


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


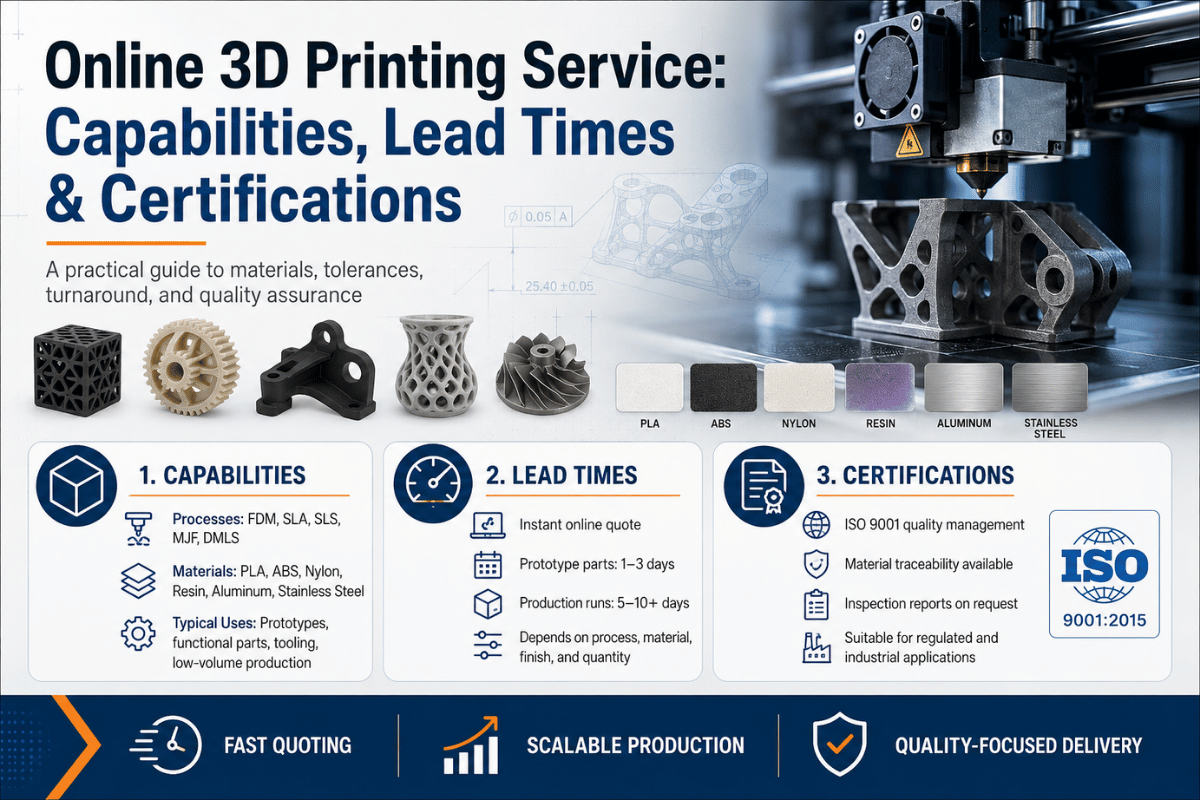
ing Specifiche rapide: Servizi di stampa 3D online
Per definizione, per Comitato ASTM F42 e ISO/ASTM 52900:2021, additive manufacturing (AM) è “il processo di unione dei materiali per realizzare parti dai dati del modello 3D, solitamente strato su strato Un servizio online avvolge quella fase di produzione all'interno di un framework digitale: il cliente carica un file CAD, un algoritmo controlla se è stampabile (progettazione per la produzione, o DFM), prezzi la geometria, instrada l'ordine alla stampante 3D corretta (tutto senza quotazione manuale) Il risultato è che 3 parti stampate passano da CAD a porta in giorni, non settimane.
In che modo differisce la tua tipografia locale Lo strumento di preventivo istantaneo I fornitori di stampa locali hanno un venditore cercano il tuo lavoro, parlano con il reparto stampa, quindi ti rispondono entro 24-72 ore Le aziende online possono farlo automaticamente perché il controllo DFM e la generazione di quotazioni avviene a livello di programmazione in un'elaborazione parallela massiccia.
Per i clienti ciò significa un'inversione di tendenza più breve sulle iterazioni e nessun ordine minimo.
Cinque passaggi definiscono questo flusso di lavoro digitale:
Un product designer di una startup di elettronica di consumo di San Diego carica il suo primo file SLA alle 23:00 La citazione ritorna in otto secondi: $34.50 per tre parti in una resina polimerica di livello ingegneristico, consegnata in quattro giorni lavorativi Vede il design per l'avviso di producibilità: una singola funzione da 0,4 mm scende al di sotto della risoluzione minima e aggiorna il suo CAD in dieci minuti. Ripresenta Nuovo preventivo: $31.80 (il cambiamento di design ha ridotto il volume del materiale) Approva prima di mezzanotte Un preventivo locale simile di due settimane prima era stato $280 con un lead di consegna di tre settimane Il servizio di stampa 3D non solo è più economico, ma ha anche rimosso due settimane dal suo ciclo di progettazione.
| ages Vantaggi | ️ Limitazioni |
|---|---|
| Nessun costo di attrezzaggio o ordine minimo | Il costo unitario supera lo stampaggio a iniezione superiore a circa 1.000 unità (dipendente dalla geometria) |
| 1,5 giorni rispetto al tempo di consegna di 8 settimane rispetto al tempo di consegna di 20 settimane | La finitura superficiale (Ra) richiede la post-elaborazione per applicazioni cosmetiche |
| Le modifiche al design costano $0 tra le iterazioni (nessun riattrezzamento) | Forza anisotropa: asse Z più debole di X/Y nella maggior parte dei processi (eccetto MJF) |
| Geometria interna complessa (canali, reticoli) che l'utensileria non può produrre | Selezione del materiale più stretta rispetto alla lavorazione CNC per leghe metalliche |
| AM riduce i rifiuti di materiale a <5% vs. 70 CNC di scarto per billetta 90% | Linee di livello visibili su parti FDM senza post-elaborazione |
Cinque tecnologie di stampa 3 rappresentano oltre 951TP3 di ciò che i servizi online offrono (la maggior parte degli acquirenti) e differiscono molto di più di quanto gli acquirenti credano La scelta di quella sbagliata non influisce solo sui costi; determina se le parti stampate in 3D soddisfano la tolleranza, sopravvivono ai carichi funzionali e arrivano nei tempi previsti Ogni piattaforma di stampante 3D elabora una materia prima diversa (filamento, resina o polvere), producendo parti con proprietà meccaniche distinte, qualità della superficie e limiti di complessità.
| Processo | Altezza Strato | Tolleranza | Superficie (Ra) | Termine d'esecuzione | Prezzo Tipico (piccola parte) |
|---|---|---|---|---|---|
| FDM (Modellazione della deposizione fusa) | 0.10,3 mm | ±0.20,5 mm | 125μm | 13 giorni | $55T. |
| SLA (Stereolitografia) | 0,02,50,1 mm | ±0.10,2 mm | 2μm | 13 giorni | 1TP450505011150115T1 |
| SLS | 0,1 mm | ±0.20,4 mm | 8 15μm | 57 giorni | 1TP45802020202 |
| MJF (Fusione multigetto) | 0,08 mm | ±0.20,3 mm | 6 12μm | 57 giorni | 1TP402020200 |
| Metallo DMLS/SLM | 0,0,06 mm | ±0.10,2 mm | 6-20μm (pre-finish) | 105 giorni | 1TP400+100 |
*Dati di prima mano del creatore, maggio 2026 I prezzi si riferiscono alla geometria rappresentativa nella resina polimerica o nei metalli di grado engineerig I prezzi dei metalli presuppongono l'acciaio 316L. *
Guida alla selezione di 30 secondi: Se hai bisogno di una finitura superficiale fine per la presentazione visiva, scegli SLA. Se hai bisogno di parti resistenti per un design funzionale sotto carico pesante o per l'assemblaggio, scegli MJF o SLS. Se hai bisogno di un componente metallico strutturale per il volo, l'uso medico o gli ambienti ad alto stress scegli DMLS/SLM. Usa FDM per un alloggiamento, una maschera o uno strumento personalizzato di grandi dimensioni e non critici. Se non sei sicuro di quale processo sia appropriato, esegui un'analisi di progettazione per la producibilità prima di effettuare l'ordine, la maggior parte dei servizi offrirà questa guida.
Non confondere questi termini! gli utenti sui forum confondono abitualmente SLS e DMLS La sinterizzazione laser selettiva (SLS) utilizza polvere di qualsiasi categoria, ma più comunemente nylon La sinterizzazione laser diretta in metallo (DMLS) utilizza solo polvere metallica Un rapporto utente frustrato che afferma che le parti “SLS sono molto più deboli di quelle lavorate, probabilmente ha utilizzato DMLS in metallo per confrontarle con il materiale metallico lavorato: non ha alcun impatto sul polimero SLS.
”Il più grande errore che fanno gli acquirenti è scegliere un processo basato solo sul nome del materiale PA12 stampato tramite SLS e tramite MJF sembra identico su un foglio di specifiche, ma l'agente di fusione di MJF produce circa 15% parte più alta e finitura superficiale più coerente su tutto il volume di costruzione Per un componente che vedrà 50.000 cicli di inserimento, quella differenza non è cosmetica (è la differenza tra una vita sul campo di sei mesi e una di due anni).”
ingegnere senior per le applicazioni, Lecre
La selezione dei materiali modella le prestazioni delle parti più di qualsiasi altra singola decisione Metti la stessa geometria in PLA (una plastica rigida) rispetto al Nylon PA12 e ottieni parti che si comportano in modo completamente diverso sotto carichi reali: il nylon rimane flessibile a -10 °C, il PLA diventa fragile Per i componenti metallici, la scelta del Ti-6Al-4V su 316L inossidabile offre ulteriori 500 MPa di resistenza alle tensioni a 60 13T meno massa una differenza che conta quando ogni grammo conta nel settore aerospaziale.
| Materiale | Processo | Resistenza alla trazione | Resistenza al calore | Migliore Applicazione |
|---|---|---|---|---|
| PLA | FDM | 375 MPa | ~60°C | Modelli espositivi, prototipi di fiere |
| ABS | FDM | ~40 MPa | ~105°C | Prototipi di interni automobilistici, maschere |
| Nylon PA12 | SLS/MJF | 48 MPa | ~175°C | Parti funzionali per uso finale, assemblaggi a scatto |
| Ingegneria Resina | SLA | 255 MPa | 120 °C 120 °C | Prototipi di dettaglio fine, modelli odontoiatrici/medici |
| Ti-6Al-4V | DMLS | 89530 MPa UTS | ~315 °C continuo | Staffe aerospaziali, impianti medici |
| 316L inossidabile | SLM | 4800 MPa | ~870°C | Strumenti per alimenti, marini, medici |
Valori di Ti-6Al-4V come da ASTM F3001-14(2021). Valori PA12 secondo le schede tecniche del produttore (verificato dal Lecreatore) Resistenza alla trazione secondo ASTM D638 (polimeri) /ASTM E8 (metalli).
Le parti metalliche 3D personalizzate, tra cui titanio, acciaio inossidabile e Inconel, possono ora essere ordinate utilizzando lo stesso flusso di lavoro digitale dei prototipi di polimeri Quando la tracciabilità dei materiali è fondamentale, a causa di requisiti come impianti umani o dispositivi medici di Classe II+, allora tutte le certificazioni dei materiali per il tuo Ti-6Al-4V devono aderire all'attuale standard ASTM F3001-14 (2021) per la polvere Ti-6Al-4V ELI utilizzata per la stampa 3D.
Si prega di informarsi sempre sulla tracciabilità del lotto termico e sul CoC dal proprio fornitore prima di qualsiasi ordine del settore regolamentato.
Ulteriori approfondimenti su come si comportano i diversi materiali nelle diverse applicazioni possono essere trovati nel nostro Guida ai materiali di stampa 3D.
Con tolleranze solitamente di 0,1-0,2 mm sulle caratteristiche, le tolleranze più strette in AM provengono dalla stampa Metal Powder Bed Fusion (DMLS/SLM) e SLA Resin. ISO/ASTM 52927:2024, pubblicato specificamente per la fusione a letto laser di materiali metallici, fissa i requisiti di precisione dimensionale per il metallo PBF-LB a ±0,1 mm o ±0,1% della dimensione nominale (a seconda di quale sia maggiore) per caratteristiche superiori a 10 mm.
Questo è il livello di capacità di processo che dovresti richiedere al tuo fornitore di parti metalliche nei dispositivi aerospaziali e medici.
All'altra estremità dello spettro, FDM ha tipicamente tolleranze di 0,2-0,5 mm, dipendenti dalla dimensione della parte, dal materiale e dalla calibrazione della macchina.
Questo è spesso accettabile per prototipi e strutture più grandi ma non funzionerà per gruppi di adattamento a pressa che richiedono una tolleranza di 0,1 mm o migliore Se il prototipo dell'alloggiamento del cuscinetto necessita di un adattamento a pressa da 0,025 mm, ciò richiede la stampa SLA o in metallo; una parte FDM non si adatta senza modifiche e perde tempo.
Nota ingegneristica: accumulo di tolleranza nelle assemblee AM
Per gli assemblaggi stampati in 3D in più parti, si consiglia un gioco di 0,3-0,5 mm tra le caratteristiche di incastro per accogliere le variazioni del processo di costruzione nonché il ritiro termico durante il raffreddamento Le parti SLA si restringono di 0,1-0,3% dopo la post-indurimento UV in modo da progettare un gioco sufficiente per compensare Le parti DMLS in metallo sono post-stampa trattate termicamente per alleviare lo stress e questo trattamento termico probabilmente sposterà le dimensioni chiave da qualsiasi punto da 0,05 a 0,15 mm.
Ottenere sempre un rapporto di ispezione dimensionale (CMM o laser scan) su tutte le parti stampate aerospaziali e mediche Per Il banco AM del NIST l'analisi e la variazione rispetto ai parametri di processo della macchina rappresentano la principale fonte di variabilità dimensionale nelle parti di fusione del letto di polvere, non dalla variabilità della stampante stessa.
Come guida generale alla rugosità: FDMμm Ra 1225 µm Ra (linee a strati visibili); MJF e SLS rientrano nell'intervallo 615μm Ra; FDMμm dalla macchina, avvicinandosi alla qualità dello stampo a iniezione, le parti in metallo DMLS misurano tipicamente 66 DMLS 0 Ra prima che le operazioni secondarie siano ridotte o la camera può ridurlo a 28 Ra. Per qualsiasi superficie cosmetica di Classe A, per finitura secondaria indipendentemente dal processo.
Per tabelle dettagliate delle capacità di processo e indicazioni per il callout del disegno, vedere il nostro Guida alle tolleranze di stampa 3D.
Quando richiedi un preventivo per la stampa 3D, le variabili determinano il prezzo: volume del materiale (non volume parziale, strutture di supporto e fattore di altezza di costruzione in entrambe), tempo di post-elaborazione della macchina, efficienza della parte (critica per i processi del letto di polvere SLS/MJF) e spedizione A differenza dello stampaggio a iniezione, i servizi di stampa 3D non addebitano alcun costo per utensili o NRE, paghi esclusivamente per il materiale consumato dalla macchina.
| Processo | 11 Parti | Oltre 100 parti | Driver di costo chiave |
|---|---|---|---|
| FDM | $/parte | $/parte. | Tempo di stampa (altezza di costruzione) |
| SLA | 1TP450/parte. | $/parte | Costo materiale resina |
| SLS | 1TP480/parte. | 1TP45/parte $1 | Costo della polvere + densità di nidificazione |
| MJF | 1TP40/parte. | 1TP40/parte. | Efficienza di nidificazione (densità del pacco) |
| Metallo DMLS/SLM | $100+/parte | 1TP40/parte. | Materiale + atmosfera di argon + tempo macchina |
| Grande formato FDM | $150/parte | Varia in base alle dimensioni | Tempo di stampa + post-elaborazione |
Lecreatore Stime dei prezzi P Primi prezzi manuali Ottenere stime dei prezzi May2026 Il prezzo dipende dalla geometria, dal materiale e dalla fluttuazione del mercato Sono mostrati i prezzi per le parti di piccole e medie dimensioni (dimensione massima della scatola di delimitazione <200 mm) in questa stima stima dei prezzi aggiornata inviando allo strumento di quotazione istantanea.
Consigli per risparmiare sui costi:
I confronti dei prezzi per file STL identici su più servizi rivelano fino a 38% varianza per la stessa geometria e materiale (material) (material) (material) (material) non esiste alcuna correlazione a cui il servizio fornisce le parti più accurate La documentazione T e gli impegni di lead time hanno lo stesso peso dei filtri dei prezzi.

La saggezza convenzionale dice che la stampa 3D perde il suo vantaggio in termini di costi da qualche parte intorno alle 50 unità 1.000 e dovresti passare allo stampaggio a iniezione Sbagliato (Wrong) o almeno pericolosamente incompleto Il pareggio dipende molto più dalla complessità della geometria rispetto al solo conteggio delle unità.
Una start-up hardware di gioco basata su Austin richiede 1.50 unità di un controller che ospita 4 canali interni, 6 sottotagli e uno spessore della parete di 0,8 mm. Il produttore a contratto suggerisce uno stampo a iniezione a 16 settimane di lead-time per $12.000 in anticipo (più $8/pezzo dopo). Oppure suggerisce MJF Nylon PA12 a $22/pezzo.
A 1.500 pezzi, il costo di stampa 3D è solo $ 7.000 alloggiamento di stampa meno dello stampo 7.000 (lo stampo) consegnato 6 settimane e i progetti possono essere aggiornati liberamente a causa di eventuali modifiche necessarie trovate dall'utente che testa, senza costi di stampaggio aggiuntivi Dato il punto di pareggio di stampa 3D si trova sopra le 1.800 unità prima che il costo medio dello stampo a iniezione lo faccia scendere al di sotto dei costi di stampa 3D Che dire di una staffa piatta molto semplice, senza sottosquadro?
Il pareggio è di circa 400 unità.
I dati sul campo confermano questo: l'analisi di giugno 2025 di Endeavour3D di un vero case dell'alloggiamento del controller MJF ha posto il pareggio a ~1.025 unità a $2 24/parte con annidamento della build ottimizzato per la qualità. Slant 3D, che esegue una fattoria FDM continua, riporta competitività fino a 50.000 unità per geometrie semplici Per parti complesse con canali interni o sottosquadri che lo stampaggio a iniezione non può produrre, break-even è un punto controverso La stampa 3D è l'unica opzione.
Quadro decisionale: in quali circostanze si dovrebbe abbandonare la stampa 3D per lo stampaggio a iniezione più tradizionalmente utilizzato?
| Tipo di parte | Soglia di commutazione (circa) | Razionale |
|---|---|---|
| Geometria semplice (piatta, rotonda, senza sottosquadri) | 400 unità 800 unità | La muffa si ammortizza rapidamente; nessun premio di geometria |
| Media complessità (24 azioni collaterali) | 1,00 unità 0,000 unità | Le azioni laterali aumentano il costo dello stampo, spostando la soglia |
| Elevata complessità (canali interni, reticoli, 6+ sottosquadri) | 5,000 unità 50.000 unità | Il costo dell'attrezzatura può essere proibitivo; AM è solo un'opzione |
| Geometria interna (raffreddamento conforme, bioreticolo) | Nessuna soglia di strumento impossibile | Spazio di progettazione esclusivo AM |
I team di ingegneri che hanno bisogno di eseguire la regolazione rapida di geometrie complesse (mutando un angolo di parete), regolando un angolo di parete, testando un nuovo meccanismo di chiusura (latch mechanism) (ladch mechanism) (lambito) (lambito) della stampa 3D (cost) Ogni modifica del design costa $0 in re-tooling; solo i cambiamenti di tempo della macchina Per la strategia di prototipazione e la pianificazione della produzione dei ponti, consulta la nostra guida a servizi di prototipazione rapida.
Queste non sono applicazioni novità Ogni settore di seguito si basa sull'alternativa (AM), sulla concentrazione geografica dei fornitori o sulla geometria impossibile da lavorare, perché comporta un costo misurabilmente più elevato o un rischio misurabile.
Aerospaziale, la riduzione del peso della staffa è re Con AM, possiamo creare strutture tamponate a reticolo che sono impossibili da lavorare, risultando in staffe che sono 30-50% più leggere ma ancora valutate agli stessi carichi Lecreator ha consegnato con successo una staffa strutturale aerospaziale prodotta utilizzando MJF Nylon PA12 che ha realizzato un risparmio di peso di 42% dall'alluminio lavorato tradizionale, riducendo al contempo il costo dei componenti di 67% eliminando l'utilizzo del materiale Avere la certificazione AS9100 sul fornitore, come minimo, per qualificarsi per la partecipazione alla catena di fornitura di flight-hardware è un elemento assolutamente essenziale.
L'accuratezza medica, dimensionale e la tracciabilità dei materiali sono i driver nell'approvvigionamento di AM medicale, nell'alloggiamento dei dispositivi medici e nei dispositivi di impianto (sia strumentazione fissa che specifica per il paziente) I dispositivi richiedono accuratezza e tolleranza tipicamente nell'intervallo da 0,1 mm a 0,15 mm con processi di produzione in conformità con gli ultimi standard di “ISO 13485.’ Lecreator ha fornito un alloggiamento della guida chirurgica con precisione di 0,15 mm a 180 mm che aveva un rapporto convalidato che dimostrava il tempo di 23% risparmiato durante l'impostazione chirurgica durante uno studio clinico e in uso con materiali in resina biocompatibili e Ti-6Al-4V certificato ASTM F3001-14 (per gli impianti).
Veicoli elettrici- Velocità di sviluppo veloce La velocità di prototipazione utilizzando utensili tradizionali non è ideale e il team di sviluppo del prodotto EV in genere non può muoversi al ritmo che vorrebbero La staffa di mozzo“ prototipo EV ”in-wheel di Lecreator in MJF PA12 spedita in 3 settimane e mezzo a ~5% di un costo di utensili per stampaggio a iniezione rispetto a un tempo di consegna degli utensili di 18 settimane La produzione di ponti di piccole costruzioni in volume da 50-500 parti viene ora gestita per la produzione di veicoli di preserie sia per mezzo di SLS che di MJF invece di costosi utensili morbidi per questi volumi da bassi a medi.
I team di elettronica di consumo per la demo funzionale degli investitori e i prototipi di fit/form utilizzano in quella fase SLA di finitura superficiale e dettagli di caratteristiche fini Iterazione sulla geometria dell'involucro tre volte in una singola settimana invece di una al trimestre cambia il modo in cui funziona nella pratica la convalida del progetto.
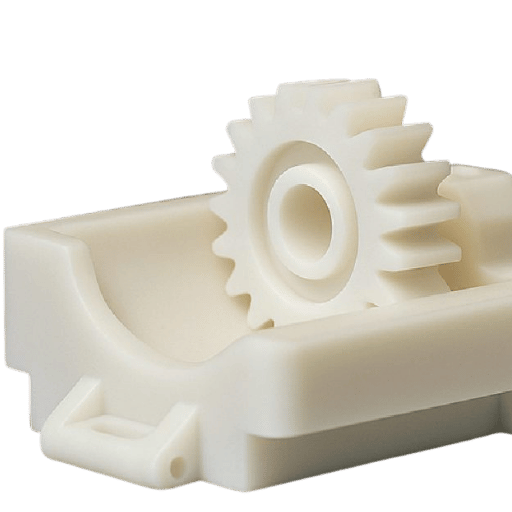
MRO (Maintenance, Repair and Overhaul) - Parte di ricambio per utensili obsoleti/obsoleti Se un produttore ha un ingranaggio per una macchina legacy fuori produzione da 8 anni che ha un materiale PA6 e nessuna fonte attuale, quell'ingranaggio potrebbe essere decodificato (scansionato), importato e quindi prodotto in MJF Nylon PA12 in una sola settimana!
Il prezzo è solo prezzo Non importa la piattaforma di quotazione o la tecnologia, il prezzo da solo è la metrica sbagliata Recentemente abbiamo citato un file identico su tre servizi e abbiamo visto un 38% diffuso nelle quotazioni senza un'apparente correlazione con la precisione complessiva Ecco alcune chiavi da seguire:
Lista di controllo per la valutazione del fornitore
Per il controllo di qualità di primo livello inviare una richiesta al fornitore preferito per l'ispezione dimensionale su un pezzo campione Si dovrebbe ricevere questo su richiesta.

La dimensione totale del mercato globale dei servizi di produzione additiva è stata di circa 30,55 miliardi di USD nel 2025 e si prevede che si espanderà di 168,93 miliardi di USD entro il 2030 a un CAGR di 23,9% (Fonte: Grand View Research) Mercati e mercati suggerisce un percorso inferiore e meno ottimistico (da 16,16B a 35,79B durante il periodo 2019-2029) che indica una definizione di ambito più confinata per il segmento dei servizi stesso Le definizioni di ambito degli analisti differiscono, ma il segnale direzionale è chiaro: i servizi AM stanno crescendo a circa il doppio del tasso del settore manifatturiero più ampio.
Quattro cambiamenti strutturali che ci rendono più di un semplice grande mercato:
DFM basato sull'intelligenza artificiale al momento del preventivo: ciò che in precedenza un ingegnere di produzione impiegava 4 ore per rivedere (considerazioni sullo spessore delle pareti, previsioni sulla struttura di supporto, ottimizzazione dell'orientamento delle parti) ora può essere completato in meno di 10 secondi al momento del pagamento Entro il 2027 le funzionalità di feedback di produzione in tempo reale possono evolversi per includere raccomandazioni post-elaborazione, opzioni di sostituzione dei materiali.
2. La deconcentrazione della catena di fornitura 2020 ha aiutato i produttori di livello 1 e 2 a comprendere la concentrazione geografica della catena di fornitura come rischio sistemico per le parti lavorate. Più fornitori certificati di fornitura AM su richiesta sono inclusi nella continuità operativa per i produttori che hanno casi d'uso pari a zero prima del 2021.
3. riduzione dei costi AM in metallo Il costo delle macchine per la fusione del letto di polvere in metallo è diminuito di circa 40% tra il 2020 e ora, a causa della crescente rivalità tra i fornitori di apparecchiature I principali attori EOS, SLM Solutions e Trumpf sono ancora in attività, ma ora esistono anche molti nuovi arrivati.
Di conseguenza, anche i costi delle parti DMLS/SLM sono in discesa (che prevediamo di continuare fino al 2027).
4. migliore fiducia dei clienti La tendenza al rialzo nelle ricerche di tipo “online 3d printing service” e nelle query associate ha indicato che gli acquirenti sono ora disposti a ordinare online componenti di parti strutturali con meno necessità di consultazione umana; questa è la stessa transizione che l'industria CNC ha visto nel corso del 2015 oltre il periodo di tempo 2020.
Piano d'azione per gli acquirenti 2026 Qualificare due o più fornitori di AM online ora one domestico, facilità di conformità normativa), un altro internazionale (per il costo su applicazioni ad alto volume e non regolamentate) Tutto ciò che è richiesto a bordo di un nuovo fornitore per AM è di poche settimane una revisione DFM, campione di parti, ispezione, NDA.
4-6 settimane di lavoro in tutto...; fallo adesso, nel caso in cui sia richiesto più tardi.
STL è lo standard accettato da ogni piattaforma STEP (o STP è preferito quando hai bisogno di fedeltà dimensionale su superfici curve (industria) preserva la geometria esatta piuttosto che triangolarla, che conta per forme organiche con curvatura elevata.3MF è sempre più accettato e trasporta colore, metadati dei materiali e informazioni sulle unità in un unico file, rendendolo la scelta migliore per ordini multimateriale o colorati.
Quattro problemi DFM rappresentano la stragrande maggioranza degli avvisi di file: geometria non-varietà (bordi condivisi da più di due facce), normali di superficie invertite, caratteristiche inferiori alla risoluzione minima stampabile (tipicamente <0,4 mm per la maggior parte dei processi) e spazio insufficiente tra le parti mobili (<0,3 mm provoca la fusione durante la stampa) Un'esportazione CAD a STL configurata correttamente risolve la maggior parte di questi prima del caricamento Se il preventivo restituisce un avviso di spessore della parete, controlla i minimi del processo: FDM richiede in genere una parete minima di 1,2 mm, SLA 0,6 mm, SLS/MJF 0,8 mm Richiedere una revisione DFM prima del checkout impedisce di scoprire questi problemi dopo l'arrivo delle parti.
Gli ordini FDM e SLA vengono spediti in 1 giorno lavorativo SLA2 dalla maggior parte delle principali piattaforme SLS e MJF spediscono in 5 giorni su 7 Metal DMLS/SLM richiede 10015 giorni lavorativi (50 giorni lavorativi Rush add-ons (50 prezzo premium 00% premium) taglia il tempo di consegna FDM/SLA a 24 ore in alcuni casi Aggiungi 15 giorni lavorativi per la spedizione a seconda della destinazione e del vettore.
Le parti di livello produttivo sono un caso d'uso in crescita Le parti in Nylon PA12 MJF dei servizi online ora appaiono negli assemblaggi di produzione di applicazioni MRO automobilistiche, di elettronica di consumo e industriali Se un servizio è solo prototipo o in grado di produrre si riduce a una domanda: possono fornire controlli di processo certificati ISO 9001, tracciabilità dei materiali e documentazione di ispezione dimensionale? senza questi, hai un negozio di prototipi Con loro, hai un fornitore qualificato per la produzione Chiedi un esempio di CoC prima di effettuare il tuo primo ordine di produzione.
Richiedi il materiale scheda tecnica per il tuo processo specifico e grado materiale (material grade) non un generico grafico polimerico Per l'analisi, utilizzare la resistenza alla trazione dell'asse Z, il valore XY. AM sono un valore unisotropo: i valori dell'asse Z corrono 15 tens. 25% più bassi XY in FDM MJF è molto più vicino isotropo a causa dell'agente di fusione che crea uniforme. Quando si progetta un fattore di sicurezza, applicare un knockdown da 1,25 0,5 × sui dati di trazione AM pubblicati fino a quando non si ottengono risultati di test specifici del processo dalla configurazione effettiva del fornitore e della macchina.
Sì 40 navi Lecreator in oltre 0 paesi.
Recensito da The Lecreator Engineering Team.
Lecreator mantiene impianti AM certificati ISO 9001 che producono parti FDM, SLA, SLS, MJF e DMLS/SLM. Lecreator produce parti per clienti del settore aerospaziale, dei dispositivi medici e della produzione industriale La fonte dei dati del caso di studio proviene dai registri di produzione interni nel maggio 2026.
Il prezzo riflette le tariffe effettive ed è soggetto a modifiche Tutte le altre citazioni di origine presentano informazioni aggiornate alla data di pubblicazione.









