


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


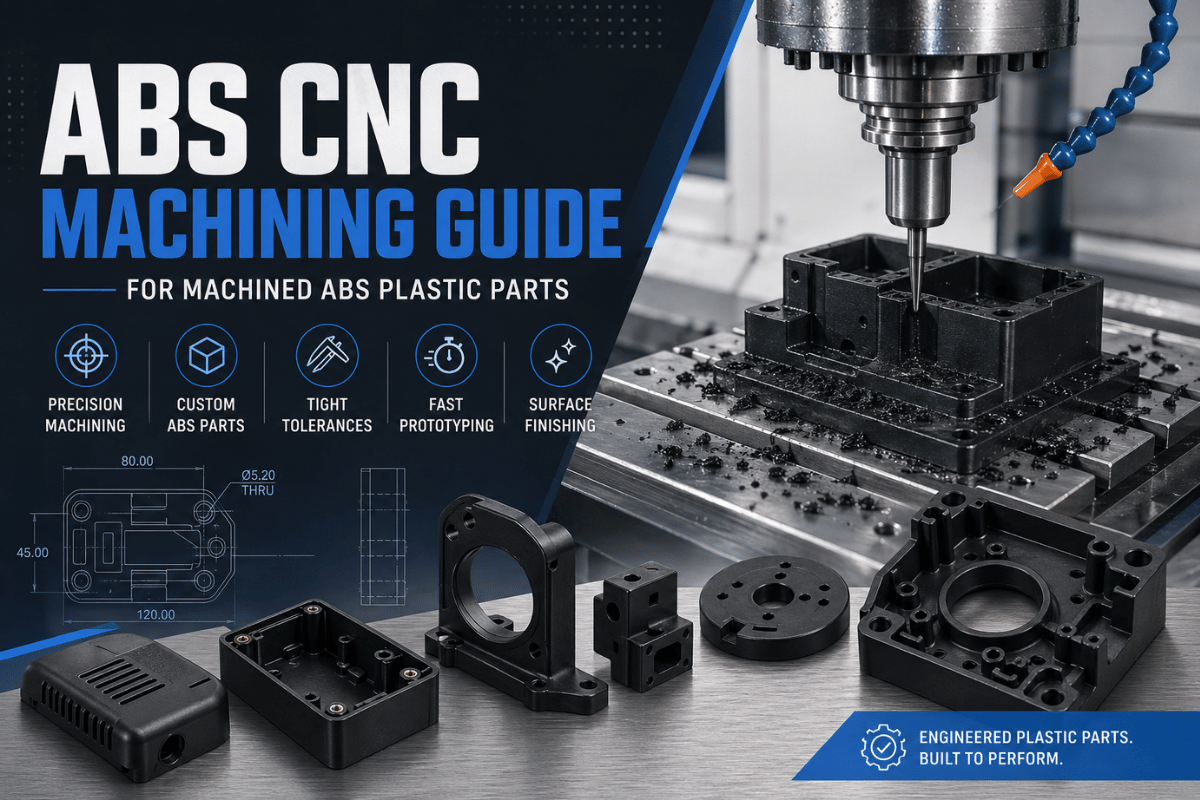
Door ABS met CNC-machines te bewerken, wordt acrylonitril-butadieen-styreen omgezet in werkende plastic onderdelen met gefreesde zakken, geboorde gaten, gedraaide diameters, gecontroleerde randen, schroefdraadkenmerken en machinaal bewerkte bijpassende oppervlakken. Het materiaal is gebruikelijk omdat het goedkoop, taai, eenvoudig te bewerken en bekend is bij eindkopers van behuizingen, mallen, armaturen, autotrimmen, elektronische behuizingen en prototypes van consumentenproducten.
Snel antwoord, ABS CNC-bewerking productiestukken passen bij prototypes, brug productie, mallen, armaturen en kleine-volume eindgebruik onderdelen die meer functie controle dan veel 3D-geprinte ABS onderdelen en minder inzet voor gereedschap dan spuitgieten vereisen Het primaire aankoop punt van zorg is niet of ABS kan worden bewerkt Het is of de tekening regelt warmte, wanddikte, werkstuk ondersteuning, oppervlakte afwerking, dimensionale tolerantie en inspectie voldoende voor een voorspelbare offerte.
Als de tekening klaar is om te kopen, laat deze dan via Lecreator's noteren ABS CNC-bewerkingsservice. Als u bezig bent ABS als plastic voor het product te kiezen, gebruik dan deze handleiding om het technische risico vóór de RFQ te verminderen.
| Materiaalnaam | ABS, acrylonitrilbutadieenstyreen, een slagvaste thermoplast. |
| Referentiedichtheid | Ongeveer 1,04 g/cm3 in een ABS-gegevensblad van Laminated Plastics; Lecreator vermeldt 1,04-1,07 g/cm3 voor ABS-kwaliteiten. |
| Typisch CNC werk | CNC frezen, CNC draaien, boren, tappen, verzinken, randafwerking, inspectie en montagegerichte functies. |
| Belangrijkste risico's | Warmteopbouw, gereedschapswrijving, gebabbel, vervorming, niet-ondersteunde dunne wanden, onduidelijke cosmetische vereisten en tolerantieoproepen die geometrie negeren. |
| Commerciële volgende stap | Bereid CAD-, teken-, materiaalkwaliteit-, hoeveelheid-, afwerkings-, tolerantie- en inspectienota's voor voordat u erom vraagt ABS CNC-bewerkingsdiensten. |

De bewerkingsomvang omvat meer dan het overbrengen van een ABS-plaat of blok naar de molen Een serieuze offerte houdt rekening met de vorm van de ABS-materiaalvoorraad, de kwaliteit, de plaat of de blokdikte, de geometrie, het referentieplan, de bewerkingsstrategie, plastic koelmiddelen of luchtstraal-, afwerkings- en eindinspectiecriteria. Voor platte panelen is mogelijk alleen profilering en gatenfrezen vereist. Behuizingen kunnen binnen- en buitenzakken, ribben en nokken, sleuven, getapte bevestigingsgaten, oppervlaktemeters en secundaire afwerking nodig zijn.
In termen van echte kopen, ABS-bewerking is een service bundel Het kan materiaal inkoop, CNC frezen, omvatten, CNC draaien voor ronde kenmerken, handmatige randontbramen, oppervlakte-inspectie en eindcontrole volgens een tekening De ABS-pagina van Lecreator noemt CNC-frezen en draaien als kernprocessen, met een maximale freesomhulling van ongeveer 1200 mm x 600 mm x 500 mm en een maximale draaiende omhulling van 300 mm diameter x 600 mm lengte.
Gebruik kunststof CNC-bewerkingsmaterialen als de bredere kunststof referentiegroep Als een taaie, goedkope, ondoorzichtige kunststof is ABS meestal de juiste keuze, maar wanneer blootstelling aan slijtage, helderheid, chemische aantasting, wrijving of temperatuureffecten belangrijk is, denk dan aan POM, nylon, acryl, PTFE, PEEK of polycarbonaat.

Het datasheet van Laminated Plastics definieert ABS als een goedkope, eenvoudig te bewerken en te vormen kunststof die geschikt is voor schokbestendige componenten die buigsterkte en stijfheid vereisen. Het eigenschappenschema toont een treksterkte van 6500 psi bij testen volgens ASTM D638, 320.000 psi buigmodulus bij testen volgens ASTM D790, 7,0 ft-lb/in Izod-impact bij testen volgens ASTM D256, 215 deg F warmteafbuiging bij testen volgens ASTM D648, 1,04 g/cm3 soortelijk gewicht bij testen volgens ASTM D792 en een 5 x 10-5 F5-coëfficiënt/95.
Die ASTM codes zijn belangrijk omdat dat testmethoden zijn, geen prestatiebeloften waaraan elk machinaal bewerkt abs onderdeel moet voldoen ASTM D638 test treksterkte, D790 test buigsterkte, D256 test slagsterkte, D648 test afbuigtemperatuur, D696 test thermische uitzetting, D570 test waterabsorptie, en D792 test dichtheid of soortelijk gewicht Weet welke materiaalkwaliteit en datasheet uw armatuur of CNC programmeur leverancier citeert, vooral als het onderdeel warmte, belasting, vocht, of inspectie zal zien na transport.
| ABS eigendom controlepunt | Referentiewaarde | Bewerkingsrelevantie |
|---|---|---|
| Treksterkte | 6500 psi op het ABS-gegevensblad van Laminated Plastics; 29,6-60 MPa op de ABS-pagina van Lecreator. | Handig voor dragende behuizingen en beugels. |
| Buigmodulus | 320.000 psi op gelamineerde kunststoffen; 2,1-2,4 GPa op Lecreator. | Helpt bij het beoordelen van muurflex en armatuurondersteuning. |
| Ingekerfde Izod-inslag | 7,0 ft-lb/in op gelamineerde kunststoffen; 200-400 J/m op Lecreator. | Ondersteunt impact-risicobeoordeling voor covers en bewakers. |
| Warmteafbuiging | 215 graden F op gelamineerde kunststoffen; 88-100 graden Celsius bij 1,8 MPa op Lecreator. | Blootstelling aan de hitte van vlaggen en risico op gereedschapswarmte. |
| Soortelijk gewicht of dichtheid | 1,04 g/cm3 op gelamineerde kunststoffen; 1,04-1,07 g/cm3 op Lecreator. | Handig voor gewichts - en materiaalverificatie. |
| Wateropname | 0,2-0,4% gedurende 24 uur op de Lecreator ABS-pagina. | Zaken voor inspectie en opslag na de bewerking. |
| Thermische expansie | 5,3 x 10^-5 in/in/deg F op gelamineerde kunststoffen; 73-108 um/m-deg C op Lecreator. | Belangrijk voor pasvormcontroles na temperatuurverandering. |
| Bedrijfstemperatuur | -20 graden C tot 80 graden Celsius op de Lecreator ABS-pagina. | Gebruik als beoordelingsprompt, geen universele ontwerpgarantie. |
Voordat u een CNC-gefreesde ABS-tekening goedkeurt, zet u brede datasheettaal om in een bekend aantal meetbare controles Woorden zoals uitstekende mechanische eigenschappen, superieure oppervlakteafwerking, goede maatvastheid en hittebestendigheid moeten allemaal terugverwijzen naar een tekentoon, materiaalcertificaat, inspectieplan of testprocedure. ABS-kunststoffen van machinale kwaliteit kunnen nog steeds vervormen tijdens het bewerken als de eindfrees wrijft, één wand niet wordt ondersteund of het onderdeel wordt verwarmd tijdens het bewerken. Daarom moet bij de beoordeling van de maakbaarheid rekening worden gehouden met het bewerkingsproces, het CNC-proces, de bewerkingsopstelling, de fabricagemethode, de thermische geleidbaarheid rond het onderdeel, en plannen om de uiteindelijke geometrie te annealen of te verlichten.
Hoe weet u of een CNC-bewerkt ABS-onderdeel door CNC zal worden gemaakt, 3D-printen, thermovormen, of spuitgieten? de proceskeuze hangt af van hoeveelheid, materiaalvorm, oppervlaktedetails, functiecontrole, en of het ontwerp zal rijpen CNC-productie is vaak het meest praktische compromis wanneer de koper echt voorraadmateriaal, nauwkeurige functieposities, gecontroleerde oppervlakken en ruimte nodig heeft om snel te herzien zonder te investeren in complexe gereedschappen.
| Process | Beste pasvorm | Kopersrisico | Vraag vóór offerte |
|---|---|---|---|
| ABS CNC-bewerking | Functionele prototypes, mallen, armaturen, behuizingen, korte productie, gecontroleerde paringsfuncties. | Warmte, gebabbel, gereedschapssporen, tolerantieafwijking op flexibele geometrie. | Welke gezichten, gaten of datums hebben eigenlijk een strakke controle nodig? |
| ABS 3D afdrukken | Vroege vormcontroles, prototypes met lage belasting, interne concepttesten, snelle vormiteratie. | Laagrichting, anisotropie, krimp, oppervlaktetextuur en variatie na verwerking. | Gaat de test alleen over vorm, of moet het onderdeel zich gedragen als machinaal bewerkt materiaal? |
| Spuitgieten | Volwassen ontwerpen, herhaalde vraag, stabiele hars, cosmetische consistentie, productie in grote volumes. | Gereedschapskosten, doorlooptijd van gereedschap, ontwerpvergrendeling, krimp- en conceptwijzigingen. | Is het ontwerp bevroren genoeg om gereedschap te rechtvaardigen? |
Voor vroege fysieke monsters, rapid prototyping cnc-bewerking kan koppelen aan gedrukte of gegoten opties Voor ABS-onderdelen die alleen voor CNC zijn bestemd, moet in de offerte worden vermeld of de leverancier één of twee prototypes zal maken, een kleine batch zal uitvoeren of snel genoeg inspectiemonsters zal produceren om de aannames van de armatuur te valideren.
Welk getal het strakst is voor de machine, is niet hetzelfde als welk kenmerk het moeilijkst te bewerken is. Bij ABS kan een strakke tolerantie voor een naaf meer risico met zich meebrengen dan een losse tolerantie voor een muur, en de ABS-smeltrisicotolerantieladder met 9 niveaus biedt een manier om tekenfuncties te organiseren op basis van de flex-, hitte-, rek- en inspectiebelasting die ze veroorzaken.
| Level | Eigenschap voorwaarde | Risicosignaal | Citaatactie |
|---|---|---|---|
| 1 | Open profiel, dikke sectie, niet-kritische rand. | Lage hitte en lage klemgevoeligheid. | Algemene tolerantie is meestal voldoende. |
| 2 | Eenvoudige geboorde gaten met royale randafstand. | Chip clearing en braam controle materie. | Roepgatdiameter, diepte en deburr-vereiste. |
| 3 | Gefreesde zak met brede vloer. | Gereedschapsmarkeringen en vlakheid van de vloer kunnen de tijd bepalen. | Markeer alleen functionele vloeroppervlakken. |
| 4 | Dunne wand onder ongeveer 1,0 mm of lange niet-ondersteunde rib. | Wandflex en klemvervorming kunnen de callout overschrijden. | Beoordeel de wanddikte, ondersteuning en inspectiekracht. |
| 5 | Diepe sleuf, smalle groef of holte met hoge aspectverhouding. | Gereedschapswrijving en slechte chipontsnapping voegen warmte toe. | Vergroot de straal of sta een step-down-strategie toe. |
| 6 | Strakke positietolerantie op veel gaten. | Datumschema en temperatuur beïnvloeden inspectie. | Definieer datumkenmerken en inspectietemperatuur. |
| 7 | Cosmetisch buitenvlak met zichtbaar gereedschapspad. | De machinaal bewerkte afwerking voldoet mogelijk niet aan de uiterlijkbehoeften. | Scheid cosmetische zones van functionele zones. |
| 8 | Kenmerk nabij warmtebron of latere assemblagelading. | Thermische uitzetting en spanningsrelaxatie kunnen de pasvorm verplaatsen. | Beoordeel ABS-kwaliteit, servicetemperatuur en passtapel. |
| 9 | Ultrastrakke callout zonder datum-, finish- of materiaalnotities. | De tekening vraagt om precisie maar verbergt het controleplan. | Pauzeer voor DFM-beoordeling voordat u citeert. |
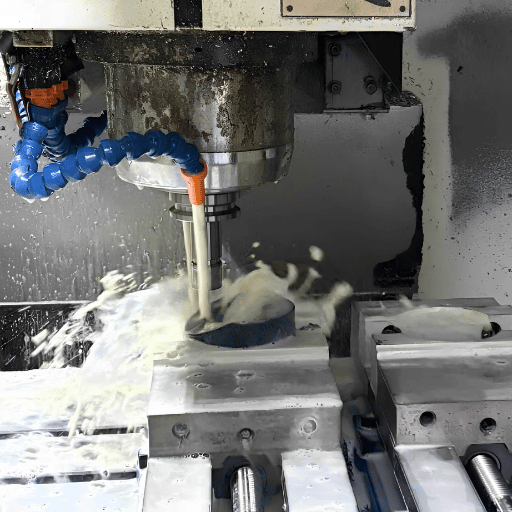
Het respecteren van de grenzen van het materiaal maakt ABS veel gemakkelijker te bewerken Veel voorkomende bewerkingsfouten in ABS zijn onder meer gewreven randen, machinaal geklets, troebele gereedschapspaden, bramen, gesmolten hoeken en verschoven gatpositie op flexibele wanden Bewerkingsfouten in ABS-plastic zijn meestal terug te voeren op onjuiste snijparameters, slechte klemondersteuning of snijgereedschappen die zijn ontworpen voor CNC-metaalbewerking. Plastische bewerkingsdiensten moeten het onderdeel lezen als een warmte-en-ondersteuningsprobleem voordat het wordt behandeld als een ander kenmerk van een CNC-gefreesd onderdeel in metaalstijl.
| DFM-probleem | Wat gaat er mis | Betere tekeninstructie |
|---|---|---|
| Scherpe interne hoeken | Klein gereedschap wrijft, de warmte stijgt, de hoeken markeren. | Voeg de grootste acceptabele straal toe. |
| Dunne niet-ondersteunde muren | Muren buigen tijdens bewerking en inspectie. | Verhoog de wanddikte of markeer steunkritische gebieden. |
| Diepe smalle sleuven | Chipverpakking en gereedschapswarmte beïnvloeden de afwerking. | Open de sleuf, vergroot de straal of sta meerdere opstellingen toe. |
| Alle gezichten gemarkeerd als cosmetisch | De citaattijd stijgt en de eindverwachtingen vervagen. | Markeer A-oppervlak, B-oppervlak en verborgen gebieden afzonderlijk. |
| Geen datumplan | Inspectie kan niet overeenkomen met de bedoeling van de montage. | Definieer gegevens op de oppervlakken die de pasvorm regelen. |
Voor functies die afhankelijk zijn van zakken, sleuven of machinaal bewerkte gezichten, begint u met de CNC frees service. Controleer voor bussen, rollen, afstandhouders en ronde ABS-onderdelen of de geometrie beter kan worden verwerkt door CNC-draaien voordat u onnodige freesopstellingen toevoegt.

Kopers specificeren vaak te weinig ABS-oppervlakteafwerking. “Zwarte ABS-behuizing” is niet voldoende als één gezicht voor een klant zit, een ander gezicht in een assemblage klikt en een verborgen zak een normaal gereedschapspad kan behouden. Bewerkte ABS-oppervlakken kunnen machinaal worden bewerkt, ontbraamd, geschuurd, met kralen gestraald, geverfd, gebonden, geplateerd via een gekwalificeerd proces, of beoordeeld op textuuurafstemming.
| Afwerkingsverzoek | Goed gebruik | Citaat opmerking |
|---|---|---|
| Bewerkt | Verborgen functies, armaturen, interne zakken. | Accepteert normale gereedschapsmarkeringen, tenzij deze worden gecontroleerd. |
| Ontbraamde rand | Behandelingsranden, gaten, sleuven, afdekkingen. | Behoeften aan staatsbreuk, niet alleen “verwijder burrs.” |
| Geschuurd oppervlak | Zichtbare behuizingen en panelen vóór verf. | Kan afmetingen wijzigen op dunne functies. |
| Kraal gestraald | Matte cosmetische textuur wanneer de kwaliteit en geometrie dit toelaten. | Test een monster als cosmetische uniformiteit belangrijk is. |
| Geschilderd of gecoat | Consumptiegoederen, panelen, verschijningsmodellen. | Bevestig de criteria voor hechting, maskering, kleur en inspectie. |

Bij een ABS-product dat aan de buitenkant eenvoudig lijkt, kan het risico op aanhalingstekens per onderdeel worden gewijzigd. Bij een behuizing is mogelijk cosmetische controle nodig. Een mal heeft een herhalingspassing nodig. Een auto-trimonderdeel heeft mogelijk een hitte- en UV-beoordeling nodig. Een robotbeugel heeft mogelijk slagvastheid en nauwkeurige plaatsing van gaten nodig. De onderstaande tabel is een snelle manier om elk onderdeel te categoriseren voordat u bestanden indient.
Een ABS-kunststof onderdeel voor een handbehuizing heeft andere citaataantekeningen dan ABS-fittingen, auto-onderdelen of een 5-assig prototype-armatuur. In de auto-industrie kunnen lage warmteafbuigingstemperaturen net zo relevant zijn als de slagsterkte, omdat het onderdeel in de buurt van zonlicht, warme elektronica of bewegende lucht kan zitten. Precisiebewerkingsbeoordeling moet de afwerking en sterkte-eisen verbinden met de werkelijke gebruikstoestand.
| Onderdeeltype | Belangrijkste vereiste | Risico om te markeren | Handige interne link |
|---|---|---|---|
| Elektronicabehuizing | Bazen, ventilatieopeningen, klikfuncties, zichtbare schaal. | Cosmetisch gezicht en assemblagetolerantieconflict. | ABS-service |
| Automotive trim | Uiterlijk, slagvastheid, clips, temperatuurbeoordeling. | Blootstelling aan hitte en weer per graad. | automotive CNC onderdelen |
| Productiemal | Herhaal contactpunten en snelle vervanging. | Draag bij contactoppervlakken. | kunststofbewerking |
| Armatuurplaat | Vlakheid, gatpositie, stabiele klemming. | Warp onder bewerkings- of inspectiebelasting. | CNC frezen |
| Gedraaide afstandhouder | Diameter, lengte, boring, afschuining. | Snaarachtige spanen en warmte op kleine diameters. | CNC draaien |
| Prototype voor consumentenproducten | Kijk, voel, schroefnokken, hand-fit oppervlakken. | Gemaakte markeringen komen mogelijk niet overeen met de uiteindelijke gegoten look. | rapid prototyping |
| Medisch apparaat model | Ergonomie, armatuur testen, visuele review. | Aannames van regelgevend materiaal indien gebruikt buiten de modelfase. | medisch apparaat CNC-bewerking |
| Robotica cover | Impact, goedkeuring, toegang tot de dienst. | Impact en trillingen rond dunne nokken. | nylon vergelijking |
| Materiaal vergelijking monster | ABS vs acryl vs POM vs nylon gedrag. | Verkeerd materiaal gekozen omdat ze allemaal “plastic.” worden genoemd” | POM CNC-bewerking |

Een uitstekende RFQ identificeert wat aan te nemen en waar te valideren Stuur een 3D CAD model, 2D tekening, rang of acceptabel gelijkwaardig materiaal, onderdeelnummer, hoeveelheid, revisie, deadline, verf of oppervlaktebehandeling, inspectiepunten, gebruiksmilieu Voor herhaalde onderdelen, vertel ons over defecten in het verleden of pasvormproblemen Voor cosmetische onderdelen identificeer elk zichtbaar oppervlak en elk verborgen oppervlak Voor kritische tolerantiebewerkingen tonen het datumplan en de uiteindelijke onderdeel use case.
De ABS-pagina van Lecreator citeert algemene toleranties en precisieopties, maar de uiteindelijke offerte hangt nog steeds af van de functiedimensie, kwaliteit, opstelling, inspectie en geometrie. Het aanvragen van dezelfde strakke tolerantie voor elke functie kan het citeren vertragen en de kosten verhogen. Specificeer alleen de weinige kritische dimensies die de functie controleren, en laat de leverancier vervolgens praktische bewerkings- en inspectiestappen voor de rest kiezen.
Wanneer het onderdeel bijna klaar is voor offertes, gebruikt u de contactpagina of de ABS servicepagina Als de specs niet direct aanvoelen na review, vergelijk dan deze ABS specs met andere plastics: X acryl CNC-bewerking voor heldere componenten, POM voor wrijvingsarme onderdelen, of nylon voor slijtage en taaiheid.

Kopers wegen ABS CNC-bewerking zorgvuldiger af tegen additieve productie en gieten, omdat één onderdeel verschillende productiestappen kan doorlopen. Een team kan een vroeg concept afdrukken, vervolgens een CNC-machine, een functioneel prototype, en vervolgens het voltooide ontwerp vormen. Dat pad maakt documentatie kritischer: de koper moet weten welk testonderdeel is afgedrukt, dat machinaal is bewerkt, dat is gegoten en welke aannames moeten worden omgezet van prototyping naar productie.
Een andere verschuiving is dat kopers van technische kunststoffen met een laag volume meer verwachten dan alleen vorm. Ze willen inspectienota's, oppervlaktecontrole, traceerbaarheid van materialen en toepassingsadvies naast machinaal bewerkte geometrie. Wanneer het materiaal ABS is, werken die kenmerken het beste als de tekening duidelijk is over hitte, tolerantie, afwerking en montage. Wanneer de specificatie onduidelijk is, kan de offerte er goedkoop uitzien terwijl het productierisico verborgen blijft.
Ja. ABS CNC-bewerking produceert functionele prototypes, buitenbehuizingen, frontplaten, montagebeugels, armaturen en productieonderdelen met een laag volume wanneer de toepassing vraagt om braamcontrole, geluidsarmaturen, nauwkeurige gaten, stabiele oppervlakken, realistische toleranties of goedkeuring van monsters.
Onder technische kunststoffen geldt de bewerkbaarheid van ABS als een van de eenvoudigere keuzes, vooral vergeleken met schuur- of hoge-temperatuurprestatiekunststoffen. Het addertje onder het gras is dat “straightforward” niet onzorgvuldig betekent. Knetteren, smeren, slechte oppervlakteafwerking of beweging van onderdelen kunnen nog steeds het gevolg zijn van slechte bevestiging, overmatige gereedschapswrijving, chipverpakking, agressieve voedingen of dunne wandsecties.
Niet noodzakelijkerwijs, maar het is een plastic, geen metaal Gebruik ontwerp voor beoordeling van de maakbaarheid in plaats van aannames voor het bewerken van metaal in de tekening te kopiëren.
Afwerking is gedeeltelijk afhankelijk Productiemallen vereisen mogelijk alleen ontbramen Functionele armaturen hebben mogelijk oppervlakte-evaluatie nodig Consumentenbehuizingen moeten mogelijk worden geschuurd, geverfd, afgewerkt of goedgekeurd door monsters. Etiket zichtbare, verborgen en maatkritische oppervlakken voordat u citeert.
Voor prototypes, korte runs, armaturen, en onderdelen met een laag volume, kan ABS-bewerking kosteneffectief zijn omdat het spuitgietgereedschap wordt vermeden Het is minder aantrekkelijk wanneer het ontwerp is afgerond, er is een hoog volume vereist en het onderdeel kan betrouwbaar worden omgegoten Prijsoffertes zijn ook afhankelijk van het aantal instellingen, toleranties, afwerking, inspectie en productiehoeveelheid.
Normale CNC-bewerking moet worden behandeld als een chip-, stof-, ventilatie- en warmtebeheersingstaak. De ernstiger bezorgdheid over de rook treedt op wanneer ABS oververhit, gesmolten of verbrand is. Het ABS-materiaalveiligheidsinformatieblad waarschuwt voor het verwarmen van platen of films boven 525-550 graden F, omdat ontledingsproducten styreen en acrylonitril kunnen bevatten; NIOSH noemt beide chemicaliën als gevaren op de werkplek. Als het proces verbrand ruikt, moet de winkel stoppen en de hitte-, gereedschaps-, ventilatie- en veiligheidscontroles beoordelen.
Snelle 3D-printen is sneller dan CNC-bewerking voor ruwe vormcontroles en conceptmodellen Bewerking heeft de voorkeur voor een functionele, nauwkeurige vorm die machinaal bewerkte voorraadprestaties, gatnauwkeurigheid, bijpassende oppervlakken, oppervlaktezones of laaglaaggerichte effecten moet hebben. Sommige groepen printen eerste vormen en vervolgens machinaal functionele prototypes voordat ze worden bewerkt.
Verzend 3D CAD, 2D-print, materiaalkwaliteit of acceptabele vervanging, hoeveelheid, finish notities, kritische toleranties, datum plan, inspectie behoeften, doel levering, en montage/blootstelling voorwaarden Voor cosmetische onderdelen, stuur ook foto's, kleur notities, of monster verwachtingen.









