


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Durch individuelles Metallstanzen werden Bleche und Spulenmetalle zu fertigen, wiederholbaren Teilen, indem sie zwischen einem Werkzeug- und Matrizensatz, Schwerstlifting für Teams, Beschaffungshalterungen, Schilde oder Volumen imponieren, in der Regel das günstigste Teil, das Sie produzieren können “Ulual”führt in diesem Satz etwas an. „Stanzen liebt Volumen und hasst Komplexität, was leicht zu Fehleinschätzungen in der Angebotsphase führen kann. Hier erfahren Sie die Besonderheiten des Prozesses, gängige Werkzeug- und Matrizenstrategien, die Faktoren, die sich auf die Werkzeugkosten auswirken, Best Practices für die Teilekonstruktion beim Stanzen und den genauen Punkt, an dem das Stanzen die CNCining übertrifft.
| Typische Materialdicke | 0,005 in 0,250 Zoll (0,13 6,4 mm) |
| Standardtoleranz | ±0,005 Zoll (±0,13 mm) |
| Enge / ultrapräzise Toleranz | ±0,001 Zoll bis ±0,0005 Zoll bei Hartmetallwerkzeugen |
| Übliche Materialien | Kohlenstoffarmer Stahl, Edelstahl 304/316, Aluminium, Kupfer, Messing |
| Druckgeschwindigkeit | 20.100 SPM (Formung) bis zu 1.500 SPM (Hochgeschwindigkeit) |
| Benutzerdefinierte progressive Die Kosten | ~$5.000 (einfach) bis $200.000+ (komplex) |
| Kostengünstiges Volumen | Im Allgemeinen Zehntausende Teile/Jahr und mehr |

Metallstanzen ist ein Kaltumformverfahren, bei dem Blech oder Coil Metal in eine Stanzpresse geleitet wird, wo ein Werkzeug und eine Matrize es in die gewünschte Form pressen “Custom” ist das Gegenteil der Katalog-deine Matrize wird für Ihren Teil hergestellt Kraft wird von der Presse bereitgestellt; Form wird durch die Matrize erzeugt.
Mit wenigen Ausnahmen erfolgt das Stempeln bei Raumtemperatur, was es zu einem Kaltumformprozess macht, ein Punkt, der durch verstärkt wird Lehrmaterial für Blech der University of Florida (Heißprägen gilt nur für Materialien, die eine bessere Formbarkeit erfordern).
Das Stempeln ist eine eigene Disziplin, denn es kann jedes Mal genau das gleiche Teil hervorbringen, bei hoher Geschwindigkeit.
Eine Matrize muss genau entworfen und bewährt sein - oder der Prozess kann sie nicht zuverlässig reproduzieren. Beim Metallstanzen ist die Matrize präzise konstruiert, um das Metall ausreichend einzuschränken, sodass die Variation auf Materialcharge und nicht auf Prozessbetreiber zurückzuführen ist. Der Hauptvorteil des Stanzens für Ingenieurteams: Es verändert Ihre wiederkehrenden Arbeitskosten in Ihre anfängliche Werkzeuginvestition.
Ihre anfänglichen Kosten für die Erstellung eines korrekt funktionierenden Matrizen werden über den Produktionslauf verteilt.
Stanzteile bilden die wesentlichen Metallkomponenten vieler Produkte, von Automobilhalterungen und Batteriegehäusen bis hin zu elektrischen Anschlüssen, Gerätepaneelen und -chassis, HLK-Hardware und Beleuchtungskörper.
Wenn ein Produkt ein zweidimensionales oder leicht geformtes Metallteil in großen Mengen benötigt, kann das Stanzen eine gute Passform sein Komplexe Teile oder sogar mäßig 3-dimensionale Teile mit vielen Innenmerkmalen werden im Allgemeinen besser mit der Bearbeitung oder dem Gießen gehandhabt.
Stanzen tauscht wiederkehrende Arbeitskosten gegen eine Erstinvestition in Werkzeug, dieser Trade Off funktioniert jedoch nur, wenn sich Ihre Werkzeugkosten über viele Teile amortisieren Deshalb kommen alle Stanzentscheidungen auf das Volumen an.
Einzelne Stanzvorgänge erledigen in der Regel nicht alle Arbeiten, die erforderlich sind, um ein vollständiges Teil zu formen. Ihr Gesenk ist so konzipiert, dass er eine Reihe von Schritten am Metallwerkstück durchführt, um die gewünschte Geometrie zu erreichen.
Wenn Sie sich mit diesen Schritten vertraut machen, können Sie ein Angebot verstehen und bewerten und dabei alle kostspieligen Funktionen identifizieren, die den Werkzeugprozess vorantreiben können. Unter dem Definition des Metallstanzens, Zu den gängigen Betriebstypen gehören:
Sowohl das Abdecken als auch das Durchstechen sind auf Scherung angewiesen: Das Metall wird zwischen zwei Umgehungs-Werkzeug-Stahl-Abschnitten durchtrennt, die durch einen kleinen, materialspezifischen Spalt getrennt sind.
Biegen, Ziehen, Prägen und Prägen basieren stattdessen auf einer kontrollierten plastischen Verformung. „Das Metall wird umgeformt, nicht geschnitten. Diese Unterscheidung ist wichtig, da die Schneidvorgänge eine Gratkante und eine saubere Kante hinterlassen, während die Formvorgänge zu Rückfederungen und Innenspannungen führen. Hier gilt eine praktische Lektion von Matrizenbauern: Beim Durchstechen eines gewölbten oder geformten Merkmals sollte die gescherte Kante beim Eintreten des Stempels nach unten zeigen, sonst kann das Merkmal reißen.
Die korrekte Sequenzierung von Vorgängen ist die Hälfte des Handwerks im Matrizendesign.
“Wie wird sich mein Teil durch den Würfel bewegen?” ist eine von “welchen Operationen braucht er?” getrennte Frage, vier Produktionsmethoden beantworten ihn, und die richtige hängt von der Geometrie, Größe und dem Jahresvolumen Ihres Teils ab. Dies ist eine der folgenreichsten Entscheidungen in einem Stanzprogramm, da es nach dem Bau des Würfels gesperrt ist.
| Methode | Bestteilprofil | Volumen-Sweet-Spot | Relative Werkzeugkosten |
|---|---|---|---|
| Progressiver Würfel | Kleine bis mittlere flache oder flach geformte Teile, viele Merkmale | Hoch von Tausenden bis Millionen/Jahr | Hoch (ein Multi-Stations-Chip) |
| Transfermatrize | Größere Teile oder Teile, die Funktionen auf mehreren Ebenen benötigen | Mittel- bis Hochvolumen | Hoch (Matrizensatz + Transfersystem) |
| Fourslide / Multi-Slide | Kleine, komplizierte Teile, die auf mehrere Achsen gebogen sind (Clips, Federn) | Mittel- bis Hochvolumen | Moderat; flexible Werkzeuge |
| Tiefziehen | Teile mit erheblicher Tiefe, Schalen, Gehäuse | Mittel- bis Hochvolumen | Hoch; mehrstufige Zeichenwerkzeuge |
In einem Progressive-Chip schiebt die Spule eine Station nach der anderen vor und an jeder Station geschieht ein anderer Betrieb; der fertige Teil wird an der letzten Station freigeschnitten, während der Streifen das Werkstück hindurchträgt, es ist die wirtschaftlichste Strecke für komplexe Teile im Maßstab, genau deshalb dominiert er das Großserienwerk, das im Werkzeugbau stationweise dokumentiert ist Patente wie US 7.055.353 Für progressive Matrizen für Kraftfahrzeuge.
Ein Transferstempel trennt das Teil früh vom Band und bewegt es mechanisch zwischen Stationen, was zu größeren Teilen passt Fourslide Tooling formt ein Teil aus mehreren Richtungen auf einmal und ist ideal für kleine, mehrfach gebogene Bauteile Tiefziehen streckt das Metall durch eine oder mehrere Zugstufen, um Tiefe zu erzeugen (die Frage, die hier zu stellen ist, ist, wie die Zugtiefe im Vergleich zum Teildurchmesser abschneidet, denn tiefe Hohlräume können mehrere progressive Zugstufen benötigen.
Wenn Leute nach den “vier Typen” fragen, meinen sie normalerweise diese vier Produktionsmethoden – progressiv, Transfer, Fourslide und Deep Draw – und nicht die oben behandelten Schneid- und Umformvorgänge. Halten Sie die beiden Listen getrennt, wenn Sie eine Angebotsanfrage schreiben: Geben Sie die Vorgänge an, die Ihr Teil benötigt (es teilt dem Werkzeugmacher mit, welche Funktionen erstellt werden sollen) und lassen Sie den Lieferanten die Methode empfehlen (es hängt von seinem Presseaufgebot und Ihrem Volumen ab).
Die Angabe der Methode selbst kann einen Lieferanten ausschließen, dessen Ausrüstung Ihnen tatsächlich besser dienen würde.
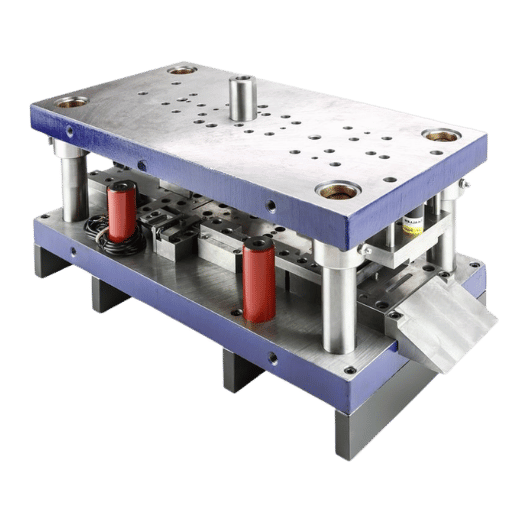
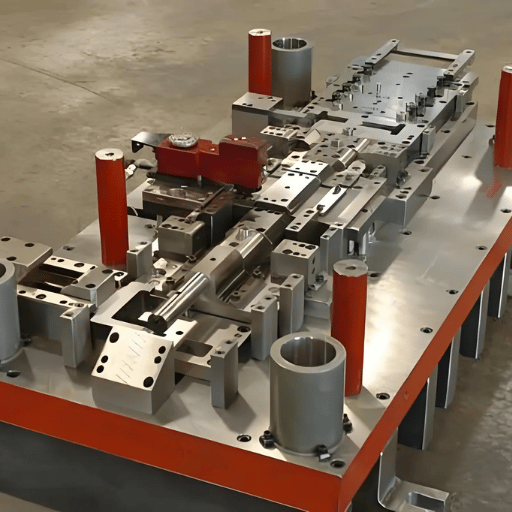
Beim Werkzeug ist das Geld da. Eine Stanzform ist ein einzigartiges, hochpräzises Werkzeug, das ein Stück Blech zu einem definierten Profil schneidet und formt. Die Schneid- und Formteile einer Matrize bestehen aus gehärtetem Werkzeugstahl oder Hartmetall auf Stützen aus Matrizenplatten, Schuhen, Führungsstiften, Abstreifstiften und Federn, wie in The Fabricator's dargestellt Artikelserie Die Basics. Der Bau eines solchen Werkzeugs ist die Definition iterativer Designarbeiten, und Werkzeugmacher berichten, dass sie die Kuppelhöhe und Lochgrößen mithilfe weicher Werkzeuge und einer Fliegenpresse abstimmen, bevor sie die gehärtete Matrize herstellen. Die Schneid- und Formeinsätze werden normalerweise als Ersatzteile hergestellt, sodass bei einem lokalen Fehler nur die Einsätze ausgetauscht werden müssen und nicht die gesamte Matrize. Dies bei Ihrem Anbieter zu bestätigen, ist von entscheidender Bedeutung, da dadurch die Wartungskosten des Werkzeugs anfallen.
Maßgeschneiderte kleine bis mittelgroße Teile erfordern üblicherweise eine progressive Matrize, die von 1 TP4T5.000 für einfache Rohlinge bis $200.000+ für mehrere Stationen reichen kann, und Präzisionsteile mittlerer Größe fallen oft um $15.000-$30.000. Die Gesamtkosten werden in drei grobe Kategorien unterteilt: Material (ca. 20-40% der Kosten), Herstellung und Komplexität (30-50%) und Qualifikation. Jedes Merkmal Ihres Teils benötigt eine Stanzstation, um es zu bilden, also die mehr Funktionen, die mehr Bearbeitung.
Diese $5,000-$200,000-Reihe stellt dar, was ein kundenspezifisches Teil kostet Das Stanzen riesiger Karosserieblechteile für das Erscheinungsbild der Klasse A ist auf einer anderen Ebene Das Erstellen einer vollständigen Matrizenlinie (Ziehen, Trimmen, Flansch und Durchstechen), um ein einzelnes Panel zu bilden, summiert sich normalerweise zu einer vollständigen, mehrbetrieblichen Matrizenlinie von $500,000-$1,000,00, und diese Kosten steigen dramatisch für große Werkzeuge mit Produktionsvolumen Jeder sehr große oder tief gezogene Teil sollte als Kapitalprojekt behandelt werden.
Hier ist der entscheidende Hinweis: Werkzeug ist ein versunkener Preis, den Sie zahlen müssen, bevor das erste verkaufbare Teil existiert. Daher ist die Frage des Volumens (siehe weiter unten) kein Add-on, das später berücksichtigt werden muss, sondern ein integraler Bestandteil des Prozesses, der darüber entscheidet, ob sich der Würfel jemals selbst zurückzahlen wird.
Das Metall, das Sie für ein gestanztes Teil wählen, legt eine Obergrenze für das fest, was die Matrize erreichen kann, und als Daten zum Blechdesign der University of Florida Zeigt, Formbarkeit variiert stark nach Legierung und Temperierung Zu hart und Ihr Werkzeug ist spröde; zu weich und es wird kein geformtes Merkmal in Form halten Ihre Wahl sollte auf den Anforderungen für Formbarkeit, Festigkeit, Korrosionsbeständigkeit und Materialkosten basieren.
| Material | Formbarkeit | Relative Kosten | Typische Verwendung |
|---|---|---|---|
| Kohlenstoffarmer Stahl (0,05 – 31 TP3T C) | Hohe 40%-Dehnung | Niedrigste | Halterungen, Fahrgestell, Strukturteile |
| Edelstahl 304 / 316 | Gut; wärmt beim Umformen aus | Hoch | Medizinische, Lebensmittel, korrosionsexponierte Teile |
| Aluminium (1100, 5052) | Gut; ausgezeichnetes Tiefziehen mit 1100 | Mittel | Leichte Platten, Gehäuse, EV-Teile |
| Kupfer | Leicht zu bilden; work-hardens | Hoch | Elektrische Kontakte, Leiter |
| Messing 260 (70/30-Patrone) | Gute Ziehbarkeit; geringe Umformkraft | Hoch | Terminals, tiefgezogene Kontakte |
| Rotbläser (85/15) | Gute Ziehbarkeit; korrosionsbeständig | Hoch | Dekorative Hardware, Sanitärarmaturen |
| Berylliumkupfer (C17200) | Gut; hohe Dauerfestigkeit nach Altersverhärtung | Sehr hoch | Federn, Schaltkontakte, Steckverbinder |
| Federstahl (1074/1095) | Begrenzt weich, dann wärmebehandelt | Mittel | Clips, Halterungen, Flachfedern |
| HSLA / AHSS Stahl | Mäßiger Rückfederung als Weichstahl | Niederes Mittel | Karosserieteile für Automobilkonstruktionen und Elektrofahrzeuge |
| Verzinktem Stahl | Hohe Zinkbeschichtung kann bei engen Biegungen abblättern | Niedrig | Korrosionsexponierte Halterungen und Paneele |
Dies hat zwei wichtige Konsequenzen: 1. Sowohl Messing als auch Glühstähle mit niedrigem Kohlenstoffgehalt stempeln relativ leicht, was dazu führt, dass kleinere Stanzpressen und Werkzeuge verwendet werden können, die im Allgemeinen länger halten als die, die für Edelstahl benötigt werden - ein subtiler, aber bedeutsamer Bestandteil der Werkzeugkosten. 2. Kaltverfestigende Metalle wie Messing und Edelstahl erhöhen die Härte mit der Verformung. Während diese Funktion hilfreich ist, wenn Sie versuchen, einen fertigen, selbstfedernden Kontaktpunkt zu schaffen, ist sie für ein Teil, das mehrere starke Biegungen erfordert, problematischer Wählen Sie das Metall und die Härte für die stärkste Biegung des Teils aus - nicht das mildeste.

Die meisten designbasierten Kostenüberschreitungen im Zusammenhang mit Werkzeugen könnten vermieden werden. Wenn die technische Zeichnung des Teils die Realität des Stanzens des Materials nicht berücksichtigt, fügen die Werkzeugmacher entweder die Schätzung aus Sicherheitsgründen auf oder bauen ein Werkzeug, das die Gesetze der Physik bekämpft. Die drei größten Übeltäter, die diese Überläufe verursachen, werden unten aufgeführt.
Toleranzen Stanzteil-Toleranzen beginnen im Allgemeinen um ± 0,005 in. (± 0,13 mm); kommerzielle Qualität auf einer einfachen Halterung kann ± 0,010-0,015 in. und ultrahochpräzise Komponenten könnten ±0,001 in. und unter mit der richtigen Hartmetall-Werkzeug, Ein Fehler, den wir oft sehen, ist zu viele Dezimalstellen für die Toleranz | zu haben, die wir von unserer Standard-CAD-Software sehen würden zum Beispiel Jede engere Toleranz wird zu erhöhten Werkzeugkosten und mehr Schrott führen und ist nur auf Funktionen zu implementieren, die berühren, funktionieren oder zusammenpassen Der Rest kann auf kommerzieller Toleranz bleiben.
Bend-Radius – und warum “die Faustregel” falsch ist Oft wird gedacht, dass der minimale Biegeradius auf einem Teil eine Materialstärke (1 T) ist und das ist immer akzeptabel Es ist nicht immer akzeptabel Minimaler Biegeradius ist stark abhängig von Materialart, Temperierung, Richtung Weiche, geglühte Materialien können sich im Allgemeinen nahe 1 T biegen, aber hartes Aluminium und harter austenitischer Edelstahl benötigen Minima von bis zu sechs Mal so viel (6 T), wie belegt durch Informationen zum Blechdesign der University of Florida. Die Biegefähigkeit wird auch stark durch die Walzrichtung beeinflusst. Ein im rechten Winkel zur Walzrichtung gebogenes Teil verhält sich weitaus besser und benötigt viel weniger Radius als ein parallel dazu gebogenes. Im Allgemeinen beginnen Sie bei formbarem, geglühtem Material bei 1-1,5 T für den minimalen Biegeradius und überprüfen Sie die genaue Anzahl für das spezifische zu verarbeitende Material.
“Präzision ist nicht nur ein “Durchlauf” für Erstteilprüfung Ein Gesenk befindet sich in einem konstanten Verschleißzustand und während man sich durch das Produktionschlos bewegt, werden die Teileabmessungen langsam außerhalb der Toleranzen driften, in vielen Fällen könnte ein Teil bei 20.000 Stück und nicht bei 80.000 Stück passieren”
Stellen Sie sicher, dass alle Löcher und Schlitze mindestens 1,5 T von jeder Kante oder Kante entfernt sind Zu nah und das Loch wird verzerrt, wenn es gebildet wird; zu nahe an einer Kante, und es reißt beim Stanzvorgang aus Nehmen Sie geeignete Anpassungen vor, um den Rückfederung der Biegewinkel Rechnung zu tragen, und richten Sie kritische Biegungen senkrecht zur Walzrichtung des Blechs aus. Sie bilden im Allgemeinen viel sauberer. Diese drei grundlegenden Stanzregeln verhindern die überwiegende Mehrheit von Rissen, verzerrten Teilen und Änderungen der Teilabmessungen.
Was ist der teuerste Fehler beim Stanzen eines Teils? Sie werden diese Antwort hassen, aber in vielen Fällen ist die Antwort nichts davon, sondern einfach die Entscheidung, Ihren Teil zum Zitieren/Herstellen zu schicken, ohne Ihren Stanzpartner einzubeziehen. Wir treffen regelmäßig auf Ingenieure, die uns Drucke für Zitate “blind”einreichen.” Wenn wir beginnen, das Teil für die Formgestaltung zu entwerfen, sehen wir oft Geometrie, die Probleme beim Stanzprozess verursachen wird; Funktionen, die kostengünstig auf Papier neu gestaltet werden könnten, um das Stanzen zu erleichtern oder teure Werkzeugfunktionen zu vermeiden. Dieses Fenster schließt sich, sobald wir Ihren Druck erhalten.
Es gibt nur eine Prozessfrage, die Sie stellen müssen: Ist es gestempelt oder ist es bearbeitet? Das ist die klassische, kompromittierende Antwort – es hängt ganz von Ihren Volumina und Ihrer Komplexität ab; und wie Sie sie auf zwei separaten Kurven stapeln, ist klar zu sehen, wo sie aufeinandertreffen.
Geben Sie den Volume Crossover Point (VCP) ein.Wir könnten uns wahrscheinlich Dutzende anderer Möglichkeiten vorstellen, dies zu nennen, aber die Grundannahme ist, dass es das spezifische Volumen der pro Jahr produzierten Teile ist, bei dem die Stückkosten des Teils aus dem Stanzen unter den Kosten pro Teil fallen, wenn es CNC-gefräst wäre, trotz der Werkzeugkosten. Wir möchten, dass unser Teil Pennys kostet. Je niedriger also der VCP, desto besser, zumal unter diesem Schwellenwert das CNC-Fräsen jedes Mal gewinnen wird (weil es an Werkzeugkosten mangelt). Die allgemeine Faustregel in der Branche, die irgendwo innerhalb der “niedrig Zehntausend” gebildeten Stücke liegt, könnte darauf hindeuten, dass es sich um ein Teil pro Jahr eher um “Mehr als mehrere Zehntausend Stück”ver-Mehr“ver-Mehr als „Mehr als Teil handelt.”.
“In vielen Fällen senkt progressives Stempelprägen den Stückpreis und erhöht gleichzeitig die Vorlaufkosten für Werkzeuge. Anstatt zu fragen “ist es billiger”, fragen Sie “ab welchem Volumen erzielen wir mit progressiv die größte Rendite?”
Eine logische Reihenfolge für Teile mit unsicherer Nachfrage: ein kurzer Produktionslauf über CNC-Bearbeitung oder eine kundenspezifische Werkzeugmatrize, gefolgt von der Umstellung auf progressive Matrizenwerkzeuge, sobald die Volumina so stark ansteigen, dass die Matrizenverwendung gerechtfertigt ist. Wenn die Geometrie jedoch Freiheit erfordert und eine CNC-Bearbeitung erfordert, was für die Funktionalität Ihres Teils wichtig ist – – – CNC-Bearbeitung Von Natur aus für gering - bis mittelvolumige und komplexe, dreidimensionale Designs geeignet ist.
“Wie viel wird dieser Teil kosten” ist unmöglich auf eine Art zu beantworten aber es ist einfach zu erklären wie wir dort ankommen Jeder Preis wird aus 4 Variablen konstruiert (oder “Hebel” wie ich es der Einfachheit halber nenne “4-Lever Stamped-Part Cost Model”):
Es greift alle vier Hebel gleichzeitig an: wertet die Werkzeuge ab, nutzt die Rohstoffkosten und fördert schnellere Setups.
Ist Stanzen “rentabel” oder ein guter Wert? wird beides, sobald das Jahresvolumen groß genug ist, um die Die-Kosten zu verteilen Ein $30.000 progressiver Die fügt jedem von 10.000 Teilen $3.00 hinzu, aber nur $0.30 an jedem von 10.000 Die ändert sich nicht, die Mathematik schon Deshalb öffnet sich ein Stanzzitat immer mit einer Frage zum Jahresvolumen Ihres Projekts, bevor es einen Stückpreis nennen kann.
Vorlaufzeit fällt Die Build- und Probetraining dauert je nach Komplexität meist Wochen bis Monate und diese Uhr läuft spät US Bureau of Labor Statistics Daten zeigen den Werkzeug-und-Matrize-Handel schrumpfen (siehe Abschnitt Ausblick) Produktionsläufe, nachdem ein Matrize validiert wurde, sind schnell; man kann Zehntausende Teile aus einer Schnellprägepresse in einer Schicht herausholen.
Bereiten Sie Ihr Programm auf der Grundlage der Uhr vor, die mit Werkzeugen und nicht mit der Produktion verbunden ist, und bereiten Sie sich auf eine erste Artikelprüfung und PPAP-Einreichung vor und stellen Sie vor dem vollständigen Produktionsstart Mittel bereit.
Zwei beliebige Lieferanten könnten den gleichen Teil zitieren und trotzdem stark divergierende Programme liefern, zwar Leistungsfähigkeit, akzeptable Toleranz, Preis sind die primären Parameter (6 reicht es nicht aus, lassen Sie uns eine strukturierte Bewertung verwenden.
Hier ist die 7-Punkte-Stanzlieferanten-Scorecard:
Besonders hervorzuheben sind zwei Punkte. Erstens für den Automobilkäufer, IATF 16949 Die Zertifizierung ergänzt die grundlegenden Qualitätsstandards eines Lieferanten für Metallstanzung mit Automobilqualitätsanforderungen wie APQP, PPAP, FMEA, MSA und SPC. PPAP ist häufig das erforderliche Vertragsdokument, das bestätigt, dass ein Teil die Design- und Herstellungsspezifikationen bei Volumenzinsen erfüllt. Zweitens möchten Sie einen seriösen Lieferanten, dessen Pressen entsprechend betrieben werden OSHA 29 CFR 1910.217’Die Vorschriften über sichere Betriebsstelle, Matrizeneinstellsteuerung und sichere Betriebsabläufe – diese sind ein implizites Signal einer gut geführten Werkstatt. Schließlich untersuchen und fordern Sie für komplexe, dreidimensionale Teile, die außerhalb des Rahmens typischer Stampfer liegen, parallele Angebote an a Präzisions-CNC-Bearbeitungsservice Gleichzeitig fordern Sie Ihre Stempelnotierungen an.

Drei Schichten müssen als Leitfaden für alle Entscheidungen zur Beschaffung von Stempeln dienen, die für die Programme 2026 getroffen werden.
Die weltweite Nachfrage nach Metallprägungen wächst im Jahresvergleich um etwa 4,4 Prozent und steigt von geschätzten 1 TP4T254 Milliarden im Jahr 2025 auf $265 Milliarden im Jahr 2026, wobei der Automobilsektor aufgrund der steigenden Nachfrage nach Batteriegehäusen und Karosseriestrukturkomponenten für die Herstellung von Elektrofahrzeugen ein Wachstum anführt Das Angebot ist entsprechend automatisierter geworden, wobei Roboterzuführung, automatisierter Transfer und Inline-Inspektion eher die Norm als die Ausnahme sind.
Der Rückgang der Stellenangebote für Maschinisten, Werkzeug- und Formenbauer in den USA wird laut BLS-Prognosen im Jahresvergleich zwischen heute und 2034 durchschnittlich etwas mehr als 2 Prozent betragen; Dies bedeutet, dass es neben geschätzten 34.200 neuen jährlichen Öffnungen als Ersatz für ausscheidende Arbeitnehmer einfach nicht so viele Handwerker für Stanzvorgänge und längere Vorlaufzeiten für Werkzeuge geben wird. Jüngste Patentanmeldungen, die von der additiven Fertigung entwickelte und im Prototyping gebaute Stanzformen mit adaptiver Vergütung abdecken, zeugen von einem industriellen Streben nach Werkzeugen, die weniger auf hochqualifizierte Handwerker angewiesen sind.
Zölle sind jetzt ein Einzelposten Seit dem 4. Juni 2025 stehen die Zölle gemäß Abschnitt 232 auf importierten Stahl und Aluminium bei 501TP3 T, und am 19. August 2025 haben die Vereinigten Staaten 407 Derivatproduktcodes zu dieser 501TP3 T-Liste hinzugefügt, eine Liste, die ausdrücklich Metallformwerkzeuge und Stanzwerkzeuge erreicht, wie dokumentiert von US-Zoll- und Grenzschutz und Forschungsdienst des Kongresses Analyse. Material, das ausschließlich aus Stahl hergestellt wird, geschmolzen und gegossen, Aluminium oder Aluminium geschmolzen und gegossen, ist ausgenommen, das in den Vereinigten Staaten geschmolzen wird. Also bevor ein 206-Programm fortfährt, bestätigen Sie, dass das Material des Lieferanten und die importierten Werkzeuge ihren Ursprung haben; Antwort verschiebt Ihre angelandeten Kosten jetzt um zwei Ziffern.
Beim Metallstanzen handelt es sich eigentlich um eine Art Hochvolumen-Herstellungsverfahren, bei dem maßgeschneiderte Werkzeuge, spezielle Matrizenpressen und Werkzeugsätze verwendet werden, um genau dasselbe Stück für Stück mit hoher Geschwindigkeit herzustellen. Im Allgemeinen besteht die Metallherstellung aus mehreren verschiedenen Ansätzen zum Schneiden, Biegen sowie zum erneuten Zusammenbau von Metall, beispielsweise Pressbremse, Laserschneiden sowie Schweißen für Komponenten mit höherem Volumen oder großen Bauteilabmessungen. Das Stanzen erfordert eine Vorab-Werkzeuginvestition; Die meisten Fertigungsarbeiten sind nicht erforderlich.
Als Faustregel gilt, dass die Fertigung Prototypen und geringen Volumina entspricht, während das Stanzen die Rolle übernimmt, sobald Zehntausende ein Teil benötigen.
Progressive Werkzeuge für gängige kundenspezifische Teile beginnen typischerweise bei etwa $5.000 (für einen einfachen Stanzstempel) und laufen bis zu $200.000 oder höher (für ein Multi-Station-Tool mit mehreren Operationen) Hochpräzise Mittelmaß-Matrizen fallen typischerweise in die Kategorie $15.000$30.000 Große Automobil-Karosserieblech-Matrizenleitungen sind wieder eine andere Kategorie und können $500.000 bis $1.0000 und darüber hinaus laufen.
Größe, Anzahl der Merkmale, Komplexität der Form, enge Toleranzen, erforderliche Werkzeuglebensdauer – jede Funktion, die in das Teil integriert ist, erfordert eine Die-Station.
Die Vorlaufzeit läuft auf zwei verschiedenen Uhren Zunächst geht es um die Build und Tryout, deren Fertigstellung je nach Komplexität einige Wochen bis mehrere Monate dauern kann - eine Uhr unter mehr Druck, da spezialisierte Werkzeugmacher schwer zu finden sind Laufen auf der zweiten Uhr ist Produktion: Sobald die Matrize validiert wurde, kann eine Produktionslinie sehr schnell Zehntausende von Stücken produzieren.
Budget basierend auf der Matrizenuhr, auch unter Berücksichtigung der Zeit für eine Inspektion des ersten Artikels, sowie der PPAP-Genehmigung für Automobilprodukte vor der Freigabe an die Hauptleitung. Sollte eine Frage offen bleiben, wie viel Volumen zunächst benötigt wird, um das Programm während der Entwicklung der Matrize am Laufen zu halten, kann ein Programm mit bearbeiteten oder kurzlebigen Teilen beginnen.
Geben Sie uns Ihre Zeichnung und das angestrebte Jahresvolumen für eine Prozessempfehlung und ein Angebot an Für ein kompliziertes, dreidimensionales oder vorvolumiges Teil könnte der Einsatz von Bearbeitung angemessener sein.
Dieser Leitfaden wurde aus öffentlich zugänglichen technischen Referenzmaterialien, Fachzeitschriftenpublikationen, Quellen der US-Regierung und Standardspezifikationen entwickelt und dann vom Le-Creator-Herstellungsteam auf technische Solidität überprüft. Kostenbereiche und Toleranzen entsprechen der besten Schätzung von Anfang 2026 auf der Grundlage typischer Industriestandards, hängen jedoch stark von Geometrie, Material und Werkstatt ab. Betrachten Sie nur diese Planungszahlen.









