


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.



Kohlenstofffaseranwendungen in allen Branchen: Eigenschaften, Verwendung und Bearbeitungsmethoden
Kohlefaser (im internationalen und britischen Sprachgebrauch auch als Kohlefaser geschrieben) ist ein leichtes Strukturmaterial aus dünnen Strängen von Kohlenstoffatomen mit einem Durchmesser von jeweils 5 10 Mikrometern, die in einer kristallinen Ausrichtung verbunden sind, die hohe Festigkeit und Steifigkeit liefert. Wenn der resultierende Verbundstoff in eine Epoxid- oder Polymermatrix eingebettet wird, um kohlenstofffaserverstärktes Polymer (CFK) zu bilden, übertrifft er Stahl mit einem Bruchteil des Gewichts.
Von den Tragflächen einer Boeing 787 bis zur Gabelung eines maßgeschneiderten Rennrads umfassen Kohlefaseranwendungen mittlerweile fast jeden technischen Sektor. Dieser Leitfaden behandelt, wo Kohlefasern verwendet werden, warum Ingenieure sie wählen, wie Teile hergestellt werden und wo alternative Materialien vorzuziehen sind – mit echten Daten, kein Werbehype.
Für Teams, die fertige Teile benötigen, gilt, Carbonfaser CNC Bearbeitung Bei Le-creator werden rohe ausgehärtete Laminate in Komponenten mit enger Toleranz umgewandelt, die für den Zusammenbau bereit sind.
Kohlenstofffaser, in den meisten technischen Kurzschriften als Kohlenstoff bekannt, besteht aus entlang der Faserachse ausgerichteten Strängen aus Kohlenstoffatomen. Diese Kristallausrichtung verleiht dem Material seine entscheidenden mechanischen Eigenschaften: hohe Zugfestigkeit, hohe Steifigkeit (Modul) und ein hohes Gewichtsverhältnis, das fünfmal stärker ist als Stahl pro Kilogramm, aber das Material wiegt weniger als ein Viertel so viel.
Zwei Hauptvorläufertypen dominieren die Produktion:
Moderne Kohlefaser durch zwei separate Fäden Thomas Edison karbonisierte Bambusfilamente für Glühlampenfilamente aus dem Jahr 1879 zeichnet eine funktionelle Verwendung von hochkohlenstoffhaltigem Material zurück, wenn auch kein struktureller Verbundwerkstoff. Die Neuzeit begann 1958, als Roger Bacon, der bei Union Carbide arbeitete, die ersten Hochleistungs-Kohlenstofffasern herstellte, indem er Rayon bei extremen Temperaturen karbonisierte. Die kommerzielle Einführung von Kohlefasern in der Luft- und Raumfahrt wurde in den 1970er Jahren aufgenommen, als Karbonisierungs- und Oberflächenbehandlungsprozesse reiften.
In der Praxis wird Kohlefaser immer in einem Verbundwerkstoffsystem verwendet. Das Polymer wird unter Wärme und Druck mit einer Polymermatrix (typischerweise Epoxidharz) kombiniert. Dieser kohlenstofffaserverstärkte Verbundstoff (CFK) ist das, was Ingenieure spezifizieren, nicht blanke Faserstränge. Seine Matrix überträgt Last zwischen Fasern, sorgt für Korrosionsbeständigkeit und hohe chemische Beständigkeit und definiert die Wärmedecke des Teils.
Physikalische Eigenschaften und Prüfstandards von Kohlefasern werden gemäß ASTM D4018 (Standardtestmethoden für Kohlefaserkabel) und ISO 10618:200 (Kohlenstofffaserbestimmung der Zugeigenschaften von imprägniertem Garn) gemessen. Diese Standards definieren, wie Modul von Kohlefaser und Bruchfestigkeit werden kommerziell angegeben.
| Eigentum | Kohlefaser (CFK) | Stahl (AISI 1010) | Aluminium 6061-T6 | E-Glas-Fiberglas |
|---|---|---|---|---|
| Dichte | 1,55 g/cm³ | 7,9 g/cm³ | 2,7 g/cm³ | 2,54 g/cm³ |
| Zugfestigkeit | 1.43.0 GPa | 0,40,55 GPa | 0,31 GPa | 1.53.5 GPa |
| Young-modul | 150 250 GPa | ~200 GPa | ~69 GPa | ~72 GPa |
| Spezifische Stärke | ~5× Stahl | Ausgangswert | ~1,5× Stahl | ~2× Stahl |
| Niedrige thermische Expansion | Ja (nahe Null axial) | Mäßig | Mäßig | Mäßig |
All diese mechanischen Eigenschaften erklären die Vorteile von Kohlefasern bei vielen Anwendungen. Schwierigkeiten bei der Herstellung von Kohlefasern führen jedoch auch zu erheblichen Kompromissen. Kosten, Fehlerverhalten bei Brüchen und Recycling sind alle Grenzen, bei denen CFK technisch sinnvoll ist.
Kein Teil der Flugzeugindustrie hat die Leichtbau-Kohlenstofffaser-Verbundtechnologie stärker vorangetrieben als die kommerzielle Luft - und Raumfahrt Strukturell ist der Fall unkompliziert: Jedes kg Gewicht, das einem Flugzeug entzogen wird, hat Auswirkungen auf den Treibstoffverbrauch während der gesamten Lebensdauer dieses Flugzeugs, wenn es skaliert wird, sind diese Zahlen schlüssig.
Boeing 7 Dreamliner 87 Das Flugzeug mit 50 TTP3 besteht aus gewichtsmäßig CFK-Primärrumpfabschnitten und Tragflächen Die Verbundstruktur ergibt laut Boeing einen um 201 TP besseren Treibstoffverbrauch als Flugzeuge vergleichbarer Größe der vorherigen Generation und die Konstruktion besteht aus 40.00050.000 weniger Befestigungselementen als eine gleichwertige Al-Struktur Weniger Befestigungselemente bedeuten weniger Ermüdungsauslösungspunkte und geringere planmäßige Wartungskosten über die 30-jährige Lebensdauer des Flugzeugs.
Airbus A3 XWB 5031TP3-Flügel mit einer Tragfähigkeit von 350,31, die allein etwa 22 Meter lang und 6 Meter breit sind und damit zu den größten einteiligen kohlenstofffaserverstärkten Polymerstrukturen überhaupt gehören.
Militärplattformen „F-35 Light Lightning II verwendet etwa 35 TP3T-Verbundwerkstoffe nach Gewicht der Flugzeugzelle. Hochwärmige Zonen rund um das Triebwerk verwenden Bismaleimid-Harzsysteme (BMI) anstelle von Standard-Epoxidharzsystemen, wodurch die thermische Decke über 200°C hinaus verschoben wird. Die Anwendung von Kohlefasern in Kampfflugzeugen in der Luft- und Raumfahrt wird größtenteils durch die Reduzierung des Radarquerschnitts und des Radarfilmes bestimmt Gewicht.
Die NASA-Initiative Superlightweight (SAC) von NASA Research 251TP3 hat geschätzt, dass mit CNT-verstärkten Verbundwerkstoffen im Vergleich zu typischen CRT-Architekturen zusätzliche Masseneinsparungen von 251TP3 erzielt werden könnten, obwohl die Vergrößerung der Fertigung weiterhin ein Hindernis darstellt.
SpaceX Starship-Fallstudie SpaceX entschied sich öffentlich für Edelstahl gegenüber kohlenstoffverstärkten Polymeren für Starship, nachdem zunächst CF in Betracht gezogen wurde. Die von C genannten Gründe waren aufschlussreich: Rohstoffkosten ($3/kg für Stahl vs. etwa $135/kg für CF in der Luft- und Raumfahrt), Betriebstemperaturobergrenze (Edelstahl überlebt Wiedereintrittswärme bei 815°C; CFK-Matrix-Abbau über etwa 200°C) und kryogenes Treibmittelverhalten (Stahl gewinnt an Festigkeit nahe den Temperaturen von flüssigem Sauerstoff/Methan). Diese Entscheidung zeigt, dass selbst in einer Anwendung, die von leichten Kohlenstofffaserverbundstoffen dominiert wird, Materialauswahl muss für das gesamte Missionsprofil berücksichtigt werden.
Im Jahr 2024 wurde der globale Markt für Kohlefasern in der Luft - und Raumfahrt auf ca. $5,75 Milliarden geschätzt, mit Prognosen, die bis 2030 10,68 Milliarden TP4T erreichen werden, bei Verwendung in der Luft - und Raumfahrt macht Kohlefaser 32431TP3 T Gesamtbedarf an CF aus, was sie zur Branche mit dem größten Verbrauch eines einzigen Unternehmens macht.

Innerhalb der Automobilindustrie etablierte sich Carbonfaser-Verbundwerkstoffe 1 als glaubwürdiges Strukturmaterial für Bodenfahrzeuge. Ein Formel-1-Chassis, eine Formel-Sicherheitszelle, die den Fahrer umgibt, kann nur 3 kg in Kohlefaserform wiegen. CFRP-Verbundwerkstoffe machen etwa 851 TP3T des Gesamtvolumens eines modernen F1-Autos aus, tragen aber nur etwa 201 TP3T seiner Masse bei. Gemäß den technischen FIA-Vorschriften von 2026 beträgt das Mindestgewicht des Autos 768 kg, ein Ziel, das mit Primärstrukturen aus Stahl oder Aluminium physikalisch nicht erreicht werden kann.
Der erfolgreiche Einsatz von CF im Motorsport zur Gewichtsreduzierung hat sich in die Straßenautoproduktion eingebrannt. Das Elektrofahrzeug i3 von BMW verwendete eine CFK-Lebensmodul-Karosseriestruktur, die im Vergleich zu einem herkömmlichen Stahläquivalent etwa 350 kg einsparte. BMW meldete bei der Markteinführung, dass CFK 50% leichter als Baustahl und 30% leichter als Aluminium für gleichwertige lasttragende Abschnitte ist.
Elektrofahrzeuge sind für Kohlefaserprodukte geworden. Laut US-Energieministerium führt eine Reduzierung des Fahrzeuggewichts um 101 TP3T zu einer starken Verbesserung des Pull3-Bereichs um 681 TP. Eine Beziehung, die Leichtbaumaterial auf Batteriepack-Ebene kostengünstig macht Allein die Batteriegehäusebeteiligungen für Elektrofahrzeuge werden voraussichtlich von einem 1-TP4T250-Millionen-Markt im Jahr 2025 auf 1-TP4T3,5 Milliarden im Jahr 2033 wachsen, da die Autohersteller Gewicht, Unfallschutz und Wärmemanagement bei der Packungsgestaltung ausgleichen.
McKinsey schätzt die Herstellungskosten für Gewichtseinsparungen durch Kohlefaserverbundwerkstoff auf etwa 8 EUR 10 pro eingespartem Kilogramm, im Vergleich zu Fahrzeuglebensdauerkraftstoff- oder Energieeinsparungen, die diesen Wert in Leistungs- und Premiumsegmenten oft übersteigen. Die Wirtschaftlichkeit ist in der Massenproduktion enger, weshalb die meisten Fahrzeuge auf dem Massenmarkt immer noch Kohlefaserverbundwerkstoffe für Trimm- und Akzentplatten anstelle der Primärstruktur verwenden.

Hersteller von Sportgeräten haben Kohlefaser länger verwendet, als die meisten Menschen vermuten Fahrradrahmen sind das sichtbarste Beispiel: Ein serienmäßiger CF-Rahmen wiegt 7001,100 g gegenüber 1.4001.800 g für ein gleichwertiges Aluminiumdesign. UCI-Wettbewerbsregeln legen das Mindestgewicht des Fahrrads auf 6,8 kg fest. Eine Grenze, die besteht, weil Hersteller leichter werden könnten, was Sicherheitsfragen zum Aufprallverhalten bei Renngeschwindigkeiten aufwirft. Frühe Rennräder aus Stahl wogen 15 kg oder mehr; Der Abstand zu einem 6,9 kg schweren CF-Rennrad stellt etwa 55 Jahre Verbundentwicklung dar.
Golfschlägerwellen in den 1980 er Jahren maßstabsgetreu von Graphit (CF-basiert) umgestellt, eine Graphitwelle läuft 5080 g gegenüber 100130 g für Stahl, und die Massenreduktion verschiebt das Schwunggewichtsprofil des Schlägers, um eine schnellere Kopfgeschwindigkeit zu ermöglichen, eine direkte Leistungszunahme messbar in der Kugelaustrittsgeschwindigkeit.
Angelruten und Tennisschläger folgen einer ähnlichen Logik: Kohlefaser sorgt für Festigkeit und geringes Gewicht, das Glasfaser bei den gleichen Querschnittsabmessungen nicht erreichen kann Eine CF-Angelrute ist typischerweise 501TP3 T leichter als ihr Gegenstück aus Glasfaser und ermöglicht das Gießen von 201TP3 T aufgrund der verbesserten Spitzenreaktion weiter.
Bis 2023 wurde der Markt für Sportverbundwerkstoffe auf $3,82 Milliarden geschätzt und wuchs mit einer CAGR von 5,81TP3 T, wobei Kohlefaserverbundwerkstoffe etwa 511TP3 T Marktanteil innerhalb der Sportartikelindustrie halten.
️ Warnung: CF-Modus für den Ausfall von Sportgeräten
Fahrradrahmen und Tennisrahmen aus Kohlefaser versagen katastrophal beim Aufprall. Unterirdischer Bruch ohne sichtbare Biegung vor dem Bruch, im Gegensatz zu Aluminium, das sich nach und nach verformt. Die Delaminierung der Oberfläche ist nach einem Aufprallereignis mit bloßem Auge unsichtbar. Peer-reviewte Untersuchungen (NIH/PMC; Wiley/SPE) dokumentieren Fälle, in denen Rahmen nach Abstürzen unbeschädigt erschienen, aber unter nachfolgender normaler Belastung strukturell versagten. Jeder CF-Rahmen, der an einem erheblichen Aufprall beteiligt ist, sollte vor der weiteren Verwendung von einem Spezialisten untersucht werden.

Die praktische Anwendung von Kohlefasern findet weiterhin neue Anwendungen, die weit über die Luft- und Raumfahrt und den Sport hinausgehen, in Bereichen, in denen die Kombination aus geringem Gewicht, Steifigkeit und an die Biokompatibilität angrenzenden Eigenschaften echte funktionale Vorteile schafft.
Kohlefaser wird in der medizinischen Industrie häufig für Prothesen, Fluoroskopie- und CT-Tischplatten sowie Griffe chirurgischer Instrumente verwendet. Prothetische Laufblätter, einschließlich derjenigen, die bei Paralympics-Wettbewerben verwendet werden, sind auf die zurückfederbare Energiespeicherung von CF angewiesen, die Glasfaser nicht bei gleicher Abschnittsdicke reproduzieren kann. Röntgentische verwenden CF, weil das Material strahlendurchlässig ist: Röntgenstrahlen passieren mit geringer Dämpfung, was Ärzten eine ungehinderte Bildgebung ermöglicht, ohne den Patienten zu bewegen. Die Literatur von NIH/PubMed bestätigt CF-Strahlstärke als Standardmaterialspezifikation für diagnostische Bildgebungsgeräte.
Bis moderne Windkraftanlagen eine Länge von 80-100 Metern erreichen, muss die strukturelle Holmkappe, die sich über die gesamte Länge des Rotorblatts erstreckt, atemberaubenden Mengen an Biegebelastung standhalten und gleichzeitig so wenig Masse wie möglich zum bereits elastischen Spinnsystem beitragen. Bei diesen Längen bieten Kohlefaser-Sparkappen das Steifigkeits-Gewichts-Verhältnis, das Glasfasern allein bei einer Spannweite von 90+ Metern nicht liefern können. GWEC (Global Wind Energy Council) meldete 117 GW neue Windkapazität, die im Jahr 2023 installiert wurde, einem Rekordjahr, in dem Windenergie nach der Luft- und Raumfahrt das zweitgrößte Verbrauchssegment für Kohlefasern ist, das etwa 251 TP3 TTP-M-Weltmaterial verbraucht.
Für die Strukturreparatur sind Kohlefaserverstärkungsstreifen und -hüllen eine Standardmethode zur Verbesserung der Festigkeit bestehender großflächiger Betonkonstruktionen wie Brückensäulen, Parkdecks und Balkenuntersichten, ohne dass die Gewichtseinbußen durch ein hinzugefügtes Stahlgerüst oder die Störung eines Wiederaufbauprojekts entstehen Es hat sich gezeigt, dass Kohlefaserhüllen die ursprüngliche Lasttoleranz wiederherstellen oder sogar überschreiten, wenn sie zur Verstärkung korrodierter, beschädigter oder unzureichend konstruierter Betonelemente verwendet werden. Mit steigenden globalen Budgets für die Brückensanierung wächst auch die Anwendung von Kohlefaser auf zivile Infrastruktur.
Rennyachtrümpfe und Mastsysteme verwenden CFK, seit der America's Cup-Wettbewerb Anfang der 1990er Jahre auf Verbundbauweise umgestellt wurde. Die Korrosionsbeständigkeit in einer Salzwasserumgebung ist ein erheblicher Vorteil gegenüber Metall. Keine galvanische Zelle, keine Oxidation, keine Schutzbeschichtung erforderlich. Hochleistungs-Offshore-Rennboote verwenden jetzt CF, um Rumpfhäute, Schotte und Deckstrukturen herzustellen, bei denen jedes eingesparte Kilogramm die Geschwindigkeit erhöht.
Globale CF-Nachfrage nach Sektoren (ungefähre Anteile)
Die gängigen Verwendungszwecke von Kohlefasern in diesen Industrien haben alle die gleiche Grundlogik: Die primäre Verwendung von Kohlefaserverbundwerkstoffen besteht darin, eine bestimmte strukturelle Belastung mit der minimal möglichen Masse zu tragen, in einer Umgebung, in der Korrosion oder chemische Exposition ungeschützten Stahl ausschließen Wenn diese Bedingungen vorliegen, haben Kohlefaserverbundwerkstoffe unter herkömmlichen technischen Materialien kein direktes Äquivalent.
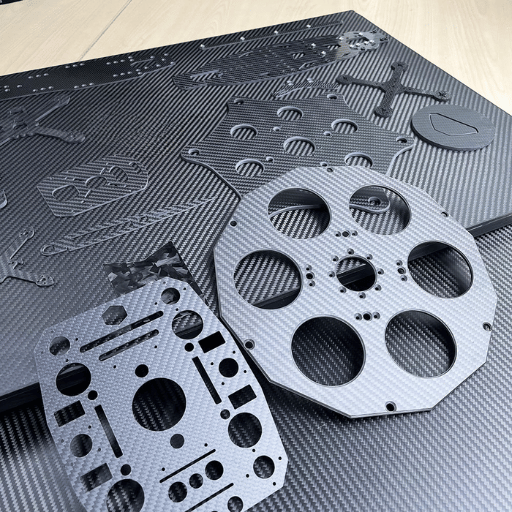
Für industrielle Käufer, die fertige Kohlefaserteile anstelle von Rohlaminaten benötigen, Kohlefaser Teile Zum Drucken bearbeitet sind über das 80-Maschinen-Produktionszentrum von Le-creator in Shenzhen (für Industrie-, Medizin- und Elektronikkunden erhältlich.

Die Herstellung von Kohlefaserverbundteilen beginnt mit einem Kohlefaser-Kabel – Tausende einzelner Kohlenstofffilamente in einem einzigen Strang – kombiniert mit einer Polymermatrix, typischerweise Epoxidharz, um leichte Verbundwerkstoffe zu bilden. Welche Herstellungsmethode ausgewählt wird, bestimmt die Teilegeometrie, Faserorientierung, Toleranz und Produktionsvolumen.
| Methode | Am besten für | Toleranz | Volumen |
|---|---|---|---|
| Handaufteilung | Benutzerdefinierte Formen, Prototypen | ±0,5 mm | Niedrig |
| Autoklavenformen | Strukturteile für die Luft - und Raumfahrt | ±0,1 mm | Mittel |
| Filamentwicklung | Zylinder, Rohre, Druckbehälter | ±0,2 mm | Medium High |
| CNC-Bearbeitung | Präzisions-Nachhärteveredelung | ±0,01 –0,05 mm | Irgendwelche |
Die CNC-Bearbeitung nach dem Aushärten ist die Standardmethode, um geformte Kohlefasermaterialien zur endgültigen Maßspezifikation zu bringen. CFK-Platten und -Profile nach dem Aushärten erfordern Beschneiden, Bohren und Konturieren, um Lochpositionen, Kantenprofile und die Ebenheit der Passfläche zu erreichen, die das Formen allein nicht garantieren kann. Dieser Prozess bringt drei technische Herausforderungen mit sich, die die CF-Bearbeitung von der Metallbearbeitung unterscheiden:
- Pro Tipp: Staubextraktion ist nicht verhandelbar
Kohlefaserstaub stellt eine alveolengängige Partikelgefahr gemäß OSHA 29 CFR 1910.1000 dar. Fasern mit einem Durchmesser von weniger als 3 Mikrometern erreichen die Atemwege. Alle in der Werkstatt bearbeiteten Kohlefaserverbundwerkstoffe müssen über ein spezielles Staubabsaugsystem verfügen, nicht über ein allgemeines Vakuumsystem mit HEPA-Filtration. Bediener benötigen Atemschutzgeräte, Nitrilhandschuhe und Augenschutz von N95 oder P100. Fertige CF-Produkte im Einsatz stellen keine Inhalationsgefahr dar; Das Risiko besteht ausschließlich in der Bearbeitungs- und Schneidumgebung.
Die Perspektive von Le-creator auf die Carbonfaserbearbeitung ergibt sich aus der direkten Produktionserfahrung Mit 17+ Jahren in der CNC-Bearbeitung und einer Anlage, die 80+-Maschinen betreibt, verarbeitet das Team Carbon-Verbundwerkstoffe und Matrix-Verbundwerkstoffe für Gehäuse medizinischer Geräte, Elektronikgehäuse und industrielle Präzisionskomponenten. Richtige Armaturenkonstruktion zur Verhinderung von Delaminierung und Disziplin zur Verwendung von Werkzeugen. Saubere Produktionsteile von Schrott.
Teams beschaffen fertige Komponenten können überprüfen Kohlefaserbearbeitung Fähigkeiten und fordern Zitate direkt an Bei komplexen Profilen oder Lochmustern mit enger Toleranz in kohlenstofffaserverstärkten Verbundwerkstoffen fängt die frühe DFM-Überprüfung (Design for Manufacturability) Probleme mit der Ausrichtung des Aufbaus auf, bevor Werkzeugwege geschnitten werden.
Verstehen Wie Präzisionsbearbeitung Rohkohlefaser in fertige Komponenten verwandelt Auch für Konstrukteure ist es wichtig, Toleranzen anzugeben: Geformte CFK-Oberflächen betragen typischerweise ±0,30,5 mm, während CNC-bearbeitete Merkmale Toleranzen von ±0,02 µm,05 mm halten können, was eine 10-Fertig-Verbesserung darstellt, die oft für die Verbindung von Schnittstellen in Baugruppen von entscheidender Bedeutung ist.
Als vielseitiges Material in der Hochleistungstechnik zieht Kohlefaserverbund den Vergleich zu Glasfaser, Kevlar, und Aluminium Alle sitzen innerhalb des gleichen allgemeinen Bereichs der Leistung/Gewicht/Kostenraum, Was zu verwenden wirklich hängt davon ab, welche Eigenschaften sich als Last-Pfad kritisch für die spezifische Anwendung herausstellen.
| Faktor | Kohlefaser | Glasfaser | Kevlar | Aluminium |
|---|---|---|---|---|
| Stärke-zu-gewicht | Ausgezeichnet | Gut | Ausgezeichnet (Spannung) | Gut |
| Kosten pro kg | $15 –100+ | $2 – 5 | $20 – 40 | $2 – 4 |
| Schlagfestigkeit | Arm (spröde) | Gut | Ausgezeichnet | Gut |
| Temperaturgrenze | ~200°C (Epoxidharz) | ~300°C | ~150°C | ~150°C |
| Korrosionsbeständigkeit | Ausgezeichnet | Gut | Ausgezeichnet | Mäßig |
| Recyclingfähigkeit | Schwierig | Mäßig | Schwierig | Einfach |
End-of-Life-CFRP ist ein echtes Problem in der Verbundwerkstoffindustrie. Pyrolyse (thermische Zersetzung) und Solvolyse (Auflösung der chemischen Matrix) können Fasern mit 80 901 TP3T neuer mechanischer Fasereigenschaften zurückgewinnen, aber beide Prozesse sind energieintensiv und kostspielig. Die Geschichte der Kohlenfasernutzung 1958 vom Carbide-Labor von Roger Bacon auf einen globalen Markt mit 1 TP4T5,75 Milliarden Euro im Jahr 2024 (die Entwicklung der Recyclinginfrastruktur ist rasant. Kreislaufwirtschaftsinitiativen rund um Kohlenstofffasern nehmen zu, aber recyceltes CF stellt immer noch einen kleinen Teil des Gesamtlebensmarkts dar Liefermaterial-FRP für neue Entscheidungen zur Designers-Entwicklung von Designern.
Für Unternehmen, die bereits mit Kohlefaserverbundwerkstoffen arbeiten und bearbeitete Komponenten benötigen, Der Carbonfaser-Bearbeitungsservice von Le-creator Bietet CNC-Führung, Bohren und Veredeln für CFK-Teile mit Toleranzen bis zu ±0,02 mm und vollständiger Staubabsaugung.

Fahrradrahmen, Golfschlägerschäfte, Laptopschalen, High-End-Gepäck, Automobilverkleidungsplatten, Telefonhüllen und Kamerastativbeine verwenden alle Kohlefaserverbundwerkstoffe. Das Material taucht überall dort auf, wo ein Hersteller die Kostenprämie durch messbare Gewichts- oder Steifigkeitsgewinne rechtfertigen kann.
Luft - und Raumfahrt sowie Verteidigung ist der größte Einzelverbraucher von Kohlefaser, auf den volumenmäßig etwa 32 –431 TP3 T des weltweiten CF-Bedarfs entfallen Windenergie ist mit etwa 251 TP3 T das zweitgrößte Segment, angetrieben durch den Bedarf an längeren Turbinenschaufeln, die die Steifigkeit von CFK-Sparkappen erfordern Automobil - und Sportartikel machen jeweils etwa 15161TP3 T aus Die Dominanz der Luft - und Raumfahrtindustrie spiegelt sowohl den hohen pro-teiligen CF-Gehalt in Flugzeugstrukturen als auch die Premium-Preise wider, die das Material für Fluganwendungen kostenvertretbar machen.
Kohlefaser hat mehrere wirkliche Einschränkungen Kosten werden am häufigsten genannt: Rohes CF-Material läuft $15100+ pro Kilogramm gegenüber $24/kg für Aluminium Der Fehlermodus ist spröde CFRP bricht plötzlich ohne sichtbare Verformungswarnung, was Sicherheitsbedenken bei stoßanfälligen Konstruktionen hervorruft Recycling ist schwierig, weder Pyrolyse - noch Solvolyseverfahren sind reif genug, um wirtschaftlich Standard zu sein UV-Belastung zersetzt die Epoxidmatrix im Laufe der Zeit ohne UV-schützende Beschichtungen auch elektrisch leitend, die bei direktem Metallkontakt ohne Isolierbarrieren galvanische Zellen aufbauen kann.
Kohlefaser ist gerechtfertigt, wo Gewichtseinsparung klare und quantifizierbare Leistungs - oder Effizienzgewinne im Verhältnis zu den zusätzlichen Kosten erzeugt In Flugzeugen jedes eingesparte Kilogramm multipliziert Millionen von Flugzyklen sind die Wirtschaftlichkeit klar In EV-dokumentierten 6 O-O-8 TP3 T-Bereich Verstärkung pro 101 TP3 T Gewichtsreduktion schafft einen direkten ROI gegen Batteriekosten In Konsumsportgütern, wo inkrementelle Leistungssteigerungen marginal sind und der Benutzer eher Freizeit als Konkurrenz ist, ist der Value Case schwächer Für rein ästhetische Anwendungen, bei denen Glasfaser mit CF-Webe-Finish das gleiche visuelle Ergebnis erzielt, sind die vollen CFK-Materialkosten schwer zu verteidigen.
Etwa 901TP3 T handelsüblicher Kohlenstofffaser wird aus Polyacrylnitril (PAN) - Vorläufer durch ein mehrstufiges thermisches Verfahren hergestellt PAN-Faser wird zunächst durch Oxidation bei 200300°C stabilisiert, wandelt sie in eine thermisch stabile Leiterpolymerstruktur um, anschließend wird sie in inerter Atmosphäre bei 1.0003.000°C verkokalisiert, wobei nicht-kohlenstoffhaltige Elemente abgetrieben und die verbleibenden Kohlenstoffatome zu einer graphitartigen Kristallstruktur ausgerichtet werden, die Faser erhält eine Oberflächenbehandlung zur Verbesserung der Epoxidhaftung, dann eine Schlichte (eine Schutzbeschichtung zur Handhabung), und wird schließlich für den Versand auf Spulen aufgewickelt Die vollständigen chemischen und mechanischen Prozesse von Vorläufer bis zum Endlosofen dauern mehrere Stunden.
Schneiden und Bearbeiten CF erzeugt alveolengängigen Staub – OSHA erfordert HEPA-Extraktion, N95+-Atemschutzgeräte und Augenschutz gemäß 29 CFR 1910.1000. Fertige Kohlefaserprodukte stellen bei regelmäßiger Verwendung keine Gefahr für Endverbraucher dar.
Le-creator Technology (Shenzhen) verarbeitet seit 17+ Jahren Kohlefaserverbundkomponenten für medizinische, elektronische und industrielle Kunden. Mit 80+ CNC-Maschinen und hauseigenen Staubabsaugsystemen wickelt die Anlage alles ab, von One-off-Prototypen bis hin zu Produktionsläufen mit Toleranzen bis hin zu ±0,02 mm auf gebohrten Merkmalen und Kantenprofilen.
Dieser Artikel wurde mit Input des technischen Teams von Shenzhen Le-creator Technology Co., Ltd. geschrieben, einem CNC-Bearbeitungshersteller mit 17+ Jahren Produktionserfahrung und 100+ Mitarbeitern, die 80+ Maschinen über Metall und Verbundwerkstoffe hinweg bedienen Die direkte Erfahrung von Le-creator bei der Bearbeitung von kohlenstofffaserverstärkten Polymerteilen für medizinische Geräte, Elektronik und Industriekunden informiert den Fertigungsbereich dieses Leitfadens Marktdaten, akademische Referenzen und Normzitate werden unabhängig von den unten aufgeführten Organisationen bezogen.









