


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


La lavorazione dell'albero è il processo di lavorazione di precisione che trasforma il semplice calcio a barre negli alberi rotanti su cui si basa ogni cambio, motore e pompa. Sia che si ordini un albero di uscita per un riduttore, un albero di ingresso per una trasmissione, un albero motore o un albero del cambio, il modo in cui viene girato, fresato, trattato termicamente e rettificato determina se gira vero per anni o mangia cuscinetti in mesi. Questo articolo esamina i quattro tipi di alberi critici, il percorso del processo a 5 fasi, la selezione del materiale dei numeri duri, le tolleranze e l'approccio di progettazione e approvvigionamento che effettivamente si adattano.
Detto in altro modo: la lavorazione dell'albero produce parti rotanti cilindriche, la tornitura imposta i diametri e la concentricità, la fresatura e la brocciatura creano sedi per chiavetta e scanalature, il trattamento termico conferisce la durezza richiesta e le dimensioni di rettifica e rifinisce i perni dei cuscinetti Gli alberi di produzione mantengono tolleranze di diametro fino a ±0,005 mm e concentricità del cuscinetto-journal entro 0,005 mm TIR, con costi guidati in gran parte dalla scelta del materiale e dal rapporto lunghezza/diametro.
| Gamma di diametro tipico | 1500 mm (microlavorazione svizzera da 0,5 mm) |
| Tolleranza di diametro ottenibile | a ±0,005 mm (terra) |
| Concentricità del diario | 0,005,02 mm TIR (esaurimento ISO 1101) |
| Finitura superficiale | a Ra 0,2 µm sui perni macinati |
| Materiali comuni | 1045, 4140, 4340, 8620, 304/316, 17-4PH |
| Processi principali | Tornitura CNC, fresatura, foratura, rettifica |

La lavorazione dell'albero è il processo sottrattivo di tornitura, fresatura e rettifica di barre cilindriche in un albero rotante con precisione che trasmette coppia e movimento tra i componenti della macchina. La funzione di definizione stabilita nei testi di progettazione della macchina come Alberi e componenti dell'albero di Shigley.
Una barra di metallo grezzo di per sé è inutile-lavorazione fornisce i diametri a gradini, sedi dei cuscinetti, sedi delle chiavi e filettature che consentono di sostenere un ingranaggio, accettare un cuscinetto e girare vero sotto il potere Come un ramo di produzione CNC di precisione, la lavorazione dell'albero produce ogni tipo di albero, da una semplice barra rotonda ad un albero di ingranaggio scanalato; il termine più ampio produzione albero copre anche la formazione del pezzo grezzo.
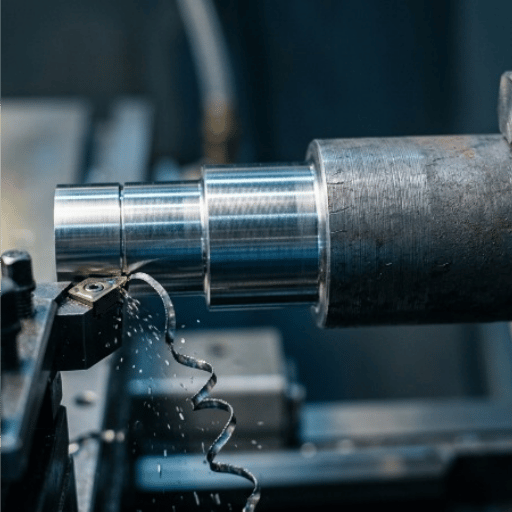
Accendere il tornio fa la maggior parte del lavoro nella procedura tenendo la parte ruotare e impostando ogni diametro utilizzando un utensile di taglio a punto singolo da un dato concentrico comune La fresatura aggiunge quindi caratteristiche come le sedi per chiavetta, l'appiattimento e le fessure La foratura, l'aggiunta di fori passanti o controfori e la rettifica sono le operazioni finali che completano i perni critici alla tolleranza Lavorando un albero utilizzando un metodo di prima tornitura anziché una strategia di prima fresatura, tutte le altre caratteristiche rimangono al centro Questo è esattamente ciò che è richiesto a un albero lavorato.
Perché la precisione è così importante? un perno del cuscinetto di 0,002 mm sotto le dimensioni e il cuscinetto gira liberamente e si surriscalda; 0,002 mm sovradimensionato e il cuscinetto si frattura quando premuto in posizione Ad alta velocità, qualsiasi mancanza di concentricità è una massa sbilanciata, battendo le guarnizioni allentate e martellando i perni del cuscinetto Devi controllare insieme diametro, concentricità e finitura superficiale, non uno alla volta.

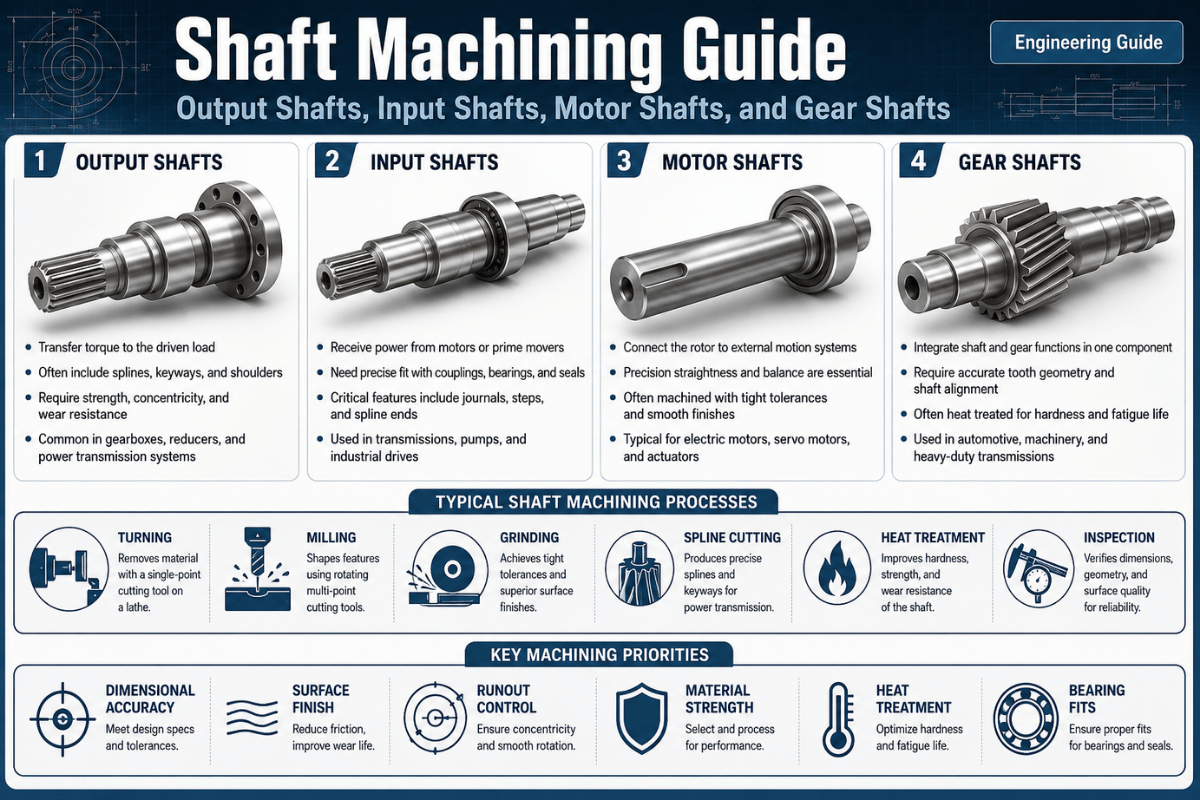
Un albero di ingresso serve un avviatore alimentato a un set di componenti, un albero di uscita trasmette il lavoro eseguito, un albero motore è integrato con la parte rotante di un motore e un albero del cambio ha tagliato o premuto sugli ingranaggi, come definito Ciascun tipo impone diversi requisiti di concentricità, tolleranza del perno e esigenze di giunzione come distinzione tra carico e funzione riecheggiata Note sulla progettazione della macchina di WPI quindi identificare un albero in base a ciò che ha sagomato rispetto a come è sagomato è la chiave per restringere l'ambito della lavorazione richiesta, che questo grafico seguente identificherà e organizzerà tramite la mappa delle funzioni dell'albero motore-ingresso-uscita per classificare l'intero gamma di alberi solitamente richiesta dagli ingegneri.
| Tipo dell'albero | Funzione primaria | Caratteristiche principali lavorate | Driver di tolleranza dominante |
|---|---|---|---|
| Albero uscita | Fornisce coppia da un cambio/riduttore al carico | Perni a gradini, portachiavi o scanalatura, estremità filettata | Concentricità di adattamento del cuscinetto + vestibilità scanalata/chiave |
| Albero d'ingresso | Riceve energia dal motore primo in un cambio | Spline interna/esterna, diametro del pilota, superficie della guarnizione | Fit spline + finitura superficie tenuta |
| Albero motore | Albero del rotore integrale; primo punto di coppia | Diametro del nucleo del rotore, portachiavi/piatto, perni di cuscinetti | Concentricità ed equilibrio (vibrazione) |
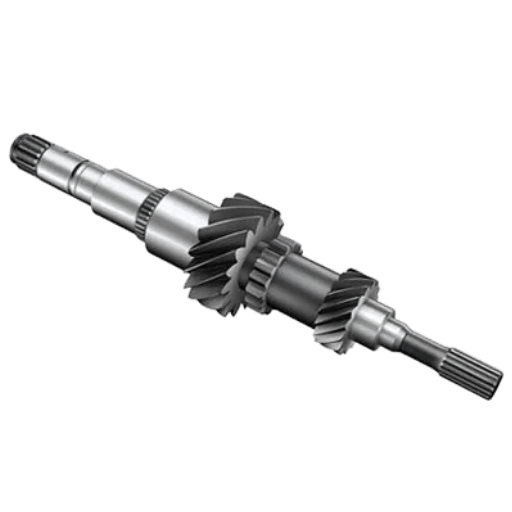
| Albero del cambio | Trasporta ingranaggi tagliati o montati in un treno | Denti o scanalatura integrali dell'ingranaggio, spalle, filetti | Allineamento dente/corridoio + affaticamento alle radici |
| Albero motore | Sposta la potenza su tutta la distanza sotto carico ciclico | Estremità del giogo/spline, tubo o barra bilanciati | Fatica + equilibrio dinamico |
| Albero scanalato | Trasferimento di potenza scorrevole/bloccante ad alta coppia | Spline involute o parallele | Forma spline e tolleranza al passo |
| Albero di linea/contralbero | Distribuisce o reindirizza l'alimentazione tra le unità | Passi a chiave multipli, lunghi perni portanti | Rettilineità su lunghezza |
| Albero jack | Breve albero intermedio che collega due componenti | Giornali gemelli, chiavi stradali | Allineamento tra i supporti |
| Albero motore | Converte il movimento alternativo in quello rotatorio | Perni offset, fori dell'olio, filetti grandi | Fatica del filetto + rettifica del giornale |
| Albero a camme | Tempo valvola/movimento dell'attuatore | Lobi profilati, recanti perni | Profilo lobo + durezza |
| Albero cavo | Taglia la massa, aumenta la rigidità a peso | Alesaggio annoiato o perforato con pistola, controllo a parete | Concentricità muraria |
La linea di fondo: un albero motore vive o muore sulla concentricità e l'equilibrio, un albero motore automobilistico sulla fatica e un ingranaggio o un albero di uscita su quanto le sue scanalature e i suoi perni condividono un asse in modo pulito Non sovraingegnerizzarlo e non pagare in eccesso per tolleranze il lavoro mai necessario.
Un albero non viene ricavato dall'estremità di una barra in un singolo passaggio, si muove attraverso una sequenza passo passo dettata dalla geometria (semplice rispetto a passo rispetto a snello), dal materiale (morbido rispetto a duro) e dall'adattamento (tolleranza libera rispetto a quella stretta). Il percorso comune alla maggior parte degli alberi di precisione segue lo schema seguente, il percorso del processo dell'albero a 5 stadi:
| Palco | Cosa succede | Perché è importante |
|---|---|---|
| 1. svolta brusca | Faccia, centro-trapano e ruvido per ogni diametro tra i centri | Rimuove il materiale sfuso; imposta la linea centrale di lavoro |
| 2. Finisci di girare | Porta diametri, spalle, smussi e filetti a dimensioni quasi nette | Stabilisce geometria e concentricità in un'unica configurazione |
| 3. caratteristica lavorazione | Fresare le sedi per chiavetta/piatti, scanalature per piano cottura o broccia, fori, filettature tagliate | Aggiunge caratteristiche di trasferimento di coppia e assemblaggio |
| 4. trattamento termico | Attraverso-indurire, case-indurire, o induzione-indurire, quindi temperare | Costruisce forza e resistenza all'usura, ma distorce la parte |
| 5. rettifica /finitura | Perni di cuscinetti di macinazione cilindrici o senza centri fino alla dimensione finale | Recupera la tolleranza persa nel trattamento termico; imposta la finitura superficiale |
C'è una ragione per cui gli alberi vengono lavorati morbidi, temprati e poi rettificati per ultimi: il trattamento termico sposta le dimensioni. Il riferimento metallurgico statunitense Guasti degli alberi da ASM International elenca le crepe di raffreddamento e la distorsione del trattamento termico tra i difetti di fabbricazione dell'albero più comuni. La fase di finitura-macinatura esiste in gran parte per correggere tale distorsione, non solo per lucidare la superficie, saltarla su un perno indurito e l'adattamento del cuscinetto deriva fuori tolleranza.
Prendi un albero a gradini con due perni di cuscinetto e un'estremità di uscita con chiave La barra, scelta leggermente più grande del diametro maggiore, è bloccata in una pinza su un Tornitura CNC centro, faccia e centro-perforato Il diametro più grande è ruvido-girato in primo luogo, lavorando giù ai gradini più piccoli in modo che la parte rimanga rigida; passaggi di finitura poi formano le spalle pulite e i filetti.
L'albero si sposta in un mulino per la via della chiavetta, viene trattato termicamente se il servizio lo richiede e infine i suoi perni vengono rettificati su misura e controllati per l'esaurimento su una CMM prima della spedizione Multiasse lavorazione tornitura può combinare diversi di questi passaggi in un unico bloccaggio, che migliora la concentricità rimuovendo l'errore di rimontaggio.
Non sempre Fonti commerciali come Produzione Lavorazione documentare la tornitura dura e la tornitura rotazionale sostituendo la rettifica su molti perni temprati quando la tolleranza e la finitura lo consentono, e Costruttore di motori nota che non è sempre necessario rettificare un albero motore in base alle specifiche. La tornitura dura CBN può però raggiungere finiture di livello portante in un unico mandrino, spesso riducendo i costi Negozio di macchine moderne trova ancora vincite di macinazione per la rotondità più stretta e il calcio più duro La scelta è fit-driven, non automatica.
Il materiale stabilisce la linea di base per resistenza, durata a fatica, resistenza alla corrosione e lavorabilità, e la maggior parte delle guide concorrenti si fermano a “carbon Steel è economico, l'acciaio legato è resistente.” Il selettore materiale per lavoro dell'albero di seguito mette i numeri dietro la scelta. (I valori sono tipiche proprietà temprate per i gradi nominati; conferma rispetto ai valori certificati del mulino del tuo fornitore.)
| Materiale | Tensio (MPa) | Resa (MPa) | Macchinabilità | Dovere sull'albero più adatto |
|---|---|---|---|---|
| Acciaio al carbonio 1045 | ~565 | ~310 | Bene | Alberi per uso generale e a basso carico |
| Acciaio legato 4140 | 850–1000 | 655–900 | Moderato | Alberi di trasmissione/uscita del cavallo di battaglia |
| Acciaio legato 4340 | 1000–1200+ | 740–1050 | Più difficile | Alberi ad alta coppia e alta fatica |
| 8620 acciaio case-harden | ~53000 | ~360500 | Bene | Alberi di ingranaggi/filari (cassa dura, nucleo resistente) |
| 304 inossidabile | ~515 | ~205 | Gommoso | Servizio di corrosione lieve |
| 316 inossidabile | ~515 | ~205 | Gommoso | Alberi marini, alimentari, chimici |
| 17-4PH inossidabile | ~10701310 | ~100170 | Moderato | Alberi resistenti alla corrosione ad alta resistenza |
| Ti-6Al-4V titanio | ~950100 | ~880100 | Difficile | Aerospaziale, medico, critico in termini di peso |
| Alluminio 7075-T6 | ~572 | ~503 | Eccellente | Alberi luminosi ad alta velocità e basso carico |
| Ottone C360 | ~340470 | ~125310 | Eccellente | Piccoli alberi di precisione/strumento |
Per la maggior parte delle unità ad alta coppia e degli alberi di uscita la risposta è 4140 o 4340. L'AISI 410 raggiunge 6554. Le macchine con resa di 900 MPa dopo tempra e tempra, più facilmente e può essere indurita a induzione per un perno resistente all'usura, è l'impostazione predefinita per la maggior parte degli alberi di potenza industriali.
AISI 4340 aggiunge nichel per una tenacità del nucleo extraelevata (resa circa 740-1050 MPa e ben oltre con un trattamento specializzato), il che vale la pena lavorare in modo premium e duro sugli alberi più critici per la fatica e caricati a shock; anche se costa di più e consuma le frese più velocemente Se anche la corrosione è un problema, 17-4PH raggiunge una resistenza in acciaio quasi legato con qualità inossidabili Abbina il grado al dovere piuttosto che sovraspecificare: un albero 1045 che svolge il lavoro è migliore di un albero 4340 che fattura per resistenza l'applicazione non consente mai.
Macchine per lecreatori tutte queste in-house, da calcio dell'albero dell'acciaio inossidabile al titanio e alla acciai al carbonio e legati che costituiscono la maggior parte degli alberi di produzione.

Le caratteristiche sono precisamente dove una barra rotonda si trasforma in un albero funzionante - e dove il più delle volte si rivela un punto debole Keyways, spline, spalle e scanalature trasferiranno la coppia dentro e attraverso di loro, ma sono siti di concentrazione dello stress che possono avviare crepe da fatica in alberi rotanti Uno studio a elementi finiti di fattori di concentrazione delle sollecitazioni nelle sedi delle chiavi degli alberi conferma che gli stress raiser geometrici localizzati dominano la progettazione a fatica, quindi il modo in cui una caratteristica viene lavorata conta tanto quanto quella esistente.
| Caratteristica | Processo | Affaticamento/punta di guardia di qualità |
|---|---|---|
| Keyway | Terminare o brocciare | Raggio gli angoli delle fessure hanno origine dalle estremità della chiave |
| Spline esterna | Hobbing, fresatura o laminazione a filo | Tolleranza forma/pece; il rotolamento aggiunge resistenza alla fatica |
| Spline interna | Brocciatura o modellatura | Allineamento del dente all'asse del foro |
| Filo | Tornitura a punto singolo o laminazione della filettatura | Non portare mai la coppia sulle filettature; rotolare per la durata a fatica |
| Denti dell'ingranaggio | Hobbing dell'ingranaggio | Filetto radice + concentricità dente-corridoio |
| Caratteristiche su calcio indurito | Elemento elettroerosione a filo | Nessuna forza di taglio o distorsione influenzata dal calore |
Le chiavi vengono solitamente tagliate con una fresatura terminale su a Mulino CNC per piccole quantità o brocciate per la produzione di massa, e tollerate secondo gli standard chiave ANSI B17.1 (pollici) o ISO/DIN Le scanalature sono fresate o modellate mediante hobbing per denti tagliati, o lavorazioni a freddo formate invece di tagliare; Questa lavorazione a freddo crea incrudimento sui fianchi, portando a una maggiore resistenza alla fatica.
Su alberi completamente temprati-dove fresatura o hobbing svilupperebbe chiacchiere o bruciore-filo EDM taglia la via della chiavetta o spline senza alcuna forza meccanica Di tutte queste opzioni, il luogo in cui la maggior attenzione e messa a fuoco dovrebbe essere diretta è il raggio interno: un angolo interno affilato ingrandisce lo stress locale ed è la posizione classica per un albero caricato a rompersi.
I perni concentrici dei cuscinetti su un albero lavorato vengono solitamente mantenuti a una rigidità di 0,005, 0,02 mm TIR e una volta che il rapporto lunghezza/diametro (L/D) di un albero supera circa 10:1, il punto esatto dipende dalla rigidità del materiale e dalla tolleranza richiesta, la deflessione costringe l'uso di un riposo costante o la lavorazione tra centri per mantenere le dimensioni. Due diversi standard governano questi numeri e fonderli è un errore comune: ISO286 copre le dimensioni e gli adattamenti del diametro (le classi h6/g6/k6 su un diario), mentre forma ed esaurimento, concentricità, runout totale, rettilineità appartengono alla famiglia GD&T ISO 1101. chiamare un diario come “Ø20 g6” per l'adattamento e un simbolo di runout per lo spin, non uno al posto dell'altro.
| Rapporto L/D | Strategia di lavoro | Esito pratico |
|---|---|---|
| Fino a ~8:1 | Chuck (cantilever) che gira | Rigido; tolleranza stretta semplice |
| ~8:1-20:1 | Tra i centri + riposo costante/seguire il riposo | Controlla la deflessione e le chiacchiere;“” impegnativa” |
| >30:1 (extralungo) | Tra centri, riposi multipli, feed ridotti | Viti di piombo, rulli di fresatura; finitura-macinatura per rettilineità |
Un albero snello agisce come un righello floscio: la spinta del taglio lo allontana dall'utensile, quindi diventa grasso al centro e si assottiglia fino alle estremità Aggiungendo un riposo costante si mette un punto di contatto parzialmente lungo l'albero (un appoggio successivo entra in contatto con l'utensile); accorcia la campata non supportata, riducendo la deflessione.
Macchinisti accesi Macchinista Pratico spiegare l'uso di appoggi stabili su superfici tornite con precisione, per controllare la sporgenza dell'albero e L/D. Ancora meglio: il riscaldamento durante lunghi cicli di lavorazione espanderà il centro del pezzo; questa espansione e le velocità critiche degli alberi su motori, pompe e mandrini ad alta velocità limitano quanto può essere sottile il design prima della vibrazione.
Non sforzarti di raggiungere una perfezione impossibile Dare tolleranze più strette ad ogni diametro gonfia i tempi di ispezione e rettifica ma non ha alcun effetto pratico Le tolleranze inferiori a 0,01 mm dovrebbero essere riservate a cuscinetti e guarnizioni; le lunghezze non critiche possono utilizzare le più comuni tolleranze ISO 2768. Generalmente, le tolleranze cilindriche di macinazione sul diametro corrono circa ±110 µm, con finiture superficiali fino a circa Ra 0,2 µm, a un costo sempre crescente.

Un buon design dell'albero riduce i costi e il tempo che trascorri al tornio. Il metodo classico, esposto in Shigley's Alberi e Componenti per alberi e storicamente codificato in ANSI/ASME B106.1M (lo standard trasmissione-albero del 1985, ora ritirato ancora ampiamente citato) (Asse) (Asse) e le dimensioni di fatica dell'albero dai carichi stress deve sopravvivere I principi chiave:
Per l'autorità che sta dietro a queste regole, il Note sulla progettazione meccanica del Worcester Polytechnic Institute e il sondaggio in modalità fallimento da Università della città di Hong Kong entrambi tracciano i guasti dell'albero fino alla geometria e alle decisioni di trattamento termico prese in fase di progettazione.

Il trattamento termico e la finitura sono i punti in cui un albero guadagna la sua durezza, durata e tolleranza finale. La sequenza legge quasi sempre la macchina morbida → trattamento termico → macinazione dura, perché l'indurimento distorce la parte e la molatura ripristina successivamente le dimensioni.
| Processo | Risultato | Quando usare |
|---|---|---|
| Indurimento per induzione | Custodia rigida ~5060 HRC, nucleo resistente | Perni di cuscinetti, denti dell'albero degli ingranaggi |
| Indurimento della cassa (carburazione) | Pelle resistente all'usura su un nucleo resistente | 8620 alberi a ingranaggi/filari |
| Attraverso l'indurimento + tempera | Forza uniforme attraverso la sezione | alberi di potenza 4140/4340 |
| Nitrurazione | Superficie molto dura, bassa distorsione | Alberi di precisione che non possono essere ri-messa a terra molto |
| Rettifica cilindrica/senza centri | ±1, dimensione Ra 10 µm fino a ~0,2 µm | Dimensioni e finitura del diario finale |
| Cromo duro/TG & P azione | Indossare + superficie di corrosione; stock preciso | Aste idrauliche, alberi lineari |
“Non inseguiamo mai la dimensione finale di un perno indurito prima del trattamento termico, spiega” un macchinista di un fornitore di ingranaggi. “Lasciamo molto spazio per la rettifica dopo il trattamento termico e facciamo funzionare una smerigliatrice cilindrica per riportarla. Cercando di mantenere le tolleranze nella fase morbida e mantenerla così attraverso il raffreddamento è dove le parti diventano rottami.”
Capofila per tornitura e macinazione, Lecreator
Quando un albero si accoppia contro un foro di precisione, concentrico levigatura sulle finiture del foro l'adattamento dall'altra parte.“

il prezzo di lavorazione dell'albero non è lineare: aumenta rapidamente man mano che materiale, lunghezza, tolleranza e complessità vanno oltre la tornitura standard.“ I fattori di costo primari sono: grado del materiale e trattamento termico; Rapporto L/D e conseguente strategia di tenuta al lavoro; tolleranza, fascia di finitura superficiale target; complessità delle caratteristiche (tastiere, scanalature, fori trasversali); requisiti di ispezione; e dimensione del lotto, che distribuisce i costi di installazione su più parti. Un perno di terra del livello del cuscinetto su un albero 4340 con un albero 20:1 L/D costa un universo totalmente diverso rispetto a una semplice asta 1045.
Sui fattori che gli acquirenti effettivamente pesano: nel nostro lavoro sui pozzi, Lecreator detiene le migliori tolleranze al suolo del caso di ±0,005 mm e un tasso di difetti di 0,02% su oltre 50.000 progetti consegnati, con ispezione 100% sui cicli di produzione Per il lavoro di provenienza all'estero, il costo fondiario è la metrica da utilizzare - una tipica quotazione FOB $5.000 arriva in possesso del cliente DDP alla sua porta all'incirca al livello di un tipico prezzo DDP $7.425 quando si tiene conto della tariffa 25% Sezione 301, del trasporto merci e dell'intermediazione (all'incirca un markup di 48,5% su FOB, eppure ancora circa 52% sotto una lavorazione USA comparabile) Conoscere questo upfront aritmetico separa gli shock di prezzo da bid affidabili.
Seleziona un fornitore di alberi in base alla capacità di mantenere la geometria, replicarla e documentarla, non sul titolo “price.” Le parti lunghe e sottili non perdonano e rivelano facilmente configurazioni deboli (rastremazione, chiacchiere, deriva del diametro), quindi chiedi informazioni su L/D capacità e visualizza i rapporti di ispezione prima di decidere le tolleranze di adattamento dei cuscinetti, non dopo. Un negozio con operazioni integrate di tornitura e runout garantito a sorte offrirà rilavorazioni molto meno costose rispetto ai preventivi a bassa palla per le parti non documentate.
Richiedi un preventivo per la lavorazione dell'albero →
La domanda di alberi lavorati segue le tendenze generali dei prodotti torniti di precisione con dimensioni del mercato globale che si avvicinano a un CAGR 6.0-6.4% fino al 2034-2035 secondo i rapporti di Precedence Research e Mercato.us (inclusi alberi e perni di precisione come leader della classe di prodotto); la produzione di precisione più ampia è pari a ~8% come previsto da Grand View Research In officina, considera questi tre temi tecnologici del 2026 rilevanti per gli alberi: CAM basata sull'intelligenza artificiale che adatta i percorsi per le parti sottili per combattere le chiacchiere; simulazioni gemelle digitali per la previsione della deflessione; e consolidamento del mulino a turni e tornitura dura CBN per ridurre i passaggi, migliorare la concentricità Consigli pratici: per i programmi di sviluppo degli alberi del 2026, Progettazione secondo i requisiti GD&T ISO 1101; discutere se la tornitura dura potrebbe eliminare la rettifica nella tolleranza; e utilizzare un fornitore di mulino a turni con ispezioni automatizzate in-process.
Quando alberi lunghi e sottili con un elevato rapporto lunghezza/diametro si piegano eccessivamente a causa della forza di taglio, supportarlo con un riposo costante o seguire il riposo invece di cercare di spingere la“ attraverso la”, diminuire le velocità di avanzamento e utilizzare utensili da taglio molto affilati per ridurre al minimo la forza, o aggiungere fasi di sgrossatura prima di terminare il taglio per rimuovere gradualmente le sezioni, supportando così una parte maggiore dell'albero.
Questi supporti diventano necessari oltre L/D di circa 10:1 Con rapporti molto elevati (L/D > 30:1) questi diventano la categoria di alberi a “extra-lunga” dove l'albero viene tipicamente rettificato a dimensione dopo il trattamento termico per correggere la distorsione del trattamento termico Oltre la fase della macchina, alberi ad alta velocità molto lunghi saranno limitati anche dalla loro velocità critica, che è dettata dalla tendenza del vortice rotazionale a prendere il sopravvento indipendentemente dalla precisione e dalla capacità di rotazione, rendendo la deflessione un fattore primario per la macchina in funzione, piuttosto che statica.
La rotazione tipica per un albero finito dipende da quanto sono complicate le dimensioni, se sono necessarie indurimento e macinazione e quale volume di produzione. Un albero tornito semplice può richiedere solo pochi giorni, mentre un albero temprato e rettificato con molteplici caratteristiche richiede più tempo man mano che vengono aggiunti processi di trattamento termico e rettifica.
Lecreator può girare intorno prototipi in giorni, con una quotazione in meno di 24 ore, e alberi di produzione disponibili da quel lasso di tempo e su.
Questa guida riflette l'uscita di tornitura e rettifica di lavoro quotidiana, l'ingresso, il motore e gli alberi degli ingranaggi di Lecreator in 1045, 4140, 4340, inossidabile e titanio, dove manteniamo le tolleranze di terra migliori di ±0,005 mm con ispezione 100%. Le cifre di tolleranza, materiale e processo vengono confrontate con i riferimenti alla progettazione della macchina (Shigley, WPI, ASM International) e gli standard attuali (ISO 286, ISO 1101, ASME Y14.5-2018). Recensito dal team tecnico di Lecreator.









