


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


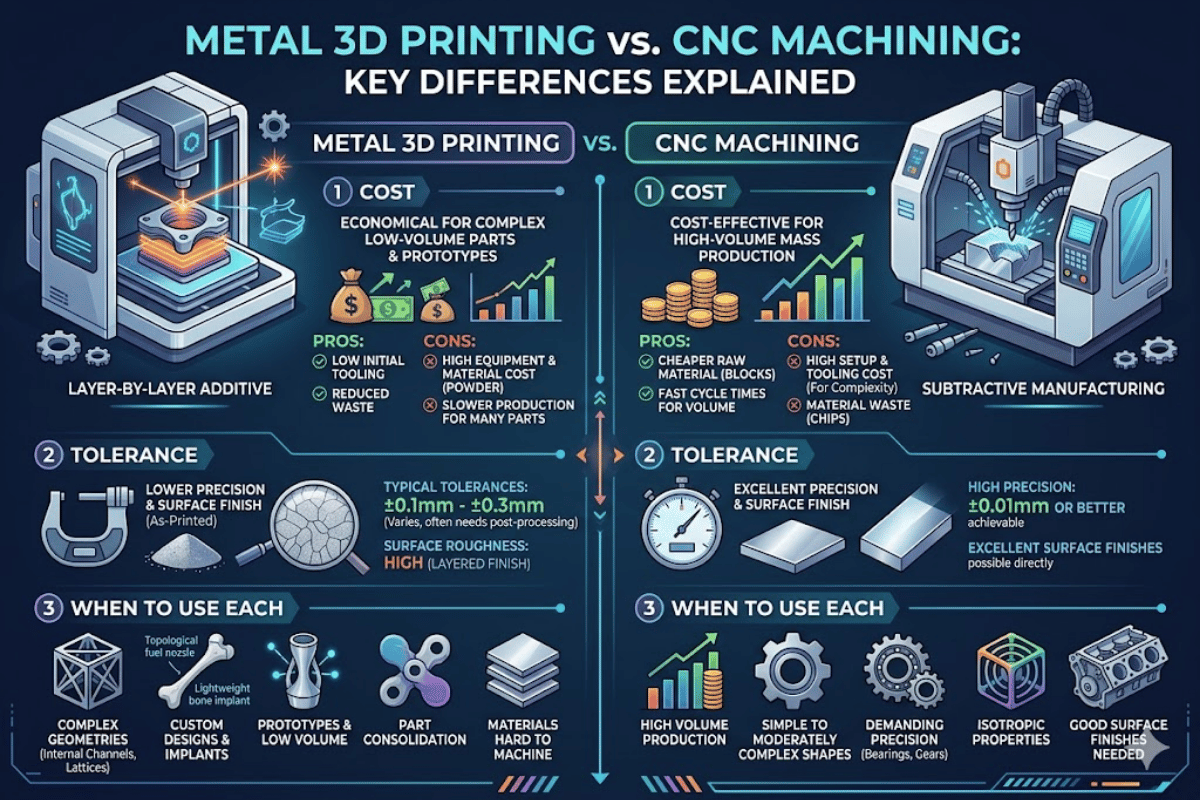
Metal 3 D Impressão vs CNC Usinagem Custo, Tolerância, Superfície Acabamento & Guia de Decisão
Atualizado em março de 2026 ~ 12 min leia o Guia de comparação
Aditivo ou subtrativo? A geometria da peça impulsiona a resposta. As impressoras DMLS, SLM e EBM constroem peças camada por camada a partir do pó, criando geometrias que seriam mecanicamente não fabricáveis com uma ferramenta de corte. Usinagem CNC começa a partir de um pedaço de estoque e remove o material em tolerância apertada (melhor acabamento superficial), menor custo por peça em volume.
Este guia coloca ambos os processos (propriedades reais, acabamento superficial, custo por peça, números de equilíbrio de volume, acabamento superficial, custo por peça e números de equilíbrio de volume, então você pode escolher o processo certo (ou o fluxo de trabalho híbrido certo) para cada design. Se suas peças envolverem Serviços de impressão 3D ou usinagem de precisão, a comparação abaixo cobre todos os pontos de dados de projeto.

Antes de entrar em detalhes do processo, aqui está o lado a lado snapshot engenheiros virar para primeiro.
| Parâmetro | Impressão 3 D do metal (DMLS/SLM) | Usinagem CNC |
|---|---|---|
| Tipo de processo | Aditivo de pó constrói camada por camada a partir de metal | Subtrativo (subtractive) remove material com ferramentas de corte |
| Tolerância (como-construído) | ±0,1 mm (±0,004″) | ±0,025 mm (±0,001″) |
| Tolerância (pós-usinado) | ±0,025mm | ±0,005mm |
| Acabamento de superfície (conforme construído) | Ra 50 µm | Ra 0,88,2 µm |
| Materiais | Ti-6Al-4V, Inconel 718, 316L, AlSi10Mg, CoCr | Todos os metais + plásticos de engenharia |
| Tamanho máximo da peça | ~400 × 400 × 400 mm (volume de construção típico) | Limitado por viagem da máquina (até 2 m+) |
| Prazo de execução (protótipo) | 1 dias | 3 dias |
| Custo por peça (pequena parte de Ti) | $50$200 | $30$150 |
| Melhor Para | Geometria complexa, redes, baixo volume, protótipos | Tolerância apertada, geometria simples, volume alto |
A tabela conta a história principal: Usinagem CNC é mais precisa, mais rápido por peça, e mais barato em escala de impressão 3 D de metal uma máquina CNC não pode produzir e remove o atraso de ferramentas para pequenos lotes Muitas aplicações comerciais usam tanto a impressão de uma forma quase-rede, em seguida Fresagem CNC as interfaces.

Uma fina camada de pó metálico (20-60 m) é dispersa sobre a plataforma de construção Um laser intenso (DMLS/SLM) ou feixe de elétrons (EBM) derrete o pó tanto quanto um martelo sopra aço fundido na forma desejada Após cada camada, a plataforma de construção reduz a profundidade de uma camada, novos depósitos de pó e o processo se repete: centenas ou milhares de vezes.
Uma vez que a construção conclui, as peças ainda são montadas na plataforma de construção por suas estruturas de suporte O pós-processamento é inevitável: fio EDM ou serra de fita para extrair a peça, suporte de remoção, alívio de tensão e, muitas vezes, Prensagem Isostática a Quente (HIP) para densificar a peça Características críticas (bores), faces correspondentes, furos roscados (threaded holes) quase sempre exigem acabamento CNC para a forma e tolerância exigida no projeto.
Usinagem CNC estoque de barra sólida, tarugo ou peças fundidas Uma variedade de ferramentas de corte & quina (Cartão) começa com cortadores de tarugos, brocas, EDM & car afaste o excesso de material nos caminhos de ferramenta projetados As peças saem da máquina perto da forma, o que reduz as operações secundárias.
Sem estruturas de suporte, sem manuseio de pó, sem ciclo HIP. Máquinas CNC de 4 eixos ou 5 eixos pode usinar a maioria dos recursos externos com uma única configuração Geometria é o fator limitante (cut) se um cortador não puder acessar fisicamente um canal interno ou profundamente sob o recurso não puder ser usinado.
️ Nota de Engenharia
A impressão 3 D do metal cresce em 5-20 cm/hr. As taxas de remoção do material para CNC variam de 50-500 cm/hr. Para peças diretas, o CNC supera a taxa de remoção de materiais em 10-25. para formas simples e ocas com características internas intrincadas além do alcance de qualquer cortador, o AM é o único processo de fabricação viável.
Tolerância e acabamento são os guardiões para muitas peças funcionais A tabela a seguir divide os números por determinada variante do processo.
| Parâmetro | DMLS/SLM | EBM | Fresagem CNC | Torneamento CNC |
|---|---|---|---|---|
| Tolerância As-Built | ±0,1mm | ±0,2mm | ±0,025mm | ±0,013mm |
| Tolerância Pós-Máquina | ±0,025mm | ±0,05mm | N/A | N/A |
| Acabamento de superfície (conforme construído) | Ra 60 µm | Ra 2035 µm | Ra 0,8 µm | Ra 0,4 µm |
| Acabamento de Superfície (pós-processado) | Ra 1,6 µm (polido) | Ra 3,2 µm | N/A | N/A |
| Precisão Dimensional | ±0.10.2% | ±0.20.3% | ±0,005% | ±0,003% |
A lacuna é enorme O torneamento de precisão leva 0,013 mm como padrão - aproximadamente 8 mais apertado do que a capacidade de construção do SLM O EBM é geralmente usado para aeroespacial de titânio e implante médico partes do valor mais alto, pois seu acabamento superficial é ruim, mas a taxa de execução do produto é alta e a tensão residual baixa.
Dica prática
A maioria das peças AM de metal recebe acabamento CNC, na forma de superfícies de acoplamento de usinagem, datums, recursos roscados e ajustes de pressão Este processo híbrido fornece a liberdade de geometria do AM com a precisão dimensional do CNC, portanto, ao projetar para acabamento AM + CNC, permita 0,5-1,0 mm de estoque adicionar em superfícies usinadas.

O custo é onde fica complicado A impressão 3 D de metal não tem custos de ferramentas ou configuração, mas o pó é caro e os tempos de ciclo podem ser longos As máquinas-ferramentas usadas em CNC têm alta utilização de material e rendimento, mas o custo inicial pode ser alto para fixação e programação.
| Fator de custo | Impressão 3 D do metal | Usinagem CNC |
|---|---|---|
| Configuração/Ferramentas | $0 (não é necessário fazer ferramentas) | $50$200 (dispositivos, programação) |
| Custo Material | $100 $500/kg (pó metálico) | $5$50/kg (estoque de barras) |
| Máquina Tempo | $100/hrTP4T300 | $40$120/h |
| Pós-processamento | Necessário (HIP, remoção do apoio, revestimento do CNC) | Mínimo (desembolso, anodização se necessário) |
| Custo por peça (1 unidade, Ti complexo) | $200 $800 | $500 $2,00+ (se usinável) |
| Custo por peça (1.000 unidades, Al simples) | $150$400 | $15$50 |
| Volume de equilíbrio | AM ganha a <50 unidades (peças complexas) | CNC ganha em> 200 unidades |
Exemplo do mundo real: A Boeing relatou a produção de um suporte de satélite via metal 3 D para aproximadamente $800 por. A unidade equivalente CNC-usinada de impressão $800 por. O equivalente CNC-usinado de fixação multi-eixo e material de fixação significativa de billet de titânio custo sobre $.2.000. A peça impressa também era 301TP3 T mais leve devido à geometria topologia-ótimo.
No entanto, para caixas de alumínio simples produzidas em lotes de 1.000 pc, o CNC pode competir em at$15-$50 por peça em comparação com $150-$400 para AM. Para geometria padrão no volume de produção, o CNC vence por um fator de 5-10.
Regra de polegar de equilíbrio de volume
Para geometrias complexas em Inconel ou titânio, o ponto de cruzamento é geralmente mais próximo de 50-200 unidades Abaixo disso, a vantagem de 0-ferramentas da AM puxa à frente Acima dela, o custo 0 por peça da CNC predomina Para a geometria simples de alumínio ou aço, o CNC é mais barato em quase todos os volumes.
A usinagem CNC pode ser realizada com qualquer metal usinável ou a maioria dos plásticos Os materiais de impressão 3 D de metal são limitados àqueles disponíveis como pó atomizado a gás - um banco de dados de rápido crescimento, mas ainda limitado Além disso, a rápida taxa de solidificação altera a metalurgia, criando microestruturas de grãos finos que geralmente têm propriedades mecânicas diferentes em comparação com versões fundidas ou forjadas da mesma liga.
| Material | Estou disponível? | CNC disponível? | AM Resistência à tração | Força de tração forjada | Alongamento AM | Alongamento Forjado |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | ✅ | ✅ | 1.050 MPa | 950 MPa | 8% | 10% |
| Inconel 718 | ✅ | ✅ | 1.20 MPa | 1.24 MPa | 10% | 12 1% |
| Aço Inoxidável 316L | ✅ | ✅ | 620680 MPa | 515620 MPa | 300% | 400% |
| AlSi10Mg | ✅ | 20: (elenco equiv.) | 38045 MPa | 3000350 MPa (elenco) | 5TP3T | 3% (elenco) |
| CoCr (Cobalto-Cromo) | ✅ | ✅ | 1.10 MPa | 9001, 100 MPa | 8% | 8% |
| Alumínio 6061-T6 | ❌ | ✅ | — | 310 MPa | — | 12 7% |
| 7075 Alumínio | ❌ | ✅ | — | 572 MPa | — | 11% |
| Latão / Bronze | ❌ | ✅ | — | varia | — | varia |
Um tema comum emerge; versões AM de Ti-6 Al-4 V, Aço inoxidável 316L, e AlSi10 Mg comumente têm maior resistência à tração do que seus equivalentes forjados ou fundidos, como muitas vezes uma microestrutura fina está presente Para notar no entanto; alongamento (dutilidade) pode ser menor, e anisotropia deve ser considerada ao projetar devido à presença de propriedades altamente direcionais na direção de construção em oposição ao plano XY.
A usinagem CNC pode ser realizada com qualquer liga em formas de barra, tarugo ou forjamento Isso inclui alumínio de alta resistência (7075, 2024), latão de usinagem livre, ligas de cobre e outros aços especializados que atualmente não possuem um equivalente em pó Se seu material não estiver disponível em forma de pó, a usinagem venceu.

Para muitas peças de alto valor, a fabricação híbrida entre processos aditivos e subtrativos atinge o melhor custo, qualidade e prazos de entrega Imprimir a geometria interna complexa e proprietária na impressora Usine as faces, vedações e roscas correspondentes em um CNC. Esta abordagem é o padrão da indústria para peças estruturais aeroespaciais e moldes e ferramentas de ponta.

Esta lista de verificação permite identificar o processo ideal ou um híbrido: imprimir os recursos internos difíceis, usinar os recursos externos fáceis.
️ Lista de verificação de seleção de processos
A maioria das peças cai em algum lugar no meio (a vantagem de impressão de recursos internos), juntamente com muitos recursos internos, melhor usinados. Essa é a essência de uma abordagem híbrida, aditiva e depois subtraída.
Precisa de ajuda para escolher?
Le Creator mantém máquinas internas para usinagem CNC e fabricação aditiva de metal. Analisamos a geometria da peça, o volume, o número de recursos e as tolerâncias gerais para recomendar um processo ideal ou híbrido. Não somos tendenciosos em relação a nenhuma das máquinas.
A usinagem CNC supera a impressão 3 D de metal para peças com requisitos de alto volume, tolerâncias apertadas e geometrias simples A impressão 3 D de metal supera a usinagem CNC para peças com recursos complexos e internos e requisitos aditivos de baixo volume O processo certo depende das especificidades: geometria, volume, material, tolerância Muitas vezes, uma abordagem híbrida produz o melhor valor técnico e econômico.
Metal AM apresenta algumas lutas: as-built rugosidade Ra 6-10 mm (150-250 micropolegadas), tolerâncias mais soltas do que CNC 0,1 mm (4 mils), alto custo de pó $100-$500 por quilograma (2,2 lbs), longo tempo de construção 5-20 mm/h, requisitos de ferramentas para estruturas de suporte, alívio de tensão, HIP, construir envelope limitado a aproximadamente 400 mm cubo.
A usinagem CNC no será sempre mais eficiente para alto volume, tolerância apertada, peças grandes O metal AM é usado para geometrias complexas, peças de baixo volume e consolidação de mistura de peças Os especialistas da indústria sugerem que o futuro da fabricação é híbrido e que um processo não substituirá completamente o outro.
As tolerâncias da peça final de DMLS/SLM são aproximadamente 0.1 mm (0.004”) com uma precisão dimensional de aproximadamente 0.1-0.21TP3 T. Seguir isto com usinagem do CNC baseada em características críticas conduz a tolerância para baixo a aproximadamente 0.025 mm. EBM tem a precisão similar como-construída em 0.2 mm.
Os metais mais prontamente disponíveis na fabricação aditiva incluem: ligas de titânio (Ti-6 Al-4 V mais populares), ligas de níquel (Inconel 718, Inconel 625), aços inoxidáveis (316, 17-4 PH), ligas de alumínio (AlSi10 Mg), ligas de cobalto-cromo (CoCr), aços para ferramentas (H13, Maraging), ligas de cobre A biblioteca AM está crescendo, mas não tão larga quanto a CNC Por exemplo, ligas como latão e alumínio 7075 não são oferecidas em pós AM.
Em relação ao custo do metal, as conclusões usuais são que ele é economicamente atraente para peças onde de outra forma seria de alto custo geometria AMlex em baixas quantidades (<50), para projeto para fins de montagem reduza muitas peças para uma,’ para geometrias difíceis de usinar e para prototipagem rápida onde o ferramental teria custado mais do que a fabricação









