-97 MPa und eine Tg von 143 C-Zahlen, die es deutlich über den meisten Kunststoffen wie Nylon, Acetal und Polycarbonat platzieren.
Was die PEEK-Kunststoffeigenschaften unter Thermoplasten ungewöhnlich macht, ist die kombinierte Wärmebeständigkeit (stationärer Betrieb bei 250°C), die breite chemische Beständigkeit (überlebt Kohlenwasserstoffe, Ketone und verdünnte Säuren) und die Dimensionsstabilität unter anhaltender mechanischer Belastung. Diese Eigenschaften machen es zu einem üblichen Metallersatz in rauen Umgebungen, aber die Wahl der falschen Qualität führt zu Problemen von übermäßigen Kosten bis hin zu einem völligen Teilausfall.
Speziell für die Bearbeitung ist die Sortenwahl ein wichtiger Faktor, da jede PEEK-Variante ihr eigenes Bearbeitungsprofil hat Unbefüllte PEEK-Maschinen reibungslos mit Standard-Karbidwerkzeugen einmischen 301TP3 T Glasfaser in die Mischung einmischen und die Werkzeuglebensdauer ist 50-701TP3 T kürzer Fügen Sie Kohlefaserverstärkung und die Leitfähigkeitsänderungen hinzu, die sich auf Durchfluss, Spanbildung und Dimensionskontrolle auswirken Medizinische Qualitäten stellen besondere regulatorische Überlegungen und Einschränkungen dar, die sich auf alles auswirken, vom Rohmaterial bis zur Bodensauberkeit der Werkstatt.
Ihre Wahl der PEEK-Qualität wirkt sich nicht nur auf die Eigenschaften der Teile aus, sondern auch auf die Werkzeugstrategie, die Bearbeitungskosten und den Compliance-Weg. $40 a Kilo Industrietauglichkeit und $500 Kilo medizinisch verarbeitete Stäbe scheinen identisch zu sein (aber das falsch zu machen ist ein teurer Fehler.

Peek-Material-Qualitäten lassen sich grob in drei Familien aufteilen: unbesetzt (unbefüllt), faserverstärkt und Spezialitäten Im Folgenden werden in einer Vergleichsmatrix spezifische Zahlen dort angegeben, wo die Theorie hingehört – denn wir brauchen tatsächliche Werte, um fundierte Materialentscheidungen zu treffen, nicht nur generische Beschreibungen.
| Klasse | Füllstoff | Zugfestigkeit | Maximale Service-Temp | Typische Anwendung | Rohkosten (USD/kg) |
|---|---|---|---|---|---|
| Unbefüllt (450G) | Keine | 90 100 MPa | 250°C | Dichtungen, Isolatoren, allgemeine strukturelle | $40 – 90 |
| GF30 | 30% Glasfaser | 130 160 MPa | 250°C | Pumpengehäuse, Halbleitervorrichtungen | $60 – 20 |
| CF30 | 30% Kohlefaser | 140 –210 MPa | 250°C | Halterungen für Luft - und Raumfahrt, hochpräzise Wellen | $80 – 150 |
| Lagerqualität | PTFE + Kohlenstoff + Graphit | 70 –90 MPa | 250°C | Buchsen, Schubscheiben, Gleitdichtungen | $70 –30 |
| Medizinisch (PEEK-OPTIMA) | Keine (ultrarein) | 100 MPa | 250°C | Wirbelsäulenkäfige, Zahnwiderlager, Implantate | $500 –800 |
| ESD/Leitfähig | Ruß oder Kohlefaser | 85 100 MPa | 250°C | Waferhandling, Elektronik-Testbuchsen | $90 – 160 |
Aus Kostensicht liegt der Schlüssel zum Verständnis der meisten PEEK-Bearbeitungsleitfäden darin, dass Peek-OPTIMA in medizinischer Qualität 6-10 x mehr kostet als ungefülltes PEEK in Industriequalität. Laut Vom NIH veröffentlichte Überprüfung biomedizinischer Materialien, „Der typische Preis für rohes medizinisches PEEK (jede Marke) beträgt 500-800/kg, und das bestimmt die Kosten für das Endprojekt, die Bearbeitung und alles.
Jede PEEK-Kunststoffsorte ist entsprechend gekennzeichnet ASTM-standards– ASTM D6262 deckt die allgemeine Peek-Klassifizierung für Form- und Extrusionsmaterialien ab ASTM F2026 Reguliert Peek-Polymere für den beabsichtigten Einsatz im chirurgischen Implantat. Wenn Sie verstehen, welche Spezifikation sich auf Ihren Prozess bezieht, wird alles von der Rückverfolgbarkeit von angegeben Maßgeschneiderte PEEK-Bearbeitungsteile Verfahren zur Materialeingangsinspektion.

Ungefüllter Blick ist meist der Ausgangspunkt für die meisten Kunststoffbearbeitungsprojekte, die keine Faserverstärkung oder Einhaltung gesetzlicher Vorschriften erfordern. Granulare extrudierte Stangen-, Blech- und Rohrangebote - Äquivalente zu 450 G-Qualitäten - bieten Zugfestigkeiten bei 90-100 MPa mit einer Bruchdehnung nahe 30% und einer Kristallinität, die im Bereich von 30-40% charakterisiert ist und durch von Experten begutachtete Materialanalysestudien validiert wurde, die von den US National Institutes of Health vermarktet werden.
Die Bearbeitung ungefüllter Ösen mit typischen Hartmetallwerkzeugen ist im Vergleich zu verstärkten PEEK-Werkzeugsorten gut verstanden. Die Lebensdauer der Werkzeuge bleibt vorhersehbar und das Material erzeugt saubere Späne ohne die hohe Belastung, die mit Kohlefasern oder glasverstärktem Material verbunden ist. Typische CNC-Drehgeschwindigkeiten liegen im Bereich von 300-800 Oberflächenfuß pro Minute (SFM), mit Gesichtsfräsen bei 500-800 SFM und Endfräsen bei 270-450 SFM.
ages Vorteile
Einschränkungen
Technische Anmerkung
Bei ungefüllten Laibabschnitten, die Toleranzen erfordern, die enger als 0,05 mm sind, sollte vor der präzisen Endbearbeitung ein Spannungsentlastungsglühen erfolgen, die Temperatur des Ofens langsam auf 200-220 Celsius erhöhen, 1-2 Stunden lang aufrechterhalten (ungefähr 30 Minuten pro 10 mm zu verarbeitendem Material), dann den Ofen allmählich abkühlen lassen. Dadurch werden Eigenspannungen durch Extrusion oder grobe Bearbeitung abgebaut, die nach dem endgültigen Schneiden zu einer Dimensionsbewegung führen würden.
Viele Brancheningenieure raten von der Verwendung von Hochwasserkühlmittel während der Bearbeitung ab, da es sich um einen Thermoschock handelt - die schnelle Temperaturänderungsrate, die durch die Anwendung von Kühlmittel verursacht wird - kann zu Mikrorissen im Material führen. Es ist sicherer, Luftstrahlen oder leichte wasserlösliche Kühlmittelnebel zu verwenden Wenn eine Kühlung ausgelöst wird, bringen Sie den Kühlmittelstrom nicht intermittierend mit dem Material in Kontakt; Halten Sie die Kraft aufrecht, sobald sie begonnen hat.

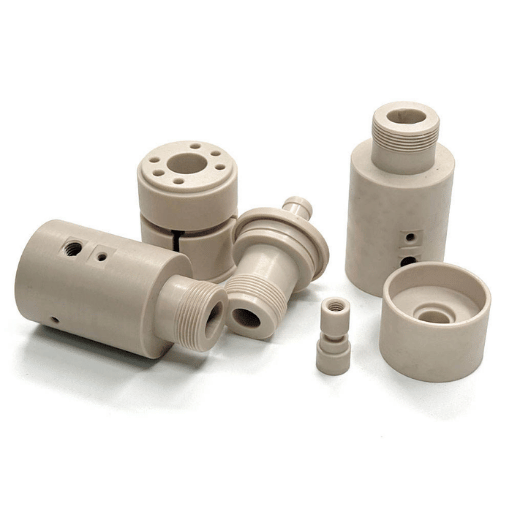
Das Hinzufügen einer 301TP3 T-Glasverstärkung zur PEEK-Matrix verbessert die Steifigkeit und Druckfestigkeit erheblich und reduziert gleichzeitig die Wärmeausdehnung zusätzlich - deshalb ist GF30 die Standardwahl, wenn Teile bei erhöhter Temperatur Dimensionsstabilität unter mechanischer Belastung vorfinden müssen Aus diesem Grund spezifizieren Ausrüstungssitze, Ventilkomponenten und Waferhandhabungswerkzeuge, die in der Welt der Halbleiter zu finden sind, häufig die mit Glas gefüllte PEEK-Bearbeitung.
Werkzeugverschleiß ist der Kompromiss Glasfasern sind an Schneiden abrasiv, und die Bearbeitungsdaten der Industrie zeigen durchweg, dass verstärkte PEEK-Qualitäten die Werkzeuglebensdauer um 50701TP3 T im Vergleich zu ungefuelltem PEEK reduzieren Standard-Karbid-Endmühlen, die einen vollständigen Produktionslauf auf 450 G-Bestand durchhalten, können auf der Hälfte des gleichen Programms auf GF30 stumpf werden. Polykristalliner Diamant (PCD) oder diamantbeschichtete Karbidwerkzeuge sind die empfohlene Wahl für Produktionsmengen.
Technische Anmerkung
Bei der Bearbeitung von GF30 peek ist im Vergleich zu den empfohlenen Parametern für ungefülltes Material mit einer Reduzierung der Schnittgeschwindigkeiten um 20-301TP3 T zu rechnen Die Vorschubgeschwindigkeiten können oft ähnlich sein, ebenso wie die angegebene Schnitttiefe. Für das Endfräsen empfiehlt es sich jedoch, die Tiefe auf maximal 501TP3 T des Werkzeugdurchmessers zu begrenzen, um die Spanlast und die Wärmeentwicklung zu begrenzen. Die Oberflächenbeschaffenheit sollte beachtet werden, da das Werkzeug den Faserauszug durchdämpft und zu einem Rauheitswert führt, der vor der Drift der Maßtoleranzen zu einer Ablehnung führen kann. Die Werkzeuginspektion kann in den halben normalen häufigen Abständen für ungefülltes PEEK geplant werden.
GF30 weist auch unterschiedliche Eigenschaften in Bezug auf die Dünnschliffbearbeitung auf. Durch die Glasfasern eingeführte interne Spannungskonzentrationen erhöhen die Wahrscheinlichkeit einer durch aggressive Bearbeitung verursachten Verformung. Ein sanfter, mehrstufiger Prozess, bei dem etwa 0,2-0,5 mm übergroße Materialien entfernt werden, wodurch das Teil ruhen und stabilisiert werden kann, führt zu vorhersehbareren Ergebnissen als aggressive einstufige Strategien.
Carbon Fiber Enhanced Peek (CF30) bietet die höchste spezifische Festigkeit der PEEK-Serie in Kombination mit athermischen Eigenschaften, mit einer Leitfähigkeit, die etwa 3,5-mal so hoch ist wie die von ungefülltem PEEK. Diese erhöhte Leitfähigkeit erhöht den Wärmefluss über die Schneidzone während der CNC-Bearbeitung, was unter bestimmten Bedingungen tatsächlich die Oberflächenqualität verbessern kann, allerdings mit einer stärkeren Abrasivität der Kohlenstofffasern beim Werkzeugbau.
Wenn CF30 sich bei Präzisions-CNC-Arbeit wirklich auszeichnet, kommt es aus der Dimensionsstabilität, da die Kohlefaserverstärkung den Koeffizienten der Wärmeausdehnungskräfte dämpft. PEEK-Komponenten wie Luft- und Raumfahrthalterungen, Satellitenmontageplatten und Instrumentengehäuse werden für diese Eigenschaft üblicherweise als CF30 spezifiziert.
Bearbeitungsattribute von CF30 peek sind im Vergleich zu GF30 unverändert – PCD-Werkzeuge werden empfohlen, da Kohlefasern vergleichbare Werkzeugverschleißraten verursachen. Die erhöhte Wärmeleitfähigkeit von CF30 kann jedoch in einigen gängigen Konfigurationen leicht erhöhte Schnittgeschwindigkeiten im Vergleich zu GF30 ermöglichen, da die Wärme leichter abgeleitet werden kann Praktische Unterschiede sind in den meisten Fällen nicht erheblich genug, um unterschiedliche Siebwerte zwischen diesen Qualitäten zu rechtfertigen.
CF30 ist die PEEK-Qualität, um bei mechanischer Festigkeit Stabilität sowohl Materie als auch insbesondere Strukturanwendungen in der Luft- und Raumfahrt zu wählen, bei denen Teile eine präzise Geometrie über eine breite Temperatur beibehalten müssen. Die Kostenprämie über GF30 ($80 150 vs. $60120 pro kg) ist moderat und das Bearbeitungsverhalten ist so ähnlich, dass sich die Werkzeuginvestitionen zwischen den Qualitäten erstrecken.
Über die Leistungsvorteile der Verstärkung von PEEK hinaus können zusätzliche proprietäre Peek-Qualitäten entwickelt werden, um spezifische funktionale Anforderungen zu erfüllen. PeEK in Lagerqualität enthält PTFE sowie gemahlene Kohlenstoff- und Graphitflocken, um einen niedrigen Reibungskoeffizienten und eine hohe Verschleißfestigkeit für den Einsatz in Gleitkontaktanwendungen zu erhalten. In der Literatur wurde der Trockenbetrieb bei Grenzwerten von 120.000 PV (Druckgeschwindigkeit) für Lagerderivate genannt, die sich in einigen Fällen den erwarteten Betriebsgrenzen für ungefülltes oder faserverstärktes Material nähern.
Leitfähige PEEK-Qualitäten enthalten Ruß oder Kohlefaser, um einen geringen Oberflächenwiderstand zu erreichen, wodurch sie für die Handhabung von Halbleiterwafern, ESD-sichere Testbuchsen und Reinraumvorrichtungen geeignet sind, bei denen statische Entladung Komponenten beschädigen würde. Das Bearbeitungsverhalten ist vergleichbar mit standardmäßig gefülltem PEEK, obwohl die Kohlenstoffbelastung die Chipeigenschaften beeinflussen kann.
Peek-Formulierungen in Lebensmittelqualität erfüllen alle Zulassungen, die für den direkten Lebensmittelkontakt von der FDA erforderlich sind; Spezial-Hochtemperaturvarianten erweitern die Dauergebrauchsqualitäten weit über die Standard-250 C-Grenze in Öl - und Gas-Downhole-Werkzeugen oder Autoklavenumgebungen hinaus.
| Spezialklasse | Schlüsseleigenschaft | Typischer Wert | Primäre Anwendung |
|---|---|---|---|
| Lager (PTFE-gefüllt) | PV-Grenzwert (trocken) | 120.000 psi·ft/min | Buchsen, Schubscheiben |
| ESD/Leitfähig | Oberflächenwiderstand | 106 –109 Ohm/q | Waferhandling, Prüfbuchsen |
| Lebensmittelqualität | FDA-Konformität | 21 CFR-konform | Verarbeitungsgeräte, Förderbänder |
| Hochtemperatur | Kontinuierlicher Service | 260°C+ | Bohrlochdichtungen, Autoklavteile |

PEEK in medizinischer Qualität nimmt eine von Industriequalitäten getrennte Kategorie ein, da sich die Basispolymerchemie grundlegend unterscheidet, die Reinheit, die Rückverfolgbarkeit und die regulatorische Dokumentation jedoch auf einer anderen Ebene liegen PEEK-OPTIMA, hergestellt von Invibio (einer Victrex-Tochtergesellschaft), ist das am weitesten verbreitete PEEK in implantierbarer Qualität. Veröffentlichte klinische Daten von Invibio zeigen weltweit etwa 15 Millionen implantierte Geräte mit null materialbezogenen Rückrufen über einen 20-jährigen Track Record.
Die Einhaltung umfasst ASTM F2026 (Standardspezifikation für PEEK-Polymere für chirurgische Implantatanwendungen) und erfüllt ISO 10993 Biokompatibilitätsanforderungen einschließlich Zytotoxizität, Sensibilisierung und Implantationstests Die Herstellung erfolgt nach ISO 13485:2016 zertifizierten Qualitätssystemen mit vollständiger Lieferkettenkontrolle vom Monomer bis zum fertigen Polymer.
Bei der Verarbeitung von CNC-Bearbeitung von medizinischen Peek-Komponenten wie Spondylodese-Käfigen, Zahnabutments, Traumafixierungsplatten und anderen Anwendungen ist die Verarbeitungsumgebung genauso relevant wie die angewandten Schneidbedingungen. Gute Praxis erfordert spezielle Werkzeuge (nicht gemeinsam mit anderen Polymeren), Nitrilhandschuhe beim Umgang mit speziellen Peek- und HEPA-gefilterten laminaren Strömungskammern über dem Verarbeitungsbereich, um Kontaminationen zu vermeiden. Das implantatfähige Material selbst verhält sich in Bezug auf Vorschübe, Geschwindigkeiten und Spanbildung genauso wie ungefülltes industrielles PEEK; Die Herausforderung liegt in der Prozesskontrolle und -dokumentation.
Technische Anmerkung
Der Elastizitätsmodul (3-64-GPa) von PEEK ähnelt dem des menschlichen kortikalen Knochens Diese Tatsache übersetzt sich direkt in seine Anwendung in tragenden Implantaten, da er die Effekte der Spannungsabschirmung im Vergleich zu Titan (Modul ~110 GPa) reduzieren kann Aus diesem biomechanischen Grund geben Chirurgen und Gerätekonstrukteure PEEK gegenüber Metall für spinale Zwischenkörperkäfige und kraniomaxillofaziale Platten an, auch wenn ihr Bearbeitungsprozess komplexer und letztendlich teurer ist.
Auswahl der Sorte für Peek-Bearbeitungsanwendungen sollte einem Bewertungsprozess folgen, anstatt eine gewählte Sorte als Standard zu nehmen, indem Sie der Checkliste unten folgen, können Sie die für Ihre Anwendung am besten geeignete Sorte klar identifizieren – und ungeeignete Optionen frühzeitig eliminieren.
Checkliste für die PEEK-Notenauswahl
Wenn eine besondere Relevanz für eine Anwendung nicht eindeutig eine spezielle verstärkte Sorte erfordert, die für die CNC-Bearbeitung viel teurer ist als ungefüllte oder Standardsorten, bietet ungefüllter Peek (450 G) in der überwiegenden Mehrheit der industriellen Luft- und Raumfahrt-CNC-Prozesse im Allgemeinen die kostengünstigste und zuverlässigste Lösung. Design-Upgrades auf GF30, CF30 oder sogar Peek in Lagerqualität sollten daher nur dann für dramatische Leistungsverbesserungen eingesetzt werden, wenn dies durch den genauen Fall der Anwendungsleistung gerechtfertigt ist.
Für Projekte, die Präzisionstoleranzen für PEEK-bearbeitete Komponenten über mehrere Qualitäten hinweg erfordern, arbeiten mit a Bearbeitungspartner erfahren mit PEEK Reduziert die Vorlaufzeit und begrenzt niveaubedingte Bearbeitungsprobleme.
Lecreator Maschinen ungefüllt, glasgefüllt, kohlenstoffgefüllt, und Lagerqualität PEEK mit 17+ Jahren Präzisionsfertigung Erfahrung Senden Sie Ihre Zeichnungen für ein Angebot.
Dieser Leitfaden wurde vom Ingenieurteam von Lecreator zusammengestellt, einer CNC-Bearbeitungsanlage mit Sitz in Shenzhen, die mehrere PEEK-Qualitäten in Luft- und Raumfahrt-, Medizingeräte- und Halbleiteranwendungen verarbeitet. Die hier zitierten Materialeigenschaftsdaten stammen aus von Experten begutachteten N-Publikationen, ASTM-Standardspezifikationen und technischen Dokumentationen des Herstellers und beziehen sich auf die Bearbeitungsergebnisse, die bei Tausenden von PEEK-Teilen beobachtet wurden, die seit 2008 hergestellt wurden.









